Development and Implementation of the Superpave System in the USA And its Relationship to Pavement Design
|
|
|
- Frederick Bruce
- 5 years ago
- Views:
Transcription
1 Development and Implementation of the Superpave System in the USA And its Relationship to Pavement Design John A. D Angelo D Angelo Consulting, LLC johndangelo@dangeloconsultingllc.com 1


2 Superpave The final product of the SHRP asphalt program area is Superpave. Superpave is an acronym which stands for: Superior Performing Asphalt Pavements 2





3 What is Superpave? Performance-Based Specifications Design and Analysis Tools 3

4 Why Superpave? In the 1980 s pavement performance for the US highways was not improving. Demands on the system were increasing. New materials coming on the market were difficult to evaluate. I N D U S T R Y SUPERPAVE




5 Why SHRP? In the 1980 s procedures and practices could not assure performance. 2 Weeks Old! Unacceptable Risk. 5


6 Changes Increased traffic and loadings Supply sources/changes Use of recycled materials (RAP) Drum plants vs. batch plants Personnel experience Staff reductions 6




7 Distress Modes in Asphalt Primary three are: Rutting Fatigue cracking Low-temperature cracking 7
8 The Superpave System A performance-related binder specification A performance-related mix specification Mixture analysis tool (AMPT) 8

9 Specification criteria is a function of environment and traffic level 9








10 Production Rutting Fatigue Cracking Thermal Cracking DTT RV DSR BBR Time No aging RTFO - aging PAV - aging 10


11 7 Asphalt Binders AZ PG CRM Air Blown Control SBS TX TBCR TP PG PG Fibers SBS Air Blown SBS TP

12 G*/sin d 64C Relationship between G*/ sinδ and ALF 12 rutting 10 8 y = x R 2 = Existing SHRP specification has poor relationship to rutting for modified systems rutting inches
13 Creep Stress Creep Strain time Multi Stress Creep and Recovery 3.2 kpa 0.1 kpa 1 10 time Test using the DSR applying a 1 sec creep stress followed by 9 sec recovery.

14 Jnr Relationship between Jnr and ALF rutting 25.6kPa y = x R 2 = MSCR can adjust for field conditions and has excellent relations to performance ALF Rutting in
15 Miss I55 6yr rut Jnr 3.2 kpa yr Jnr 3.2 kpa binder mod true grade rut mm 70C Ultrapave SBR Styrelf SB GTR Sealoflex SBS Multigrade Cryo Rubber Control y = x R 2 =
16 AASHTO MP 19 Original DSR G*/sinδ Min RTFOT 64 Standard MSCR3.2 < Heavy MSCR 3.2< Very heavy MSCR3.2 <1.0 [(MSCR3.2 MSCR 0.1)/ MSCR 0.1] < PAV S grade DSR G*sinδ Max 5000 H & V grade DSR G*sinδ Max Low temp BBR and DTT remain unchanged
17 Asphalt Mixture Behavior Permanent Deformation Fatigue Cracking Low Temperature Cracking 17
18 Major Steps in Superpave Selection of Materials Selection of a Design Aggregate Structure Selection of the Design Binder Content Evaluation of Dynamic Modulus, E*, and Creep Compliance SP Evaluation of Moisture Sensitivity of the Design Mixture 18

 Raised to 0.")
19 FHWA.45 Power Chart Percent Passing 100 max density line control point nom max size max size Sieve Size (mm) Raised to 0.45 Power 19


20 Original Superpave Gyration Levels 20
21 Million ESAL s US Superpave (ESAL 80kN ) SGC Compaction Effort N ini N des N max App < Light 0.3 to < Medium 3 to < * 120 High 10 to < High > Heavy *Base mix (< 100 mm) option to drop one level, unless China the mix will be exposed to traffic during construction. 21


22 Equipment Specifications AASHTO T312 Pressure ± 18 kpa Angle of Gyration ± 0.02 external or, 1.16 ± 0.03 internal Rate of Gyration - 30 ± 0.5 Specimen Height, nearest 0.1mm
23 Equipment Specifications AASHTO T312 Pressure ± 18 kpa Angle of Gyration ± 0.02 external or, 1.16 ± 0.03 internal Rate of Gyration - 30 ± 0.5 Specimen Height, nearest 0.1mm
24 Dynamic Angle Validator NIST

25 Dynamic Angle Validator NIST


26 NCHRP Superpave Projects Over 15 projects for further development of Superpave Binder test and procedures Modified binders Mix design Performance testing Construction Quality Assurance 26
 Certification/Calibration procedures")

 I N D U S T")
27 Implementation Critical Steps Equipment Standards Reference materials (binder only) Certification/Calibration procedures Standardized Procedures Ruggedness, assessment of procedure Precision/Bias, tied to acceptance system Refinement, instrumentation and software Laboratory Accreditation (AMRL) Quality Manual/System Proficiency Testing (annual) I N D U S T R Y SUPERPAVE
28 Next Generation of Performance Testers New tests have a closer relationship to fundamental properties of the mix. Measured material properties tied to performance models to estimate distress.

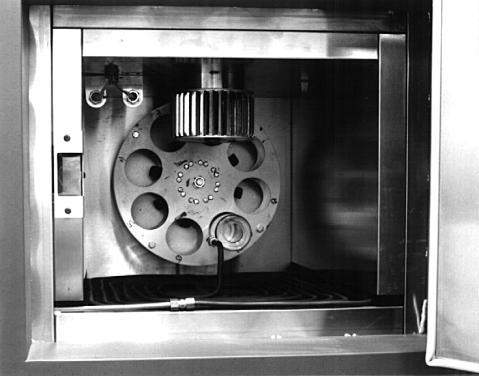
29 AC Mix Performance Tester The test can evaluate the rutting and fatigue response of the AC mix. The equipment is relatively inexpensive and easy to use. Test results are inputs for the Mechanistic Empirical Pavement Design Guide.

30 Dynamic Modulus Test AASHTO TP 62 Cyclic Loading 75 ~ 125 µε Displacement
31 Dynamic Modulus E* s 0 e 0 = dynamic stress = recoverable axial strain E * = s 0 e 0 Phase Angle Load 75 ~ 125 µε Displacement Loading Frequency
32 Microstrain Repeated Load Test Results Rutting 50,000 45, _Coarse_PG Mix 12.5_Coarse_PG Mix 40,000 35,000 Tertiary Flow 30,000 25,000 Secondary Flow Flow Number 20,000 15,000 Primary Flow Secondary Flow 10,000 5,000 0 Primary Flow ,000 1,500 2,000 2,500 3,000 3,500 4,000 4,500 5,000 Load Cycles

33 What s New in Flexible Pavement Design? Mechanistic Empirical Pavement Design Guide HMA Materials Properties Tied Directly to the Pavement Structural Design
34 The MEPDG Integrates Materials Selection Pavement Design Pavement Management Construction

35 What s New in Flexible Pavement Design? Asphalt Materials Characterization directly from Superpave Binder properties determined from PG grading Mix properties determined from volumetric mix design Mix Modulus determined from the Superpave Asphalt Mix Performance Test



36 Asphalt Design Theory EICM Climate Inputs Traffic Structure & Mat l Properties Transfer Functions Predicted Performance Mechanistic Analysis







37 M-E Guide Outputs: Flexible Fatigue Cracking Thermal Cracking Rut Depth IRI


38 How do you make it work





39 The key is identifying the problem Requires Asking the Right Question. Is the rock too large? Or is the truck too small?

40 If the rock is too big

41 If the truck is too small

42 Research to Specifications The SHRP Experience 1984 STRS Report 1987 SHRP Program 1993 SHRP completion 1993 Implementation initiation 2000 declaration of success 2006 last highway agency adopts SHRP binder specification Continued Development for improvement

43 Sometimes to appreciate where we are China

44 We need to remember where we have been.
45