The Extrusion Press Maintenance Manual Free online at
|
|
|
- Marlene French
- 5 years ago
- Views:
Transcription
1
2 The Extrusion Press Maintenance Manual Free online at
3 Some ideas and images are from a presentation by Mr. Bill Dixon QED Extrusion Developments Inc.
4 Billet quality Best alloy for the application Dies Contact time Temperatures Ram speed Recovery Aging Process Process repeatability
5 Repeatability - Process Control Hit optimum conditions billet after billet Reduced variability Equipment reliability and controls Press alignment Billet heater Ram speed open loop/closed loop Pressure control
6 Quality casting Proper homogenization and quench Billet chemistry Low iron Mg-Si ratio Correct billet temperature Correct billet length
7 Homogenizing has 3 parts: Heat to temperature Soak to put MgSi in solution Quench rapidly to keep MgSi dispersed Rapid quench is most important
8 Alloy should be adjusted to customer requirements Extrudability decreases with higher alloy content --- especially excess magnesium Strength properties increase with higher Mg and Si content Surface brightness improves with lower Fe; 0.10 to 0.15% Cu also improves brightness
9 Alloy 6061 has high strength but extrudes slower and is difficult to quench Alloy 6005 has similar properties but extrudes faster and may be air quenched Alloy 6060 extrudes very fast and is OK in place of 6063 for many common applications

10 Sell the customer the most extrudable alloy that meets his requirements
11 Design Die production methods Simulation software Correct pre-heating Nitriding
12 Computer design of dies is standard but not yet automated --- human experience is still required Extrusion simulation software allows testing of the design, allowing corrections before the die is built First-run success is virtually guaranteed!
13

14
15 More information:
16 Contact time = Time the dummy block is in contact with the billet High availability / low mechanical downtime Low dead cycle time Fast die changes
17 Contact time = Time the dummy block is in contact with the billet Low process downtime Lubricating dies & billets Eliminate flared billets Die & billet delays Waiting on handling table
18 In each year there are: 8,766 hours = 525,960 minutes Sundays & holidays = 1584 hours Unplanned downtime: 5% = 360 hours Die changes = 239 hours Dead cycle time = 1247 hours

19 Production workers are idle Electric and gas costs continue (die & billet heaters, lights, motors) Only one item is worked on Reduce unplanned by doing planned maintenance on a regular basis Goal is < 3% unplanned Measure unplanned vs. planned downtime
20 Fast die changes require a unistation or rotostation die changer Each die change must be planned and efficient --- like a pit stop in a car race Goal is 30 seconds per change
21 Dead cycle is determined by equipment, but. Press must be left on automatic control (as much as possible) Dead cycle must be a benchmark or standard --- with bar chart of movements Check it regularly, correct if needed
22 Production Sundays & holidays Breakdowns Available for Production 60% Die changes Dead cycle
23 What is the ideal number of die openings? Studies indicate that in most cases, more holes will increase total production and profit. Shorter cycle times will offset the increase in end scrap.
24 Goal is to produce good extrusions with the first billet The die must be tested and corrected in advance Temperatures must be correct --- die, billet, backer & bolster
25 Some operators use the first billets to bring tooling up to correct temperature This is a waste of press time and billets Die oven and billet oven must be maintained and operated so as to produce the correct temperatures First billet should be extruded with all components at the correct temperature
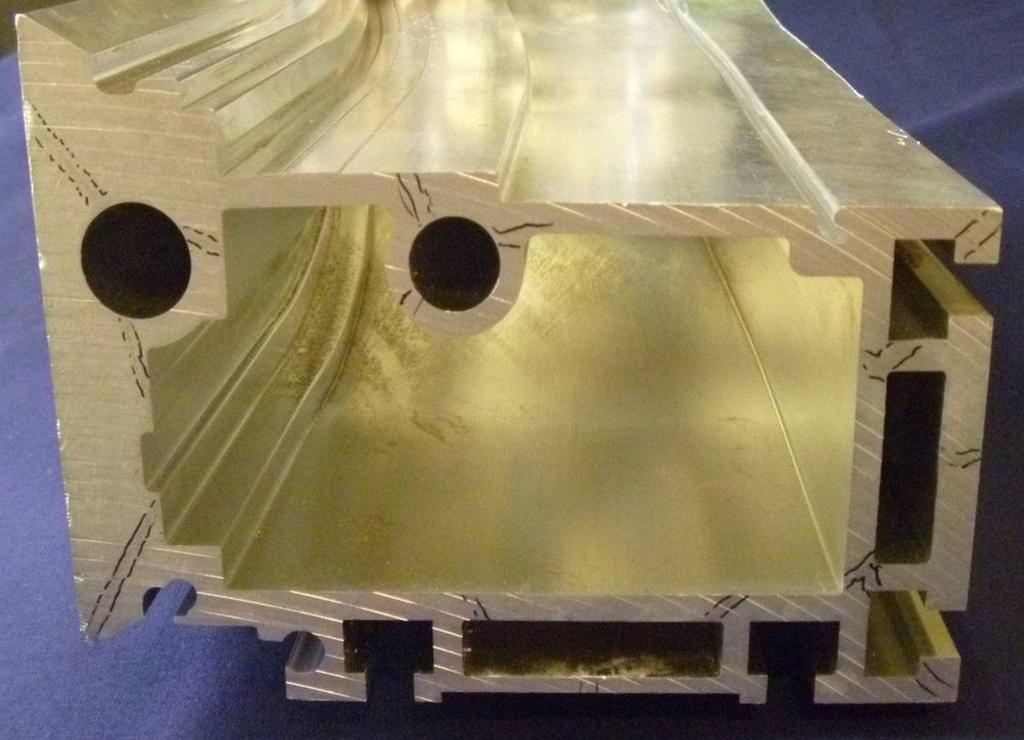
26 Billet Container Die
27 Extrusion Speed A limit diagram displays the boundaries within which extrusion can satisfactorily occur. At low billet temperatures, there is insufficient pressure to extrude, except at low speed Insufficient Pressure Billet Temperature Surface Problems Extrusion OK At high billet temperature, surface may tear, except at low speed Selecting billet temperature range can give good extrusion speed without pressure or tearing problems Improving Temperature control of billet provides opportunity for higher extrusion speed

28 ± 30 C 0 variance in billet temperature can result in 30% less extrusion speed or 30% longer extrusion time.
29 Let's now look at the combined effect of temperature and speed on Exit temperature The extrusion pressure curve Contact time We will consider the following scenarios: Optimum case Too cold billet Too hot billet plus correction Special case easy push die and/or lean alloy
30 Pressure Ram Speed Exit Temp Maximum Pressure allowable exit temp Min. allowable exit temp Set Ram Speed Accelerate quickly to set ram speed Extrusion Contact Cycle (secs)
31 Pressure Ram Speed Exit Temp Maximum allowable Pressure exit temp Set Ram Speed Min. allowable exit temp Longer acceleration period to reach desired ram speed Extrusion Contact Cycle (secs)
32 Pressure Ram Speed Exit Temp Maximum Pressure Max allowable exit temp Min. allowable exit temp Set Ram Speed Too hot billet under-utilizes available pressure Extrusion Contact Cycle (secs)
33 Pressure Ram Speed Exit Temp Maximum Pressure Max allowable exit temp Easy-push die/alloy underutilizes available pressure Min. allowable exit temp Set Ram Speed Minimum exit temperature can be difficult to achieve, requiring increased billet temperature, creating possible billet heater constraints. Extrusion Contact Cycle (secs)
34 Alloy Exit Temp ( o F) Min Max o F/sec Cooling Rate Time to 480 o F (secs) Solidus ( o F) Solvus ( o F) anodized A A toughness The conditions shown are generic for each alloy and each RECIPE will have SPECIFIC requirements. But generally the platen exit temperature can be targeted toward the maximum shown.
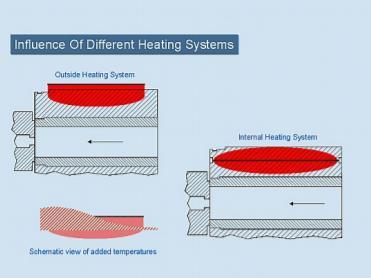
35 Container temperature is normally set to 400 o C, to avoid annealing the container* Most modern presses offer multiple temperature control zones and also cooling for the container * Per The Extrusion Press Maintenance Manual, Chapter 3, page 3-15


36
37
38 The following are generally accepted rules for preheating of die tooling: Solid Shape Dies - The preheat temperature is best determined by experience for each die; otherwise, 800 to 850 o F (425 to 455 o C) is recommended. Dies with critical tongue sections should be heated to higher temperatures. Hollow Dies - Porthole and Spider - Preheat to approximately 850 to 950 o F (455 to 510 o C). Bridge Dies - Temperature may be as much as 100 to 200 o F (55 to 110 o C) less than billet temperature, depending on the die ratio and shape. Bolsters for Solid Dies - Should be heated to the same temperature as the die and backer, or a minimum temperature of 400 o F (200 o C). Bolsters for Hollow Dies - Should be heated to the same temperature as the die assembly, and the bolster is to be transferred to the press with the die in the minimum length of time to retain the temperature required for extrusion. Soak time - After reaching temperature on the surface, tooling must soak for ¾ hour per inch of thickness for the entire tool to reach uniformity, in an oven with air circulation. (In a still-air oven, allow 1 hour soak per inch of thickness.) From Extrusion Press Maintenance Manual, Chapter 10, page 10-4
.")
39 Bridge Dies - Temperature may be as much as 100 to 200 F (55 to 110 C) less than billet temperature, depending on the die ratio and shape. Bolsters for Solid Dies - Should be heated to the same temperature as the die and backer, or a minimum temperature of 400 o F (200 o C). Bolsters for Hollow Dies - Should be heated to the same temperature as the die assembly, and the bolster is to be transferred to the press with the die in the min Soak time - After reaching temperature on the surface, tooling must soak for ¾ hour per inch of thickness for the entire tool to reach uniformity, in an oven with air


40


41 Temperature controls must be calibrated on a regular schedule

42 Nitriding increases die life by more than 150% Increase in profile weight due to die wear is also minimized Dies may be re-nitrided periodically There are several competing systems and processes on the market
43 Fluidized bed Gas nitriding Vacuum nitriding Ion plasma nitriding
44 Whenever possible use a billet temperature to break through at maximum available pressure for 2-3 secs. Select the highest ram speed to achieve the highest exit temperature in the allowable range for the alloy. Make the die design produce the required shape under these conditions. Ensure the cooling capability can meet the required cooling rate at the optimized speed. For leaner alloy variants, and easy push dies, the billet temperature may have to be increased to achieve the required exit temperature. Possible heater constraint & extended dead cycles. Consider larger container & increase extrusion ratio.
45 Correct billet length (hot saw or shear) Minimum butt length No rejected billets No flared billets Minimum end scrap & stretcher scrap

46 Coring problems may require longer butts


47

48 Press Maintenance Manual Chapter 3, pages 25-27

49 Excess end scrap and flared billets
50 Unplanned scrap: Defects blisters, die lines, tearing Run-out variations Bad shape or dimensions Start-up losses

51 Avoid excess runout / end scrap
52 Extrusions in Al-Mg-Si family are aged to improve properties Called age hardening but goal is not hardness, but increased ultimate tensile strength and yield strength The precipitation process is quite complex and involves the solubility of inter-metallic clusters that precipitate within the alloy
53 Aging cycle is determined by alloy Good properties require uniform temperatures and uniform time-attemperature Uniform temperature depends on how the oven is loaded Prevent hot air from by-passing the load Take temperature surveys to assure quality
54 Natural aging occurs with time, but requires too much time and floor space in the plant
55 Natural Aging
56 Plants use artificial aging in ovens to achieve maximum properties with efficient use of time and floor space
57 Artificial Aging
58 These charts from the paper Precipitation Aging by R.W. Hains show that maximum properties are achieved quickly under controlled temperatures and time. From these and similar references the ideal process parameters of time and temperature can be defined for ageing profiles of different alloys. A common process for ageing alloy 6063 is at 185 o C (365 o F) for 4 to 5 hours. Most problems that occur are caused by non-uniformity of temperatures throughout the oven and throughout the load.
59 Most important to uniform ageing is how the oven is loaded. Following are examples of incorrect loading practices:

60 Loading the Oven Profiles are packed into tight bundles with no chance for air contact

61 Loading the Oven Hot air will pass over the load, not through the profiles
62 Most important principle: heat transfer is by convection Hot air must pass through the load, with maximum contact with the extrusions If hot air can by-pass the load, over the top or around the sides, ageing will not be uniform and the heating cycle will be much longer

63 Loading the Oven

64 Loading the Oven
65 The age cycle has two parts: Heat-up, or time for the entire load to reach temperature, and Time at correct temperature for ageing or precipitation Must assure that the entire load is at the correct temperature for the specified time
66 Conduct frequent surveys of oven temperature, to assure uniform temperatures Locate thermocouples throughout the oven to check for hot and cold places Make surveys every 3 months to 1 year

67 Surveying The Oven
68 What oven design is best? Most age ovens in North America are end-flow type
69 End-Flow Ovens
70 End-Flow Ovens Advantages: better thermal efficiency more open area within the load for air flow not affected by short profile loads Requires less floor space Cheaper to build Disadvantages: less temperature uniformity end-to-end

71 Cross-Flow Oven
72 Cross-Flow Ovens Advantages: better temperature uniformity Disadvantages: less thermal efficiency less open area for air flow adverse effect for short profile loads (air can by-pass the load) More expensive and more floor space required

73 Oven Loading: Cross-Flow or End-Flow?
74 Decision: Cross-Flow or End-Flow? Consider the mix of profiles to be aged: How are they stacked? Is there space between the layers? What is the maximum open space for air flow? Does the length of loads allow bypassing? Can air by-passing be avoided?
75 A study by Mr. Bob Werner was presented at ET 84 Seminar He concluded that Webster hardness testing is not reliable enough for testing the properties of ageing. He recommended full tensile and yield testing as first choice Barcol is second choice Rockwell E is the third choice

76
77 With alloy 6063, average ram speed = 23 inches/min (1 cm/sec) & 80% recovery: 7 press = 2720 lbs/hr = 1236 kg/hr 8 press = 3500 lbs/hr = 1590 kg/hr 9 press = 4400 lbs/hr = 2000 kg/hr These benchmarks are high but not world class. We must exceed these to remain competitive in world markets.

78 At a contact efficiency of 65%, average ram speed of 30 inch/min, and a net recovery of 82% 7" = 3940 lbs/hr = 1797 kg/hr 8" = 5100 lbs/hr = 2318 kg/hr 9" = 6400 lbs/hr = 2909 kg/hr Where are you today? Ask yourself what can you do to optimize and achieve these levels of productivity?

79 Please contact me at: Tel