A Comparative Study of Joint Efficiency for AHSS
|
|
|
- Geraldine Dean
- 5 years ago
- Views:
Transcription
1 A Comparative Study of Joint Efficiency for AHSS John Bohr A/SP Joining Technologies Team
2 MISSION STATEMENT The Auto/Steel Partnership (A/SP) leverages the resources of the automotive, steel and related industries and is an organization dedicated to: Developing solutions where steel is the "competitive material of choice" in a changing automotive market; Using inter-company and inter-industry industry cooperative programs to ensure the success of the member companies; Resolving, proactively, governmental regulatory agency requirements and customer needs.



3 Joint Efficiency Project Phase II
4 Project Description Conduct a study on various grades of steel to quantify joint efficiency, stiffness, and energy of various joining and bonding methods. Based on lessons learned from Phase I, overlaps were reduced to 15mm and coach peel configurations were added for some processes. Various length welds and brazes were also used.
5 Metrics Explained Joint efficiency was calculated as the peak load of the joint divided by the peak load of the parent metal. Parent Metal Peak Load = 14,533 N JE = 9,908N / 14,533N Joint Peak Load = 9,908 N JE = 68%
6 Metrics Explained Energy was calculated as the area under the load/displacement curve up to peak load. Stiffness was calculated as the slope of the best fit line in the elastic region. Joint energy and stiffness were normalized with respect to parent metal energy and stiffness.
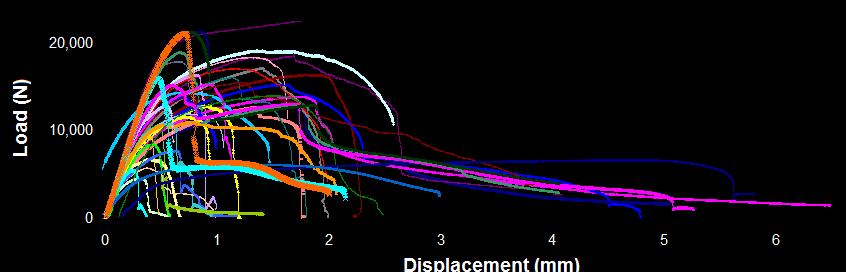
7 Energy Calculations Energy up to peak load was calculated for all joints. Energy at higher displacement or up to complete fracture can be much higher.
8 Energy Calculations Load (N) Displacement (mm) RSW/Adhesive A SPR/Adhesive A Some of the coach peel SPR/RSW adhesive joints had two load spikes in the load/displacement curves. One occurred at very short displacement and the other at longer displacement. Energy was only calculated up to peak load, whether is was at short displacement or longer displacement. The low energy values reported for some processes may be due to the calculation method and not poor joint performance.
9 Material Data 1.2 mm galvanized mild steel 1.2 mm electro-galvanized HSLA 1.2 mm galvanized DP mm galvannealed DP mm electro-galvanized M190 Mild HSLA DP600 DP780 M190 C Si Mn P S Ni Cr Mo V Cu Ti Al Nb N


10 Microstructures Mild HSLA DP600 shown at higher magnification DP780 M190 shown at higher magnification
11 Parent Metal Load/Displacement Curves
12 Lap Shear Test Configuration Matrix resistance spot welding gas metal arc welding/brazing laser welding/brazing mechanical fasteners adhesive bonding
13 Coach Peel Test Configuration Matrix
14 Methodology Process setup verifications* were performed prior to tensile samples being produced in order to ensure quality joints. Five samples were prepared for each welding / joining process. (45 mm x 105 mm coupons). Test specimens were made to reflect typical joints consistent with automotive industry acceptance criteria. For each process, two specimens were tensile tested. If peak loads were within 5%, the data from the specimen with the lowest peak load was used. If peak loads were not within 5%, a third specimen was tested, the data from the specimen with the median peak load was used. *Note: Except for the A/SP Starting Weld Schedules


15 Methodology Lap shear joints were centered in the overlap for all processes except lap fillet welds and brazes.


16 Methodology Coach peel joints were centered in the overlap for all processes.



17 Cross-Section Examples
18 Average Peak Loads Peak Load (N) Mild HSLA DP600 DP780 M190 Coach Peel Lap Shear Peak loads generally increased as material strength increased for lap shear joints.
19 Average Lap Shear Joint Efficiencies, Normalized Energies and Stiffnesses Percent Mild HSLA DP600 DP780 M190 Joint Efficiency Normalized Energy Normalized Stiffness Joint efficiency generally decreased as material strength increased for lap shear joints. Normalized stiffness increased slightly as material strength increased.
20 Average Coach Peel Joint Efficiencies, Normalized Energies and Stiffnesses Percent Mild HSLA DP600 DP780 M190 Joint Efficiency Normalized Energy Normalized Stiffness Joint efficiency generally decreased as material strength increased for coach peel joints. There appears to be no correlation between normalized energy/stiffness and material strength.
21 Mild Steel Lap Shear 25% Resistance Spot Weld 2 15% 1 Resistance Spot Weld 5% Joint Efficiency Normalized Energy SPR/Adhesive C Fracture Toughened Adhesive C Manual GMAW (AWS D8.8M - 25mm fillet) GMAW (AWS D8.8M - 25mm fillet) Laser MIG (25mm lap fillet) Laser (25mm lap fillet) Laser (20mm lap) RSW/Adhesive C Manual GMAW (AWS D8.8M - 20mm fillet) Laser MIG (20mm lap fillet) Plasma Braze (25mm lap fillet) GMAW (AWS D8.8M - 20mm fillet) GMAW - Plug Weld (10mm hole) Arc Braze - Plug Joint (10mm hole) Laser (staple geometry) Arc Braze (25mm lap fillet) Laser (20mm lap fillet) Plasma Braze (20mm lap fillet) GMAW - Arc Spot RSW Starting Schedule (DC) Laser (15mm lap) Laser MIG (15mm lap fillet) Manual GMAW (AWS D8.8M - 15mm fillet) Plasma Braze (15mm lap fillet) Laser Braze (25mm lap GMAW (AWS D8.8M - 15 RSW Starting Arc Bra Resistance S SPR/Adhesive A SPR/Adhesive B Fracture Toughened Adhesive A Manual GMAW (AWS D8.8M - 25mm fillet) RSW/Adhesive B Laser (25mm lap fillet) GMAW (AWS D8.8M - 25mm fillet) RSW/Adhesive A Laser (staple geometry) Fracture Toughened Adhesive B RSW/Adhesive C SPR/Adhesive C Laser (20mm lap) Laser Mig (25mm lap fillet) GMAW - Plug Weld (10mm hole) Arc Braze - Plug Joint (10mm hole) Fracture Toughened Adhesive C Manual GMAW (AWS D8.8M - 20mm fillet) Hemlok Rivet RSW Starting Schedule (DC) Laser Mig (20mm lap fillet) GMAW (AWS D8.8M - 20mm fillet) Laser (20mm lap fillet) GMAW - Arc Spot Plasma Braze (25mm lap fillet) Plasma Braze (20mm lap fillet) Laser (15mm lap) RSW Starting Schedule (AC) Arc Braze (25mm lap fillet) Resistance Spot Weld (AWS D8.1M) Plasma Braze (15mm lap f Laser Mig (15mm GMAW (AWS D8.8M Manual GMAW (AWS D SPR/Adhesive SPR/Adhesive Fracture Toughened Adhesive Fracture Toughened Adhesive RSW/Adhesive B RSW/Adhesive A SPR/Adhesive A SPR/Adhesive B Fracture Toughened Adhesive A Fracture Toughened Adhesive B
22 Hemlok Rivet Fracture Toughened A Fr 5 45% 4 35% 3 25% 2 15% Mild Steel Coach Peel 11% 1 9% 8% Resistance Spot Weld 7% 6% 5% 4% 3% Resistance Spot Weld Joint Efficiency Normalized Energy Laser (15mm lap) Laser (staple geometry) Arc Braze - Plug Joint (10mm hole) Fracture Toughened Adhesive A GMAW - Plug Weld (10mm hole) A/SP RSW Starting Schedule (DC) RSW/Adhesive C A/SP RSW Starting Schedule (AC) RSW/Adhesive A RSW/Adhesive B GMAW - Arc Spot SPR/Adhesive A SPR/Adhesive B Fracture Toughened Adhesive C Resistance Spot SPR/Ad 1 5% 2% 1% Laser (20mm lap) Laser (15mm lap) Laser (staple geometry) RSW/Adhesive C GMAW - Plug Weld (10mm hole) A/SP RSW Starting Schedule (DC) A/SP RSW Starting Schedule (AC) RSW/Adhesive B Arc Braze - Plug Joint (10mm hole) SPR/Adhesive A SPR/Adhesive C Self Pierce Rivet Resistance Spot Weld (AWS D8.1M) GMAW - Arc Spot Laser (20, 25, 15mm lap) Laser (20, 25, 15mm lap) Laser (20mm lap)
23 Arc Braze (25mm lap f Plasma Braze (25mm SPR Plasma Bra HSLA Lap Shear 6% Resistance Spot Weld 5% 4% 3% 2% Resistance Spot Weld Joint Efficiency Normalized Energy RSW/Adhesive A Laser MIG (25mm lap fillet) RSW/Adhesive C Manual GMAW (AWS D8.8M - 25mm fillet) Laser (25mm lap fillet) GMAW (AWS D8.8M - 25mm fillet) Laser MIG (20mm lap fillet) Laser (20mm lap) SPR/Adhesive C Laser (20mm lap fillet) Manual GMAW (AWS D8.8M - 20mm fillet) Laser (staple geometry) GMAW - Plug Weld (10mm hole) Laser MIG (15mm lap fillet) GMAW (AWS D8.8M - 20mm fillet) RSW Starting Schedule (DC) Laser (15mm lap) Arc Braze - Plug Joint (10mm hole) Fracture Toughened Adhesive C RSW Starting Schedule (AC) GMAW (AWS D8.8M - 15mm fillet) Plasma Braze (25mm lap fillet) Manual GMAW (AWS D8.8M - 15mm fillet) Plasma Braze (20mm lap fillet) GMAW - Arc Spot Resistance Spot Weld (AWS D8 Arc Braze (25mm Plasma Braze ( Laser Bra 1% Laser Mig (25mm lap fillet) Laser (25mm lap fillet) Hemlok Rivet Laser (20mm lap) Laser (20mm lap fillet) Laser (staple geometry) Manual GMAW (AWS D8.8M - 25mm fillet) RSW Starting Schedule (DC) Laser Mig (20mm lap fillet) GMAW (AWS D8.8M - 25mm fillet) Resistance Spot Weld (AWS D8.1M) Manual GMAW (AWS D8.8M - 20mm fillet) Laser (15mm lap) RSW/Adhesive B Fracture Toughened Adhesive A RSW Starting Schedule (AC) Fracture Toughened Adhesive B Laser Mig (15mm lap fillet) RSW/Adhesive A SPR/Adhesive A SPR/Adhesive B GMAW (AWS D8.8M - 20mm fillet) GMAW - Plug Weld (10mm hole) RSW/Adhesive C GMAW - Arc Spot Arc Braze - Plug Joint (10mm hole) GMAW (AWS D8.8M - 15mm fillet) Manual GMAW (AWS D8.8M - 15mm fillet) Fracture Toughened Adhesive C Self Pierce Rivet SPR/Adhesive Fracture Toughened Adhesive Laser MIG (25mm lap fillet) SPR/Adhesive A Fracture Toughened Adhesive A SPR/Adhesive B RSW/Adhesive B Fracture Toughened Adhesive B
24 35% 3 25% 2 15% 1 HSLA Coach Peel 11% 1 9% 8% Resistance Spot Weld 7% 6% 5% 4% 3% Resistance Spot Weld Joint Efficiency Normalized Energy Laser (15mm lap) Laser (staple geometry) Fracture Toughened Adhesive A RSW/Adhesive A RSW/Adhesive B Resistance Spot Weld (AWS D8.1M) RSW/Adhesive C GMAW - Plug Weld (10mm hole) Fracture Toughened Adhesive C A/SP RSW Starting Schedule (AC) Fracture Toughened Adhesive B GMAW - Arc Spot SPR/Adhesive B SPR/Adhesive A A/SP RSW Sta Hem 5% 2% 1% Laser (20mm lap) Laser (15mm lap) Laser (staple geometry) RSW/Adhesive B RSW/Adhesive C Resistance Spot Weld (AWS D8.1M) A/SP RSW Starting Schedule (AC) GMAW - Plug Weld (10mm hole) SPR/Adhesive A SPR/Adhesive C Hemlok Rivet A/SP RSW Starting Schedule (DC) SPR/Adhesive B Self Pierce Rivet Arc Braze - Plug Joint (10 Fracture Tou GMAW - Arc Spot Laser (20, 25, 15mm lap) Laser (20, 25, 15mm lap) Laser (20mm lap)
25 Self Pierce Rivet RSW/Adhesive C Fracture Toughened Adhesive SPR/Adhe Arc Braze (25 Arc Braz Plasma Pla RSW/Adhesive B GMAW (AWS D8.8M - 20mm fillet) GMAW (AWS D8.8M - 15mm fillet) Manual GMAW (AWS D8.8M - 15mm fillet) DP600 Lap Shear Resistance Spot Weld 6% 5% 4% 3% 2% Resistance Spot Weld Joint Efficiency Normalized Energy RSW/Adhesive B GMAW (AWS D8.8M - 25mm fillet) Fracture Toughened Adhesive B Laser (20mm lap) Laser MIG (20mm lap fillet) Laser (20mm lap fillet) Manual GMAW (AWS D8.8M - 25mm fillet) Laser (25mm lap fillet) SPR/Adhesive C GMAW - Plug Weld (10mm hole) Laser (staple geometry) Manual GMAW (AWS D8.8M - 20mm fillet) RSW/Adhesive C RSW Starting Schedule (AC) Laser MIG (15mm lap fillet) GMAW - Arc Spot RSW Starting Schedule (DC) GMAW (AWS D8.8M - 20mm fillet) Laser (15mm lap) Fracture Toughened Adhesive C Resistance Spot Weld (AWS D8.1M) Laser (15mm lap fillet) GMAW (AWS D8.8M - 15mm fillet) Manual GMAW (AWS D8.8M - 15mm fillet) Arc Braze - Plug Joint (10mm hole Arc Braze (25mm lap Plasma Braze (20mm Plasma Braze ( Laser Bra Ar 1% SPR/Adhesive A Hemlok Rivet RSW Starting Schedule (AC) Laser (20mm lap fillet) Laser Mig (25mm lap fillet) Laser (staple geometry) RSW Starting Schedule (DC) GMAW (AWS D8.8M - 25mm fillet) Laser (20mm lap) Resistance Spot Weld (AWS D8.1M) Laser Mig (20mm lap fillet) GMAW - Arc Spot GMAW - Plug Weld (10mm hole) Laser (25mm lap fillet) Laser (15mm lap fillet) Fracture Toughened Adhesive A RSW/Adhesive A Manual GMAW (AWS D8.8M - 20mm fillet) Laser Mig (15mm lap fillet) Manual GMAW (AWS D8.8M - 25mm fillet) SPR/Adhesive B Laser (15mm lap) Fracture Toughened Adhesive B Arc Braze - Plug Joint (10mm hole) SPR/RSW Adhesive SPR/Adhesive Fracture Toughened Adhesive Hemlok Rivet SPR/Adhesive A Fracture Toughened Adhesive A RSW/Adhesive A SPR/Adhesive B Laser MIG (25mm lap fillet)
26 SPR/Adhesive C 2 15% 1 5% DP600 Coach Peel 11% 1 9% Resistance Spot Weld 8% 7% 6% 5% 4% 3% Resistance Spot Weld Joint Efficiency Normalized Energy Laser (15mm lap) Laser (staple geometry) RSW/Adhesive B RSW/Adhesive C A/SP RSW Starting Schedule (AC) Hemlok Rivet RSW/Adhesive A GMAW - Plug Weld (10mm hole) Fracture Toughened Adhesive A Resistance Spot Weld (AWS D8.1M) SPR/Adhesive A SPR/Adhesive B GMAW - Arc Spot Self Pierce Rivet Fracture Toughened Adhes Fracture Toughen 2% 1% Laser (20mm lap) Laser (15mm lap) Laser (staple geometry) RSW/Adhesive C RSW/Adhesive B RSW/Adhesive A A/SP RSW Starting Schedule (AC) Hemlok Rivet Resistance Spot Weld (AWS D8.1M) GMAW - Plug Weld (10mm hole) GMAW - Arc Spot SPR/Adhesive B Self Pierce Rivet A/SP RSW Starting Schedule (DC) Arc Braze - Plug Joint (10 Fracture Tou Laser (20, 25, 15mm lap) Laser (25, 20, 15mm lap) Laser (20mm lap)
27 DP780 Lap Shear 6% 5% Resistance Spot Weld 4% 3% 2% Resistance Spot Weld Laser (20mm lap) RSW/Adhesive B RSW/Adhesive C Arc Braze - Plug Joint (10mm hole) Resistance Spot Weld (AWS D8.1M) Laser Mig (20mm lap fillet) Laser (25mm lap fillet) Laser (15mm lap) GMAW - Plug Weld (10mm hole) Laser Mig (15mm lap fillet) GMAW (AWS D8.8M - 20mm fillet) RSW Starting Schedule (AC) Laser (20mm lap fillet) Manual GMAW (AWS D8.8M - 20mm fillet) Self Pierce Rivet Laser (15mm lap fillet) SPR/Adhesive A Fracture Toughened Adhesive A RSW/Adhesive A GMAW - Arc Spot SPR/Adhesive C GMAW (AWS D8.8M - 15mm fillet) SPR/Adhesive B Manual GMAW (AWS D8.8M - 15mm fille Arc Braze (25mm la Fracture Toughened Arc Braze Fracture To Plasm Joint Efficiency Normalized Energy 1% Laser MIG (25mm fillet) GMAW (25mm fillet) Laser MIG (25mm fillet) GMAW (25mm fillet) Laser (20mm lap) Fracture Toughened Adhesive A Laser (staple geometry) SPR/Adhesive B GMAW (AWS D8.8M - 20mm fillet) RSW/Adhesive A Laser (25mm lap fillet) Laser MIG (15mm lap fillet) SPR/Adhesive C RSW Starting Schedule (DC) Manual GMAW (AWS D8.8M - 20mm fillet) Fracture Toughened Adhesive B Laser (15mm lap) RSW/Adhesive B RSW/Adhesive C Laser (20mm lap fillet) Resistance Spot Weld (AWS D8.1M) GMAW - Plug Weld (10mm hole) Arc Braze - Plug Joint (10mm hole) Fracture Toughened Adhesive C Manual GMAW (AWS D8.8M - 15mm fillet) RSW Starting Schedule (AC) Arc Braze (25mm lap fillet) GMAW (AWS D8.8M - 15mm fillet) GMAW - Arc Sp Laser (15mm l Plasma Braze (25m Plasma Braze Laser B A Laser Mig (25mm lap fillet) Manual GMAW (AWS D8.8M - 25mm fillet) Hemlok Rivet Laser (staple geometry) RSW Starting Schedule (DC) GMAW (AWS D8.8M - 25mm fillet) Laser MIG (25mm lap fillet) Manual GMAW (AWS D8.8M - 25mm fillet) GMAW (AWS D8.8M - 25mm fillet) Laser MIG (20mm lap fillet) SPR/Adhesive A
28 15% 1 5% DP780 Coach Peel 11% 1 9% 8% Resistance Spot Weld 7% 6% 5% 4% 3% Resistance Spot Weld Joint Efficiency Normalized Energy Laser (20mm lap) 2% 1% Hemlok Rivet Laser (15mm lap) Fracture Toughened Adhesive A RSW/Adhesive B Resistance Spot Weld (AWS D8.1M) GMAW - Plug Weld (10mm hole) SPR/Adhesive A SPR/Adhesive B RSW/Adhesive A RSW/Adhesive C Fracture Toughened Adhesive B SPR/Adhesive C Fracture Toughened Adhesive C Arc Braze Self Pierce R GM Laser (20mm lap) Laser (15mm lap) Laser (staple geometry) Hemlok Rivet RSW/Adhesive B SPR/Adhesive C RSW/Adhesive A Resistance Spot Weld (AWS D8.1M) SPR/Adhesive A GMAW - Plug Weld (10mm hole) Self Pierce Rivet SPR/Adhesive B A/SP RSW Starting Schedule (DC) A/SP RSW Starting Schedule (AC) GMAW - Arc Spot Arc Braze - Plug Joint (1 Fracture To Fr Laser (25, 20mm lap) Laser (staple) Laser (25, 20, 15mm lap) Laser (staple geometry)
29 Arc Braze (25mm Plasma Braze ( Plasma Br M190 Lap Shear 6% Resistance Spot Weld 5% 4% 3% 2% Resistance Spot Weld Joint Efficiency Normalized Energy Fracture Toughened Adhesive B Laser (staple geometry) Laser (20mm lap) GMAW (AWS D8.8M - 20mm fillet) Manual GMAW (AWS D8.8M - 20mm fillet) Laser MIG (20mm lap fillet) Fracture Toughened Adhesive C RSW Starting Schedule (DC) GMAW - Plug Weld (10mm hole) Resistance Spot Weld (AWS D8.1M) Laser MIG (15mm lap fillet) RSW Starting Schedule (AC) Laser (15mm lap) GMAW (AWS D8.8M - 15mm fillet) 1% Laser (20mm lap fillet) Plasma Braze (25mm lap fillet) Plasma Braze (20mm lap fillet) Manual GMAW (AWS D8.8M - 15mm fillet) GMAW - Arc Arc Braze (25mm Laser ( Plasma Br Arc Braze Hemlok Rivet GMAW - Plug Weld (10mm hole) Laser (25mm lap fillet) RSW/Adhesive A Manual GMAW (AWS D8.8M - 25mm fillet) Laser Mig (25mm lap fillet) RSW/Adhesive B Fracture Toughened Adhesive A GMAW - Arc Spot RSW/Adhesive C Laser (staple geometry) GMAW (AWS D8.8M - 25mm fillet) RSW Starting Schedule (DC) Resistance Spot Weld (AWS D8.1M) Fracture Toughened Adhesive B GMAW (AWS D8.8M - 20mm fillet) Manual GMAW (AWS D8.8M - 20mm fillet) Laser (20mm lap) Laser Mig (20mm lap fillet) RSW Starting Schedule (AC) Laser Mig (15mm lap fillet) Laser (15mm lap) Fracture Toughened Adhesive C GMAW (AWS D8.8M - 15mm fillet) Laser (20mm lap fillet) Arc Braze - Plug Joint (10mm hole) Plasma Braze (20mm lap fillet) Manual GMAW (AWS D8.8M - 15mm Fracture Toughened Adhesive RSW/Adhesive Hemlok Rivet GMAW Plug Weld RSW/Adhesive C Laser MIG (25mm lap fillet) Laser (25mm lap fillet) GMAW (AWS D8.8M - 25mm fillet) Fracture Toughened Adhesive A RSW/Adhesive A RSW/Adhesive B Manual GMAW (AWS D8.8M - 25mm fillet)
30 1 5% M190 Coach Peel 12% 11% 1 9% Resistance Spot Weld 8% 7% 6% 5% 4% Resistance Spot Weld 3% Joint Efficiency Normalized Energy 2% 1% Laser (20mm lap) Laser (15mm lap) Hemlok Rivet GMAW - Plug Weld (10mm hole) RSW/Adhesive B RSW/Adhesive A Fracture Toughened Adhesive A A/SP RSW Starting Schedule (AC) Resistance Spot Weld (AWS D8.1M) RSW/Adhesive C Fracture Toughened Adhesive B Fracture Toughened Adhesiv A/SP RSW Starting Laser (20mm lap) Laser (15mm lap) Laser (staple geometry) Hemlok Rivet GMAW - Plug Weld (10mm hole) Arc Braze - Plug Joint (10mm hole) RSW/Adhesive B RSW/Adhesive A RSW/Adhesive C A/SP RSW Starting Schedule (AC) Resistance Spot Weld (AWS D8.1M) A/SP RSW Starting Schedule (DC) GMAW Fracture Laser Staple Laser (20, 25, 15mm lap) Laser (25, 20mm lap) Laser (staple geometry)
31 Lap Shear to Coach Peel Comparison Hemlok Rivet 6 2 DP780 - Lap Shear DP780 - Coach Peel 4 Joint Efficiency Joint Efficiency 2 CP Laser (staple geometry) CP Laser (20mm lap) CP Hemlok Rivet CP Laser (15mm lap) CP Fracture Toughened Adhesive (Henkel Terokal 4555B) CP RSW/Adhesive (Henkel Terokal 5089) CP Some processes that had low joint efficiency for lap joints showed comparatively higher joint efficiency for coach joints. Parent Metal UTS Laser MIG (25mm lap fillet) LS Manual GMAW (AWS D8.8M - 25mm fillet) LS LS GMAW (AWS D8.8M - 25mm fillet) LS Laser MIG (20mm lap fillet) LS SPR/Adhesive (Henkel Terokal 4555B) LS Laser (20mm lap) LS Fracture Toughened Adhesive (Henkel Terokal 4555B) LS Laser (staple geometry) LS SPR/Adhesive (Henkel Terokal 5089) LS GMAW (AWS D8.8M - 20mm fillet) LS RSW/Adhesive (Henkel Terokal 4555B) LS Laser (25mm lap fillet) LS Laser MIG (15mm lap fillet) LS SPR/Adhesive (Dow Betamate 1484) LS RSW Starting Schedule (DC) LS Manual GMAW (AWS D8.8M - 20mm fillet) LS Fracture Toughened Adhesive (Henkel Terokal 5089) LS Laser (15mm lap) LS RSW/Adhesive (Henkel Terokal 5089) LS RSW/Adhesive (Dow Betamate 1484) LS Laser (20mm lap fillet) LS Resistance Spot Weld (AWS D8.1M) LS GMAW - Plug Weld (10mm hole) LS Arc Braze - Plug Joint (10mm hole) LS Fracture Toughened Adhesive (Dow Betamate 1484) LS Manual GMAW (AWS D8.8M - 15mm fillet) LS RSW Starting Schedule (AC) LS Arc Braze (25mm lap fillet) LS GMAW (AWS D8.8M - 15mm fillet) LS GMAW - Arc Spot LS Laser (15mm lap fillet) LS Plasma Braze (25mm lap fillet) LS Plasma Braze (15mm lap fillet) LS Laser Braze (20mm lap fillet) LS Arc Braze (20mm lap fillet) LS Laser Braze (25mm lap fillet) LS Arc Braze (15mm lap fillet) LS Plasma Braze (20mm lap fillet) LS Hemlok Rivet LS Laser Braze (15mm lap fillet) LS Self Pierce Rivet LS Resistance Spot Weld (AWS D8.1M) CP GMAW - Plug Weld (10mm hole) CP SPR/Adhesive (Henkel Terokal 4555B) CP SPR/Adhesive (Henkel Terokal 5089) CP RSW/Adhesive (Henkel Terokal 4555B) CP RSW/Adhesive (Dow Betamate 1484) CP Fracture Toughened Adhesive (Henkel Terokal 5089) CP SPR/Adhesive (Dow Betamate 1484) CP Fracture Toughened Adhesive (Dow Betamate 1484) CP Self Pierce Rivet CP GMAW - Arc Spot CP Arc Braze - Plug Joint (10mm hole) CP A/SP RSW Starting Schedule (DC) CP A/SP RSW Starting Schedule (AC) CP
32 Lap Shear to Coach Peel Comparison Fracture Toughened Adhesive 10 5 Mild - Lap Shear Mild - Coach Peel 45% % 3 25% 2 Joint Efficiency 6 4 Joint Efficiency 15% 2 1 5% Laser (20mm lap) Laser (15mm lap) Laser (staple geometry) Arc Braze - Plug Joint (10mm hole) Fracture Toughened Adhesive A GMAW - Plug Weld (10mm hole) A/SP RSW Starting Schedule (DC) RSW/Adhesive C A/SP RSW Starting Schedule (AC) RSW/Adhesive A RSW/Adhesive B GMAW - Arc Spot SPR/Adhesive A SPR/Adhesive B Fracture Toughened Adhesive C SPR/Adhesive C Resistance Spot Weld (AWS D8.1M) Self Pierce Rivet Fracture Toughened Adhesive B SPR/Adhesive A SPR/Adhesive B Fracture Toughened Adhesive A RSW/Adhesive B RSW/Adhesive A Fracture Toughened Adhesive B SPR/Adhesive C Fracture Toughened Adhesive C Manual GMAW (AWS D8.8M - 25mm fillet) GMAW (AWS D8.8M - 25mm fillet) Laser MIG (25mm lap fillet) Laser (25mm lap fillet) Laser (20mm lap) RSW/Adhesive C Manual GMAW (AWS D8.8M - 20mm fillet) Laser MIG (20mm lap fillet) Plasma Braze (25mm lap fillet) GMAW (AWS D8.8M - 20mm fillet) GMAW - Plug Weld (10mm hole) Arc Braze - Plug Joint (10mm hole) Laser (staple geometry) Arc Braze (25mm lap fillet) Laser (20mm lap fillet) Plasma Braze (20mm lap fillet) GMAW - Arc Spot RSW Starting Schedule (DC) Laser (15mm lap) Laser MIG (15mm lap fillet) Manual GMAW (AWS D8.8M - 15mm fillet) Plasma Braze (15mm lap fillet) Laser Braze (25mm lap fillet) GMAW (AWS D8.8M - 15mm fillet) RSW Starting Schedule (AC) Arc Braze (20mm lap fillet) Resistance Spot Weld (AWS D8.1M) Laser Braze (20mm lap fillet) Laser (15mm lap fillet) Arc Braze (15mm lap fillet) Laser Braze (15mm lap fillet) Hemlok Rivet Self Pierce Rivet Hemlok Rivet Some processes that had high joint efficiency for lap joints showed comparatively lower joint efficiency for coach joints.
33 GMAW and Laser Comparison 8 Joint Efficiency mm 25mm GMAW (AWS D8.8M -15mm fillet) GMAW AWS (D8.8M - 25mm fillet) Laser (15mm lap) Resistance Spot Weld (AWS D8.1M) Mild Steel HSLA DP600 DP780 M190 Material
34 15mm Lap Joint Weld/Braze/RSW Comparison 5 45% 4 Welds Arc Braze (15mm lap fillet) Joint Efficiency 35% 3 25% 2 15% Brazes GMAW (AWS D8.8M - 15mm fillet) Laser (15mm lap) Resistance Spot Weld (AWS D8.1M) 1 Laser Braze (15mm lap fillet) 5% Mild Steel HSLA DP600 DP780 M190 Material
35 Lap Shear Process Comparisons Jo oint Efficiency Arc Braze - Plug Joint (10mm hole) Arc Braze (25mm lap fillet) GMAW - Arc Spot GMAW - Plug Weld (10mm hole) Hemlok Rivet Mild Steel HSLA DP600 DP780 M190 Material
36 Coach Peel Process Comparisons 2 Joint Efficiency 15% 1 5% Arc Braze - Plug Joint (10mm hole) GMAW - Arc Spot GMAW - Plug Weld (10mm hole) Hemlok Rivet Mild Steel HSLA DP600 DP780 M190 Material
37 Phase I to Phase II Joint Efficiency Comparison The calculated joint efficiency was similar for like materials, with the exception of adhesive joints, for Phases I and II. Phase I joint efficiency was higher for adhesive joints due to the larger wet out (bonded) area.
38 Observations The materials tested, including the new Advanced High Strength Steels, can be successfully joined by a multitude of welding and joining processes. All welding, brazing, and adhesive processes were used successfully on the steels tested in this study. Due to process limitations and the low ductility of the higher strength steels, certain mechanical fasteners may not be compatible with some grades and gauges of AHSS.
39 Observations It was observed that peak loads tended to increase, on average, as material strength increased for lap joints. Joint efficiency generally decreased as material strength increased. Joint strength did not increase in proportion to parent material strength increase for most of the processes and materials studied.
40 Observations In general, there was no correlation between joint efficiency, normalized energy, and normalized stiffness. Some processes, joint configurations and material combinations have high joint efficiency and energy, while others have high joint efficiency but low energy. Few processes showed high values for all metrics across all materials and joint configurations.
41 Observations Coach joints generally showed lower joint efficiency and stiffness than lap joints. Some processes that had comparatively high joint efficiency in lap joints showed low joint efficiency in coach joints. The opposite was also true. While many generalizations can be made, metrics vary significantly. Therefore, process and material combinations should be selected based on the required performance, joint design, and cost.
42 Mild Steel Lap Shear Data Mild Lap Shear Joining Process Joint Efficiency Normalized Energy Normalized Stiffness Peak Load (N) Energy (J) Stiffness (N/mm) Displacement at Peak Load (mm) Parent Metal A/SP RSW Starting Schedule (AC) 45% 3% 58% A/SP RSW Starting Schedule (DC) 48% 5% 35% Arc Braze - Plug Joint (10mm hole) 56% 6% 74% Arc Braze (15mm lap fillet) 36% 1% 58% Arc Braze (20mm lap fillet) 43% 1% 76% Arc Braze (25mm lap fillet) 54% 3% 77% Fracture Toughened Adhesive A 88% 15% 93% Fracture Toughened Adhesive B 76% 7% 94% Fracture Toughened Adhesive C 71% 5% 94% GMAW - Arc Spot 51% 4% 78% GMAW - Plug Weld (10mm hole) 58% 6% 71% GMAW (AWS D8.8M - 15mm fillet) 46% 2% 72% GMAW (AWS D8.8M - 20mm fillet) 58% 4% 81% GMAW (AWS D8.8M - 25mm fillet) 68% 8% 81% Hemlok Rivet 24% 5% 15% Laser (15mm lap fillet) 38% 2% 59% Laser (15mm lap) 48% 3% 69% Laser (20mm lap fillet) 54% 4% 68% Laser (20mm lap) 6 6% 71% Laser (25mm lap fillet) 65% 8% 75% % Laser (staple geometry) 55% 7% 68% Laser Braze (15mm lap fillet) 31% 64% Laser Braze (20mm lap fillet) 4 1% 69% Laser Braze (25mm lap fillet) 46% 1% 73% Laser Mig (15mm lap fillet) 47% 2% 65% Laser Mig (20mm lap fillet) 59% 4% 75% Laser Mig (25mm lap fillet) 66% 6% 69% Manual GMAW (AWS D8.8M - 15mm fillet) 46% 2% 71% Manual GMAW (AWS D8.8M - 20mm fillet) 59% 5% 77% Manual GMAW (AWS D8.8M - 25mm fillet) 68% 8% Plasma Braze (15mm lap fillet) 46% 2% 72% Plasma Braze (20mm lap fillet) 53% 4% 73% Plasma Braze (25mm lap fillet) 58% 4% 81% Resistance Spot Weld (AWS D8.1M) 42% 3% 52% RSW/Adhesive A 76% 8% 82% RSW/Adhesive B 77% 8% 89% RSW/Adhesive C 59% 7% 84% Self Pierce Rivet 23% 1% 34% SPR/Adhesive A 94% 24% 97% SPR/Adhesive B 91% 19% 94% SPR/Adhesive C 74% 7% 93%
43 Mild Steel Coach Peel Data Mild Coach Peel Joining Process Joint Efficiency Normalized Energy Normalized Stiffness Peak Load (N) Energy (J) Stiffness (N/mm) Displacement at Peak Load (mm) Parent Metal A/SP RSW Starting Schedule (AC) 16% 3% 2% A/SP RSW Starting Schedule (DC) 17% 3% 2% Arc Braze - Plug Joint (10mm hole) 18% 3% 3% Fracture Toughened Adhesive A 17% 34% Fracture Toughened Adhesive B 9% 23% Fracture Toughened Adhesive C 11% 24% GMAW - Arc Spot 13% 2% 3% GMAW - Plug Weld (10mm hole) 17% 3% 1% Hemlok Rivet 9% 1% 1% Laser (15mm lap) 33% 6% 1% Laser (20mm lap) 47% 7% 3% % 7% 3% Laser (staple geometry) 3 5% 1% Resistance Spot Weld (AWS D8.1M) 1 2% 2% RSW/Adhesive A 14% 28% RSW/Adhesive B 14% 3% 16% RSW/Adhesive C 16% 4% 23% Self Pierce Rivet 1 2% 2% SPR/Adhesive A 12% 2% SPR/Adhesive B 12% 26% SPR/Adhesive C 11% 2% 25%
44 HSLA Lap Shear Data HSLA Lap Shear Joining Process Joint Efficiency Normalized Energy Normalized Stiffness Peak Load (N) Energy (J) Stiffness (N/mm) Displacement at Peak Load (mm) Parent Metal A/SP RSW Starting Schedule (AC) 41% 2% 72% A/SP RSW Starting Schedule (DC) 47% 3% 64% Arc Braze - Plug Joint (10mm hole) 44% 1% 68% Arc Braze (15mm lap fillet) 2 63% Arc Braze (20mm lap fillet) 29% 1% 73% Arc Braze (25mm lap fillet) 34% 1% 67% Fracture Toughened Adhesive A 75% 2% 84% Fracture Toughened Adhesive B 71% 2% 88% Fracture Toughened Adhesive C 44% 1% 78% GMAW - Arc Spot 39% 1% 69% GMAW - Plug Weld (10mm hole) 51% 1% 78% GMAW (AWS D8.8M - 15mm fillet) 4 1% 68% GMAW (AWS D8.8M - 20mm fillet) 48% 1% 72% GMAW (AWS D8.8M - 25mm fillet) 61% 2% 73% Hemlok Rivet 2 4% 56% Laser (15mm lap fillet) 3 1% 63% Laser (15mm lap) 45% 2% 72% Laser (20mm lap fillet) 51% 3% 68% Laser (20mm lap) 55% 4% Laser (25mm lap fillet) 61% 4% 69% % 6% 79% Laser (staple geometry) 51% 3% 62% Laser Braze (15mm lap fillet) 2 62% Laser Braze (20mm lap fillet) 26% 69% Laser Braze (25mm lap fillet) 31% 74% Laser Mig (15mm lap fillet) 5 2% 73% Laser Mig (20mm lap fillet) 6 2% 73% Laser Mig (25mm lap fillet) 68% 5% 75% Manual GMAW (AWS D8.8M - 15mm fillet) 39% 1% 66% Manual GMAW (AWS D8.8M - 20mm fillet) 51% 2% 72% Manual GMAW (AWS D8.8M - 25mm fillet) 62% 3% 73% Plasma Braze (15mm lap fillet) 32% 65% Plasma Braze (20mm lap fillet) 39% 1% 74% Plasma Braze (25mm lap fillet) 39% 1% 72% Resistance Spot Weld (AWS D8.1M) 39% 2% 55% RSW/Adhesive A 71% 2% 87% RSW/Adhesive B 73% 2% 86% RSW/Adhesive C 63% 1% 87% Self Pierce Rivet 2 1% 25% SPR/Adhesive A 77% 2% 87% SPR/Adhesive B 74% 1% 87% SPR/Adhesive C 53% 1% 85%
45 HSLA Coach Peel Data HSLA Coach Peel Joining Process Joint Efficiency Normalized Energy Normalized Stiffness Peak Load (N) Energy (J) Stiffness (N/mm) Displacement at Peak Load (mm) Parent Metal A/SP RSW Starting Schedule (AC) 11% 3% 2% A/SP RSW Starting Schedule (DC) 9% 2% 2% Arc Braze - Plug Joint (10mm hole) 7% 1% 5% Fracture Toughened Adhesive A 14% 42% Fracture Toughened Adhesive B 11% 37% Fracture Toughened Adhesive C 11% 44% GMAW - Arc Spot 1 2% 3% GMAW - Plug Weld (10mm hole) 11% 3% 5% Hemlok Rivet 9% 2% 2% Laser (15mm lap) 23% 9% 2% Laser (20mm lap) 32% 1 3% % 1 3% Laser (staple geometry) 21% 7% 4% Resistance Spot Weld (AWS D8.1M) 12% 4% 2% RSW/Adhesive A 12% RSW/Adhesive B 12% 4% 37% RSW/Adhesive C 11% 4% 34% Self Pierce Rivet 8% 2% 2% SPR/Adhesive A 9% 3% 25% SPR/Adhesive B 9% 2% 32% SPR/Adhesive C 8% 3% 25%
46 DP600 Lap Shear Data DP600 Lap Shear Joining Process Joint Efficiency Normalized Energy Normalized Stiffness Peak Load (N) Energy (J) Stiffness (N/mm) Displacement at Peak Load (mm) Parent Metal A/SP RSW Starting Schedule (AC) 46% 4% 75% A/SP RSW Starting Schedule (DC) 42% 3% 64% Arc Braze - Plug Joint (10mm hole) 33% 1% 74% Arc Braze (15mm lap fillet) 17% 74% Arc Braze (20mm lap fillet) 23% 1% 72% Arc Braze (25mm lap fillet) 32% 1% 76% Fracture Toughened Adhesive A 64% 2% 87% Fracture Toughened Adhesive B 54% 1% 89% Fracture Toughened Adhesive C 39% 1% 81% GMAW - Arc Spot 42% 3% 69% GMAW - Plug Weld (10mm hole) 47% 3% 77% GMAW (AWS D8.8M - 15mm fillet) 36% 1% 71% GMAW (AWS D8.8M - 20mm fillet) 42% 1% 79% GMAW (AWS D8.8M - 25mm fillet) 56% 3% 79% Hemlok Rivet 2 5% 26% Laser (15mm lap fillet) 38% 2% 66% Laser (15mm lap) 39% 1% 73% Laser (20mm lap fillet) 49% 4% 72% Laser (20mm lap) 52% 3% 77% Laser (25mm lap fillet) 49% 2% 79% % 4% 82% Laser (staple geometry) 46% 3% 71% Laser Braze (15mm lap fillet) 13% 62% Laser Braze (20mm lap fillet) 2 72% Laser Braze (25mm lap fillet) 25% 76% Laser Mig (15mm lap fillet) 43% 2% 73% Laser Mig (20mm lap fillet) 52% 3% 75% Laser Mig (25mm lap fillet) 58% 3% 74% Manual GMAW (AWS D8.8M - 15mm fillet) 35% 1% 68% Manual GMAW (AWS D8.8M - 20mm fillet) 46% 2% 74% Manual GMAW (AWS D8.8M - 25mm fillet) 49% 2% 84% Plasma Braze (15mm lap fillet) 16% 66% Plasma Braze (20mm lap fillet) 32% 1% 72% Plasma Braze (25mm lap fillet) 28% 75% Resistance Spot Weld (AWS D8.1M) 38% 3% RSW/Adhesive A 64% 2% 89% RSW/Adhesive B 57% 1% 86% RSW/Adhesive C 46% 1% 81% Self Pierce Rivet 18% 1% 29% SPR/Adhesive A 69% 6% 89% SPR/Adhesive B 64% 2% 87% SPR/Adhesive C 48% 1% 86%
47 DP600 Coach Peel Data DP600 Coach Peel Joining Process Joint Efficiency Normalized Energy Normalized Stiffness Peak Load (N) Energy (J) Stiffness (N/mm) Displacement at Peak Load (mm) Parent Metal A/SP RSW Starting Schedule (AC) 9% 3% 3% A/SP RSW Starting Schedule (DC) 6% 1% 2% Arc Braze - Plug Joint (10mm hole) 5% 1% 3% Fracture Toughened Adhesive A 9% 25% Fracture Toughened Adhesive B 6% 29% Fracture Toughened Adhesive C 6% 22% GMAW - Arc Spot 7% 2% 3% GMAW - Plug Weld (10mm hole) 9% 2% 4% Hemlok Rivet 9% 3% 2% Laser (15mm lap) 16% 7% 2% Laser (20mm lap) 2 9% 3% % 9% 3% Laser (staple geometry) 15% 5% 4% Resistance Spot Weld (AWS D8.1M) 8% 2% 2% RSW/Adhesive A 9% 3% 19% RSW/Adhesive B 1 3% 29% RSW/Adhesive C 1 3% 25% Self Pierce Rivet 7% 2% 2% SPR/Adhesive A 8% 26% SPR/Adhesive B 7% 2% 27% SPR/Adhesive C 6% 1% 14%
48 DP780 Lap Shear Data DP780 Lap Shear Joining Process Joint Efficiency Normalized Energy Normalized Stiffness Peak Load (N) Energy (J) Stiffness (N/mm) Displacement at Peak Load (mm) Parent Metal A/SP RSW Starting Schedule (AC) 29% 1% 67% A/SP RSW Starting Schedule (DC) 37% 2% 71% Arc Braze - Plug Joint (10mm hole) 31% 1% 75% Arc Braze (15mm lap fillet) 18% Arc Braze (20mm lap fillet) 21% 75% Arc Braze (25mm lap fillet) 29% 78% Fracture Toughened Adhesive A 43% 1% 94% Fracture Toughened Adhesive B 35% 93% Fracture Toughened Adhesive C 31% 89% GMAW - Arc Spot 28% 1% 71% GMAW - Plug Weld (10mm hole) 32% 1% 74% GMAW (AWS D8.8M - 15mm fillet) 29% 1% 76% GMAW (AWS D8.8M - 20mm fillet) 4 1% 84% GMAW (AWS D8.8M - 25mm fillet) 5 2% 87% Hemlok Rivet 18% 2% 53% Laser (15mm lap fillet) 26% 1% 68% Laser (15mm lap) 35% 1% 76% Laser (20mm lap fillet) 33% 1% 77% Laser (20mm lap) 43% 2% 82% Laser (25mm lap fillet) 39% 1% 83% % 3% 89% Laser (staple geometry) 42% 2% 73% Laser Braze (15mm lap fillet) 13% Laser Braze (20mm lap fillet) 22% 76% Laser Braze (25mm lap fillet) 21% 82% Laser Mig (15mm lap fillet) 39% 1% 75% Laser Mig (20mm lap fillet) 46% 1% Laser Mig (25mm lap fillet) 59% 3% 83% Manual GMAW (AWS D8.8M - 15mm fillet) 3 77% Manual GMAW (AWS D8.8M - 20mm fillet) 37% 1% 82% Manual GMAW (AWS D8.8M - 25mm fillet) 54% 2% 85% Plasma Braze (15mm lap fillet) 25% 73% Plasma Braze (20mm lap fillet) 18% 78% Plasma Braze (25mm lap fillet) 25% Resistance Spot Weld (AWS D8.1M) 32% 1% 63% RSW/Adhesive A 4 1% 87% RSW/Adhesive B 33% 2% 81% RSW/Adhesive C 33% 2% 75% Self Pierce Rivet 13% 1% 35% SPR/Adhesive A 45% 1% 98% SPR/Adhesive B 4 1% 94% SPR/Adhesive C 38% 1% 92%
49 DP780 Coach Peel Data DP780 Coach Peel Joining Process Joint Efficiency Normalized Energy Normalized Stiffness Peak Load (N) Energy (J) Stiffness (N/mm) Displacement at Peak Load (mm) Parent Metal A/SP RSW Starting Schedule (AC) 4% 1% 1% A/SP RSW Starting Schedule (DC) 4% 1% 2% Arc Braze - Plug Joint (10mm hole) 4% 4% Fracture Toughened Adhesive A 8% 35% Fracture Toughened Adhesive B 5% 24% Fracture Toughened Adhesive C 5% 29% GMAW - Arc Spot 4% 1% 2% GMAW - Plug Weld (10mm hole) 6% 1% 4% Hemlok Rivet 9% 2% 2% Laser (15mm lap) 8% 3% 2% Laser (20mm lap) 1 5% 2% % 5% 2% Laser (staple geometry) 1 3% 3% Resistance Spot Weld (AWS D8.1M) 6% 1% 2% RSW/Adhesive A 5% 1% 23% RSW/Adhesive B 7% 2% RSW/Adhesive C 5% Self Pierce Rivet 4% 1% 2% SPR/Adhesive A 6% 1% 35% SPR/Adhesive B 5% 1% 31% SPR/Adhesive C 5% 2% 7%
50 M190 Lap Shear Data M190 Lap Shear Joining Process Joint Efficiency Normalized Energy Normalized Stiffness Peak Load (N) Energy (J) Stiffness (N/mm) Displacement at Peak Load (mm) Parent Metal A/SP RSW Starting Schedule (AC) 24% 2% 72% A/SP RSW Starting Schedule (DC) 27% 3% 71% Arc Braze - Plug Joint (10mm hole) 17% 2% 79% Arc Braze (15mm lap fillet) 1 74% Arc Braze (20mm lap fillet) 13% 1% 74% Arc Braze (25mm lap fillet) 18% 1% 77% Fracture Toughened Adhesive A 4 4% 95% Fracture Toughened Adhesive B 3 3% 91% Fracture Toughened Adhesive C 27% 2% 91% GMAW - Arc Spot 18% 3% 71% GMAW - Plug Weld (10mm hole) 26% 5% GMAW (AWS D8.8M - 15mm fillet) 23% 2% 77% GMAW (AWS D8.8M - 20mm fillet) 28% 3% 81% GMAW (AWS D8.8M - 25mm fillet) 31% 3% 83% Hemlok Rivet 14% 5% 55% Laser (15mm lap fillet) 17% 1% 74% Laser (15mm lap) 24% 2% 77% Laser (20mm lap fillet) 23% 2% 78% Laser (20mm lap) 29% 3% 84% Laser (25mm lap fillet) 32% 4% 85% % 5% 78% Laser (staple geometry) 29% 3% 74% Laser Braze (15mm lap fillet) 1 1% 69% Laser Braze (20mm lap fillet) 14% 1% 78% Laser Braze (25mm lap fillet) 15% 1% 79% Laser Mig (15mm lap fillet) 25% 2% Laser Mig (20mm lap fillet) 27% 3% 78% Laser Mig (25mm lap fillet) 33% 4% 77% Manual GMAW (AWS D8.8M - 15mm fillet) 2 1% 76% Manual GMAW (AWS D8.8M - 20mm fillet) 27% 3% 81% Manual GMAW (AWS D8.8M - 25mm fillet) 34% 4% 86% Plasma Braze (15mm lap fillet) 17% 1% 73% Plasma Braze (20mm lap fillet) 2 1% 76% Plasma Braze (25mm lap fillet) 2 1% 76% Resistance Spot Weld (AWS D8.1M) 25% 3% 69% RSW/Adhesive A 39% 4% 91% RSW/Adhesive B 35% 4% 86% RSW/Adhesive C 34% 3% 87%
51 M190 Coach Peel Data M190 Coach Peel Joining Process Joint Efficiency Normalized Energy Normalized Stiffness Peak Load (N) Energy (J) Stiffness (N/mm) Displacement at Peak Load (mm) Parent Metal A/SP RSW Starting Schedule (AC) 4% 2% 2% A/SP RSW Starting Schedule (DC) 3% 2% 2% Arc Braze - Plug Joint (10mm hole) 3% 4% 2% Fracture Toughened Adhesive A 4% 27% Fracture Toughened Adhesive B 3% 21% Fracture Toughened Adhesive C 3% 26% GMAW - Arc Spot 3% 2% 2% GMAW - Plug Weld (10mm hole) 5% 4% 2% Hemlok Rivet 6% 5% 1% Laser (15mm lap) 6% 7% 2% Laser (20mm lap) 6% 9% 2% % 11% 2% Laser (staple geometry) 6% 5% 3% Resistance Spot Weld (AWS D8.1M) 4% 2% 2% RSW/Adhesive A 4% 3% 31% RSW/Adhesive B 4% 3% 27% RSW/Adhesive C 4% 3% 28%
52 Acknowledgements A/SP would like to thank the following companies who provided in-kind support for this project: ArcellorMittal Dofasco, Inc. Avdel USA, LLC Dow Automotive Fronius USA, LLC Henkel North America Henrob OTC Daihen, Inc. U.S. Steel

53 FOR MORE INFORMATION CONTACT: John Bohr, ASP070 Co-Chair Ted Coon, ASP070 Co-Chair Cindy Jiang, Principal Consultant Mike Bzdok, ASP070 Project Manager "This material is based upon work supported by the Department of Energy National Energy Technology Laboratory under Award Number DE-FC26-02OR This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof."