Insquare W 300/420/600
|
|
|
- Dorthy Caldwell
- 5 years ago
- Views:
Transcription
1
 direct current (DC) Insquare W 300 AC/DC: 320 A (60 % duty cycle) direct")
2 Insquare W 300/420/600 Perfect Technology for Highest Demands! The series of TIG inverter welding units model Insquare consists of five models: Insquare W 300 DC: 320 A (60 % duty cycle) direct current (DC) Insquare W 300 AC/DC: 320 A (60 % duty cycle) direct and alternating current (AC-DC) Insquare W 420 DC: 420 A (50 % duty cycle) direct current (DC) Automated and robot operation The welding units are specially designed for industrial purposes and suitable for manual, automatic or robot operation. A PLC or a robot control takes over the transmission of the following parameters: a) welding current b) frequency (in AC) c) balance (in AC) Insquare W 420 AC/DC: 420 A (50 % duty cycle) direct and alternating current (AC-DC) Insquare W 600 AC/DC: 600 A (80 % duty cycle) direct and alternating current (AC-DC) A perfect technique with optimal features meets highest demands in the field of TIG welding: IGBT inverter power sources. 3-phase inverter with low primary current. TIG series Insquare: Ideal for machine welding due to outstanding ignition characteristics of the arc using the HF. Stable arc in AC over the full range due to square wave or noice reduced wave. Continuous setting of the welding frequency in AC. MMA/stick electrode welding. Perfectly smoothed DC gives outstanding welding characteristics in TIG and electrode welding. Perfect arc ignition over the whole range due to separate ignition circuit. A minimum of radiation caused by the HF-ignition unit. Efficient cleaning in AC. Adjustables arc shapes: narrow: for fillet weld, wide: for butt weld. Special filters mounted to avoid radiation. Insquare W 300 AC/DC 2

3 Insquare W 300/420/600 Easy operation! Multitude of control functions: TIG welding process: TIG DC minus, TIG DC plus* TIG DC minus with start impulse* TIG AC noice reduced * TIG AC square wave * TIG AC sinusodial * MMA/Electrode welding process: Electrode minus, electrode plus* Electrode sinus * Electrode square wave * 20 programmable jobs. 2 welding currents separately adjustable; in 4-stroke recallable by a short touch on the torch trigger or using a welding torch with two triggers. Adjustable parameters: gas pre-flow and gas post-flow time, start and final current, timer for current up and down slope. Parameter pre-selection by 2 switches. 2 large LED-displays with pre-indication and Hold function for current, voltage, time and frequency. Pulse device and spot welding. High frequency pulsation up to 5 khz. Current remote control with potentiometer at the torch (option). High frequency (HF) or lift arc ignition. 2-stroke, 4-stroke, 4-stroke with 2 currents. AC-frequency setting: Hz*. AC-balance: continuous setting of the plus/minus from 9 % to 91 %*. Remote control; manually, at the torch or by foot pedal. Testing function for S-protection device*. * only mounted in AC/DC models 3

4
 Hz 50 (60) Hz 50 (60) Hz Continuous power 9.5 kva 9.5 kva 12.0 kva 12.0 kva 24.2 kva Continuous current 13.7 A 13.7 A 17.4 A 17.4 A 35 A cos phi 0.95 0.")

5 Overview TIG Insquare Series Technical Data: W 300 DC W 300 AC/DC W 420 DC W 420 AC/DC W 600 AC/DC Primary: Power supply 3 x 400 V 3 x 400 V 3 x 400 V 3 x 400 V 3 x 400 V Frequency 50 (60) Hz 50 (60) Hz 50 (60) Hz 50 (60) Hz 50 (60) Hz Continuous power 9.5 kva 9.5 kva 12.0 kva 12.0 kva 24.2 kva Continuous current 13.7 A 13.7 A 17.4 A 17.4 A 35 A cos phi Secondary: Operation mode DC AC and DC DC AC and DC AC and DC No load voltage 80 V 80 V 80 V 80 V 80 V Welding voltage V V V V V Welding range A A A A A Duty cycle 50% (10 min) 420 A 420 A Duty cycle 60% (10 min) 320 A 320 A 400 A 400 A Duty cycle 80% (10 min) 300 A 300 A 600 A Duty cycle 100% (40 C) 260 A 260 A 310 A 310 A 500 A MMA/Electrode Welding: No load voltage 80 V 80 V 80 V 80 V 80 V Welding voltage V V V V V Welding range A A A A A Duty cycle 50% (10 min) 420 A 420 A 600 A Duty cycle 60% (10 min) 320 A 320 A 400 A 400 A 550 A Duty cycle 80% (10 min) 300 A 300 A Duty cycle 100% (40 C) 260 A 260 A 300 A 300 A 450 A Protection mode IP 23 IP 23 IP 23 IP 23 IP 23 Insulation class H H H H H Cooling AF AF AF AF AF Adjustings 2 rotary switches and 2 selectors for: current 1, time 1, current 2, time 2 (for pulsation), gas pre and post flow time, up and down slope time, start current, final current, timer spot welding, AC-balance, AC-frequency, Arc force, Hotstart time and current Timer functions quick and slow pulsation, spot welding Energy adjusting at the unit, manual remote control, foot pedal, torch potentiometer Operation modes 2-stroke, 4-stroke, 4-stroke with 2 currents Indications 2 LED displays with pre-indication and Hold-function for current, voltage, time and frequency Ignition high frequency (HF) or Lift-Arc Protection device testing button testing button testing button Generator IGBT-inverter Norm EN S / CE Torch connection Euro connector with 5-pole plug Torch cooling integrated water cooling system Weight 115 kg 130 kg 125 kg 140 kg 255 kg Dimensions (LxWxH) 910 x 600 x 910 mm 1055x630x1290 mm Gas bottle holder incl. gas bottle holder for 10, 20 or 50 l cylinders (Technical changes reserved.) 4 5

6

7 Merkle HighPULSE A revolution in Pulse-Arc welding!

8 Innovation HighPULSE
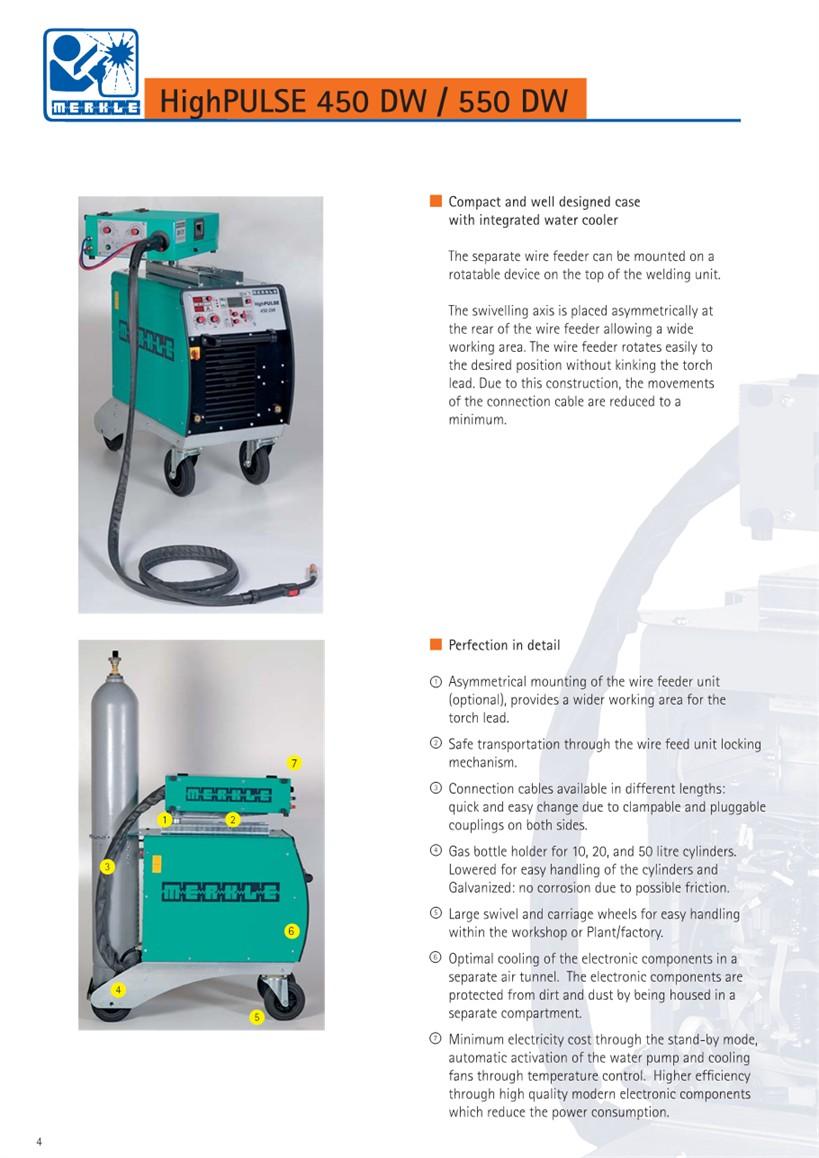
9 HighPULSE 450 DW / 550 DW HighTech, Quality and Efficiency! Experience High Tech, Quality and design, paired with overwhelming economic advantages. Never was Pulse-Arc welding with Merkle so outstandingly quick. Reduce your man-hour costs in the DeepArc process by 30%. Witness a new level of functionality thanks to a brand new operator control panel with extra large function switches and the new chassis design with Protec-edge protection. The yet again optimized, perfectly controlled welding arc ensures an absolutely spatter free weld bead. Plus the ability to download any updates or new programs also secures your investment decision for the future. Merkle HighPULSE. A revolution in Pulse-Arc welding! Functionality and ease of operation: Large LED displays with a preview function for: - Welding current - Welding voltage - Wire feed speed - Material thickness Automatic hold function (saves the last displayed welding parameters) Gas test (with automatic switch off) Welding Process Selector 1) MIG/MAG 2) Pulse-Arc 3) Interpulse-welding 4) Electrode welding 5) Optional: TIG DC Selection of the energy control 1) Continuous control at the control panel 2) Continuous control on the wire feed unit 3) TEDAC continuous control 4) Job programs, selectable through the TEDAC torch or the main rotary switch, 512 different jobs Continuous control energy Arc trim Main rotary switch for program selection and programming through the multi- functional display Operation modes: 1) 2-Stroke process 2) 4-Stroke process with weld current downslope 3) 4-Stroke process with start current and current downslope Continuous energy control at the wire feed unit Arc Trim at the wire feed unit Fully insulated wire feed unit Option: Socket with switch for remote controller and push-pull torch Euro connector Model HighPULSE 550 DW
10

11

12
 or high performance drive 0.5-30 m/min (model DV-31). Big wire feeder rings allow a constant wire feed speed at a low pressure.")

. Wire straightening device for perfect and constant wire feeding.")


13 Simply To Mount, Versatile In Action! Detailed features Precise 4-roller gear with 4 motorized wire feeder rollers. Wire feed speed m/min (model DV-26) or high performance drive m/min (model DV-31). Big wire feeder rings allow a constant wire feed speed at a low pressure. 2 grooves respectively for 2 different wire diameters (DV-31). Change of the wire feeder rings without any tools. Easy wire insertion due to superb accessibility and snap lock mechanism. Dust-tight drive motor with tacho guarantees a constant wire feed speed (DV-31). Euro torch connection as standard. Pressure adjustment of both rollers (DV-31). Wire straightening device for perfect and constant wire feeding. Cut away side panels facilitate easy insertion of the wire spool. Gas hoses, water hoses and all cables are protected from environmental damage due to a unique closed case design. Consumables and spare part identification chart attached as standard. 2 x 4 rubber feet ensure operation in both, vertical and horizontal position. Wire feeder 1: Standard horizontal mounting. 2: Vertical mounting of the wire feeder can be achieved in seconds. a: Easy mounting of the connection cable: All fittings are placed in a cable duct. They are clampable or pluggable. The change is realized in a few minutes. All adjusting facilities are mounted on the front panel giving excellent accessibility. b: Version with 4 wheels mounted. c: Integrated handle, 2 x 4 rubber feet mounted on two sides. 4-roller drive system model DV-30/4

14

15




16 Advantages Of Merkle Pulse Technology current wire speed feed Pulse Welding Programs Structure of the pulse welding programs: Welding process control with 35 free programmable parameters. Perfect ignition due to 13 variable parameters within the ignition process. 144 different pulse forms programable. Generation of different forms of welding characteristic curves and parameters are possible. S s ignition process welding process end process I s, T s S a I ab, T ab S an T sa I gs I gs T as T p F I p, T p S ab I g DRS DR RB I ab, T ab R b S e I ge time time Extremely spatter free welding due to the non short-circuit characteristics, one drop transfer: - tremendous time saving due to reduction of working hours for cleaning - high output of wire melting - longer life of torch consumables - less down time due to cleaner consumables. Safe, spatter reduced ignition due to a new ignition process controlled by 13 parameters: - 2 independent ignition pulses - precise soft start of the wire - weld bulb removed electronically from wire end at the end of each weld to ensure positive re-ignition. 144 stored welding programs for - different materials - different wire diameters - different protective gases synergic pulse, MIG/MAG and Interpulse welding. Multiple variations of pulse parameters: Manipulation of the arc characteristics and the penetration. Use of thicker wire diameters compared to MIG/MAG welding. Savings due to the purchase of larger wire diameters. Alloy elements are maintained due to adaption of the pulse parameters when using high alloyed wire. Comparison between MAG and pulse welding: Spatter emission in relation to the welding current in percent. The drawing shows the outstanding results in favour of pulse welding compared to traditional MIG/MAG welding using CO 2 or mixed gas as shield gas.. spatters 10,0 % 7,5 % 5,0 % 2,5 % 0 T sa short arc mixed arc MAG CO2 MAG mixed gas synergic pulse spread arc A 200 A 300 A 400 A welding current I ge out through gas nozzle after 3 min. of welding


. Especially designed for aluminum welding giving a higher performance and more heat during the initial arc ignition period.")

17 Interpulse Welding Process, Current Program Interpulse Welding Process With this process we enter a new dimension in welding aluminium and stainless steel. A second pulse process is added to the base pulse. All our synergic pulse welding units are equipped with Interpulse technology as a standard. The advantages of the Interpulse process: Scaled weld and welding quality similar to TIG welding process. Welding speed as high as in MIG welding. Exact manipulation of the scaled weld. Reduced heating up of the material. Reduced distortion of the work piece. Easy adjustment by only one potentiometer. (different pulse parameters are adapted automatically) energy Current Program time The current program function allows the activation of a higher start current (adjustable). Especially designed for aluminum welding giving a higher performance and more heat during the initial arc ignition period. The down slope time and the final current (crater filler) are also adjustable. In the high performance welding mode the start current is set to a lower value to achieve a softer start. welding current time 1. stroke: activation of start current 2. stroke: welding with main current 3. stroke: activation of down slope 4. stroke: switching off the process
18
19

20 DeepArc Technology Witness yourself the new high speed formula of MIG welding! Never was MIG welding in the DeepArc process so overwhelmingly quick. Raise your Welding speeds by an incredible 30 %! Welcome to the future! NEW: the DeepArc process With a highly dynamic voltage regulator the series HighPULSE is able to form a arrow like arc (similar to plasma), which shows some very interesting characteristics. It can be used on high or low alloyed materials such as Aluminium and Aluminium alloys. 14



21 The DeepArc Process Advantages: Sharp wire end High penetration Guaranteed root penetration Concentrated heat affected zone Higher welding speed Reduced material distorsion Highly stable welding arc Spatter-free welding process Perfect penetration of the side walls Drastically reduced undercut Lower temperature at the outer edges of the welded zone Reduced heat damage at the outer edges of the welded zone Wire: Mild steel 1,2 mm (G3SI1) Material: Mild steel, low alloy Shield gas: 92 % Argon, 8 % CO 2 Power source: HighPULSE 450, HighPULSE 550 DW HighPULSE 550 RS Parameters: Is=340 A, Us=33,4 V, DV=13 m/min Comparison of temperature input: Standard MIG arc Wire Welding seam Temperature profile DeepArc The DeepArc process concentrates the temperature input to the center of the welding arc. This effects: deep penetration concentrated temperatur input reduced material distorsion Reduced heat damage at the outer edges of the welded zone Lower temperature at the outer edges of the welded zone 15










22 Merkle TEDAC -System 1. Energy control and display directly on the torch 2. Activation of programmable welding positions (jobs) minimum Indicater maximum Continuous setting and indication of the energy Precise, continuous setting of the energy by means of a slide switch mounted on the torch before, during and after the welding. Display of the present energy by a multicoloured LED-indicator Activation of programmable welding positions (jobs) Up to 10 programmable welding positions (jobs) can be stored by means of a slide switch. Free setting over the full range of the welding characteristic curve. The torch handle is ergonomically formed. The torch interruptor with a micro switch guarantees more than 10 million switching actuations. Euro torch connection no additional cables necessary Hand welding torches SB/SBT 455 W 450 A 60 % ED The crucial component in Synergic Pulse Technology is the high quality welding torch. Merkle welding torches are manufactured on the bases of 35 years of experience. Out-standing cooling characteristics are guaranteed: long useful life of consumables, low spare part costs. SB/SBT 502 W Machine welding torches Push-Pull welding torches MSB 400 W PP/PPT 502 W 450 A 60 % ED 380 A 60 % ED MSB 455 W SB/SBT 603 W 450 A 60 % ED 450 A 60 % ED 600 A 60 % ED HSB/HSBT 600 W MSB 603 W 600 A 60 % ED 600 A 60 % ED 16
 50-60 Hz 19,4 kva 28 A 45 A 0,98 3 x 400 V (2 x 440 V / 3 x 230 V) 50-60 Hz 19,4 kw 28")
 DB 100% ED: 72 V 15-36,5 V 20-450 A 450 A (40 C) 440 A (20 C), 380 A (40 C) 370 A (20 C), 310 A (40 C) 72 V 15-41,5 V 20-550 A 550 A (40 C) 550 A (20 C), 480 A (40 C) 510 A (20 C), 430 A (40 C) 420")
23 Technical data: Technical data: Primary: Power supply: 3 x 400 V (3 x 230 V) Frequency: Hz Contin. power: 14,4 kva Contin. current: 25 A Max. current: 34 A cos phi: 0,98 HighPULSE 450 DW HighPULSE 550 DW HighPULSE 550 RS 3 x 400 V (2 x 440 V / 3 x 230 V) Hz 19,4 kva 28 A 45 A 0,98 3 x 400 V (2 x 440 V / 3 x 230 V) Hz 19,4 kw 28 A 45 A 0,98 Secondary: Open circuit voltage: Welding voltage: Welding current: Duty cycle 35% ED: (10 min.) Duty cycle 40 %:: (10 min.) Duty cycle 60% ED: (10 min.) DB 100% ED: 72 V 15-36,5 V A 450 A (40 C) 440 A (20 C), 380 A (40 C) 370 A (20 C), 310 A (40 C) 72 V 15-41,5 V A 550 A (40 C) 550 A (20 C), 480 A (40 C) 510 A (20 C), 430 A (40 C) 420 A (20 C), 350 A (40 C) 72 V 15 41,5 V A 550 A (40 C) 550 A (20 C), 480 A (40 C) 510 A (20 C), 430 A (40 C) 420 A (20 C), 350 A (40 C) Protection class: IP 23 Cooling: AF IP 23 AF IP 23 AF Arc length: Program capacity: Programs: Program selection: Operation modes: Gas check: Digital display: Energy adjustment: Adjustable parameters: Job mode: Power source: Sockets 95 mm 2 : Torch cooling: Gas bottle holder: automatic energy control 256 programs MIG/MAG, MIG Pulse, Interpulse, MMA/stick electrode, DeepArc, MIG brazing material, wire diameter and gas at the display 2-stroke, 4-stroke, 4-stroke with start current button with hold function and automatic switch off current, voltage, wire feed speed and material thickess with pre-display and hold function at the machine, at the wire feeder, at the TEDAC torch, job mode choke inductance, pulse shape 512 jobs programmable inverter earth lead and electrode cable integrated water cooler l cylinders automatic energy control 256 programs MIG/MAG, MIG Pulse, Interpulse, MMA/stick electrode, DeepArc, MIG brazing material, wire diameter and gas at the display 2-stroke, 4-stroke, 4-stroket with start current button with hold function and automatic switch off current, voltage, wire feed speed and material thickess with pre-display and hold function at the machine, at the wire feeder, at the TEDAC torch, job mode choke inductance, pulse shape 512 jobs programmable inverter earth lead and electrode cable integrated water cooler l cylinders automatic energy control 256 programs MIG/MAG, MIG Pulse, Interpulse, DeepArc, MIG brazing via Interface button with hold function and automatic switch off current, voltage, wire feed speed and material thickess with pre-display and hold function Control via the interface, job operation mode choke inductance, pulse shape 512 jobs programmable inverter earth lead and electrode cable external water cooler (option) Weight: Dimensions l x w x h: 155 kg (incl. wire feeder) 1030 x 480 x 1170 mm (incl. wire feeder and rotary device) 165 kg (incl. wire feeder) 1030 x 480 x 1170 mm (incl. wire feeder and rotary device) 64 kg 640 x 325 x 650 mm Changes reserved. 17
24 Shaping a successful future. The MERKLE product range MIG/MAG Welding Units MMA/Stick Electrode Welding Units Synergic Pulse Welding Units Plasma Welding and Cutting Units MIG/MAG Welding Torches Wire Feeder Systems TIG Welding Torches Welding Turntables TIG Welding Units Automation Equipment Shape your own successful future. With Merkle. Your specialist for welding units, welding equipment, torches and intelligent quality assurance systems. With our own subsidiaries and factory representatives in Germany, Europe and many other countries. Welcome to Merkle. Merkle Schweissanlagen-Technik GmbH Industriestr. 3 D Koetz Germany Tel.: +49 (0) Fax: +49 (0) info@merkle.de
25
. 2-stroke/4-stroke/stitch/spot welding. 4-roller wire feeding system.")
26 Merkle HighPULSE 330 K Easy to adjust and a maximum of functions in MIG/MAG and Synergic Pulse welding are the major advantages of the Merkle HighPULSE 330 K: Continuous one button adjustment. Setting and indication of the energy on the TEDAC welding torch (see rear page). 2-stroke/4-stroke/stitch/spot welding. 4-roller wire feeding system. Reproducible welding results due to digital microprocessor welding control. Proven welding programs for steel, stainless steel, aluminium, aluminium alloys and MIG brazing. DeepArc process and Interpulse welding as a standard. Multifunctional display for easy program selection. Digital display for welding current, welding voltage, wire feed speed and material thickness with pre-indication and HOLD-function. Approved for operation in confined areas, S-symbol. Optional: socket for remote control and push-pull torch. TIG-DC welding with lift-arc ignition. Stick electrode welding (MMA). 2

 6.")


27 Multiple Functions The portable Genius This unit incorporates of six different welding processes. According to the welding task, the material and the location, the following welding processes can be selected: 1. Synergic pulse welding 2. MIG/MAG welding (synergic) 3. TIG (DC) welding 4. Stick electrode welding (MMA) 5. Core wire welding (gasless) 6. MIG brazing Push-Pull-Torches: The torch length can be increased by using the Merkle push-pull torches. These torches are recomended for welding thin aluminium wires. Available with TEDAC energy display and control. Sockets for earth cable, electrode welding cable and water cooling unit are mounted on the rear. Quick polarity change for welding gasless core wires by using different plugs mounted on the rear. Functions in TIG operation mode: Perfect lift-arc ignition. Variable down-slope time. Gas pre/post flow time adjustable. 2 welding currents separately adjustable at the welding torch. TIG pulsation as a standard. As a standard precise 4-roller drive. Suitable for 5 kg or 15 kg wire spools. 3

28

29



30 Merkle Pulse-Technology current Pulse Welding Programs ignition process welding process end process F I ab, Tab Is, Ts Iab, Tab Rb Se Ip, Tp Ss Sa S an S ab I gs T sa gs Tas SPA Tp Ig I ge time Extremely spatterfree welding due to one-drop-transfer: - tremendous time saving due to reduction of working hours for cleaning, - high deposition rates, - long life torch consumables, - less down time due to cleaner consumables. wire feed speed DRS Structure of the Pulse welding programs: Welding process control with 35 free programmable parameters. Perfect ignition due to 13 variable parameters within the ignition process. 144 different pulse forms programmable. The generation of different forms of welding characteristic curves for the welding parameters are possible. DR RB time Perfect welding of aluminium and aluminium alloys. Safe, spatter reduced ignition due to a new ignition process controlled by 13 parameters: - 2 independent ignition pulses, - precise soft start, - anti balling of MIG wire automatically ready for re-ignition. Up to 144 stored welding programs for - different materials, - different wire diameters, - different protective gases, - Pulse-Arc, MIG/MAG and Interpulse welding. Multiple variations of the pulse parameters: Manipulation of the arc characteristics and the penetration. Alloy elements are maintained due to adaption of the pulse parameters when using stainless steel wires. Spatter free welding in Synergic Pulse mode. spatters 10,0 % 7,5 % 5,0 % 2,5 % short arc mixed arc spray arc MIG CO 2 MIG mixed gas cut through gas nozzle after 3 min. of welding Comparison between MIG and Pulse welding: Spatter emission in relation to the welding current in percent. The comparison shows the outstanding results in favour of the Pulse welding over the traditional MIG welding using CO2 or mixed gas as shielding gas A 200 A 300 A 400 A welding current 6



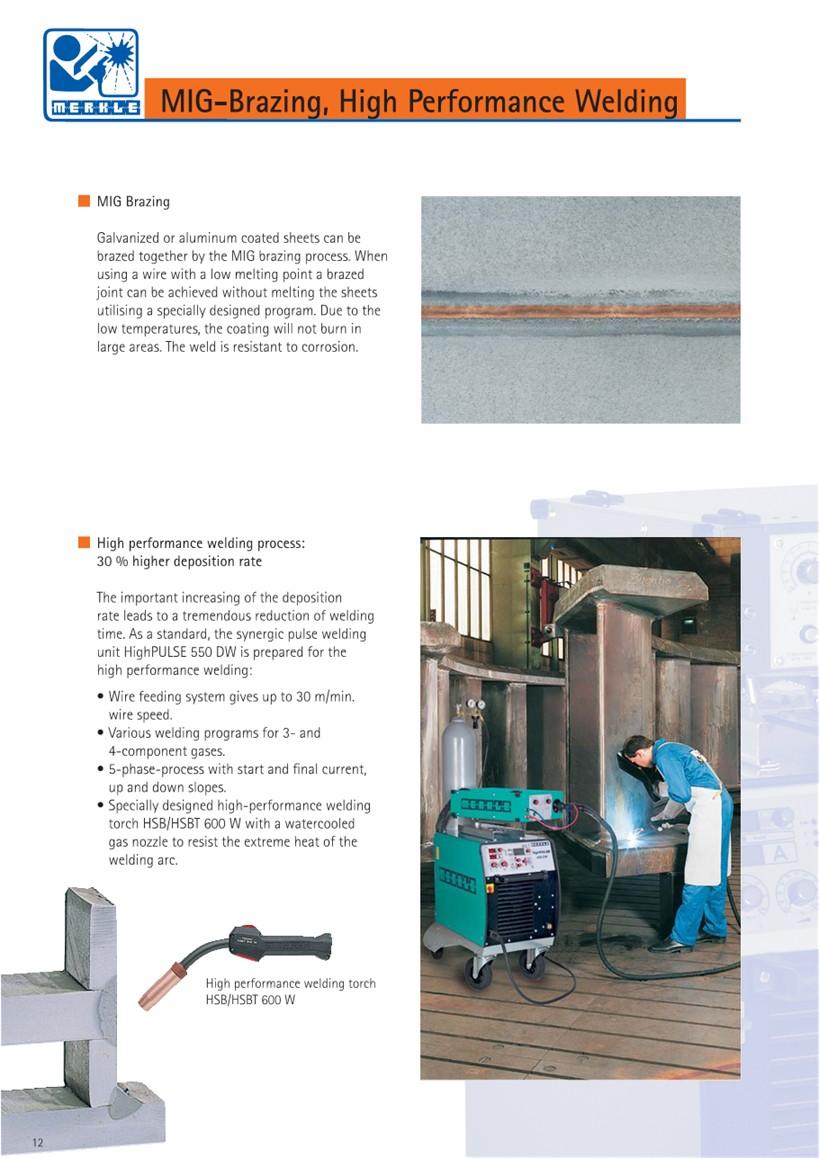
31 MIG Brazing, Interpulse Welding, DeepArc MIG brazing Galvanized or aluminium coated sheets can be brazed together by the MIG brazing process. When using a wire with a low melting temperature and special welding programs a brazed joint can be achieved without melting the sheets. Due to the low temperatures, the coating will not be burnt in a large area. The weld is resistant against corrosion. Interpulse Welding The advantages: Scaled welds and welding quality similar to TIG welding process. Welding speed as high as in MIG welding. Exact manipulation of the scaled weld. Reduced heating up of the material. Reduced distortion of the work piece. Easy adjustment by only one variable resistor (different pulse parameters are adapted automatically). We enter in a new dimension of welding aluminum. NEW: The DeepArc process With a highly dynamic voltage regulator the series HighPULSE is able to form a arrow like arc (similar to plasma), which shows some very interesting characteristics: High penetration Guaranteed root penetration Concentrated heat affected zone 50 % higher welding speed Spatter-free welding process Drastically reduced undercut 7

32 Merkle HighPULSE 330 K, WK 300 Technical Data: Primary: Power supply 3 x 400 V (3x 440 V / 3 x 220 V) Frequency 50/60 Hz Continuous power 12.5 kva* Continuous current 18 A* Max. current 23 A* Secondary: No load voltage Pulse-Arc-/MIG-MAG: Welding voltage Welding range Duty cycle 35 % (10 min.) Duty cycle 100 % TIG operation: Welding voltage Welding current Duty cycle 60 % (10 min.) Duty cycle 100 % MMA/Stick electrode operation: Welding voltage Welding range Duty cycle 60 % (10 min.) Duty cycle 100 % 57 V 15-30,5 V A 330 A (40 C) 250 A (40 C) 10-23,2 V A 330 A (40 C) 250 A (40 C) 20-33,2 V A 330 A (40 C) 250 A (40 C) Welding processes MIG/MAG/MIG Pulse/Interpulse/ MMA/stick electrode/deeparc TIG DC (option)/mig brazing Setting energy at the machine, at the TEDAC torch, job mode (max. 256 jobs) Arc length automatic adjusting Arc trim variable resistor +/- 30 % Operation mode 2-stroke/4-stroke/4-stroke with start current Wire diameter 0.8/1.0/1.2 mm Gas test button with HOLD-function and automatic switch off Power source inverter Torch cooling gas (option: water) Torch connection Euro connector Wire feeding system 4-roller-drive DV-26 ( m/min.) Protection class IP 23 Norm EN "S" / CE Weight 36.5 kg (without wire spool) Dimension (lxwxh) 600 x 300 x 565 mm Water cooling unit WK 300 Power supply Pluggable cable to the power source Water pump Pressure switch integrated Water connection 2 quick disconnect couplings Water tank 3.0 l Weight 23 kg Dimensions ( l x w x h) 600 x 300 x 260 mm * depending on the selected welding process. Technical changes reserved. Energy control and display directly on the torch Activation of programmable welding jobs TEDAC -System (Torch Energy Display and Control) min. energy indicator max. Continuous setting and indication of the energy Precise continuous setting of the energy by means of a slide switch mounted on the torch before, during and after the weld ing. Display of the present energy by a multicoloured LED-indicator Activation of programmable welding positions ( jobs) Up to 10 programmable welding positions (jobs) can be stored and recalled by means of a slide switch. Free setting over the full range of the welding characteristic curve. Merkle Schweissanlagen-Technik GmbH Industriestrasse 3 D Koetz Germany Tel.: Fax: Internet: info@merkle.de 8

33 Merkle OptiMIG. The MIG/MAG Industrial series! 1

34 MIG/MAG HighTech industrial series. Professional and precise welding! MIG/MAG series OptiMIG The series OptiMIG 350/450/550 consists of step switched MIG/MAG welding units from 350 to 560 A welding current. The features are: Simple, self explanatory control panel with extra large function knobs. Precise setting of the welding current due to max. 42 steps. Synergic wire feed automatic as a standard: only turn the 42-step selector to the required position and the wire feed speed will be adapted automatically. Setting and display of the wire trim by means of the TEDAC torch. Storage of changed values: in each step the individual value trimmed by the TEDAC torch is stored. Ignition and continuous setting of the wire burn back. Selector: 2-stroke/4-stroke/stitch/spot welding. Safety cut-off in 4-stroke operation. High speed wire insertion automatic. 4-roller drive wire feeder as a standard. Automatic switching of the fan. 2-stage choke mounted for reduced spatters. Digital read-out of the welding current, welding voltage, wire feed speed and material thickness, with pre-display and HOLD function. Integrated water cooling system with efficient water pump. Lowered galvanized gas bottle holder (10 l, 20 l or 50 l cylinders) assures a safe positionning of the cylinders. Approved for operation in confined areas, S-symbol. Easy handling of the unit due to big and robust swivel and carrier wheels. Connection for push pull torch or remote control in version DW (option). 2
 50 Hz (60 Hz) 50 Hz (60")

 350 A (40 C) 420 A (40 C) 500 A (40 C) Duty cycle 100 % 300 A (40 C) 340 A (40 C) 450 A (40 C) Protection class IP 23 IP 23 IP 23 Isolation class H H H Cooling AF AF AF Voltage setting 28 steps 42")
35 The OptiMIG product line. Synergic wire feed as standard! Technical data: Model OptiMIG 350 KW OptiMIG 450 KW OptiMIG 550 DW OptiMIG 350 DW OptiMIG 450 DW Primary: Supply voltage 3 x 400 V 3 x 400 V 3 x 400 V Frequency 50 Hz (60 Hz) 50 Hz (60 Hz) 50 Hz (60 Hz) Continuous power 13.1 kva 14.5 kva 22.8 kva Continuous current 19 A 21 A 33 A Max. current 22 A 36 A 52 A Secondary: Open circuit voltage V V V Welding voltage V 15-36,5 V V Welding current A A A Duty cycle 40 % (10 min.) 450 A (40 C) 560 A (40 C) Duty cycle 60 % (10 min.) 350 A (40 C) 420 A (40 C) 500 A (40 C) Duty cycle 100 % 300 A (40 C) 340 A (40 C) 450 A (40 C) Protection class IP 23 IP 23 IP 23 Isolation class H H H Cooling AF AF AF Voltage setting 28 steps 42 steps 42 steps Wire feed automatic control automatic control automatic control synergic wire feed synergic wire feed synergic wire feed Operation mode 2-stroke/4-stroke/stitch/spot welding 2-stroke/4-stroke/stitch/spot welding 2-stroke/4-stroke/stitch/spot welding Welding/intermission time stepless control stepless control stepless control Wire burn back stepless control stepless control stepless control Wire soft start dynamic soft start automatic dynamic soft start automatic dynamic soft start automatic Choke 2 stage 60 % and 100 % 2 stage 60 % and 100 % 2 stage 60 % and 100 % Torch cooling water cooled watercooled watercooled Cooling system integrated water cooler integrated water cooler integrated water cooler with efficient water pump with efficient water pump with efficient water pump Torch connector Euro connector Euro connector Euro connector Wire feed system 4-roller drive DV-26 ( m/min.) 4-roller drive DV-26 ( m/min.) 4-roller high performance wire feeder option DW: high performance wire feeder option DW: high performance wire feeder DV-31 ( m/min.) with DV-31 ( m/min.) with DV-31 ( m/min.) with wire staightener wire straightener wire straightener Fan control automatic automatic automatic Display digital for current/voltage/wire feed speed digital for current/voltage/wire feed speed digital for current/voltage/wire feed speed with pre-display and with pre-display and with pre-display and hold function hold function hold function Push Pull torch (option) DW version: socket DW version: socket socket Remote control (option) DW version: wire feed speed DW version: wire feed speed wire feed speed Norm EN S / CE EN S / CE EN S / CE Gas bottle holder for 10 l, 20 l or 50 l cylinders for 10 l, 20 l or 50 l cylinders for 10 l, 20 l or 50 l cylinders Weight KW: 190 kgs, DW: 210 kgs KW: 200 kgs, DW: 220 kgs 250 kgs Dimensions l x w x h KW: 990 x 510 x 845 mm KW: 990 x 510 x 845 mm 990 x 510 x 1135 mm DW: 990 x 510 x 1135 mm DW: 990 x 510 x 1135 mm Changes reserved. 3
 or high performance drive 0.5-30 m/min (model DV-31). 2.")


.")

36 Wire Feed Unit. Perfect wire feeding! Detailed features 1. Precise 4-roller drive gear with 4 motorized wire feeder rollers. Wire feed speed m/min (model DV-26) or high performance drive m/min (model DV-31). 2. Big wire feeder rings allow a constant wire feed speed at a low pressure. 2 grooves respectively for 2 different wire diameters Change of the wire feeder rings without any tools. Easy wire insertion due to superb accessibility and snap lock mechanism Dust-tight drive motor guarantees a constant wire feed speed Euro torch connector as a standard. Reproducable pressure adjustement of the rollers. Wire staightening device for perfect and constant wire feeding (model DV-31). Cut away side panels facilitate easy insertion of wire. Gas hoses, water hoses and all cables are protected from environmental damage due to a unique close case design Consumables and spare part identification chart attached. 2 x 4 rubber feet ensure operation in both the vertical and the horizontal position. 1 6 a b c d a: Version with 4 wheels. b: Integrated handle, 2 x 4 rubber feet mounted on two sides. c: Selectors for material and wire diameters. d: Easy mounting of the connection cable. 4





.")


37 Simply to mount, versatile in action. 1 2 Wire feeder with rotary device 1: Standard horizontal mounting on the rotary device. 2: Vertical mounting of the wire feeder can be achieved in seconds Universal Applications A: Placed on the work piece. B: Mounted to a special track with suspension device (option). C: With 4 wheels mounted. D: Mounted on our balancer (option) with a wide work area. E: Easy to carry due to the integrated handle. The picture shows the 4-roller drive system model DV-31. A B C D E 5




38 Exciting Technology. Compact Units The compact units (version KW) are well arranged and space saving. The 4-roller drive system and the wire spool are mounted behind the side panel. Thus an easy accessibility of the wire feeding system for a quick change of the wire spool is achieved. Units with separate wire feeder All units version DW are built with a separate wire feeder. The connection cable is clampable and pluggable at the machine and at the wire feeder. A maximum lenght of up to 20 m is available. The wire feeder can be mounted on a rotary device, in vertical or horizontal position or on wheels. Interchangeable electronics The complete electronic modul for the adjustement of the welding functions is mounted in a drawer configuration at the front panel. An easy and quick exchange of this item is possible at any time due to plug-in connections on the rear of the module. Dust protection filter We recommend the use of the optional filter especially at dusty working areas. The filter frame is easy to fit to the machine. It takes only seconds to exchange the filter. The system is available for all units. 6

 through yellow (low setting) through orange (medium setting) up to red (maximum setting).")


39 Merkle TEDAC System. The Merkle TEDAC system offers continuous wire feed control where it counts directly on the torch itself. min. Arc trim max. Using the slide switch mounted on the top of the TEDAC torch handle, the arc trim can be manually adjusted during the welding process. Using a visually good, multicolour LED indicator any arc trim modifications will be shown directly on the TEDAC torch. The colours will change in a stepless sequence from green (the lowest setting) through yellow (low setting) through orange (medium setting) up to red (maximum setting). The TEDAC lends itself very well for any work in hard to reach positions due to the fact that the operator can control the welding process from the TEDAC system and does not need to return to the power source to change settings. Thanks to the standard EURO connector added control wires are not required. Continuous arc trim and indicator Precise arc trim is realized through the slide switch mounted on the top of the torch handle before, during and after the welding process. The present conditions are shown through the stepless multi-coloured LED display mounted on the top of the torch handle. [ ] [ ] [ ] Ergonomically formed handle, torch trigger with a micro switch for guaranteed more than 10 Mio. operations. Standard Euro-connector, no further control cables are necessary. The multi-coloured LED shows the current arc trim condition selected. 7


40 Shaping a successful future. The MERKLE product range MIG/MAG Welding Units MMA/Stick Electrode Welding Units Synergic Pulse Welding Units Plasma Welding and Cutting Units MIG/MAG Welding Torches Wire Feeder Systems TIG Welding Torches Welding Turntables TIG Welding Units Automation Equipment Shape your own successful future. With Merkle. Your specialist for welding units, welding equipment, torches and intelligent quality assurance systems. With our own subsidiaries and factory representatives in Germany, Europe and many other countries. Welcome to Merkle. Merkle Schweissanlagen-Technik GmbH Industriestrasse 3 D Koetz Germany Tel.: +49 (0) Fax: +49 (0) info@merkle.de

41
 Duty cycle 60 % 60 A (10 min.")
42 Model C 82 Small and portable! Technical Data: C 82 Primary: Power supply 3 x V (230 V) Frequency 50 (60) Hz Continuous power 6.9 kva Continuous current 10 A Secondary: Open circuit voltage 320 V Cutting voltage V Cutting current A Duty cycle 35 % 80 A (10 min.) Duty cycle 60 % 60 A (10 min.) Duty cycle 100 % 40 A (40 C) Performance max. 30 mm Energy control continuous adjustable Perforated sheets cutting switch Cutting gas compressed air Pressure indicator pressure gauge Pilot current timer controlled Air post flow time adjustable Torch cooling compressed air Torch connection Plasma connector Power source inverter Protection IP 23 Weight 26 kg Dimensions L x W x H 535 x 230 x 465 mm Changes reserved. Plasma cutting torch: PR 81, gascooled PR 81 M, gascooled Cutting current: 80 A/100 V = 8 kw (60%) Plasma cutting unit C 82: Excellent cutting results and high efficiency are the two main arguments for the plasma cutting technology: Precise and continuous setting of the cutting current up to 80 A. Cutting performance up to 30 mm. Switch for: perforated sheet cutting Portable, small and light weight: only 26 kg. Supervision of the air pressure with warning indicator. Air post flow time adjustable. Plasma arc ignition with pilot arc. Plasma cutting process without pilot current. Central plasma torch connection for fast exchange of the torch. Safe operation due to a thermic sensor mounted in the power modul. Cutting torch PR 81 with safety trigger preventing an unintentional operation. Machine operation and adaption to robots possible (option). Approved for operation in confined areas, S-symbol. Option: Digital read out for cutting current. 2


43 Model Air-Cut 120 W With integrated water cooling system! Plasma cutting unit Air-Cut 120 W Integrated water cooling system. Extended life of the consumables, since max. temperature of the tips does not exceed 80 C at 120 A. Cutting performance up to 50 mm. Inclined front panel protected and clearly arranged. Three steps: 40, 80 and 120 A. Lock security system. Approved for operation in confined areas, (S-symbol). Cutting torch PR 122 W with safety trigger preventing an unintentional operation. Technical Data: Air-Cut 120 W 120 A step 80 A step 40 A step Internal torch fittings: easy accessibility, clearly arranged, with lock security system. Plasma cutting torch: PR 122 W, water cooled PR 121 W-M, water cooled Cutting current: 120 A/100 V = 12 kw (60 %) Primary: Compensation Power supply Frequency Max. current cos phi Fuse (slow) Secondary: No load voltage Working voltage Range Duty cycle 60 % Duty cycle 80 % Duty cycle 100 % Performance Pressure indicator Torch cooling system Protection Cooling Norm Weight Dimension L x W x H Changes reserved. without with 300 µf 48 A 37 A 0,5 0,7 50 A 280 V 280 V 100 V 100 V 120 A 120 A 120 A 120 A without with 300 µf 3 x 400 V 50 (60) Hz 34 A 26 A 0,7 0,8 35 A 280 V 280 V 100 V 100 V 80 A 80 A 80 A 80 A max. 50 mm pressure gauge integrated water cooling system IP 23 AF EN S /CE 240 kg 730 x 520 x 905 mm without with 300 µf 20 A 13 A 0,8 0,85 20 A 280 V 280 V 100 V 100 V 40 A 40 A 40 A 40 A 3
44 Merkle Plasma Cutting Units Plasma cutting with compressed air or other inexpensive gases is being used more every day as an alternative to acetylene. All conductive metals, hardened or non-hardened steels, alloys, aluminium and its alloys, copper, brass, cast iron and titanium can be easily cut with plasma. Plasma cutters are used in various branches as steel construction, assembly works, repairs, automobile repairs etc. The success of plasma cutting is simply the plasma beam, an electric arc, which produces an extremely narrow and intensive arc, with limited heat. The arc temperature is approximately C. Under this intensive heat the work piece heats so quickly that lateral heat transfer is limited to a minimum. This heat concentration, combined with an applied energy of 10 6 W/cm 2 provides rapid cutting and a small cut. Narrow cut width with high linear cutting speeds positively effects: raw material wages energy costs logistic requirements material distorsion. cutting speed (m/min) Cutting performance: Cutting performance, cutting speed and current depend on each other. The diagram shows the cutting speed in relation to the cutting performance for different currents A 80 A Operating costs: Performance Material: mild steel Carrier gas: compressed air Torches: model PR 81 model PR 122 W 120 A thickness (mm) An important factor in cutting materials is always the use and price of the carrier gas. Compressed air is easily available for a very low price. Due to a low demand quantity of the compressed air, the plasma cutting is a very economical method. Merkle Schweissanlagen-Technik GmbH Industriestrasse 3 D Koetz Germany Tel.: Fax: Internet: info@merkle.de 4