Introduction to Die Casting Alloys and Fundamentals. Introduction to Die Casting Series Part 3 of 4 February 2017
|
|
|
- Dominic Norton
- 5 years ago
- Views:
Transcription

1 Introduction to Die Casting Alloys and Fundamentals Introduction to Die Casting Series Part 3 of 4 February 2017

2 Die Casting Alloys Mechanical and Physical Properties Aluminum Alloy Magnesium Alloy Zinc Alloy ZA Alloy Alloy Selection

 Ultimate Tensile: Mg = 31 ksi")
 Al =")
3 Mechanical and Physical Properties Material Density: Mg =.066 lb/in 3 (1.81 g/cm 3 ) Zn = 0.24 lb/in 3 (6.65 g/cm 3 ) Ultimate Tensile: Mg = 31 ksi (210 MPa) ZA-27 = 60 ksi (414 MPa) Modulus of Elasticity Mg = 6,500 psi (45 GPa) Al = 11,800 psi (81.3 GPa)

4 Aluminum Alloys






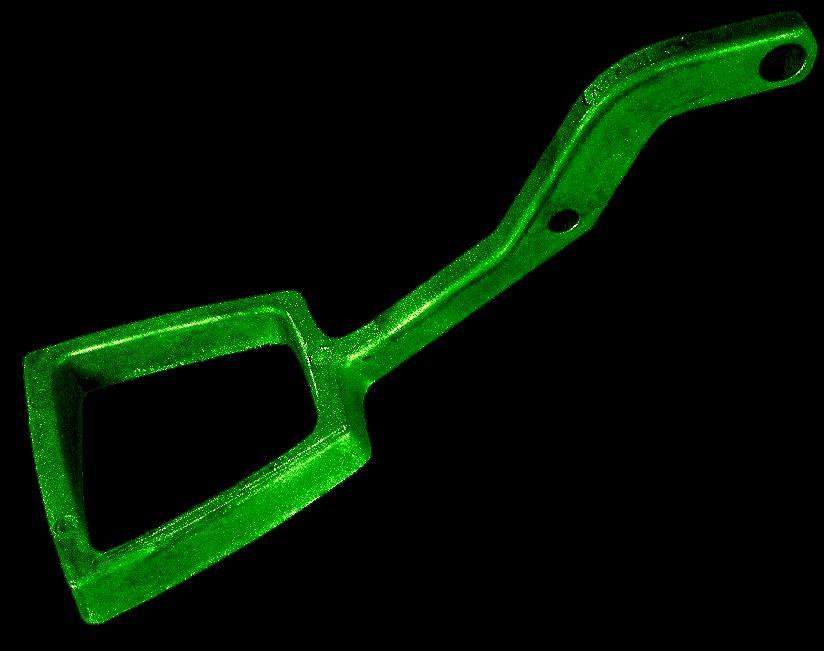
5 Aluminum Product Application


6 Aluminum Heat Treatment & Welding
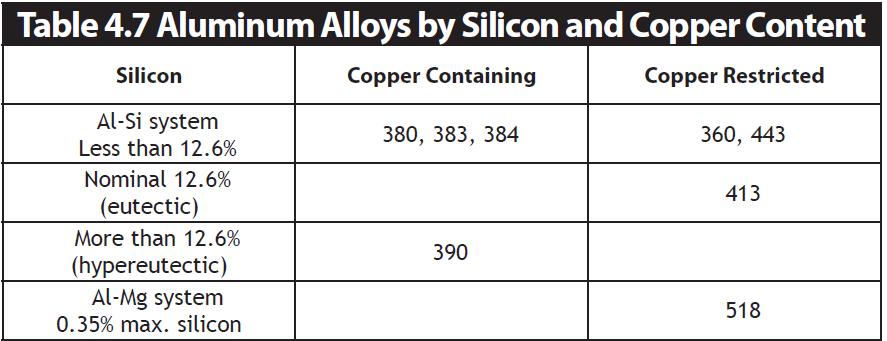
7 Silicon in Aluminum As silicon content approaches 12.6%: 1. Fluidity increases 2. Solidification shrinkage decreases 3. Pressure tightness improves 4. Hot shortness reduces 5. Stiffness increases 6. Specific gravity decreases 7. Thermal expansion decreases 8. Corrosion resistance improves

8 Copper in Aluminum 2-3% copper: Increases tensile strength Increases hardness Improves mechanical properties at elevated temperatures Copper content inversely effects corrosion resistance
9 Magnesium in Aluminum Advantages: Enhance chip formation and removal in machining operations Improves strength and hardness Disadvantages: Reduce ductility Embrittlement
10 Iron in Aluminum % iron content: Reduce erosion Reduce soldering


11 Manganese & Zinc in Aluminum Modify iron-aluminum inter-metallic phase to more benign state Provide solutionstrengthening effects Improve machinability Excessive amounts can cause cracking



12 Zinc Alloys Zinc 3 Zinc 5 Zinc 7



13 ZA-8

14 ZA-12

15 ZA-27





16 Magnesium Alloys Primary Alloy Element Secondary Alloy Element Primary Alloy Content Variation Secondary Alloy Content





17 Magnesium elements: A Aluminum E Rare Earth M Manganese S Silicon Z - Zinc Alloy Designation


18 Alloy Cost
19 Process Cost 1. Hot chamber = smaller machines that run at faster rates 2. Die maintenance and replacement costs: Zinc <= Lowest Magnesium ZA Aluminum <= Highest 3. Magnesium, zinc and ZA may reduce or eliminate machining 4. Zinc and ZA-8 for very small die castings

20 Structural Properties
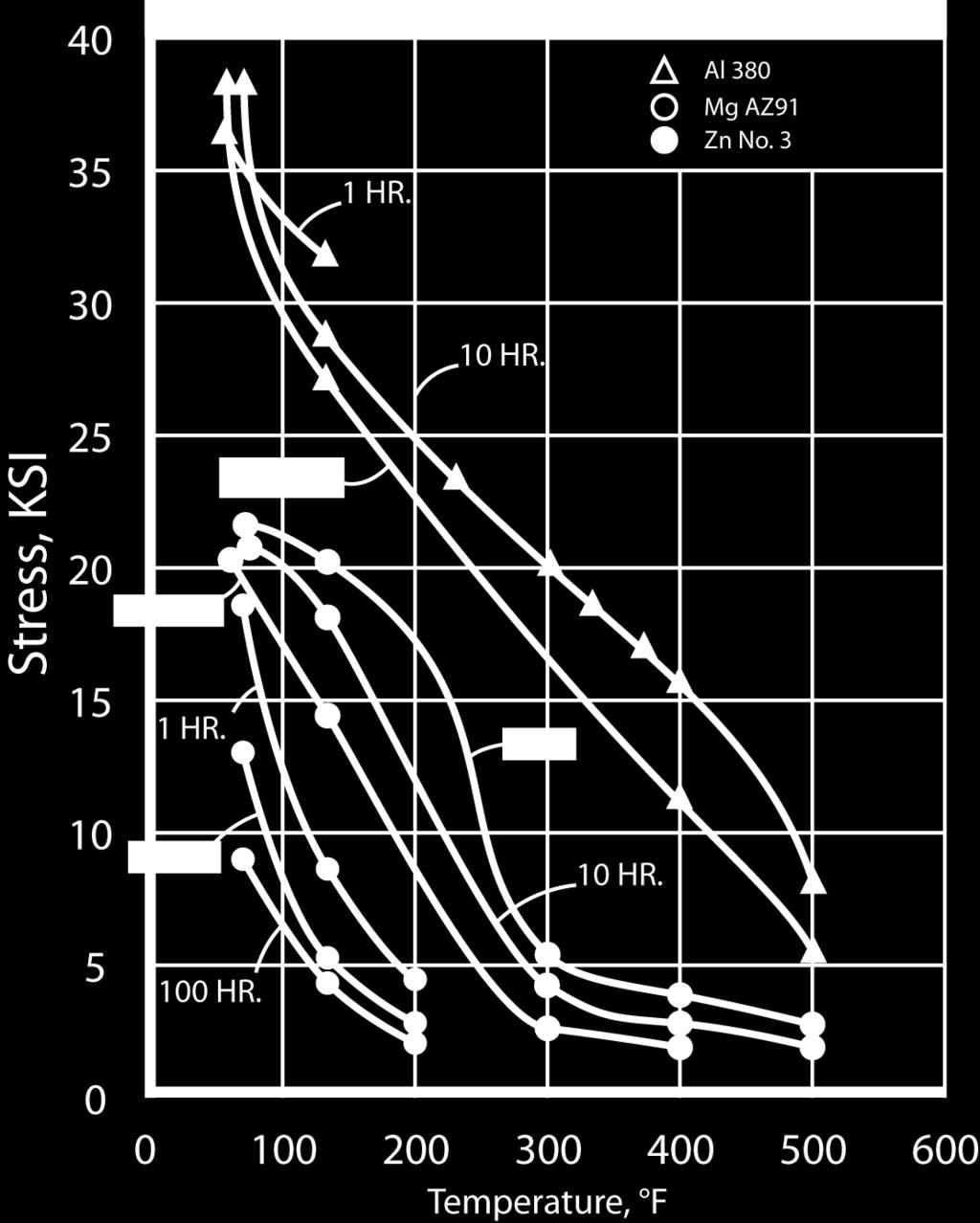
21 Dent Resistance Dent resistance = Ys 2 /(2E) Ys = yield stress E = modulus of elasticity Design guide for comparative purposes only: Tabulated stress data are generated at low strain rates All other factors are rarely equal
22 Alloy Selection Magnesium: Minimum weight Aluminum: Weight considerations Cost Mechanical properties Zinc: Impact strength [reduced below 32 F (0 C)] Dent resistance ZA: Dent resistance
23 Surface Finish Typical As-Cast Surface Roughness Guide Typical Surface Roughness [μ-inches (microns)] Alloy Family / Alloy Expected in a New Die Over the Life of a Die Aluminum, ZA-12, ZA (1.6) or better ( ) Magnesium 63 (1.6) or better 63 (1.6) should be maintainable Zinc, ZA-8 32 (0.8) or better 63 (1.6) should be maintainable
24 Corrosion Resistance


25 Bearing Properties & Wear Resistance Shaft Spinning
26 Machinability
 Optional equipment An extractor/robot A quench Conveyors Die heaters A trim")
27 Die Casting Fundamentals Standard equipment Die Casting Machine or DCM Holding furnace Die sprayer Ladle (cold chamber) Plunger tip lubricator (cold chamber) Optional equipment An extractor/robot A quench Conveyors Die heaters A trim press/die

28 Holding Furnace Provides liquid metal to process Maintains metal at a preselected temperature Keeps the alloy free of contamination Receives metal For cold chamber or hot chamber processes Located adjacent to the DCM May be used to melt the metal
29 Holding Furnace: Cold Chamber Has 3 distinct chambers: Charge well - metal enters Bath - holds bulk of metal Dip well - metal ladled from here to cold chamber Chambers are connected below the metal level with an arched passage
30 Holding Furnace: Hot Chamber Located adjacent to the stationary platen Simpler than a cold chamber furnace Typically are open crucibles, or pots Can be fossil fuel-fired or electrically-heated Temperature control thermocouple is located near the gooseneck

31 Die Spray Applies a protective coating of release material on the die face Provides cooling in areas that cannot be cooled internally Can be applied through different appliances Variables Spray pattern Spray time Spray applied

32 Types of Die Sprayers Manual Fixed: mounted to the die or machine platens Reciprocator

33 Ladling Manual ladling or auto ladling Ensure dross is not allowed in ladle Advantages and disadvantages to both Ladling time is important due to temperature loss resulting in filling defects
34 Hand Ladling
35 Automatic Ladling

36 Plunger Lubricator Some older methods of application include: Brushing heavy petroleum lubes into grooves in the plunger tip. Dripping the lube on the tip every cycle. Mounting a fixed nozzle above the cold chamber pour hole and spraying a water-based lube into the cold chamber. Drilling the plunger rod with spray holes behind the tip, connecting this line to a spray nozzle, and spraying lube into the sleeve during the return stroke. Some newer methods include Dropping dry lubricants into the pour hole. Spraying powdered lubricant inside the sleeve.


37 Manual removal Mechanized removal Drop-through Casting Removal

38 Quenching Forced cooling of the die casting Achieves rapid cooling/dimensional stability Cold water quenching Forced air quenching

39 Material Handling Conveyors, chutes, and slides Move the castings to the next operation, or to move scrap back to the reverb furnaces Baskets or pallets Stack castings for subsequent operations Other containers Accumulating scrap

40 Die Heaters Preheat the casting die prior to startup Maintain the die temperature during production Goal: to get die to minimum temperature of 350 F (175 C) before subjecting it to the thermal shock of first shot Some used exclusively to preheat the die prior to production Hand-held Gas Heater Hot Oil Die Heater


41 Trim Press Usable Casting


42 Trim Press


43 Workcell Environment Utilities Hoses and wires must be damagefree Housekeeping Area must be maintained to assure safety Workstation set-up
44 Fundamental Machine Cycle Elements Die spray/die inspection Die closing Ladling (cold chamber) Injection Dwell/casting inspection Die opening Ejection Casting removal/inspection

45 Step 1: Inspection After casting is removed, it is quickly inspected for completeness and obvious visual defects Kept short in order to maintain the rhythm of the casting cycle


46 An opportunity to inspect the die for: Flash on parting line, in vents, in slide pockets Soldering and lube buildup Puts protective barrier on die Removes heat from areas After spraying: Blow off die with highpressure air Cleaned die parting line to remove any flash Step 2: Die Spray

47 Step 3: Machine Closing Several acceptable methods Double palm buttons (most common cycle start mechanism) Safety door closure Combination of door closures and palm buttons Safety conditions must be satisfied After all conditions are satisfied, the safety pawl is withdrawn and the machine can begin closing

48 Step 4: Ladling/Injection Before injection can occur, process and safety conditions must be met The injection sequence begins when metal is poured into the cold chamber 7-48
49 Step 5: Machine Dwell/Hold After the shot made, the metal must be allowed to freeze and gain strength During dwell, casting is cooling in the die Internal stress occurs

50 Step 6: Machine Opening Requires high pressure to relieve tie bars Needs to open slowly initially Plunger must push out biscuit and keep it in contact with ejector die until it is fully out of the shot sleeve Casting needs to be in ejector half cavity of the die
51 Step 7: Ejection Several methods Bump method Fixed plate Hydraulically-operated bump plate

52 Step 8: Casting Removal After ejection, casting is removed Must be done with care, otherwise the die and casting can be damaged Use of a tool is recommended Must be pulled straight off ejector pins Follow safety precautions
53 Summary Designers consider range of issues when creating a die casting Each alloy has different mechanical properties: tensile strength, yield strength, elongation, and MOE The alloy chosen must be appropriate to the die casting s application Alloy selection is based on characteristics and properties of the alloys in 9 categories
54 Summary Fundamental steps include: Die spray/die inspection Die closing Ladling (cold chamber) Injection Dwell/casting inspection Die opening Ejection Casting removal/inspection
55 Questions Name: Beau Glim Phone: