Sanjay Joshi, Ph.D. Professor of Industrial and Manufacturing Engineering
|
|
|
- Shannon Lynch
- 5 years ago
- Views:
Transcription





1 Sanjay Joshi, Ph.D. Professor of Industrial and Manufacturing Engineering Harold and Inge Marcus Department of Industrial and Manufacturing Engineering



 An Additive")


2 Introduction to CIMP-3D Center for Innovative Materials Processing through Direct Digital Deposition 9 A national resource for additive manufacturing technologies: Technology Readiness Levels Implementation Development Research Various Enabling Technologies university-wide initiative operated by Penn State s Applied Research Laboratory, a DoD University Affiliated Research Center (UARC) An Additive Manufacturing Demonstration Center (AMDF) under the DARPA Open Manufacturing Program With a mission to: advanced additive manufacturing technologies, promote adoption through process and product demonstrations, and promote and sustain additive manufacturing.
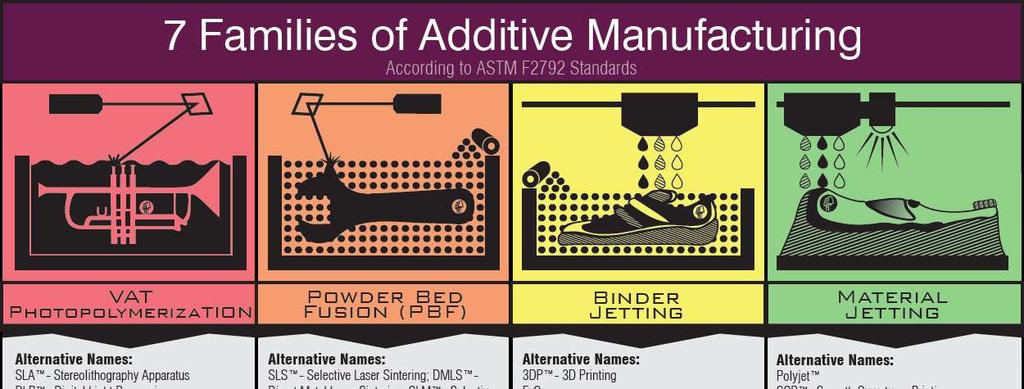
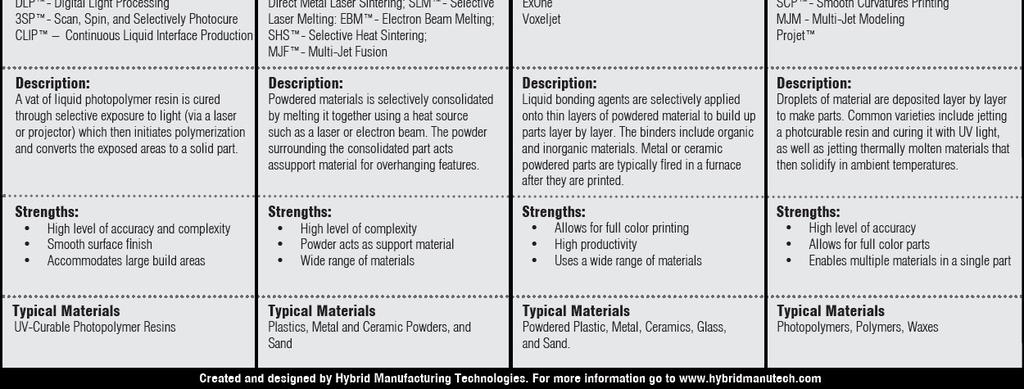
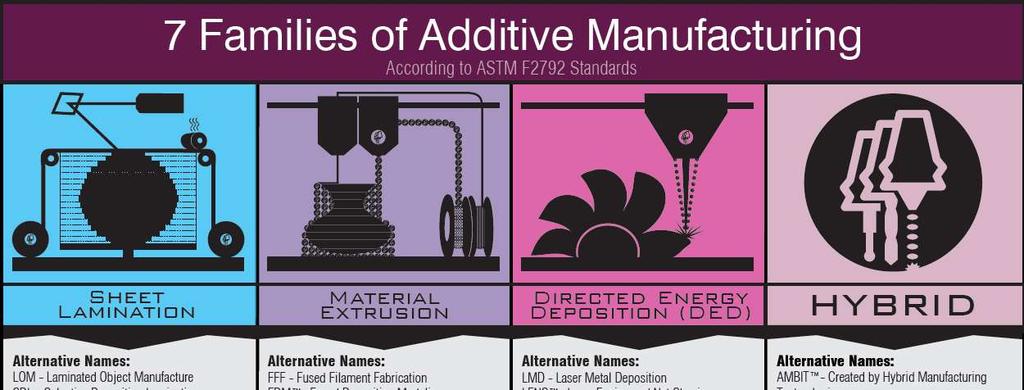
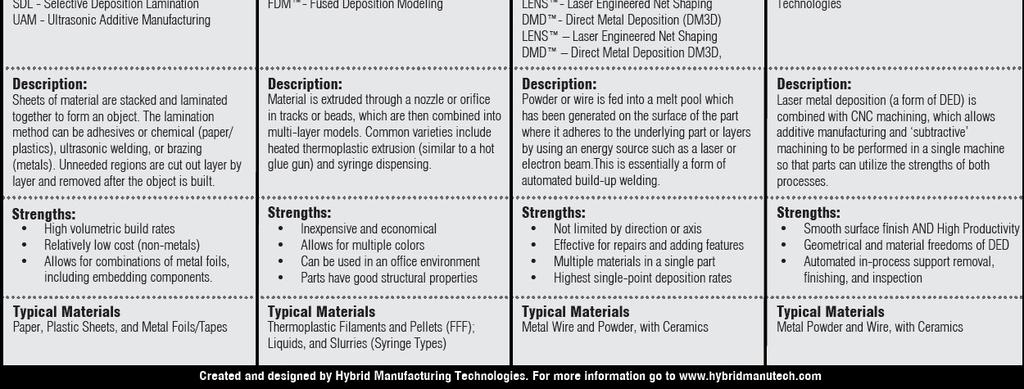
3 Additive Manufacturing Defined by ASTM (2792) as the process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing methodologies.

4 AM begins with a solid (3D) Model Source: Gibson, I., Rosen, D. W. and Stucker, B., 2010, Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing, Springer, New York, NY
5
6


7 Additive Manufacturing Geometrical Freedom in Design Repeatability and Accuracy lags CNC Limited Material Options Long Cycle Times Poor Surface Finish Ability to work with multiple materials
 0f material Use of CNC machine tools (multiple axis 3-5) Requires use of cutting tools and fixtures")
8 Subtractive Manufacturing Traditional machining operations such as milling, turning, drilling, etc. Part manufactured from raw material by removal (subtraction) 0f material Use of CNC machine tools (multiple axis 3-5) Requires use of cutting tools and fixtures Programmed using G/Mcodes, typically generated suing CAM software

9 Subtractive Manufacturing Repeatable & Accurate Good Surface Finish High Productivity High Waste Material Large range of Material Options
10 Hybrid AM CNC Machining + Accuracy + Repeatability +Surface Finish +High Production Rates - Wasted Material HYBRID AM Additive Manufacturing + Geometrical Freedom + Ability to work with multiple materials + Less Wasted Material - Poor Repeatability and Accuracy - Limited Material Options - Long Cycle Times - Poor Surface Finish
11 Essential Question - Value of Hybrid Part Quicker? Reduction in lead times, supply of original source a problem Shorter process chains Material? Can product characteristics be improved? Improved use of material? New Designs and Innovations? Process capability allows for design improvement Parts that cannot be made any other way are now possible Benefits of new process capabilities
12 Hybrid Manufacturing as Defined By Consortium of Advanced Hybrid Manufacturing Integrated Technologies CAM-IT An integrated set of dissimilar manufacturing processes such as an additive manufacturing (AM) process (e.g. powder-bed fusion, binder jetting, directed energy deposition, sheet lamination) linked to one or more manufacturing processes including but not limited to, machining (subtractive manufacturing), material property enhancement, grinding, polishing and other non-am manufacturing processes. The attributes of each process (e.g. part accuracy or internal grain structure) are planned together (preferably concurrently) so that the required product engineering specifications can be met. This is different than sequential production in that the decisions are coordinated so that intermediate part specifications are determined in the hybrid process.


13 Two Approaches Where both additive and subtractive manufacturing occur in the same integrated platform Where additive part is manufactured while integrating the elements to enhance subsequent processing dditivesubtractivehybridmanufacturing.pdf


14 In Envelope Hybrid Processing



15 Key Players Key Dates Machines Materials DMG and Mori Seiki Merged in 2009, Machines Created in 2014/2015 Founded in 1919, Machine Created in 2014 Founded in 1976, Machines Created in Founded in 1935, Machines Created in 2016 Founded in 1982, Machine Created in 2014 Startup Founded in 2012, Machine Created in 2014 Keck Center Founded in 2001, Machine Created in 2016 Startup Founded in 2016, Machine Created in 2017 Lasertec 65 3D hybrid Lasertec D hybrid Metal Powder Build Volume 20 x 20 x x 26 x 59 Integrex i-400am Metal Powder 26 x 26 x 39 OPM250L OPM350L Lumex Avance-25 Lumex Avance-60 Metal Powder Metal Powder 10 x 10 x x 14 x x 10 x x 24 x 20 LENS Print Engine Metal Powder 20 x 12 x 20 AMBIT Series 7 Metal Powder 20 x 20 x 12 UTEP Multi 3D System Custom System Polymer Wire 36 x 24 x 35 Aluminum Wire 60 x 120 x 48 Key Features DED AM + 5- axis CNC DED AM+ 5-axis CNC PBF + 3-axis CNC PBF + 3-axis CNC DED AM + 5- axis CNC DED AM + 5- axis CNC FDM AM + 6-axis CNC Wire Arc AM + 5- axis CNC

16 DED + Machining Additive operation performed via Directed Energy Deposition Machining via CNC milling and turning 5 axis operations Feasibility of building without supports 10X faster than powder bed Flexible change between laser and machining

17 Integrated Single Platform 5-axis milling machine with a Directed Energy Deposition (DED) laser tool head 2.5 kw Laserline LDM Diode Laser 3mm/1.6mm spot size via interchangeable optics 1020 ± 15 nm wavelength Laser head operates as a tool in the spindle Special tool change from laser cabinet Max Work Area: 28.9 x25.6 x22 (limited by movement & part geometry) 25.6 Rotary table Machining Features 10,000 rpm spindle Up to 60 tools loaded in tool changer belt HSK 63 tool holder CELOS control System (DMG MORI) Siemens NX CAD/CAM Automatic toolpath generation for additive and subtractive operations
18
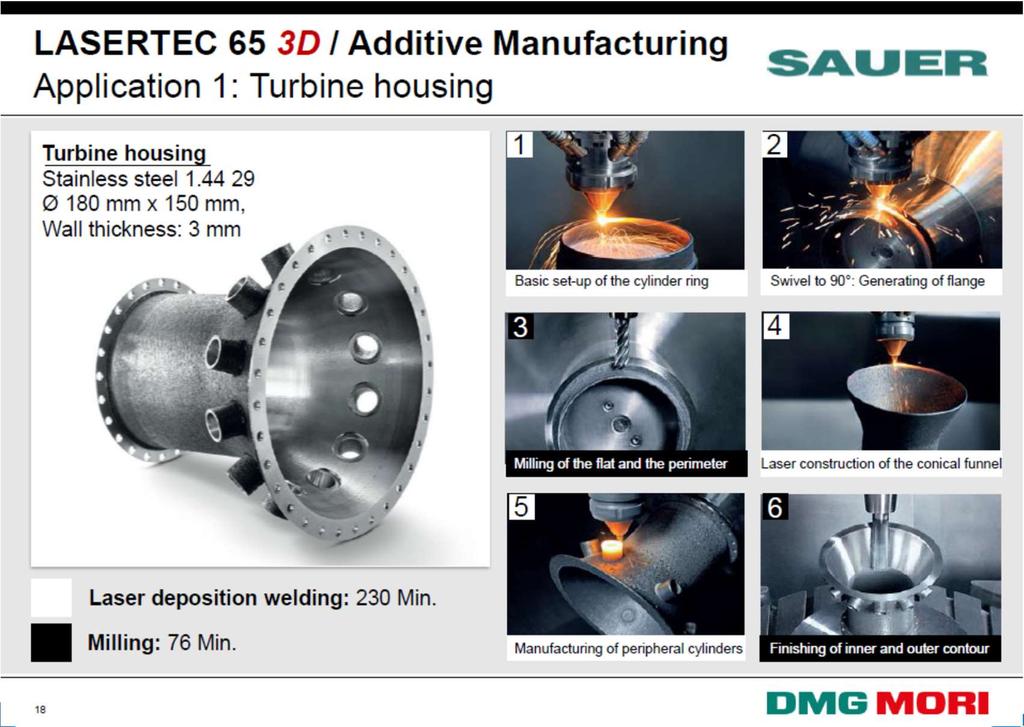
19 Example Application


20 Example Application




21 Multi material parts Can deposit on existing surfaces Multiple powder feeders Powder Mixing Valve Dual Powder Feeders

22 Integrated Single Platform Mazak INTEGRAX i-400am integrating deposition heads with their high-end CNC mill-turn machines. Up to two deposition heads 5-axes deposition High precision
 Unit in M80 MillTURN Machine https://www.wfl.")
23 Integrated DED + Mill Turn WFL Integrated Laser (10KW) Unit in M80 MillTURN Machine
24 Advantages and Limitations Advantages: Limitations: High overhang angles with 5 axis movement Ability to direct all the energy of the laser right into the part Ability to keep the same work offsets inside the system between additive/subtractive operations Integrated software solution for generating additive and subtractive processes Heat treatment / HIP makes in-envelope hybrid manufacturing less economical Unfortunately, most builds require some form of heat treatment Some material properties depend on heat treatments Non-sealed chamber is not ideal for processing metals that oxidize easily (Ti-64) Ability to machine otherwise inaccessible features More economical manufacturing of large workpieces Ability to repair traditionally manufactured components and machine to final dimensions

25 Integrated Powder Bed + Milling Lumex Advance 25 by MC Machinery Systems Powder bed laser system + CNC milling 260x260x100 mm

26 Integrated Powder Bed + Milling


27 PBF + Machining Process Flow Powder Spreading to create layer Melt powder particles to create layer geometry Repeat 10 times Every 10 th Layer Milling Operation

28 Examples Plastic Injection Mold Tooling Reduction in number of parts 3D cooling channels
 16-Position Automatic Tool Changer Maraging Steel Mold")
29 Integrated Powder Bed + Milling Sodick OPML 250L Powder Bed + 3 axis CNC Yb Fiber Laser Fully Integrated High Speed Milling Dedicated Laser Sintering/Machining CAM System (Option) 16-Position Automatic Tool Changer Maraging Steel Mold Manufacturing

30 Integrated Sheet Lamination + Machining SOLID-STATE WELDING TECHNOLOGY ENABLES Printing of dissimilar metal laminates in one part without changing the metal properties / cladding Printing custom designed metal matrix composites LOW-TEMPERATURE PROCESS ENABLES Embedding electronics and sensors in 100% dense metal structures Integration of smart materials for reactive structures LAYER BY LAYER PRINTING ENABLES Complex internal features LARGE AVAILABLE ENVELOPE ENABLES High productivity allows for 3D printing of metal parts up to six feet by six feet

31 Thermal Spray + Machining Developed by Hermle MPA Metal Powder Application Technique a thermal spray process where metal powder particles are compacted layer by layer to massive solids. powder particles are accelerated to very high speed by means of a carrier gas and then deposited on the substrate via a laval nozzle. Material build-up rates exceeding 200 cm³ per hour powder jet diameter of several millimeters for additive application of comparatively large volumes on rather large component surfaces

32 Manufacturing Process Schematic - Hermle 1. Milling of the marble run channel into the prepared blank. 2. Filling of the channel with a water-soluble filling material. 3. Application of a layer of hot-working steel. Milling of the copper component contours. 4. Application of pure copper onto the pre-milled surface and subsequent milling of the copper part's shape. 5. Application of a second layer of steel. Milling of the copper inlay openings and dissolving of the remaining filling material in the channel.

33 Example Parts


34 Integrated Extrusion + Milling Hurco

 http://www.hybridmanutech.")
35 Retrofit Systems AMBIT by Hybrid Manufacturing Technologies deposition heads and docking systems which for virtually any CNC machine (or robotic platform)

36 Retrofit Systems Hybrid Lens System, adds AM capability to existing CNC Machines =1413&sthash.lFOmRtyx.mjjo
, equipped with Ambit laser cladding and milling capability. http://www.hybridmanutech.com/news.")
37 Retrofit MillGrind Machine The millgrind is a continuous-dress creep-feed grinding machine made by Elb- Schliff WZM GmbH ( ELB ), equipped with Ambit laser cladding and milling capability.
38 Hybrid Systems Potentially complete the part in one set up Complete repair in one setup Speed production of complex parts Multiple material parts Single familiar user interface for both Handling Geometrical interferences May still require stress relieving, material microstructure modification operations High tool wear Complexity of programming

39 Out of Envelope Hybrid Integration


40 Research Issues Part Model Representations Automating process planning System Integration Improved sensing and feedback Dynamic Adaptations based on feedback Material properties and characteristics Managing distortions Dimension control Post processing requirements
41