STRUCTURAL CHANGES IN Cr-V LEDEBURITIC STEEL DURING AUSTENITIZING AND QUENCHING
|
|
|
- Merry Bennett
- 5 years ago
- Views:
Transcription
1 1 STRUCTURAL CHANGES IN Cr-V LEDEBURITIC STEEL DURING AUSTENITIZING AND QUENCHING Peter Jurči Received 28 th January 2010; accepted in revised form 16 th February 2010 Abstract The Vanadis 6 PM Cr-V ledeburitic steel was austenitized at temperatures from the range o C and nitrogen gas quenched. Structural changes were investigated by light microscopy and SEM. Obtained result fixed that the M 7 C 3 -carbides underwent a complete dissolution in the austenite while MC-phase remained almost completely unaffected. The saturation of the austenite by chromium and partly vanadium induced formation of increased portion of non-martensitic structural components after quenching, due to decrease of M S and M f temperatures. Undissolved part of MC-carbides, located mainly on the grain boundaries, hinders effectively the grains coarsening also at higher austenitizing temperatures. Keywords: PM ledeburitic steel, microstructure, carbides, matrix saturation, martensite, bainite. 1. Introduction The Cr-V ledeburitic steels for cold work applications were developed firstly in the beginning of 20 th century. They early gained a high popularity because of relatively simple alloying, good wear resistance and excellent compressive strength. On the other hand, they had a low resistance against the initiation of brittle fracture, due to high portion of large and non-uniformly distributed carbides, which limited their operating reliability. This problem was successfully solved only after introduction of the rapid solidification effect into the standard manufacturing of these materials. As a result, a wide scale of Cr-V ledeburitic steels of an excellent metallurgical quality is produced nowadays. For the tool making it is necessary to obtain the soft-annealed state of the material in order to reduce its hardness to the minimum. On the other hand, it is necessary to heat treat the tools made from Cr-V ledeburitic steels before use since a proper heat treatment gives the material the hardness, toughness, wear resistance and other properties desired for a sufficient functionality. Standard heat treatment of Cr-V ledeburitic steels consists of following steps: austenitizing, holding at the temperature to dissolve a certain amount of carbides and to homogenize the austenite, quenching to a room (or sub-zero) temperature and several times tempering, usually to the secondary hardness peak. After these procedures, the hardness reaches up to more than 60 HRC. During the heating up to the austenitizing temperature, the first carbides undergoing the dissolution are the pearlite forming phases. However, the concentration of carbon and alloying elements is very low in the pearlite and its transformation into the austenite does not lead to sufficient austenite saturation. It is thus necessary to heat the material up to higher temperature. As well known, a dominant part of secondary carbides M 7 C 3 undergoes dissolution only at the temperatures from the range o C. The second carbide phase, e.g. vanadium rich MC carbides, on the other hand, remains almost completely undissolved. Its role in heat treatment is predominantly passive fine particles at the grain boundaries block the grain coarsening and contribute to keep the material a good toughness. Quenching of the material must ensure desired as-quench hardness, normally exceeding 62 HRC. The Cr-V ledeburitic steels have an excellent hardenability owing to high alloying level. After quenching, the structure of the materials consists mostly of martensite and retained austenite. The portion of retained austenite increases with increasing austenitizing temperature, because higher austenitizing temperature leads to more saturated austenite and decrease the temperatures M s and M f, P. Jurči, Doc. Dr. Ing. Department of Materials Engineering, Faculty of Mechanical Engineering, Czech Technical University in Prague, Karlovo nám 13, Prague, Czech Republic. * Corresponding author, address: p.jurci@seznam.cz
2 2 both below the zero [1]. As known from some CCTgraphs [2], also some portion of bainite can be formed in the as-quenched structure, but with no risk of substantial hardness decrease. The paper presents the results of investigations what happens in the microstructure of the most widely used PM ledeburitic Cr-V steel Vanadis 6, when it is austenitized and quenched. 2. Experimental For the investigations, the Cr-V ledeburitic cold work tool steel Vanadis 6 made by powder metallurgy of rapidly solidified particles was used. The chemical composition of the material is given in Table 1. Tab. 1 Chemical composition of investigated material Material C Mn Si Cr V Mo Vanadis Specimens made from the examined material were vacuum austenitized at the temperatures from the range o C, holding time at each temperature of 30 min., and nitrogen gas quenched, without any further heat processing (sub-zero processing, tempering). Microstructural analysis has been carried out using the light microscope NEOPHOT 32 and field emission scanning electron microscope JEOL JSM 7600 with the EDS microanalysis. The point EDS microanalysis of the matrix has been carried out in 40 different places on the metallographical specimen. The mean value and standard deviation of measured data was then calculated. The EDS mapping was done in order to verify the composition of the carbides on the grain boundary and inside the grains, after quenching from different austenitizing temperatures. For the light microscopical evaluation, two etching agents were used. To make visible the primary austenitic grain boundaries, the 3 % Nital reagent was used. For the identification of transformation constituents, the Beraha Martensite agent was employed. In this case, the carbides remain unaffected, but the martensite becomes blue and the bainite red-violet [3]. Hardness of the material in the as-received as well as heat processed conditions was measured by the Vickers hardness tester at a load of 98.1 N (HV 10) and loading for 10 s. Each specimen was measured 10 times. The mean value and standard deviation from the measurements of each specimen was then calculated. 3. Results and discussion Figure 1 shows the as-quenched microstructures of the material. If lower austenitizing temperature was used then the microstructure consists of the matrix with a relatively large portion of undissolved (eutectic and a part of secondary) carbides, Fig. 1a, b. With increasing austenitizing temperature, the boundaries of primary austenitic grains become visible, micrographs in Fig. 1c, d, e. The portion of undissolved carbides slightly decreases at the same time. As evident, the carbides are located as on the grain boundaries so inside grains. Measurement of austenitic grain size according to the ASTM-method revealed that after the quenching from lower temperature, it was 11.5 and it increased slightly to 10 after the quenching from the temperature of 1200 o C. These results are in good agreement with the date published elsewhere [5], where the grain coarsening of austenite is reported to be slower for the PM ledeburitic steels due to high content of fine carbides. Figure 2 shows the micrographs of the material quenched from identical austenitizing temperatures as in Fig. 1, but etched using the Beraha Martensite reagent. It is clearly visible that the structural portion of carbides decreases with increased austenitizing temperature. This also indicates that the matrix becomes more saturated by carbon and alloying elements, which was confirmed by EDS-analysis, Table 2. The portion of the martensite (blue) slightly decreases and bainite (red-violet) increases with increased austenitizing temperature. In addition, it seems that also the amount of retained austenite increases. The increase of retained austenite amount is, however, not dramatic. It is natural to expect an Amount of alloying elements dissolved in the matrix Tab. 2 Austenitizing temperature Cr V










3 oc 1050 oc 1100 oc 1150 oc Fig. 1. Microstructure of the Vanadis 6 ledeburitic steel after quenching from different austenitizing temperatures 1200 oc increased portion of retained austenite after quenching from higher temperature. If higher austenitizing temperature is used then more carbides is dissolved and the austenite becomes more saturated by carbon and alloying elements. This fact tends to decrease of Ms and Mf temperatures, respectively. From the same reason, also increased portion of bainite is natural to be expected. When quenched by media of a room temperature, the material is cooled down and afterwards kept at a temperature between Ms and Mf. Martensite is then formed only during cooling down and the transformation is stopped when the material achieves the quenchant temperature. Remaining part of the austenite is then transformed mostly to bainite.
4 oc 1050 oc 1100 oc 1150 oc Fig. 1. Microstructure of the Vanadis 6 ledeburitic steel after quenching from different austenitizing temperatures 1200 oc One can expect a rapid increase of retained austenite amount after quenching, especially from very high temperatures. Such a phenomenon was reported by various authors for Cr-ledeburitic steels when overheated during the austenitizing [1,4,6]. However, no dramatic retained austenite amount increase was found in the case of the Vanadis 6 steel. One reason of that can be the composition of the material. The steel contains lower amount of the M7C3-phase than the 12%Cr-ledeburitic steels. On the other hand, the second main carbidic phase is the MCphase. These carbides dissolve only hardly in the austenite. The total alloying elements content dissolved in the austenite is then lower than that
![5 1000 o C 1050 o C 1100 o C 1150 o C 1200 o C measured for 12 % Cr-ledeburitic steels [1].](/docs-images/94/118707406/images/5-0.jpg "The MCcarbides do neither contribute to the increase of carbon- and alloying elements content nor to the decrease of M s and M f")




5 o C 1050 o C 1100 o C 1150 o C 1200 o C measured for 12 % Cr-ledeburitic steels [1]. The MCcarbides do neither contribute to the increase of carbon- and alloying elements content nor to the decrease of M s and M f temperatures. The second reason, connected with the first one, is the presence of bainite. Compared to purely martenistic transformation, lower amount of retained austenite can be expected when bainite is formed. In the case of 12 % Cr-ledeburitic steels, the overheating is connected with sharp hardness decrease. This is due to high amount of retained Fig. 2. Microstructure of the Vanadis 6 ledeburitic steel after quenching from different austenitizing temperatures, colour etching using the Beraha-martensite agent austenite. The hardness of the Vanadis 6 steel is in Table 3. It is clearly shown that the hardness is constant after the quenching from the temperatures from the range o C. Small differences can be considered to be within the range of measurement uncertainty. These results indicate that the Vanadis 6, as a representative material of Cr-V ledeburitic steels, is not as sensitive to softening due to high portion of retained austenite as the Cr-ledeburitic steels. Figure 3a shows SEM micrographs from the sample quenched from the austenitizing temperature



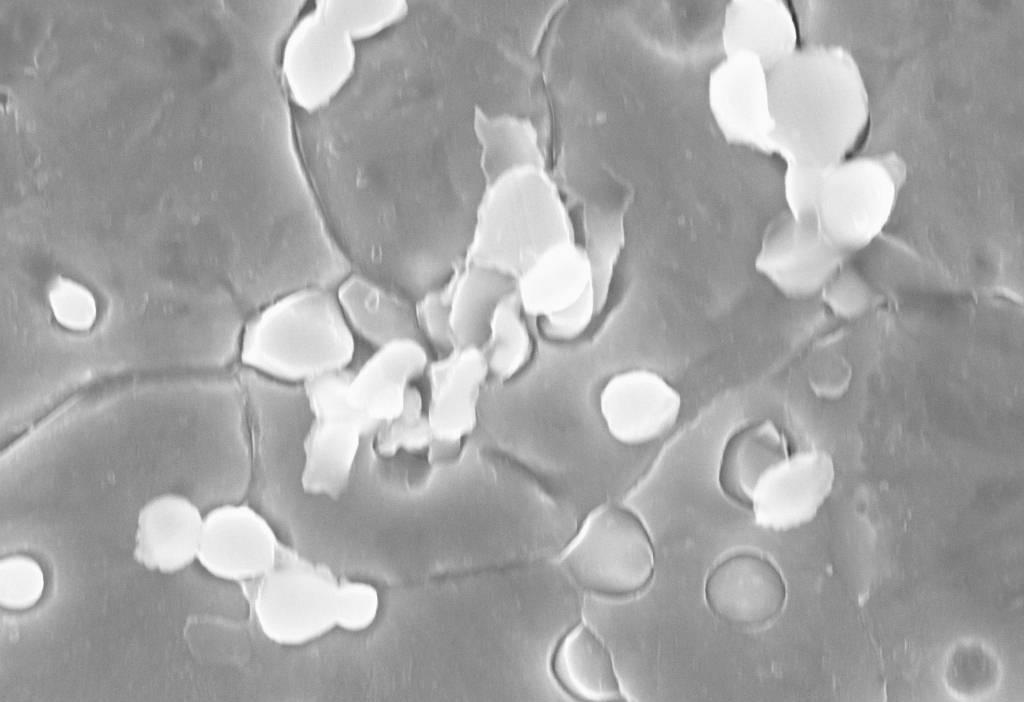
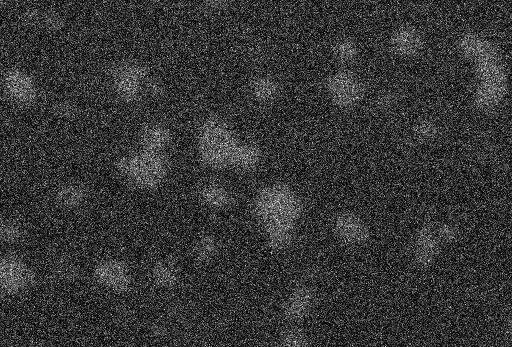
6 6 C Fe Cr V 3 µm Fig. 4. EDS maps from the microstructure of the material, austenitized at 1000 o C, Fig. 3b of 1000 o C. The structure consists of matrix, which contains mainly the martensite, and carbides. These carbides are located as at the primary grain boundaries so inside the grains. Detail micrograph made at high magnification, Fig. 3b, shows that a lot of carbides inside the grains have a very small dimension, mostly in nano-scale. On the other hand, the carbides at the grain boundaries are greater and their diameter ranges between 1 and 2 µm. One can assume that the nanoscaled carbides could be the rests of the M 7 C 3, after their partial dissolution of M 7 C 3 phase in the austenite. This explanation seems to be relatively correct since the dissolution temperature for this phase is around 1000 o C and, in addition, these particles were not detected in the micrographs made from the samples austenitized at temperatures higher than 1100 o C. But also some coarse particles are the M 7 C 3 -phase, as fixed by EDS mapping, Fig. 4. This is rather surprising on the first sight because one can expect rather the dissolution of the M 7 C 3 - carbides. On the other hand it is known that in many A 5 µm Tab. 3 Hardness of the Vanadis 6 ledeburitic steel after quenching Austenitizing temperature Hardness HV B 2 µm Fig. 3. Microstructure of the Vanadis 6 ledeburitic steel after quenching from 1000 o C, a overview, b detail, SEM


.")


7 7 C Fe Cr V 3 µm Fig. 4. EDS maps from the microstructure of the material, austenitized at 1000 o C, Fig. 3b cases, the M 7 C 3 -phases undergo easily the coarsening at high temperatures. Moreover, the M 7 C 3 carbides contain some amount of vanadium, up to 10%, that increases their thermal stability. Similar particles were identified also in the sample quenched from 1050 o C, Figs. 5 and 6. But in next micrographs and EDSmaps, made from the samples austenitized at a temperature 1100 o C and higher, these particles are no more visible, Figs (the tracks with elevated Cr-content on the Cr-field in the EDS maps correspond only to the chromium content in MCphase). This indicates that after the coarsening, their dissolution in the austenite followed. In Table 2, an increased Cr-content in the matrix after austenitizing at 1100 o C is clearly shown. This is connected with complete dissolution of the M 7 C 3 phase. The carbides at the grain boundaries are mostly of the MC-phase. As shown in Table 2, the concentration of the alloying elements in the matrix increases only very slightly above the temperature of 1100 o C, e.g. when the M 7 C 3 carbides are already completely dissolved. This indicates that the MC phase underwent the dissolution only in a very limited amount. The role of the MC-carbides in the heat treatment process, however, is very important because they hinder the coarsening of the austenite grains effectively. This is the explanation why the grain size remains affected by the austenitizing temperature in a very limited manner. A B 5 µm 2 µm Fig. 5. Microstructure of the Vanadis 6 ledeburitic steel after quenching from 1050 o C, a overview, b detail, SEM







8 8 C Fe Cr V 2 µm Fig. 6. EDS maps from the microstructure of the material, austenitized at 1050 o C, Fig. 5b A 5 µm A 5 µm B 1 µm B 2 µm Fig. 7. Microstructure of the Vanadis 6 ledeburitic steel after quenching from 1100 o C, a - overview, b - detail, SEM Fig. 9. Microstructure of the Vanadis 6 ledeburitic steel after quenching from 1200 o C, a overview, b detail, SEM






9 9 C Fe Cr V 2 µm Fig. 8. EDS maps from the microstructure of the material, austenitized at 1100 o C, Fig. 7b C Fe Cr Fig. 10. EDS maps from the microstructure of the material, austenitized at 1200 o C, Fig. 9b V 2 µm
10 10 4. Conclusions The paper was focused to investigation what happens when the widely used cold work tool steel Vanadis 6 is austenitized and quenched. The results can be summarized as follows: The M 7 C 3 carbides were dissolved in the austenite completely up to a temperature of 1100 o C. Their dissolution is connected with saturation of the austenite with carbon and alloying elements. The MC carbides, on the other hand, remained almost completely undissolved also stable also after heating up to 1200 o C and contributed to the austenite saturation in a very limited extent. They role in the heat treatment is rather passive the particles hindered the grain coarsening and the material kept fine grains up to very high temperature. Increasing saturation of the austenite led to elevated non-martensitic structures content after quenching. But the increase of the portion of bainite and mainly that of the retained austenite is not as high as reported for the 12%Cr-ledeburitic steels. Therefore, the presence of the bainite and small portion of retained austenite did not cause the lowering of as-quenched hardness. Acknowledgements The author wishes to thank Mrs. Anna Macúchová from the University of Žilina for the excellent collaboration in colour metallography. References [1] Berns, H.: Härterei - Tech. Mitt. 29 (1974), 236. [2] The Vanadis 6 steel, prospect brochure, Uddeholm AB, Hagfors, Sweden, [3] Skočovský, P.; Podrábský, T.: Colour Metallography of Ferrous Alloys, Žilina University, Žilina, [4] Schwendemann, H. et al.: Härterei-Tech. Mitt. 41 (1986), 66. [5] Kulmburg, A. et al.: Härterei-Tech. Mitt., 45, 1990, 4, p [6] Nykiel, T.; Hryniewicz, T.: In.: Proc. of the 11 th Int. Federation for Heat Treatment and Surf. Engineering, Florence, Italy, Vol