Metallurgy of Aluminum Die Casting Alloys EC 305 Dave Neff
|
|
|
- Bertram Holmes
- 5 years ago
- Views:
Transcription
1 Metallurgy of Aluminum Die Casting Alloys EC 305 Dave Neff Dave Neff
2 OUTLINE Where aluminum comes from Why alloys are useful Alloy designation and nomenclature Specific roles of alloy elements Properties of aluminum and alloys Impurities in aluminum melting Melt Treatment Quality Analysis Alternative Casting Processes
3
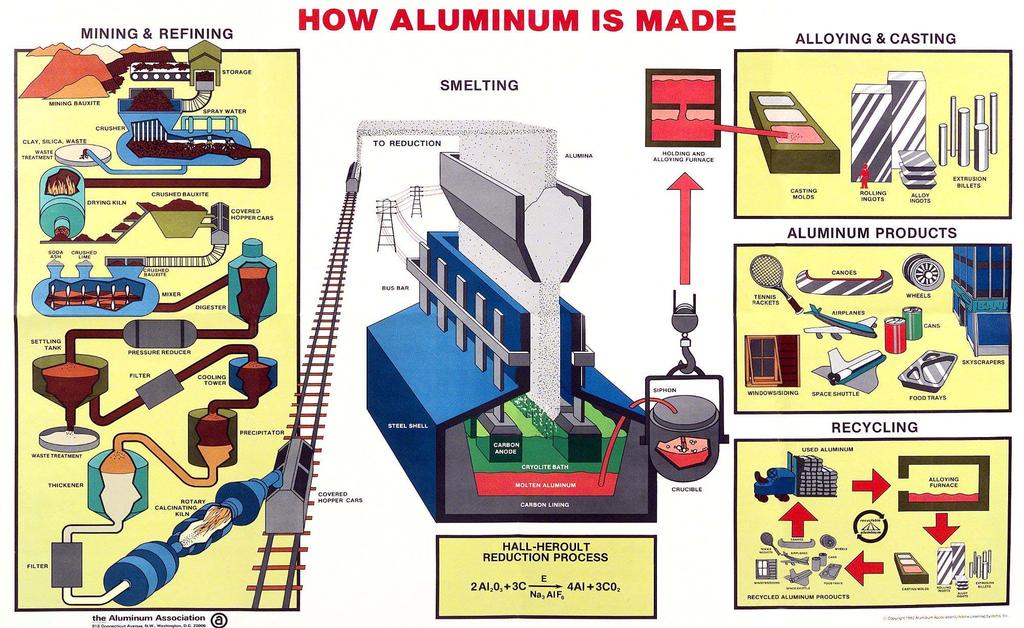
4 Why Aluminum? Relatively abundant Amenable to multiple casting processes Desirable physical and mechanical properties: Conductivity, cosmetics, thermal stability, non-magnetic, machinable Strength improvement through heat treatment
5
6 FCC Crystal Structure FCC An Atom at Each Corner of the Cube and at the Center of Each Face The structure of Aluminum; also of copper, gold, silver Characteristically, the softer and more ductile metals
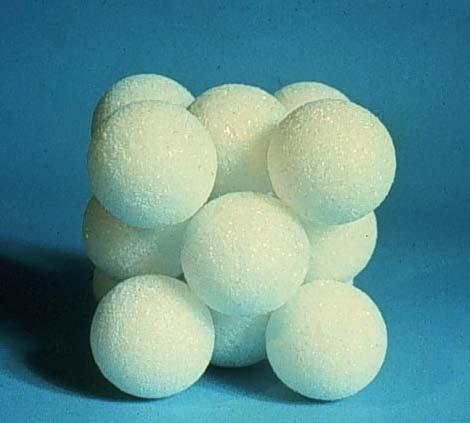
7 FCC Visualized
8 Key Alloying Elements major/minor alloy elements Si Fe Cu & Mg Zn Ni Sn microstructure modifiers Mn & Cr Ti & B Na, Sr, Sb & Ca P
9 Aluminum Association Casting Alloy Designation System 1xx = 99.0% minimum purity Al 2xx = AlCu 3xx = AlSiCu, AlSiMg, & AlSiCuMg 4xx = AlSi 5xx = AlMg 7xx = AlZn 8xx = AlSn
10 The 380 alloy family comprises nearly 80% of all HPDC Alloys
11 Nominal 380 alloy Composition Si Fe Cu Mg Zn Mn Ni Sn 0.35, Other 0.5
12 Cast Aluminum Alloy Families
13 Physical Properties of Typical T y p i c a l P h y s i Die Cast Alloys Solidification Electrical Thermal Coefficient of Density Range Conductivity Conductivity Thermal Expansion A A B B A C
14 Typical HPDC Alloy Compositions Alloy Si Fe Cu Mg Mn A A B
15 Alloy Source Designation Casting Secondary metal source Primary smelter alloy with tighter composition limits. A,B,C,D slight variants on compositions or process-specific
16 Principles of Phase Diagrams Cooling Curves for Pure Metals
17 Al-Si Phase Diagram
18 Al-Si Phase Diagram
19 Die Casting Alloy
20 Aluminum Die Cast Alloys Solidification Range Alloy Liquidus (F) Solidus (F)
21
22
23
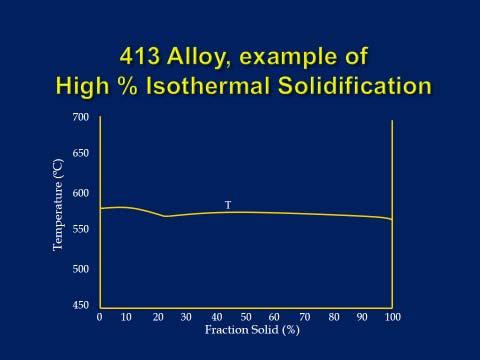
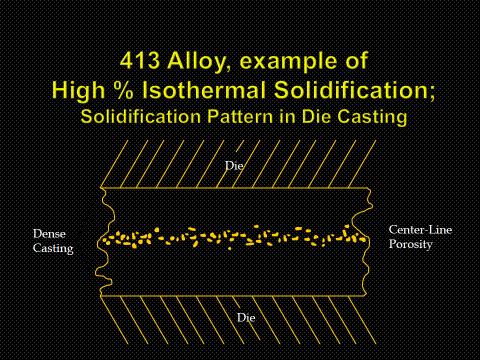
24 Silicon (Si) The single most important element fluidity (heat of fusion) castability (high % isothermal solidification) Strengthens (combined with Mg and/or Cu) Reduces shrinkage Increasing silicon reduces thermal expansion Increases wear resistance Reduces machinability
25 Latent Heat of Fusion Metal Latent Heat kj/kg Aluminum (Al) ~ 395 Silicon (Si) ~ 1810 Iron (Fe) ~ 275 Copper (Cu) ~ 210 Magnesium (Mg) ~ 370 Zinc (Zn) ~ 100
26 Silicon Effect on Fluidity 50 Fluidity (AFS Spiral Length Inches) o F 1300 o F % Silicon in Alloy
27 Role of Alloying Elements Copper as an Aluminum Alloying Agent Provides solid solution strengthening Improves machinability Creates age hardening effect through Al-Cu precipitate Reduces corrosion resistance Alloys with low silicon have poor hot tearing resistance
28 Magnesium Increases strength and hardness Improves machinability Reduces impact strength and ductility In Al-Mag (5xx alloys): poor castability
29 Zinc An acceptable impurity Reduces cost Increases density but subject to hot shortness and heavy metal segregation
30 Iron A necessary impurity Reduces soldering tendency Improves mechanical properties in small percentages Size and shape governs the amount that can be tolerated Manganese has a favorable effect on the iron influence
31 Nickel Increases elevated temperature strength and hardness
32 Minor Elements Low melting point constituents -- Tin, Lead, Bismuth Hot Shortness Refractory metals -- Chromium, Zirconium, Molybdenum, Vanadium High melting point, low solubility Sludge, hardspots
33 Other Elements Strontium, Sodium, Calcium, Antimony silicon modifiers Beryllium -- oxide skin former Phosphorus modifier in 390 Titanium, Boron -- grain refiners
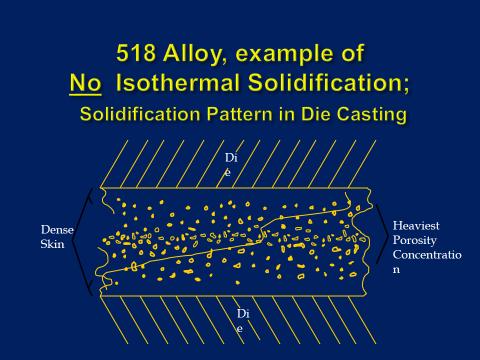
34 Al-Mg Casting Alloys The aluminum-magnesium alloy systems offer excellent mechanical and physical properties (515, 518) Machinability, surface finish capability, and corrosion resistance are high. Castability is difficult with poor fluidity, drossing, high solidification shrinkage (low Si); unlike 3xx alloys
35 Hyper-Eutectic 390 Alloy
36 Hyper-Eutectic 390 Alloy
37 Hyper-Eutectic 390 Alloy Principle Characteristics Higher Cu, Mg, Si Alloy Content greater hardness, higher elevated temperature properties reduced thermal expansion, greater wear resistance Greater heat content to be released greater cooling required longer solidification range tendency for hot shortness and microshrinkage
38 Hyper-Eutectic 390 Alloy Principle Characteristics Phosphorus refinement not usually required for diecasting Sludging less tendency with necessary higher holding temperatures required primary silicon phase is predominant

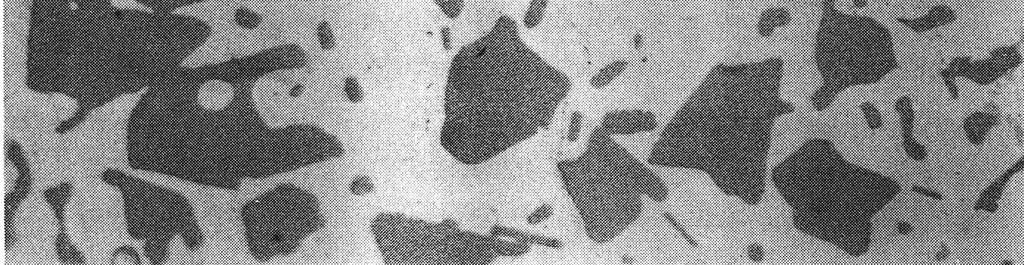
39 390 Alloy P Refined Unrefined

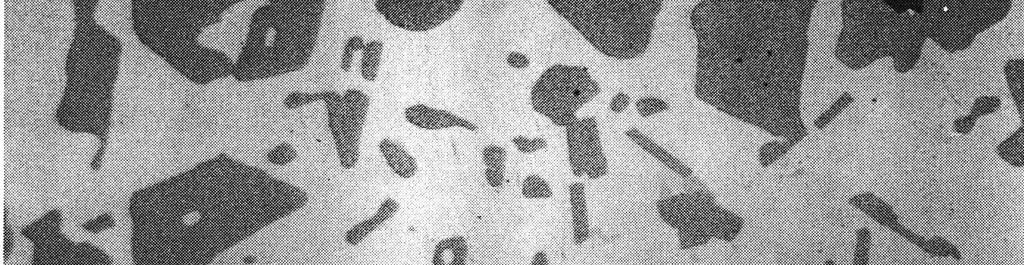
40 Hyper-Eutectic 390 Alloy Microstructure of hypereutectic 390 alloy primary silicon appears as evenly dispersed, block-like, medium grey deposits
41 Hyper-Eutectic 390 Alloy Wear Resistance Capability
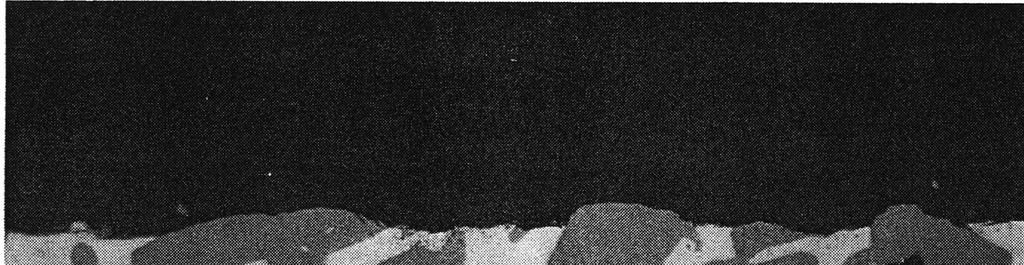
42 Skin Effects - PFZ and PSDZ Skin layer is common to virtually all aluminum alloy diecastings as a result of fast solidification rate In hypoeutectic alloys, smaller volume fraction of primary alpha phase PFZ responsible for pressure tightness
43 Skin Effects - PFZ and PSDZ PSDZ in hypereutectic alloys refers to smaller volume fraction of primary silicon (beta) phase PFZ and PSDZ vary with casting location and diecasting operating variables