Manufacturing Processes 1 (MDP 114)
|
|
|
- Francine Simon
- 5 years ago
- Views:
Transcription
1 Manufacturing Processes 1 (MDP 114) First Year, Mechanical Engineering Dept., Faculty of Engineering, Fayoum University Dr. Ahmed Salah Abou Taleb 1

2 Cutting-Tool Materials and Cutting Fluids 2
3 Fracture failure Modes of Tool Failure Cutting force becomes excessive and/or dynamic, leading to brittle fracture Temperature failure Cutting temperature is too high for the tool material Gradual wear Gradual wearing of the cutting tool 3
4 Modes of Tool Failure Fracture and temperature failures are premature failures Gradual wear is preferred because it leads to the longest possible use of the tool Gradual wear occurs at two locations on a tool: Crater wear occurs on top rake face Flank wear occurs on flank (side of tool) 4
 flank wear")

5 Modes of Tool Failure (a) Crater wear, and (b) flank wear on a cemented carbide tool, as seen through a toolmaker's microscope 5
6 Modes of Tool Failure Tool wear as a function of cutting time Flank wear (FW) is used here as the measure of tool wear Crater wear follows a similar growth curve 6
7 Modes of Tool Failure Effect of cutting speed on tool flank wear (FW) for three cutting speeds, using a tool life criterion of 0.50 mm flank wear 7
8 Taylor Tool Life Equation vt n C where v = cutting speed; T = tool life; and n and C are parameters that depend on feed, depth of cut, work material, tooling material, and the tool life criterion used n is the slope of the plot C is the intercept on the speed axis 8
9 Typical Values of n and C in Taylor Tool Life Equation Tool material n C (m/min) C (ft/min) High speed steel: Non-steel work Steel work Cemented carbide Non-steel work Steel work Ceramic Steel work ,000 9
 2. Toughness and impact strength 3.")
10 Cutting tool is subjected to: 1. High temperatures, 2. High contact stresses 3. Rubbing along the tool chip interface and along the machined surface Cutting-tool material must possess: 1. Hot hardness (see right) 2. Toughness and impact strength 3. Thermal shock resistance 4. Wear resistance Cutting Tool Materials 5. Chemical stability and inertness 10
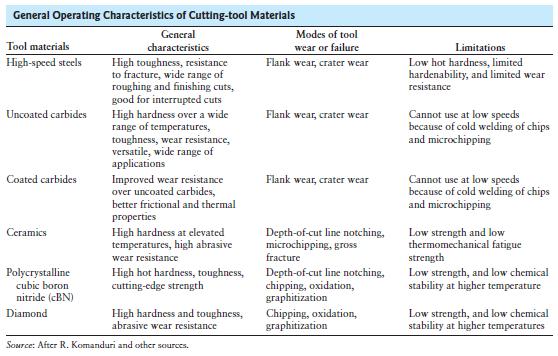
11 Tool materials may not have all of the desired properties for a particular machining operation 11
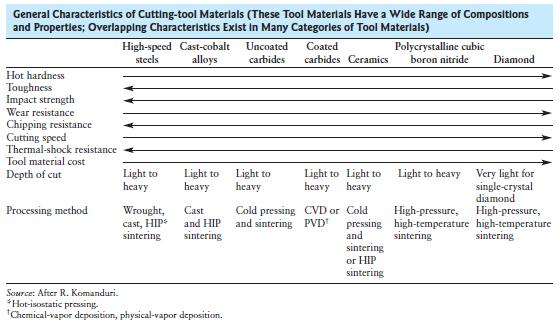
12 12
13 13
14 Tool Materials (also used for dies and moulds in casting, forming, and shaping metallic and non-metallic materials): 1.High-speed steels 2.Cast-cobalt alloys 3.Carbides 4.Coated tools 5.Alumina-based ceramics 6.Cubic boron nitride 7.Silicon-nitride-based ceramics 8.Diamond 9.Whisker-reinforced materials and nanomaterials 14
15 High Speed Steel (HSS): Cutting Tool Materials High-speed steel (HSS) tools were developed to machine at higher speeds than was previously possible They can be hardened to various depths, have good wear resistance and are inexpensive There are two basic types of high-speed steels: molybdenum (M-series) and tungsten (T-series) High-speed steel tools are available in wrought, cast and powder-metallurgy (sintered) forms They can be coated for improved performance The major alloying elements in HSS are chromium, vanadium, tungsten, cobalt, and molybdenum 15
16 Cast Cobalt: Cast-cobalt alloys have high hardness, good wear resistance and can maintain their hardness at elevated temperatures They are not as tough as high-speed steels and are sensitive to impact forces Less suitable than high-speed steels for interrupted cutting operations 16
17 Carbides Cemented Sintered Carbide : They have the following characteristics: 1. High hardness over a wide range of temperatures 2. High elastic modulus 3. High thermal conductivity 4. Thermal expansion 5. Versatile 6. Cost-effective tool and die materials for a wide range of applications 17
18 Carbides Cemented Sintered Carbide (Tungsten): Tungsten carbide (WC) consists of tungsten-carbide particles bonded together in a cobalt matrix As the cobalt content increases, the strength, hardness, and wear resistance of WC decrease Toughness increases because of cobalt high toughness Carbides Cemented Sintered Carbide (Titanium): Consists of a nickel molybdenum matrix Has higher wear resistance than tungsten carbide but is not as tough Suitable for machining hard materials and for cutting at speeds higher than tungsten carbide 18

 to make another cutting point")
19 Carbides Cemented Sintered Carbide (Insert): High-speed steel tools are shaped for applications such as drill bits and milling and gear cutters Inserts are individual cutting tools with several cutting points Clamping is the preferred method of securing an insert and insert has indexed (rotated in its holder) to make another cutting point available 19

20 Carbides Cemented Sintered Carbide (Insert): Available in a variety of shapes: square, triangle, diamond and round The smaller the included angle, the lower the strength of the edge Chip-breaker features on inserts for the purposes of: 1. Controlling chip flow during machining 2. Eliminating long chips 3. Reducing vibration and heat generated 20
21 Coated Tools New alloys and engineered materials are being developed to have high strength and toughness, abrasive and chemically reactive with tool materials Coatings have unique properties: 1. Lower friction 2. Higher adhesion 3. Higher resistance to wear and cracking 4. Acting as a diffusion barrier 5. Higher hot hardness and impact resistance 21
22 Coated Tools Common coating materials are: 1. Titanium nitride 2. Titanium carbide 3. Titanium carbonitride 4. Aluminum oxide 22

23 Coated Tools Titanium-nitride Coatings Have low friction coefficients, high hardness, resistance to high temperature and good adhesion to the substrate Improve the life of high-speed steel tools and improve the lives of carbide tools, drill bits, and cutters Perform well at higher cutting speeds and feeds 23

24 Coated Tools Titanium-carbide Coatings Coatings have high flank-wear resistance in machining abrasive materials Ceramic Coatings Coatings have low thermal conductivity, resistance to high temperature, flank and crater wear Multiphase Coatings Desirable properties of the coatings can be combined and optimized with the use of multiphase coatings Coatings also available in alternating multiphase layers 24