TECHNICAL DATA SHEET
|
|
|
- Morgan Shelton
- 5 years ago
- Views:
Transcription
1
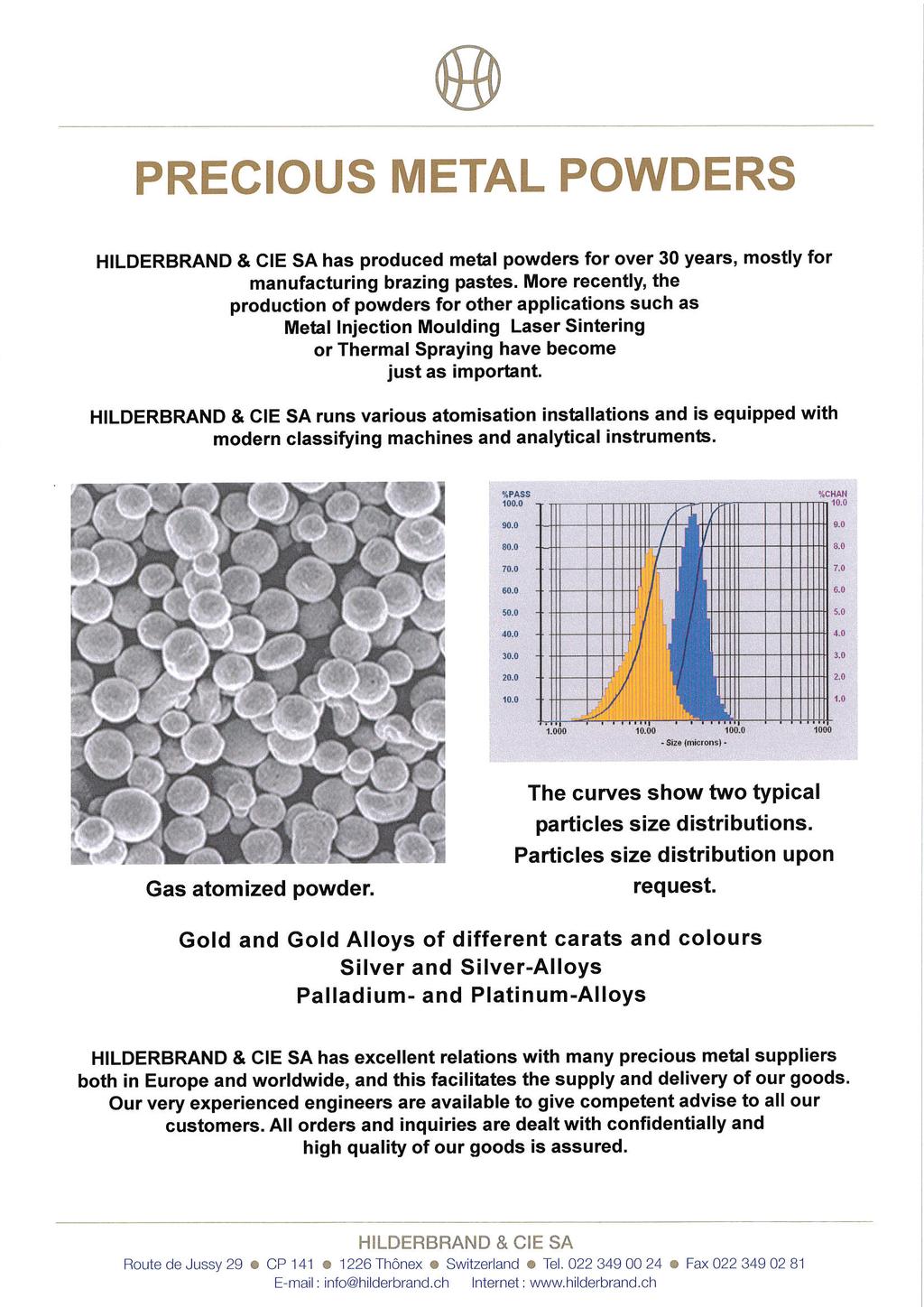
2 TECHNICAL DATA SHEET PM 18K3N mic Description: 18ct yellow (3N) gold powder for additive manufacturing Powder Composition: Gold 751 Silver 125 Copper 124 Physical alloy properties Melting range ( C): Vickers hardness (HV5/30): soft stage: 140 precipitation hardened: % work hardened: 250 Density (g/cm³) 15.3 Tensile strength R m (MPa) soft: 480 Elongation A (%) soft: > 30 Powder properties Powder type: Powder morphology: Particle size: Applications: Gas atomized powder Spherical +5-20µm Laser metal fusion (LMF) Selective laser melting (SLM) Powder laser melting (PLM) Laser sintering (LS) Direct metal laser sintering (DMLS) Electron beam melting (EBM) The physical data have been determined by standardized methods and procedures. Other conditions can lead to variations. Hilderbrand & Cie SA Telefon: Route de Jussy 29 Telefax: CP info@hilderbrand.ch 751 GG P Thônex, Suisse Homepage: Last updated:





3 PM-AU131P POWMET GOLD POWDER 750 WHITE NI-FREE FOR PLM, µm PARTICLE Product Description PM-AU131P is a gas atomized gold alloy powder with 750 fineness, specifically developed for laser melting applications. Composition and size distribution have been designed to maximize energetic absorption from laser beam during the PLM process. This is a critical step for traditional Gold powders, which cannot guarantee the same performance due to their higher thermal conductivity and reflectivity. POWMET gold powder Powmet Gold 750 Features PROPRIETARY ALLOY COMPOSITION guarantees higher laser energy absorption. EXCELLENT FLOWABILITY allows reliable behavior on the tray thanks to size distribution and to spherical powder particle geometry. HIGH DENSIFICATION during the laser melting process reduces surface quality issues. EXTRAORDINARY SHININESS after surface finishing. POWMET gold powder [SEM, 900X] AGE-HARDENABLE PHYSICAL CHEMICAL CHARACTERISTICS Density 15,8 g/cm 3 POWDER CHARACTERISTICS Size distribution µm Color coordinates L*=80,5; a*=1,7; b*=5,8; c=6; YI:13,9 Tap density 9,24 g/cm 3 Solidus 1035 C Liquidus 1150 C Flowability Excellent MECHANICAL CHARACTERISTICS Hardness PLM State: Hardness after reduction 70%: Hardness after annealing Hardness after age-hardening 156 HV HV HV HV0.2 PM-AU101P microstructure after PLM processing [Optical Microscopy, 50X Magnification]



4 POWMET GOLD POWDER 750 PM-AU131P WHITE NI-FREE FOR PLM, µm PARTICLE POWDER HANDLING Precious metal powders are sensitive to the uptake of humidity which may lead to powder particle agglomeration and subsequent degradation of powder flow. The powder is therefore packaged under dry protective gas in sealed cans. The cans should be opened and the powder should be processed only in rooms with humidity control. PLM PROCESS PARAMETERS Parameters will vary depending especially on laser melting equipment. Please follow the process parameters recommended by your equipment supplier. Specialists from Legor Group are available for consultancy on optimum support structures and process parameters depending on equipment as well as geometry (wall thickness) and design of the items. POST TREATMENT No particular stress-relief heat treatment is required before or after removing the parts from the PLM platform. A slight age-hardening effect of approximately +20 HV can be obtained by means of a heat-treatment at 450 C for 90 min in air. Quenching after heat treating is not necessary. As-grown items on platform after PLM process [PM-AU131P alloy]






5 PM-AU101P POWMET GOLD POWDER 750 3N YELLOW FOR PLM, µm PARTICLE SIZE Product Description PM-AU101P is a gas atomized gold alloy powder with 750 fineness, specifically developed for laser melting applications. Composition and size distribution have been designed to maximize energetic absorption from laser beam during the PLM process. This is a critical step for traditional Gold powders, which cannot guarantee the same performance due to their higher thermal conductivity and reflectivity. POWMET gold powder Powmet Gold 750 Features PROPRIETARY ALLOY COMPOSITION guarantees higher laser energy absorption. EXCELLENT FLOWABILITY allows reliable behavior on the tray thanks to size distribution and to spherical powder particle geometry. HIGH DENSIFICATION during the laser melting process reduces surface quality issues. EXTRAORDINARY SHININESS after surface finishing. POWMET gold powder [SEM, 250X] AGE-HARDENABLE PHYSICAL CHEMICAL CHARACTERISTICS Density 15,2 g/cm 3 POWDER CHARACTERISTICS Size distribution µm Color coordinates L*=86; a*=5,3; b*=23,8; c=24,4 Tap density 9,34 g/cm 3 Solidus 875 C Liquidus 900 C Flowability Excellent MECHANICAL CHARACTERISTICS Hardness PLM State: Hardness after annealing Hardness after age-hardening 155 HV HV HV0.2 PM-AU101P microstructure after PLM processing [Optical Microscopy, 200X


6 POWMET GOLD POWDER 750 PM-AU101P 3N YELLOW FOR PLM, µm PARTICLE SIZE POWDER HANDLING Precious metal powders are sensitive to the uptake of humidity which may lead to powder particle agglomeration and subsequent degradation of powder flow. The powder is therefore packaged under dry protective gas in sealed cans. The cans should be opened and the powder should be processed only in rooms with humidity control. PLM PROCESS PARAMETERS Parameters will vary depending especially on laser melting equipment. Please follow the process parameters recommended by your equipment supplier. Specialists from Legor Group are available for consultancy on optimum support structures and process parameters depending on equipment as well as geometry (wall thickness) and design of the items. POST TREATMENT No particular stress-relief heat treatment is required before or after removing the parts from the PLM platform. An age-hardening effect of approximately +100 HV can be obtained by means of a heat-treatment at 275 C for 90 min in air. Quenching after heat treating is not necessary. As-grown items on platform after PLM process [PM-AU101P alloy] PLM item after finishing [PM-AU101P alloy]
7 TECHNICAL DATA SHEET PM 18K4N mic Description: 18ct pink (4N) gold powder for additive manufacturing Powder Composition: Gold 751 Silver 90 Copper 159 Physical alloy properties Melting range ( C): Vickers hardness (HV5/30): soft stage: 155 precipitation hardened: % work hardened: 240 Density (g/cm³) 15.2 Tensile strength R m (MPa) soft: 500 Elongation A (%) soft: > 30 Powder properties Powder type: Powder morphology: Particle size: Applications: Gas atomized powder Spherical +5-20µm Laser metal fusion (LMF) Selective laser melting (SLM) Powder laser melting (PLM) Laser sintering (LS) Direct metal laser sintering (DMLS) Electron beam melting (EBM) The physical data have been determined by standardized methods and procedures. Other conditions can lead to variations. Hilderbrand & Cie SA Telefon: Route de Jussy 29 Telefax: CP info@hilderbrand.ch 751 RS P Thônex, Suisse Homepage: Last updated:
: 1680 1640 Vickers hardness (HV5/30): soft stage: 160 precipitation hardened: no age hardening 70 % work hardened: 270 Density (g/cm³) 20.")
8 TECHNICAL DATA SHEET PM PT950AU mic Description: PlatinGold, 950 Platinum powder for additive manufacturing Powder Composition: Platinum 950 Gold 20 Iridium 3 Other 27 Physical alloy properties Melting range ( C): Vickers hardness (HV5/30): soft stage: 160 precipitation hardened: no age hardening 70 % work hardened: 270 Density (g/cm³) 20.6 Tensile strength R m (MPa) annealed: 500 Yield strength R p0,2 (MPa) annealed: 280 Elongation A (%) annealed: > 30 Powder properties Powder type: Powder morphology: Particle size: Applications: Gas atomized powder Spherical +5-20µm Laser metal fusion (LMF) Selective laser melting (SLM) Powder laser melting (PLM) Laser sintering (LS) Direct metal laser sintering (DMLS) Electron beam melting (EBM) The physical data have been determined by standardized methods and procedures. Other conditions can lead to variations. Hilderbrand & Cie SA Telefon: Route de Jussy 29 Telefax: CP info@hilderbrand.ch 950 PT P Thônex, Suisse Homepage: Last updated:


9 PM-AG101P POWMET SILVER POWDER 925 FOR PLM, µm PARTICLE SIZE Product Description PM-AG101P is a gas atomized silver alloy powder with 925 fineness, specifically developed for laser melting applications. Composition and size distribution have been designed to maximize energetic absorption from laser beam during the PLM process. This is a critical step for traditional Sterling silver powders, which cannot guarantee the same performance due to their higher thermal conductivity and reflectivity. POWMET silver powder Powmet Silver 925 Features PROPRIETARY ALLOY COMPOSITION guarantees higher laser energy absorption. EXCELLENT FLOWABILITY allows reliable behavior on the tray thanks to size distribution and to spherical powder particle geometry. HIGH DENSIFICATION during the laser melting process reduces surface quality issues. EXTRAORDINARY SHININESS AND WHITENESS after surface finishing. POWMET Silver powder [SEM, 200X] HIGHLY TARNISH RESISTANT, AGE-HARDENABLE PHYSICAL CHEMICAL CHARACTERISTICS Density 10,4 g/cm 3 POWDER CHARACTERISTICS Size distribution µm Color coordinates L*= 95,4; a*=-0,35; b*=3,3; c=3,3; YI=6 Tap density 5,93 g/cm 3 Solidus 860 C Liquidus 890 C Flowability Excellent MECHANICAL CHARACTERISTICS Hardness PLM State: Hardness after annealing Hardness after age-hardening 100 HV HV HV0.2 PM-AG101P microstructure after PLM processing [Optical Microscopy, 200X



10 PM-AG101P POWMET SILVER POWDER 925 FOR PLM, µm PARTICLE SIZE POWDER HANDLING Precious metal powders are sensitive to the uptake of humidity which may lead to powder particle agglomeration and subsequent degradation of powder flow. The powder is therefore packaged under dry protective gas in sealed cans. The cans should be opened and the powder should be processed only in rooms with humidity control. PLM PROCESS PARAMETERS Parameters will vary depending especially on laser melting equipment. Please follow the process parameters recommended by your equipment supplier for metals with high conductivity and high reflectivity. Specialists from Legor Group are available for consultancy on optimum support structures and process parameters depending on equipment as well as geometry (wall thickness) and design of the items. POST TREATMENT No particular stress-relief heat treatment is required before or after removing the parts from the PLM platform. However, a simple age-hardening treatment is recommended for strengthening the parts and for increasing the wear resistance and long term surface quality and luster of the finished parts. In fact a significant age-hardening effect to a final hardness of 140 HV can be obtained by means of a heattreatment at 300 C for 60 min in air. Different to age-hardening from a slowly cooled as-cast state, there is no need for a homogenization treatment preceding the age-hardening treatment: the age-hardening effect is simply obtained directly from the PLM state. As-grown items on platform after PLM process [PM-AG101P alloy] PLM item after finishing [PM-AG101P alloy]

11 .material data powered by Dentaurum Titanium alloy (powder) acc. to EN ISO 9693/DIN EN ISO 22674, Type With an appropriate approval* rematitan CL can be used for production of metallic restaurations by means of the metal laser melting process. 22 Ti 47,88 RANGE OF APPLICATION With an appropriate approval* rematitan CL can be used for production of crowns and bridges, frames for metal ceramic veneering, cast partials, primary and secondary parts for combined restorations as well as for implant supraconstructions. CHEMICAL COMPOSITION LaserCUSING Source: LAC - Laser Add Center GmbH Component Mass (%) Ti 90 Al 6 V 4 Other elements <1 %: N, C, H, Fe, O _rematitan CL_Ebenendatei.indd :18

 white 37 MPa (Triceram, Dentaurum) Type 4 Biocompatibility, L 929-Proliferation acc.")
12 11/2016 Subject to technical changes. Title photo: jung-2.com Microsections: Dentaurm GmbH & Co. KG Artwork: brandnew-design.de TECHNICAL DATA IN LINE WITH DIN EN ISO 9693 / DIN EN ISO AFTER RECOMMENDED HEAT TREATMENT Yield Strength R p0,2 Tensile Strenght R m 950 MPa 1005 MPa Elongation at fracture A 5 10 % Modulus of elasticity E MPa Melting range C Density 4,5 g/cm 3 Coeffi cient of thermal expansion TEC ( C) 10,16 x 10-6 K -1 Colour Metal- ceramic bond strength acc. to EN ISO 9693, 3-Pt.- bending test (min. 25 MPa acc. to EN ISO 9693) white 37 MPa (Triceram, Dentaurum) Type 4 Biocompatibility, L 929-Proliferation acc. to EN ISO , -12 Corrosion resistance, static immersion test acc. to EN ISO (max. 200 µg/cm 2 x 7d acc. to EN ISO 22674) No deliberation of cell toxic active substances Ion release 1,41 µg/cm 2 x 7d powered by Dentaurum MICROSECTION Test piece etched (20 x) Test piece etched (100 x) All of the specified figures are approximate figures. The figures which are provided reflect the current level of our knowledge and are dependent on process and machine parameters. The information provided on this material data sheet is therefore not binding and is not deemed to be certified. * The approval is branch-specific and/or application-specific and it must be, therefore, carried out by the consumer/user. Approval of materials by Concept Laser GmbH is not available. HEAT TREATMENT Perform heat treatment under an argon atmosphere. Heat up within 4 hours to 820 C. Maintain temperature for 1,5 hours. Allow the components to cool down to 500 C in the oven. Concept Laser GmbH An der Zeil 8 D Lichtenfels T: +49 (0) F: +49 (0) info@concept-laser.de MICROSTRUCTURE Components made from the titanium alloy rematitan CL display a homogeneous, pore-free structure after they are constructed by means of the metal laser melting process LaserCUSING. Concept Laser Inc Texan Trail, Ste 150 Grapevine, TX USA T: info@conceptlaserinc.com _rematitan CL_Ebenendatei.indd :18















 Ti")

13 .material data CL 42TI Commercially Pure Titanium Commercially Pure Titanium in powder form, chemical composition includes ASTM F67 and ASTM B348 grade 2 With an appropriate approval* CL 42TI can be used in the manufacture of implants for the medical industry as well as in lightweight components for the aviation industry. 22 Ti 47,88 CHEMICAL COMPOSITION LaserCUSING Source: Fraunhofer IWU Component Indicative value (%) Ti Balance Fe 0 0,30 O 0 0,25 C 0 0,08 N 0 0,03 H 0 0,015


14 10/2016 Subject to technical changes. Title photo:finamedia.de Microsections: Concept Laser GmbH Artwork: brandnew-design.de RANGE OF APPLICATION With an appropriate approval* CL 42TI can be used for prototypes, one-off or series parts for the aviation, aerospace and medical industries, for example functional components with an integrated cooling structure, bionically optimized functional components, bone foam with a bioanalog structure as bone replacement material, individual biocompatible implants or prostheses with a microcellular structure. TECHNICAL DATA AFTER RECOMMENDED HEAT TREATMENT Yield strength N/mm 2 1 Tensile Strength R m N/mm 2 Elongation A 1, 2 15,5 20 % Young s modulus kn/mm 2 Thermal conductivity 3 21 W/mK Coeffi cient of thermal expansion 3 8, K -1 1 Tensile test at 20 C according to DIN EN Special heat treatment can produce a higher elongation on fracture. 3 Specification according to the material manufacturer s data sheet. CL 42TI Commercially Pure Titanium MICROSECTION Test piece (x 20 magnifi cation) Test piece (x 100 magnifi cation) All of the specified figures are approximate figures. The figures which are provided reflect the current level of our knowledge and are dependent on process and machine parameters. The information provided on this material data sheet is therefore not binding and is not deemed to be certified. * The approval is branch-specific and/or application-specific and it must be, therefore, carried out by the consumer/user. Approval of materials by Concept Laser GmbH is not available. HEAT TREATMENT Carry out heat treatment in argon atmosphere. Heat to 1000 C in 4 hours. Maintain temperature for 1 hour. Let components cool to 70 C in oven. Concept Laser GmbH An der Zeil 8 D Lichtenfels T: +49 (0) F: +49 (0) info@concept-laser.de MICROSTRUCTURE Components from the titanium alloy CL 42TI show a homogenous, dense structure following construction with the LaserCUSING metal laser melting process. Concept Laser Inc Texan Trail, Ste 150 Grapevine, TX USA T: info@conceptlaserinc.com