Advanced Flow Reactors for Multiphase Pharma & Fine Chemical Applications. Yi Jiang, October 4, 2010, Paris
|
|
|
- Paulina Gibson
- 5 years ago
- Views:
Transcription




1 Advanced Flow Reactors for Multiphase Pharma & Fine Chemical Applications Yi Jiang, October 4, 2010, Paris
2 Outline qreactor Designs Superior Mass, Heat Transfers & Integration with Reactions qprocess Intensification Right Process Development Tool & Methodology qcase Review Mixing, Integrated Mass/Heat Transports (Immiscible L-L) L-G-S Three-Phase Interactions Equilibrium Limit? (Esterification) qconcluding Remarks qq&a 2
3 Green Chemical Process: Converting starting materials to products economically, environmental friendly Raw Materials Non Renewable : Petroleum Coal Ores Minerals Renewable: Plants Animals Chemical and Physical Transformations Pollutants Products Fuels Materials Plastics Pharmaceuticals Food etc. The key is to choose the right chemical transformations & being able to scale them up effectively. S3 3

4 Batch Process Vs. Continuous Flow Process Global Annual Revenue, Chemical Industry, 2008 Billions of Dollars $3226 B Finished Pharmaceuticals, APIs & Intermediates Pharma Raw Materials Fine Specialty Consumer Agrochemicals 3 Inorganics Fine Chem Pharma Predominantly Batch Process Continuous Flow & Batch Processes Petrochemicals Polymers and Related Coatings Global Chemical Market Predominantly Continuous Flow - Report (2009) 4
 R( C, T ), K a C η R( C T ) Mass transfer i i i, Reactions Mass transfer rates rates ( heat) ( H ) R( C, T ), U")
5 Fundamental Principle of Reactor Designs Intensifying mass, heat transports & reaction rates Feeds, Q 1 Reactor Performance = F Inputs & Operation; Variables Rates; Mixing Pattern Products, Q 2 T, C, P 1 T, C, P 2 Designs should deliver superior mass and heat transfer rates Q H ( mass) R( C, T ), K a C η R( C T ) Mass transfer i i i, Reactions Mass transfer rates rates ( heat) ( H ) R( C, T ), U A T Heat transfer Effectiveness factor j η = R, j η Reaction heat Generation rates i ( reaction kinetics mass transports) f, Heat transfer rates 5






 Reactor")

6 Mixing & Mass Transfer Fine Design Gas-Liquid two phase mixing Millimeter scale 2D Design Immiscible liquid-liquid mixing Meter scale 3D Design Computational Fluid Dynamics (CFD) Reactor Design & Flow Hydrodynamics Quantification 6







7 Efficient Mixing for Multiphase Systems Mixing Zone Gas/Liquid Superior mixing quality for L-L, G-L, G-L-S Optimized designs for multiphase High resistance to fouling Smooth surface for easy clean 7

")

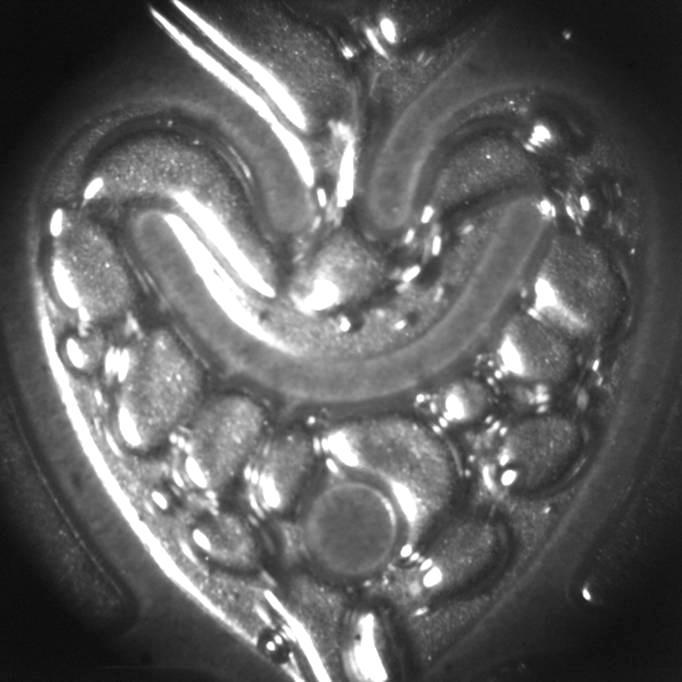
8 Mixing & Mass Transfer Fine Design Corning Patented Designs Heart Cells B Ratio 30:2 (largest droplets ~ 100 µm) Immiscible Liquid A-liquid B mixing & emulsion Ratio. 40:2 (droplets: 50 µm) A+B A 8
9 Mass Transfer Performance in G/L Contactors Microchannel reactors are superior in G/L mass transfer coefficient times K F Jensen Ind. Eng. Chem. Res., 2001, 40 (12), pp , kla = 5-15 /s Corning internal data confirmed the values G/L mass transfer coefficient Microchannel reactors are superior in G/L interfacial area/volume times G/L Interfacial area/volume 9



10 Heat Transfer Fine Design & Control Advanced & accurate thermal designs became possible at fine dimensional scale (500 µm few millimeters) Full 3D Temperature Distribution Predicted by CFD Model Prediction Accuracy: T <3 C; HT Coefficient < 8% Conventional m scale thermal design to integrated multi-layer mm scale T, 0 C Corning Advanced-Flow Glass Fluidic Modules 10
11 Heat Transfer Performance in Different HT Devices -D. Lavric, Proceedings of the Heat Transfer & Fluid Flow in Microscale III Conference (2008) -Z. Anxionnaz et al Chem Eng. & Process. 47, 2029 (2008) HT Devices Specific Area Global Heat Transfer Coeff. U (S/V) S/V (m 2 /m 3 ) U (W/m 2.K) (kw/m 3 K) Jacketed batch Batch with external heat exchanger Shell and tubes (metallic; water/water; 1 m/s) Metallic plate (4 mm spaced; water/water, 1 m/s) Corning glass fluidic modules (water/water, ~ 0.7 m/s)
12 Corning Advanced-Flow Glass Reactors (AFR) Characteristics & PI Benefits Chemistry Benefits AFR Characteristics TRANSPORTS Superior mixing & mass-transfer Excellent HE with reaction integration CONTROLS Reduced process fluid hold-up Accurate T,P, & RT control PRODUCTION Numbering-up to meet capacity Flexible to fit chemistry & market needs Increase reaction rate (high C, T) Improved yield (conv. & sel.) Possible new-reaction paths Simplify downstream process Safety Benefits No unstable intermediate accum. Much low reaction volume Risk chemistry possible Safety by Design Economy Benefits Lower risk of capital investment Lower cost of manuf & operation Less foot-print Less solvent, waste, energy Less/simplified work-up Reliable QC Quick response to markets 12
13 Outline qreactor Designs Superior Mass & Heat Transfers & Integration with Reactions qprocess Intensification Right Process Development Tools & the Methodology qcase Review Mixing, Integrated Mass/Heat Transports (Immiscible L-L) L-G-S Three-Phase Interactions Equilibrium Limit? (Esterification) qconcluding Remarks qq&a 13


")
14 Reactor Kits for Effective Continuous-Flow Feasibility & Process Development (1/2) A3 A2 A1 A4 A 2 A 3 A 4 14





15 Reactor Kits for Effective Continuous-Flow Feasibility & Process Development (2/2) Low-Flow Evaluation Reactor Kit Meeting Customer Need for less chemical consumption in R/D 1~10 ml/min Standard Reactor Module A Standard Reactor Module B Low internal volume High flexibility Metal-free reaction path Heat transfer and mixing performance consistent with Corning larger-scale reactors 15







16 Effective Integration of Application Development of Continuous Flow & Production Engineering Application Development Production Engineering 16
 Gen 1 Reactor 80 t/yr (process-flow) Gen 2 Reactor 240 t/yr Gen 3 Reactor 720 t/yr 3 time increased g/min 30 160 400 660 1600 3200 kg/hour 1.8 10 25 40 100 200 T/Yr (8000hr) 14.")
17 Quick Response to Market Demands with Flexible & Scalable Production Capacity Temperature: -60 C ~ 230 C Pressure: up to 18 bar (1.8MPa) Gen 1 Reactor 80 t/yr (process-flow) Gen 2 Reactor 240 t/yr Gen 3 Reactor 720 t/yr 3 time increased g/min kg/hour T/Yr (8000hr) Numbering-up up several identical reactors to meet required production capacity from few tons/yr to many thousands tons/yr 17
18 Understand Interactions of Transports & Reaction Kinetics Reaction with high Mass/Heat transfer Resistances Fast Reaction Kinetics AFR can intensify reaction with very short residence time (seconds to few minutes) with similar temperature as batch! Transport controlled process Good mixing of multiphase is essential AFR allows elevated temperature without leading to high impurity due to short residence time/better heat transfer Reaction with high Mass/Heat transfer resistances Mediate /Slow Reaction Kinetics AFR can intensify reaction with short residence time (few minutes) but with higher temperature and/or concentration as batch! (+ 30 ~ 100C) Elevated T and/or C & good mixing are essential 18
19 Intensify Process by Increasing Reaction Rate without causing high impurity level & safety issues Reaction time Concentration Batch AFR T=30-100C This elevated temperature window is typically not suitable in batch due to associated high impurity driven by - long reaction time, - high temperature, - back-mixing But it is typically suitable in AFR due to - short residence time - good mixing - no back-mixing - uniform T distribution Temperature (C) 19
 allows safely operation at")
 allows safely operation at increased backpressure (P b ) (ii) To increase reactive")
20 How to Intensify moderate L-L, G-L Reactions? Inlet pressure up to 18 bars A3 Back pressure regulator A2 A1 A4 A 2 A 3 A 4 Corning AFR (18 bars) allows safely operation at elevated temperatures (i) even above solvent/reactant normal boiling point (T b ) for L-L L L system to achieve short residence time and high productivity AFR (18 bars) allows safely operation at increased backpressure (P b ) (ii) To increase reactive gaseous concentration for G-L G L system to achieve short residence time and high productivity 20
21 Multiphase Reactions: Important in Pharma and Fine Chemical Productions 7 3 Examples of 31 reactions Miscible liquids Immiscible liquids Gas feed Gas released Solid product Solid byproduct Slurry 7 Multiphase (L,G,S) often encounter in many synthesis of pharma & fine chemicals 13 21
22 Outline qreactor Designs Superior Mass & Heat Transfers & Integration with Reactions qprocess Intensification Right Process Development Tool & Methodology qcase Review Mixing, Integrated Mass/Heat Transports (Immiscible L-L) L-G-S Three-Phase Interactions Equilibrium Limit? (Esterification) qconcluding Remarks qq&a 22
")



23 Mixing, integrated mass/heat transports (Immiscible L-L) 37-40% <1% 63-60% 6 FMs for RT nitric acid Chlorobenzene Focused Parameters: Acid strength Temperature Feed molar ratio Mixing Targeted Performance: yield ortho/para ratio throughput 23
24 Immiscible L-L mixing quality Vs. conversion, and selectivity Chlorobenzene Conversion % T ~Chlorobenzene Conversion R = 92 s R = 63 s R = 42 s R = 30 s T (C) MNCB Selectivity % T~ MNCB Selectivity R = 92 s R = 63 s R = 42 s R = 30 s T (C) ~95% yield could be reached Increase T => increase CB conversion, but decrease in MNCN selectivity Reduce the flow rate => increase reaction residence time, but decrease the conversion due to reduce of mixing efficiency driven by lowering the flow rate 24

, 1948-1958 (2009) Hydrodynamics interactions of G, L1, L2 are")
25 Complicated Multiphase (oil-water-gas) Interactions in Microchannel U oil = 0.22 m/s, U water = 0.11 m/s, Re M = 72.6 U oil = 0.11 m/s, U water = 0.33 m/s, Re M = 127 No Gas U gas (m/s): Gas Water Oil U gas (m/s): AIChE J. 55(8), (2009) Hydrodynamics interactions of G, L1, L2 are complicated 25
























26 G/L < 1.0, Bubbly Hydrodynamics => G/L Interfacial area Ratio G/L Q liq (ml/min) 26







27 G/L > 1.0, Slug & Annular Hydrodynamics =>high G/L interaction (k) 3,6 2,7 Ratio G/L 1,8 0, Qliq (ml/min) 27
 highly exothermic (>400 kj/mol) 30 µm catalyst in slurry significant catalyst reduction Many hrs Reaction Time 90s")

28 Selective Hydrogenation of Slurry in Corning AFR 98%+ conversion & selectivity (impurity profiles within spec.) highly exothermic (>400 kj/mol) 30 µm catalyst in slurry significant catalyst reduction Many hrs Reaction Time 90s AFR Batch Ref: Chemistry Today Vol 27 n 6 / November-December 2009 Excellent G/L Mixing Conc% 35%wt 45%wt 30C T 140C 1.2 kg/hr scale 0.4% cat % 0.1% Batch Corning AFR 28
 ~1 million Glycerine (50% of capacity, 10% => Glycerine) Short process development")
 Ref: Chemistry Today Vol 28 n 4 July/August 2010 Ghent University Corning S.A.S Delta Biovalue BV 29")
29 From Glycerol to Fuel Additive (STBE): 2-Steps 10% biofuels for transports by 2020 in EU 276 biodiesel plants 20 millions tons biodiesel capacity in 2009 (EU) ~1 million Glycerine (50% of capacity, 10% => Glycerine) Short process development cycle: ~4 months Convert Glyceriol to STBE (Solketal TertButyl Ether) via Solketal acetone isobutent Glycerine Solkertal STBE kg/hr STBE (90 tons/year) Ref: Chemistry Today Vol 28 n 4 July/August 2010 Ghent University Corning S.A.S Delta Biovalue BV 29
30 Step-1: Glycerol to Solketal (Equilibrium Limit) Ref: Chemistry Today Vol 28 n 4 July/August
31 Step-1: Glycerol to Solketal Ref: Chemistry Today Vol 28 n 4 July/August

32 Step-1: Glycerol to Solketal 32


33 From Glycerol to Fuel Additive (STBE): 2-Steps 6-10h Time < 2 min AFR Batch A production capacity of ~12,000 t/y of STBE equivalents Acetone Excess 4 equivalents Solvent Reduction ~80% ~85% STBE Yield Ratio = 2 isobutene Ratio = 1 Solvent Reduction Batch Corning AFR Ref: Chemistry Today Vol 28 n 4 July/August
34 Concluding Remarks Superior mass & heat transfers of AFR offer broad opportunity for multiphase process intensifications Right process feasibility and development tools & methodology are essential for effective production technology development Fundamental understanding of multiphase hydrodynamics are critic to multiphase application development of AFR Dozens of tested cases have demonstrated promising applications of AFR in pharma and fine chemicals Thanks for your attention! Q&A 34