Advances in the studies of the effects of surface-coatings on wire electrodes in the GMA welding process
|
|
|
- Evelyn Craig
- 5 years ago
- Views:
Transcription
1 Advances in the studies of the effects of surface-coatings on wire electrodes in the GMA welding process Kai Treutler, Volker Wesling, Antonia Schram, Jens Hamje, Clusthal University of Technology 19th JOM,

2 Coatingprocess (PVD) Moving Table with wire Physical Vapour Deposition - high flexibility in composition and structure of generated thin films: - conductive/ nonconductive - metallic/ not metallic 2

3 Examples of studied thin films Coatingsystem TiN Cr + C Al + TiN Al + Cr SiCr + NiCr Ti Cr Layer 1 4,5 µm 1 µm 2,5 µm 4 µm 1 µm 8 µm 15 µm Layer 2-1 µm 2 µm 12 µm 5 µm - - Total 4,5 µm 2 µm 4,5 µm 16 µm 6 µm 8 µm 15 µm Ti- coated wire Electrode 3

4 Welding process Process: MIG surfacing single pass / multiple passes Shielding gas: Argon Substrate: S700MC Thickness: 10 mm Wire: DIN EN ISO A G 50 7 M21 4Mo Diameter: 1,2 mm Wire feed: 9 m/min Welding speed: 30 cm/min Energy input: ca. 1,7 kj/mm Contents by mass in % Element C Si Mn P S Cr Mo Ni Al Ti Nb V S700MC 0,07 0,26 1,54 0,01 <0,002 0,05 0,11 0,15 0,036 0,05 0,07 0,07 4Mo 0,09 0,70 1, , Chemical composition of the base material 4



5 Influencing the arc length Ti-coating Reference Cr-coating - No differences in the measured power consumption of the welding process - Significant change in arc length 5
6 Influencing the arc length Arc length in % towards reference Mo (Reference) Al Cr Ti - No differences in the measured power consumption of the welding process - Significant change in arc length 6

7 Spectrum emitted by the arc 7

8 Spectrum emitted by the arc Spectrum of the arc - SiN-coated wire - 700nm and 950nm 8





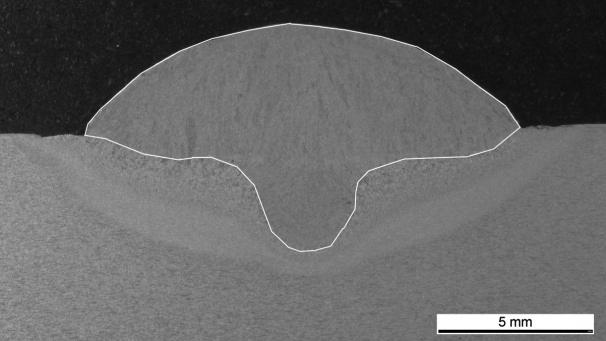


9 Penetration behaviour Al+Cr Cr Cr+C Reference Al+TiN NiCr+SiCr Ti TiN 9
10 Chemical composition of the weld metal Consumable/ Coating 4Mo (Reference) Contents by mass in % Al C Cr Ni Si Ti - 0,07 0,10 0,07 0,59 - TiN - 0,07 0,21 0,07 0,63 0,54 Cr + C 0,01 0,12 0,56 0,08 0,46 0,03 Al + TiN 0,29 0,08 0,1 0,07 0,66 0,25 Al + Cr 0,37 0,09 2,39 0,07 0,65 - SiCr + NiCr - 0,07 0,77 1,79 0,76 - Ti - 0,07 0,11 0,07 0,58 1,11 Cr - 0,07 3,33 0,07 0,44 - Contents by mass in % of different weld metals (2 mm under weld metal surface), OES - Significant change in contents by mass 10
11 Avoiding alloying element burn-off Consumable/ Coating Contents by mass in % Al C Mn Mo Si Ti 4Mo (Referenz) - 0,07 1,6 0,4 0,59 0,001 AL 2,3µm 0,127 0,082 2,07 0,525 0,714 0,027 Al 4,2µm 0,358 0,088 2,04 0,548 0,741 0,017 Al 13,8µm 0,794 0,09 2,05 0,569 0,71 0,0067 Al 4,2µm + TiO2 0,420 0,082 2,06 0,538 0,719 0,075 Alm 4,2µm + SiC 0,404 0,099 2,06 0,546 0,745 0,013 Contents by mass in % of different weld metals (2 mm under weld metal surface), OES 11
12 Mechanical properties influenced by the coating Tensile strength in MPa 1400 Cr Al+Cr Al+TiN Cr+C SiCr + NiCr Ti 800 4Mo Al Ni Si TiN
13 Mechanical properties in comparison to the reference Änderung zum Referenzschweißgut in % Yield strenght Tensile strength Elongation Hardeness Penetration D/W = dephth/ width TiN Cr + C Al + TiN Al + Cr NiCr + SiCr Ti Cr 13
14 Mechanical properties in comparison to the reference 14

15 Grain Refinement in Aluminium Base Alloys 15



16 Grain refinement in aluminium base alloys Weld metal using 12 µm coated wire Weld metal using 6 µm coated wire 16

17 Grain refinement in aluminium base alloys Weld Metal of Ti-coated consumable 17
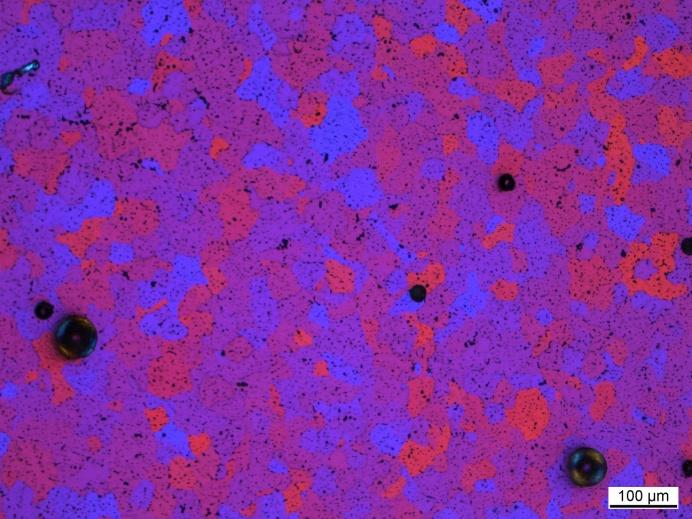



18 Grain refinement in aluminium base alloys Without Ti-coating Ti-coated 18

19 Industrial application of the coating process for wires 19
20 Conclusion and Outlook! Adjusting the arc length! Influencing the droplet transition! Reducing the alloying element burn-off! Change in mechanical properties! Grain refinement of aluminium base alloys! First small prototype of an industrial coating system realized 20
21 These Durch die Nutzung von Beschichtungen auf Massivdrahtelektroden kann das Einbrandverhalten, der Schweißprozess und die mechanischen Eigenschaften des Schweißgutes deutlich verändert werden. Wirkung auf das Einbrandverhalten - primär: durch oberflächen-/grenzflächenaktive Elemente Wirkung auf den Tropfenübergang - primär: durch oberflächen-/grenzflächenaktive Elemente Wirkung auf die mechanischen Eigenschaften - durch zusätzliche Legierungselemente und Einschlüssen Beeinflussung des Lichtbogens - primär: durch Elemente mit von Eisen divergierenden Ionisierungsenergien 21
22 Literatur [1] K. Mills, B. Keene, R. Brooks und A. Shirali, Marangoni effects in welding, Phil. Trans. r. Soc. Lond. A 356, pp , [2] B. Keene, Review of data for the surface tension of iron and its binary alloys, International Materials Reviews 33, pp. 1-37, [3] T. Takasu und J. Toguri, Pyrometallurgical Significance of Marangoni Flow: Mechanism and Contributions to Processing, Philosophical Transactions: Mathematical, Physical and Engeneering Sciences Vol 356. No. 1739, pp ,
, optische")
23 Vermeidung von Legierungsabbrand _- Leistungsaufnahme Massengehalte ausgewählter Elemente des Schweißgutes (2 mm unter der Oberfläche), optische Emissionspektrografie 23