m&qmr EPA TECHNOLOGY PREPARED BY RECOVERY OF U S ENVIRONMENTAL SPENT PROTECTION AGENCY - SULFURIC ACID ENVIRONMENTAL FROM OPERATIONS -
|
|
|
- Margery Gibbs
- 6 years ago
- Views:
Transcription
1
2
3 EPA625/ m&qmr EPA TECHNOLOGY PREPARED BY RECOVERY OF U S ENVIRONMENTAL m m SPENT PROTECTION AGENCY SULFURIC ACID ENVIRONMENTAL FROM RESEARCH STEEL PICKLING CENTER INFORMATION OPERATIONS
, fresh acid storage tank")
4 Acid recovery tower (left), acid mist filter (center), fresh acid storage tank (right)
5 Approximately 100 million tons of steel are produced every year in the United States. A large portion of this steel is initially produced in some intermediate form, such as sheet, rod, or ingot, and then sent to other manufacturers for further processing into final steel products. During the manufacturing process as well as during the storing and shipping of the intermediate forms, the steel develops a surface coating of oxidized iron which must be removed before the steel can be processed further. The removal of the surface scale through a chemical reaction of the scale and steel with sulfuric (H2SO4) or hydrochloric (HCI) acid is called pickling. Sulfuric and hydrochloric acids are the major acids used in the pickling process, although other acids may be used. In the pickling process the steel is immersed in an acid bath which dissolves the scale and some of the iron. After a required period of time, the steel is removed from the acid bath and the residual acid is rinsed from the steel. As the iron content in the pickling acid bath increases, the pickling efficiency is reduced and fresh acid must be added to the bath to maintain an efficient reaction rate. Eventually, the iron content becomes excessive for effective pickling, and the spent pickle liquor must be replaced with fresh acid. It is estimated that about onehalf of the steel produced in the United States is cleaned by the pickling process. The disposal of this spent pickle liquor and the associated rinse waters creates a pollution problem for the manufacturer. The sources of the wastewaters and the types of treatment technologies are shown in Figure 1. Figure 1. Handling Pickling Acid Streams Spent Pickle Liquor Acid Makeup Contaminated t

6 The large primary manufacturers of steel products generally use hydrochloric acid in the pickling process. Sulfuric acid is used by the smaller, secondary steel finishers. Although the amount of steel pickled by hydrochloric acid is approximately twice the amount pickled by sulfuric acid, the number of facilities using sulfuric acid for batch pickling far exceeds those using hydrochloric acid. The nationwide control of this source of pollution is complicated by the large number of manufacturers using relatively small amounts of sulfuric acid. The spent sulfuric acid pickle liquor, totaling about 375 million gallons per year, is highly concentrated, containing up to 10 percent dissolved iron and up to 10 percent unreacted sulfuric acid. The rinse water used to remove the residual acid also adds to the volume of contaminated wastewater. The following are four major methods that are used to control pollution caused by sulfuric acid pickling. 0 Acid Recovery The dissolved iron salts are removed from the spent acid, which then can be reused. 0 Neutralization A base (usually lime) is reacted with the spent acid, which is then discharged. 0 Contract Disposal For a fee, a contractor takes the spent pickle liquor from the manufacturer and finds a method for disposal. 0 Deep Well Injection The pickle liquor is injected deep into the earth, where it is contained between impervious layers of rock. This report is intended to provide small manufacturers using sulfuric acid pickling with the technical and economic information necessary to select the treatment technologies best suited for their facilities. Because deep well injection has only limited application, to these plants, it is not discussed in this report. Wire rod entering pickling operation
 from the spent liquor and the addition of enough fresh sulfuric acid to return the")
7 Basic Principles of Operation There are several different commercially applied processes for recovery of sulfuric acid from spent pickle liquor. All processes, however, rely upon the basic principles of crystallization of iron salts (mainly ferrous sulfate) from the spent liquor and the addition of enough fresh sulfuric acid to return the pickling solution to its original acid strength. These commercial acid recovery systems allow the free sulfuric acid remaining in the spent pickling solution to be reused. However, they do not regenerate sulfuric acid from the iron salts obtained in the reaction with the steel.' The processes differ in the methods used to crystallize the ferrous sulfate. The solubility of iron salts in pickle liquor is such that crystallization can be induced by cooling or by evaporating water from the solution. Commercial processes are available which use either of the above techniques, as well as combinations of the two. In addition, both batch and continuous processes are available. The selection of the best process for a specific pickling operation depends upon several factors, which will be discussed in Section 4. Figure 2 illustrates the basic principles of a batchwise cooling process, a system widely used by smaller facilities in the United States. In this illustration, the acid recovery unit is integrated into a wire production facility. 'Although there are processes under development which do regenerate sulfuric acid from there iron salts, the economics for commercial application have not yet been proven.

8 When the dissolved iron and the sulfuric acid content of the pickling solution reach a predetermined level, it is pumped to the batch crystallizer. The pickling tank is then immediately recharged with recovered acid from a previous batch, and pickling resumes. The crystal yield can be enhanced by adding fresh sulfuric acid to the crystallizer at this time. Since the makeup acid is at a high concentration, the solubility of the ferrous salt is reduced, and a higher yield is obtained. The disadvantage is that heat of dilution must be removed by the refrigeration unit. In the crystallizer, over a period of 8 to 16 hours, the temperature of the spent liquor is slowly reduced to a temperature between 35O to 5OOF. During this cooling cycle ferrous sulfate heptahydrate (FeSOq.7H20) is crystallized from the solution. used as a cooling surface, since coating and corrosion of metallic cooling coils can be a problem. Other processes differ from the one described only in the methods used in the crystallization step and in the separation of the formed crystals from the recovered acid. One continuous process uses a vacuum crystallizer. By decreasing the pressure in the vessel to 28 in. Hg. vacuum, the pickle liquor is cooled and a portion of the water is vaporized. The Ferrous sulfate heptahydrate crystal collection box The ferrous sulfate crystal slurry is transferred into a crystal collection chamber which retains the crystals but allows the pickle liquor to pass through to an acid recovery tank. The retained ferrous sulfate heptahydrate crystals are then washed with small amounts of fresh water to remove free acid. The water adhering to the crystals is partially removed by drawing air through the crystal bed. The resulting ferrous sulfate crystals are removed for disposal, or, preferably, marketed. The recovered acid is preheated using steam, and is ready to be returned to the pickle liquor tank. The net effect of the acid recovery system is to recover the unreacted sulfuric acid for reuse, instead of discharging it as a waste product. Additionally, the ferrous sulfate crystals are recovered in a form which usually can be marketed. In this batch system, cooling is provided to the spent liquor by circulating chilled water through cooling coils. Teflon@ heat exchange coils often are Ferrous sulfate is used as a coagulant in municipal wastetreatment plants, as a fertilizer additive, animal feed additive, pigment production, and as a raw material for iron oxide in magnetic tapes.
9 crystals are discharged from the crystallizer body to a centrifuge which separates and washes the crystals from the liquor. The liquor is returned to the pickling tank and the crystals are sold or stored. Adapting Acid Recovery to the Pickling Process If acid recovery is to be used to minimize or even eliminate the discharge of wastewater in an existing pickling facility, normally it will be necessary to reduce the amount of water being added to the pickling system. If this is not done, the efficiency of the recovery system is impaired. Ideally, in a zero discharge condition, the water leaving the system through free moisture and the water of hydration of the crystals combined with the evaporation occurring during the pickling process will equal the water being added. There are three major sources of added water in the pickling process: (1) large amounts of water often are used for rinsing the pickled steel; (2) the common technique of using live steam injection as a means of heating and agitating the pickling solution adds water as condensed steam to the pickle liquor; and (3) some water is produced by the reaction of the iron oxide scale with sulfuric acid. The most common method for reducing the rinse volume is through countercurrent contacting of the work and the rinse water. One of the least expensive techniques to do this for batch pickling is to use the dip and spray system shown in Figure 2. tank eventually is transferred to the pickling tank, where evaporation further reduces the water volume. To eliminate the dilution of the pickle liquor by condensate, the live steam injection for heating the pickling solution is replaced with a steam heat exchanger, which prevents steam from contacting the pickle liquor. The use of direct steam injection as a method for heating and agitating the pickling bath developed because of the corrosiveness of the pickling solution and its tendency to coat heat transfer surfaces. However, the dilution effect of the steam condensing in the pickle liquor made recovery of the acid very difficult. Teflon@ coils, which prevent the heating steam from contacting the pickle liquor, can be used as heat exchangers. Air injection can then be used for agitation, which results in improved pickling rates. This air also maintains the negative water balance for the plant, since water evaporation from the pickling tank is improved by the air flow.' Some wire mills have achieved zero discharge of wastewater from the pickling plants by installing an acid recovery system and by modifying the pickling line to include staged rinsing, indirect heating and air injection agitation to reduce water usage. Because zero discharge will require additional investment for the modifications and an exact balancing of water rates, each plant must examine the operating costs and economics for its situation. This is discussed further in Section 4. After dipping in the rinse vessel, a spray of fresh water is applied to remove the slightly contaminated rinse water remaining on the steel. The slightly contaminated spray water then falls into the rinse tank. The more concentrated water from the rinse 1 This increased evaporation does require some additional steam.
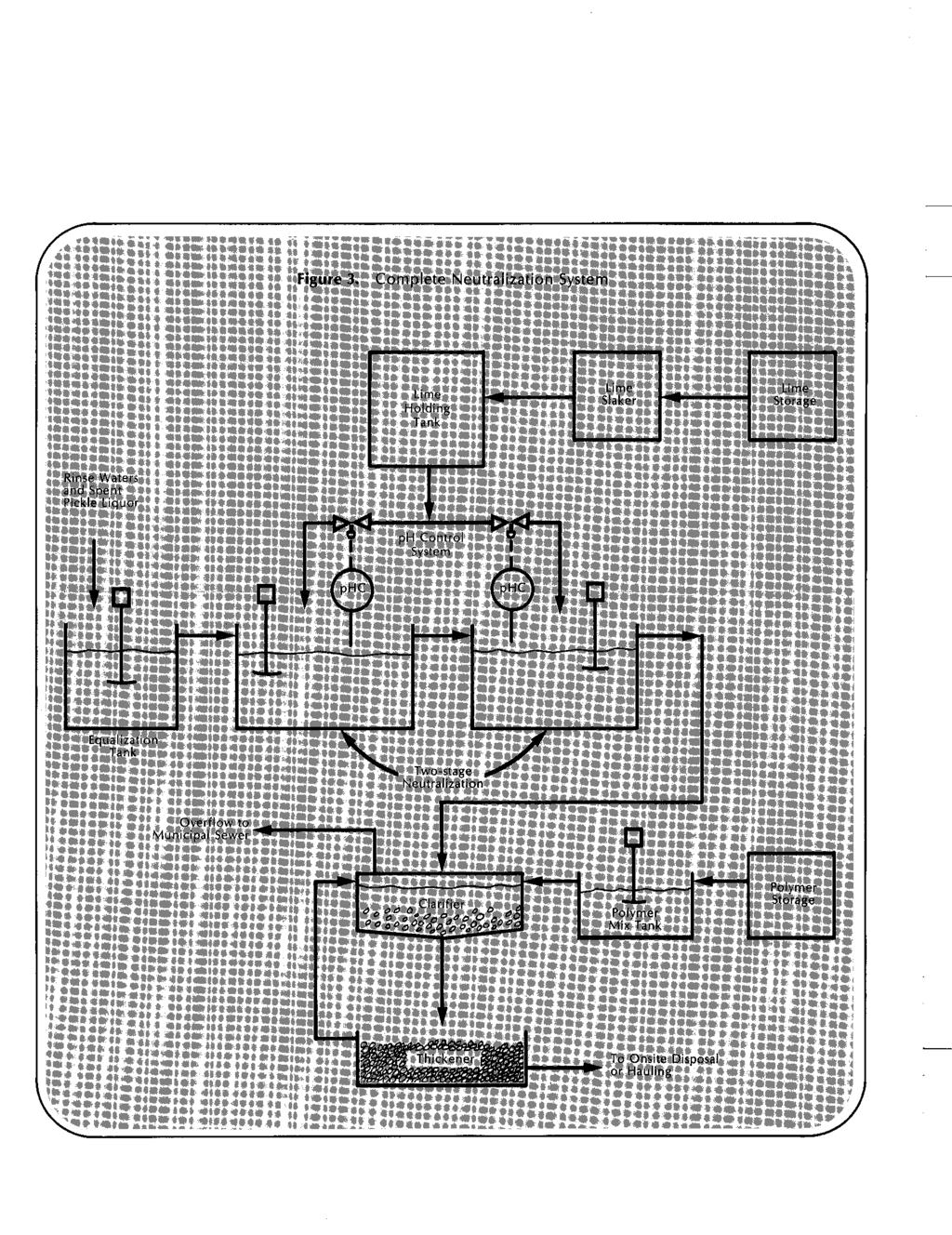
10 Neutralization Neutralization has been the traditional method for treating acid streams, and it has been used for dilute pickle liquors. There are many possible neutralizing agents, such as caustic soda, soda ash, hydrated lime, and quicklime. Lime in a slurry form is used most frequently. A system similar to that shown in Figure 3 is needed for plants which use quicklime. Neutralization with lime requires the preparation of the lime slurry by slaking quicklime. The following chemical reaction occurs: CaO + H20 Ca(0H)Z quicklime hydrated lime The calcium hydroxide is then mixed with the pickle liquor. The lime slurry is fed at an excess of 15 to 35 percent above the theoretical rate to assure complete neutralization. Neutralization of spent pickle liquor requires two reactions. The free sulfuric acid is neutralized by the calcium hydroxide: H2SO4 + Ca(OH)2 Cas04 + 2H20 and the ferrous sulfate is changed to ferrous hydroxide by the calcium hydroxide: FeS04 + Ca(OH)2 CaS04+ Fe(OH)2 Thus, the lime requirements are greater than those fot neutralizing only the acid. Combined Neutralization and Oxidation To overcome the difficulty in separating the ferrous hydroxide, a modified neutralization technique which includes neutralization of the spent pickle liquor plus oxidation of the ferrous hydroxide to magnetite (Fe304) has been developed. Magnetite settles much more readily than ferrous hydroxide. This system also offers the possibility of recovering magnetite as a byproduct. The investment for this process is significantly higher than that for simple neutralization. A discussion of this process is outside of the scope of this report. Contract Disposal Many companies contract with other firms for hauling and disposal of their spent pickle liquor. No pickling system changes or investment for treatment facilities are required. However, depending upon the specific situation, contract hauling can be expensive because of transportation costs. It is impractical for handling rinse waters. The conditions when contract disposal is economical are discussed in Section 4. After the acid is neutralized, the precipitated calcium sulfate and iron hydroxide must be separated from the liquid. Separation of the finely divided solids from the liquid is difficult, since ferrous hydroxide does not settle easily. Therefore, obtaining an overflow of sufficient clarity to discharge to a stream often is a problem. If the sludge is to be transported a long distance for disposal, the additional water may be removed by vacuum filtration. In many cases, the neutralized stream is pumped directly into a lagoon which has a large holdup time (several days), which allows the separation of the liquid and solids. If the plant is discharging to a municipal system, this may not be critical.
11

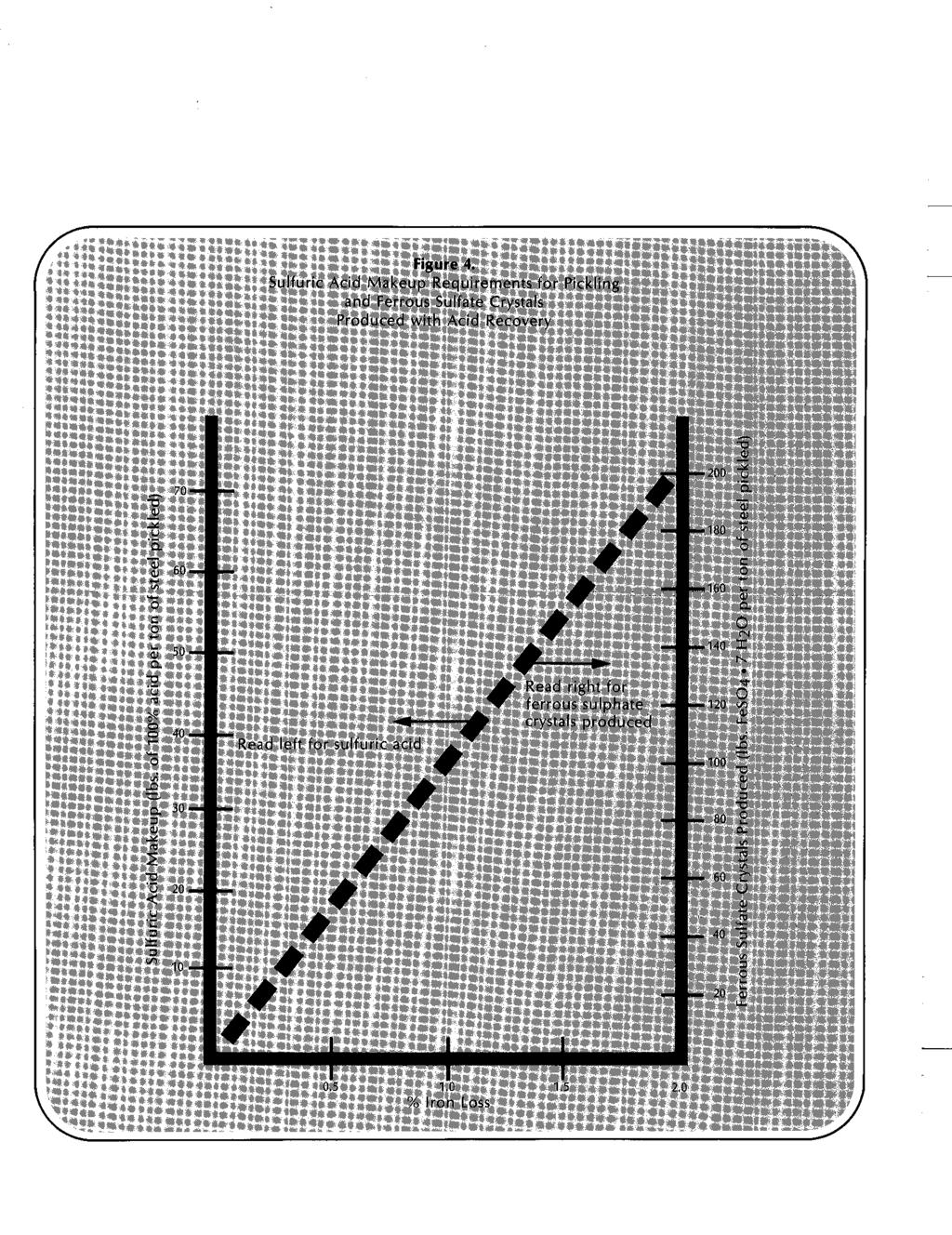
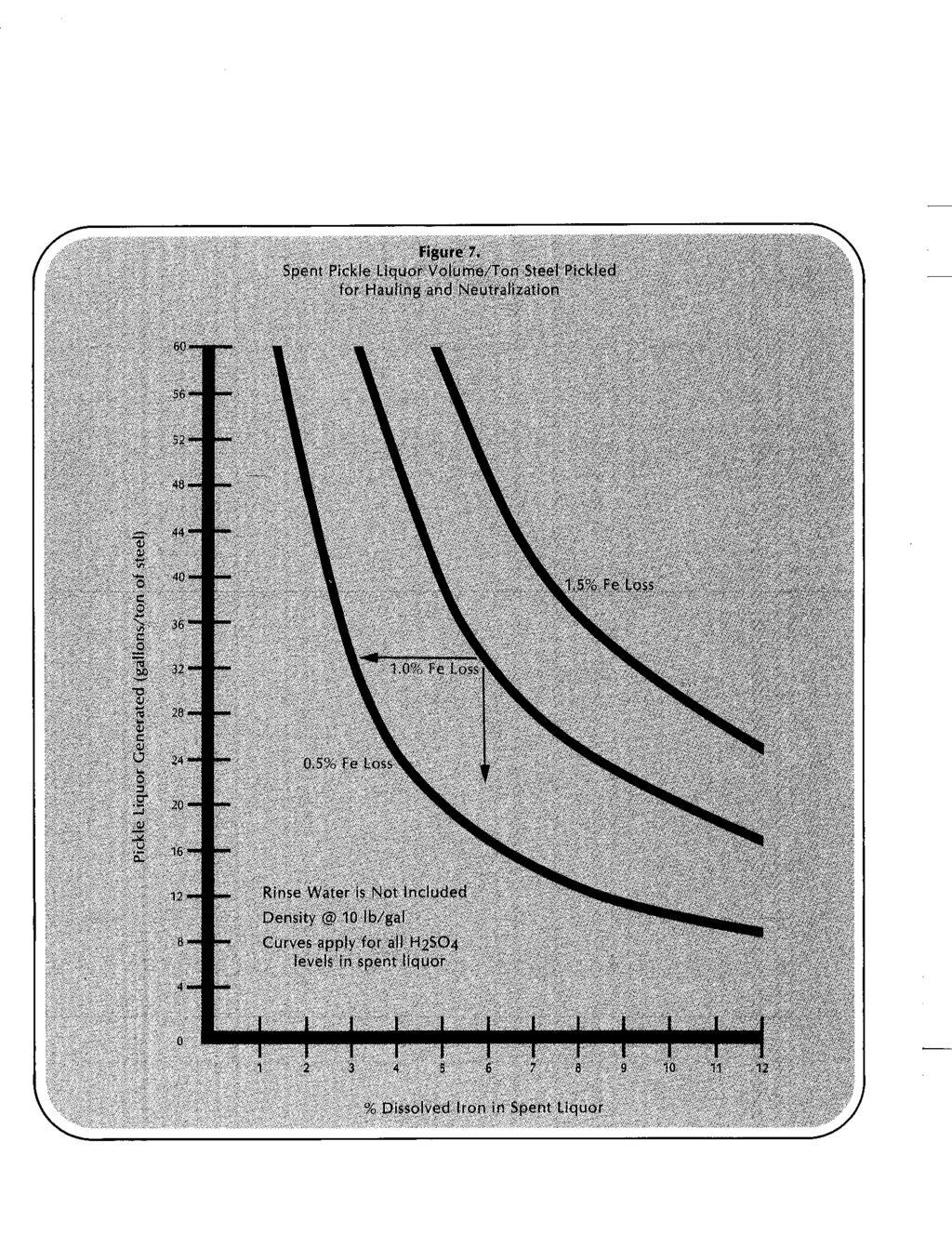
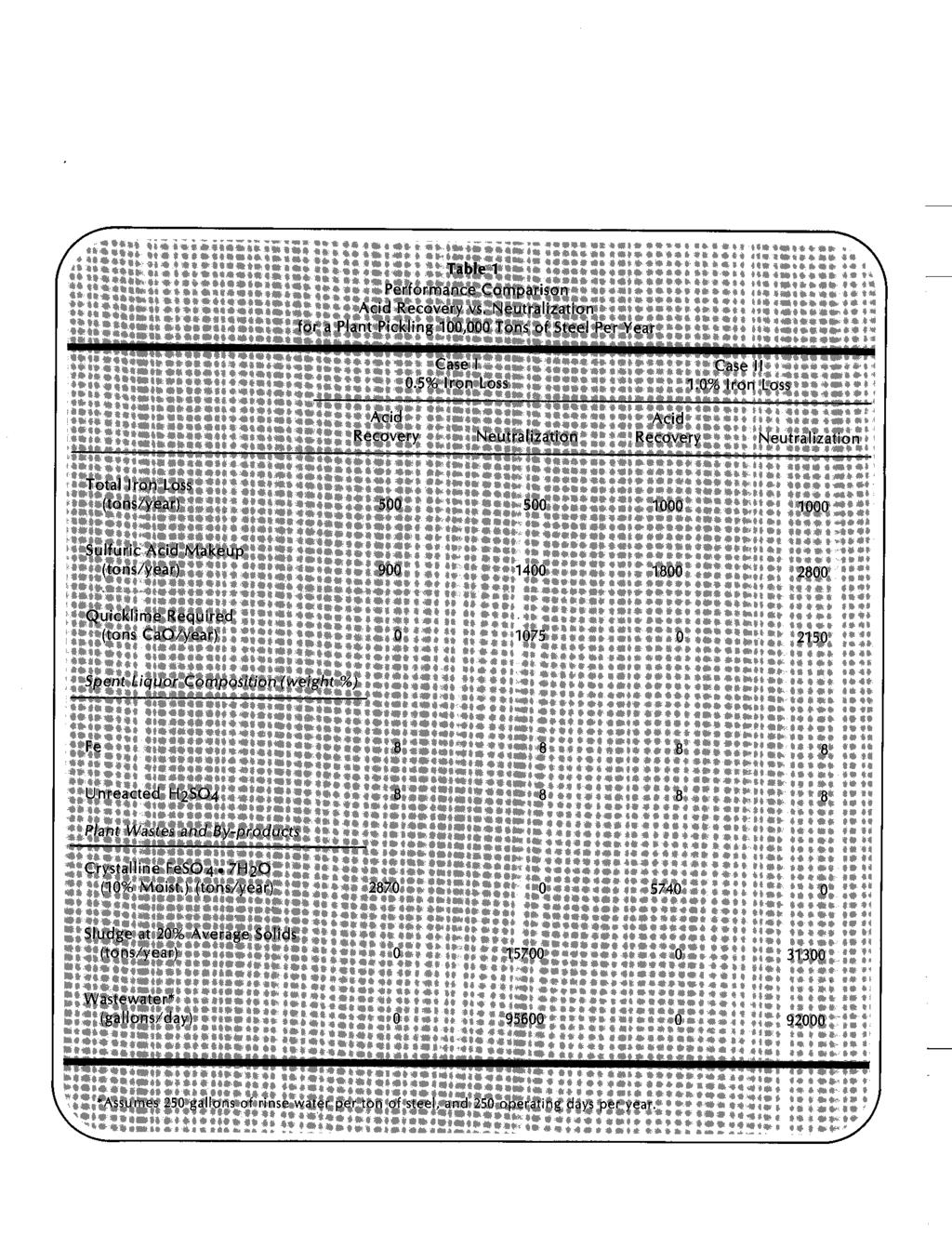
12 The use of an acid recovery system offers the manufacturer a savings in acjd costs and greatly reduces his pollution control problems. Neutralization not only does not recover the acid in the pickle liquor, but it requires the manufacturer to purchase lime for its neutralization. On the other hand, the original investment for a neutralization system can be less than that for acid recovery under certain conditions, and the installation of neutralization technology normally does not require many modifications in the manufacturing area. Contract disposal of spent pickle liquor offers minimization of investment at the possible price of high operating costs. The relative advantages of each of these factors must be evaluated before a wise decision can be made for any specific facility. This section contains information which will allow the manufacturer to evaluate the performance and economics of these options under the operating conditions at his plant. To arrive at this data, the manufacturer needs to know only the percentage of iron and free acid in the pickle liquor when it is considered spent, and the percentage of steel loss in pickling. If the pickling iron loss is not known, it can be estimated by averaging the iron and sulfuric acid composition in the spent pickle liquor over a period of time and using the following formula: % Tonsof 100% H2SO4 used x 100 Iron = LOSS. Tons of Steel %FreeH2SO4inspent liquor pickl x( % Fe in spent liquor ed/yr This formula neglects the iron lost in the rinse water. Purchased Materials The acid recovery system requires no lime and reduces acid requirements. If the wastewater flow is reduced so that all the pickling solution and rinse waters pass through the acid recovery system (i.e., no free acid is lost in the rinse water), the makeup sulfuric acid requirements can be estimated from Figure 4 if one knows the amount of iron loss through pickling. The amount of ferrous sulfate crystals produced also can be estimated from this figure. For example, at an average iron loss during pickling of 0.5 percent, 18 pounds of sulfuric acid will be required per ton of steel. From this same figure it can be determined that 50 pounds of ferrous sulfate heptahydrate crystals will be produced per ton of steel pickled. The sulfuric acid required to pickle a ton of steel, when hauling or neutralization is used, is a function of the free sulfuric acid and the iron remaining in the spent pickle liquor, as well as the percent of iron loss during pickling. The sulfuric acid makeup requirements can be determined from Figure 5. The quicklime required for neutralization also can be determined from this figure. Figure 5 was prepared on the basis of 1 percent iron loss during pickling. The required acid or lime at any other pickling loss can be calculated by multiplying the value at 1 percent loss by the ratio of the actual iron loss to 1 percent. For example, if a plant considering neutralization is currently dumping its pickle liquor when free acid is at 6 percent and the iron content is at 8 percent, Figure 5 shows that 50 pounds of sulfuric acid makeup will be required per ton of steel pickled, and 38 pounds of lime will be required for neutralization if the iron loss is 1 percent. If the iron loss is 0.5 percent, then 25 pounds of 100 percent sulfuric acid and 19 pounds of lime are needed per ton of steel. Similarly, the calcium and iron hydroxide sludge produced by the neutralization process can be determined from Figure 6. Figure 7 shows the amount of pickle liquor produced as a function of iron loss and pickle liquor composition. Using these figures, Table 1 was constructed for a 100,000 TPY wire plant under the stated conditions, Economics Variabilities in operating conditions and in the availability of land among pickling facilities must be considered in evaluating the economics of each process. In this section the major factors which may affect the economics are discussed, and detailed costs are presented for a typical case so that each manufacturer may evaluate the best choice for his particular situation.
13

14 I 1, e 85., Fieure 5. Sulfuric Acid and Lime Requirements for Neutralization of Pickle Liquor and Rinse Water for 1% iron Loss To obtain Ibr. of hydrated lime 40 multiply x 1.32 I 30.i...._.... Weight, % Free Sulfuric Acid in Spent Pickle Liquor
15
16
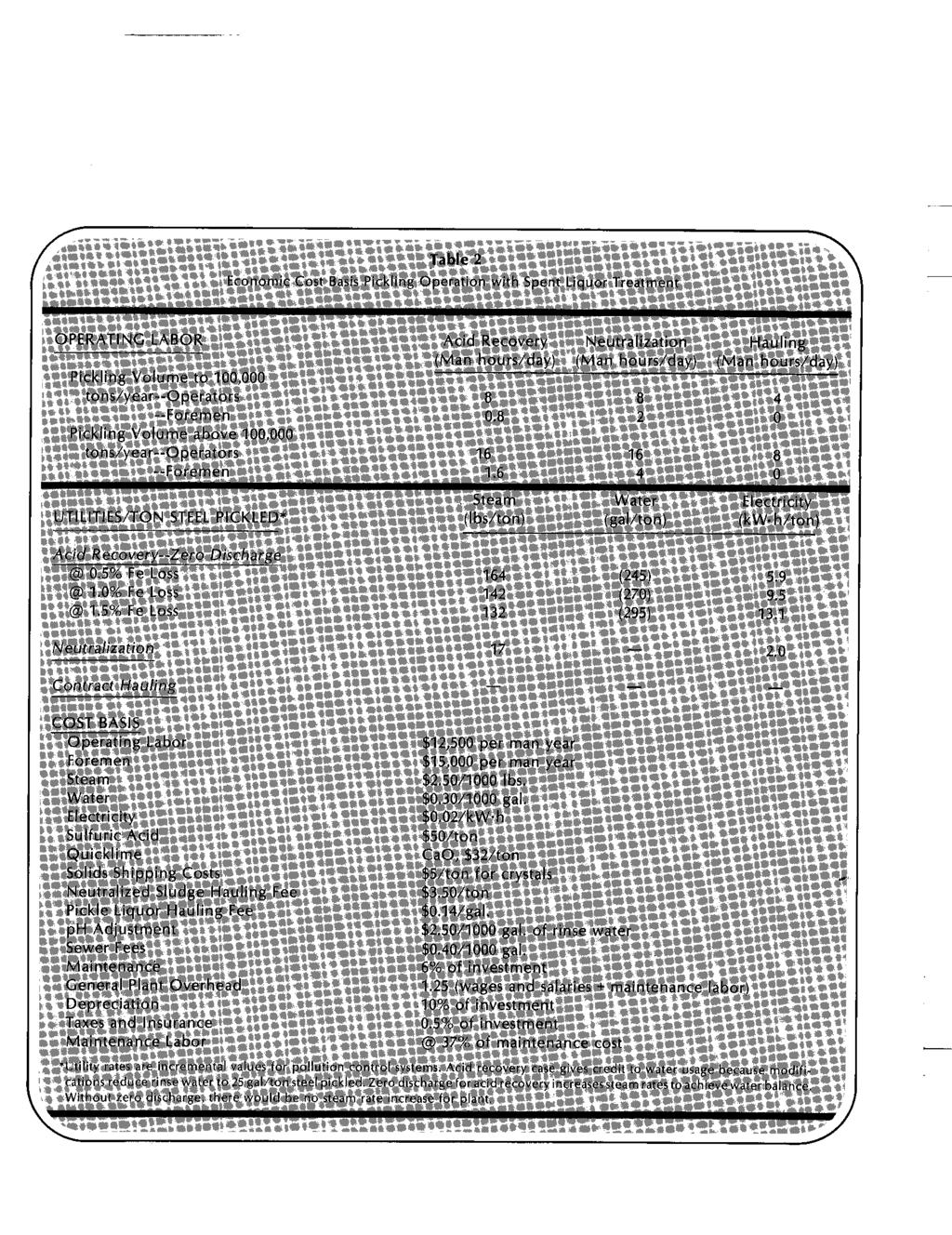
17 Investment for Acid Recovery The investment required for installing an acid recovery system falls into three distinct categories: 1. The acid recovery equipment. 2. Modifications to existing pickling and rinse tanks to reduce water flowthese changes bring the water balance to the point where zero discharge is achieved. 3. The installation of an improved air exhaust and demisting systemthis system greatly improves the operating environment around the pickling line, and it is optional for each plant. It is important to note that part of the investment required for acid recovery results in a direct improvement of the pickling operation. Staged rinsing, for example, reduces the water usage of the plant. Air agitation may improve pickling rates. The air exhaust system vastly improves the plant environment by controlling acid fumes and, therefore, can be at least partially chargeable as an air pollution control investment. The investment for acid recovery, as shown in Figure 8, assumes an iron and sulfuric acid concentration in the spent pickle liquor of about 8 percent. Neutralization investment costs are a strong function of the spent pickle liquor composition and volume because these values set the size of the lime slaking system as well as that of the neutralization vessels. The amount of rinse water also is a critical value and directly affects the size of the neutralization vessels. Unlike the investment shown for acid recovery, the neutralization costs do not include any investment for modifications of the rinse system. Therefore, the installed investment for neutralization is shown for two rinse water rates. The installed investment includes equipment for neutralization of the pickle liquor and rinse water and provides for a clarifier and thickener to concentrate the neutralized sludge. It is assumed that the concentrated solids leave the thickener containing about 20 percent solids. Costs for further solids concentration equipment, such as vacuum filters or centrifuges, are not included. No inplant modifications or land costs are included. The neutralization investment costs were derived from a recently completed comprehensive study by EPA on the costs required to maintain the ph of strong acid wastes between six and nine almost all of the time. Because of the minimum practical size for lime slaking and the necessity for a basic control system regardless of size, the investment costs for a continuous system do not decrease significantly for very small plants. Plants with small flows should investigate batch neutralization, which may decrease the investment requirements. The investment for contract hauling is too dependent upon local conditions for inclusion in this report. However, depending upon the contractor s schedule, some storage and pumping capacity will be required. Neutralization facilities for rinse water also will be required. Operating Costs Operating costs are a function of the following factors: 0 Raw material and utility consumption; Iron loss to the pickling solution; Spent pickle liquor composition; 0 Volume of rinse waters. The annual operating costs for acid recovery and neutralization are presented in Figure 9. Figure 10 shows the operating costs per ton of steel pickled. Table 2 lists all of the major assumptions related to Figure 9. The acid recovery operating costs bracket the most likely conditions. In one case, sulfuric acid is valued at $25/ton (including freight) and a net loss of $10/ton is taken for ferrous sulfate crystals. In the second case, sulfuric acid is valued at $50/ton and a $5/tOn credit is taken for ferrous sulfate crystals. Neutralization costs are very sensitive to the method of sludge disposal and are shown for two conditions: 1. Sludge is disposed of at $3.50/ton. This would allow about a 5mile haul for sludge containing 20 percent solids. 2. Sludge is disposed of onsite at a negligible cost.
 Acid Recovery with Air Exhaust System Acid Recovery without Air Exhaust System Neutralization with Rinse Water to Pickle Liquor Ratio = 10")
18 \ 1,200 1,100 1,000 t? = W U a a 0 f I E % 400 %! E i Figure 8. Investment for Handling Spent Pickle Liquor at 1% Iron Loss I I I I 1 I I I I I,,., 500 1,000 1,500 2,000 2,500 Iron Loss (tons of steel/year) Acid Recovery with Air Exhaust System Acid Recovery without Air Exhaust System Neutralization with Rinse Water to Pickle Liquor Ratio = 10 Neutralization with Rinse Water to Pickle Liquor Ratio = 2 NOTE: There investment figurer are bared upon P 1% iron loss and a composition of 8% iron and 8% sulfuric acid in the spent pickle liquor. This figure can be used with somewhat less accuracy for plants which have other percentage iron losses by using the lower scale. \ /
19

20 For comparison, costs for contract disposal under specific conditions also are shown. More specific costs for contract disposal should be determined by using the amount of pickle liquor shown in Figure 7 in combination with a quote from a contract disposal firm. It is important to note that it is prohibitively expensive to handle rinse water by contract hauling, and a method for eliminating these wastes still must be found if contract disposal is used. These wastes can be handled by municipal systems after ph adjustment to a range of six to nine. The cost of placing the rinse waters into the proper condition for acceptance by a municipality has been taken at $2.50/1,000 gallons, and a municipal charge of $0.40/1000 gallons has been included in Figure 9. This would allow only very simple inline neutralization, with minimal solids/liquid separation. Depending upon the strength of the rinse waters, this may be acceptable for some municipal systems. Each manufacturer must check this for his site. The more optimistic case for contract disposal of pickle liquor $0.07/gallon would allow about a 25 mile haul if there were no other disposal costs. This would be realistic for the cases where a municipal system would be using the spent pickle liquor as a coagulant. In the past, contract haulers had more latitude for disposal of spent pickle liquor than at present. The less optimistic ($0.14/gallon) case presumes there is some charge for disposal after hauling. Contract disposal costs are specific to each site and the manufacturer must independently evaluate this option. It should be mentioned that the use of a contract hauler places the manufacturer in the position of complete dependence on the contractor for continued operation. The disposal contract should be carefully written. Table 3 gives a complete economic analysis of all three options for one mill pickling 100,000 TPY of steel. Rinse water disposal requirements were taken at 250 gallons per ton of steel for neutralization and contract hauling. For acid recovery, complete recovery of rinse water and zero discharge were assumed.
21 Table 3 Comparison of Economics for a Plant Pickling 100,000 TPY of Steel BASIS: Item investment Salaries & Wages Operators Foremen Utilities Steam Process Water Electricity Raw Materials H2S04 CaO Basis Figure $12,50O/man year $15,5OO/man year $2.50/1000 Ibs. $0.30/1000 gallons $0.02/kW.h $50.00/ton $32.00/ton 1% iron loss; spent pickle liquor composition 8% dissolved iron, 8% H2SO4 all figures in thousands of dollars per year (1976 base) Contract Acid Recovery Neutralization Hauling (8.1) 19.0 (50.0) Shipping & Hauling Costs Crystals Sludge Pickle Liquor Maintenance General Plant Overhead Waste Water Costs Sewer Fees ph Adjustment Taxes and Insurance Depreciation Byproduct Credit Total Annual Costs $5.00/ton FeS04 7H20 $3.50/ton $0.14/gallon 6% of investment 1.25 (wages & salaries + maintenance labor) $0.40/1000 ga I I on s $2.50/1000 gallon rinse water % of investment % of investment $lo.oo/ton FeSO4 7H20 (52.0) Rinse Water included in process water for acid recovery plants at 25 gal/ton pickled steel 'Maintenance labor at 37% of maintenance cost

22 Since the acid recovery process is the only treatment unit which produces a byproduct for sale or disposal, the operating expenses will vary with the costs or credits associated with that productferrous sulfate heptahydrate. Most existing acid recovery plants now receive a net credit of $8 to $15 per ton of heptahydrate. The widespread use of acid recovery may change this situation. If complete drying and bagging facilities were installed, the crystal value would increase to $35 to $45 per ton, shipped in 50pound bags. The economics usually are not favorable for installing these extra facilities since the crystal volume is low and drying and marketing expenses are high. Shipping costs for the crystals can be high. Therefore, the net return or loss is a function of the market and the location of the customers. The effect of changes in the net value of the byproduct credit on the total operating cost is tabulated in Table 4. Because of the varying unit costs and operating conditions, the operating costs for each individual plant may differ greatly from those presented here. By using the correction factors and costs in this report, each manufacturer can compare his costs with those listed, and make the appropriate revisions. The use of the data in this report to prepare Table 3 is illustrated under the Example Calculation (Table 5). Although each company must evaluate the economics for its specific plant, some general comments can be made: 0 At pickling capacities above 75,000 TPY, the acid recovery process appears to be the most economical choice unless a special disposal situation is present, or conditions are such that the existing pickling line cannot be modified to minimize the rinse water produced. 0 For capacities below 50,000 TPY, special site conditions will determine the most economical choice. 0 Neutralization appears to be economical only for special cases where ample land is available to impound the neutralized pickle liquor and rinse water, and inexpensive sulfuric acid is available for pickling. 0 A most important action which can be taken to reduce investment and operating costs for handling spent pickle liquor is to reduce the iron loss from overpickling and by using steel with minimum scale. This reduces the spent pickle liquor volume to be handled, and applies to acid recovery, neutralization, and contract disposal.
23
24 ~~ Wire rod before pickling (IeftJ, wire rod after pickling and lime coating (right)
, a comparison of the ultimate energy requirements of the two processes indicates that acid recovery and neutralization energy requirements are about equal at 0.")
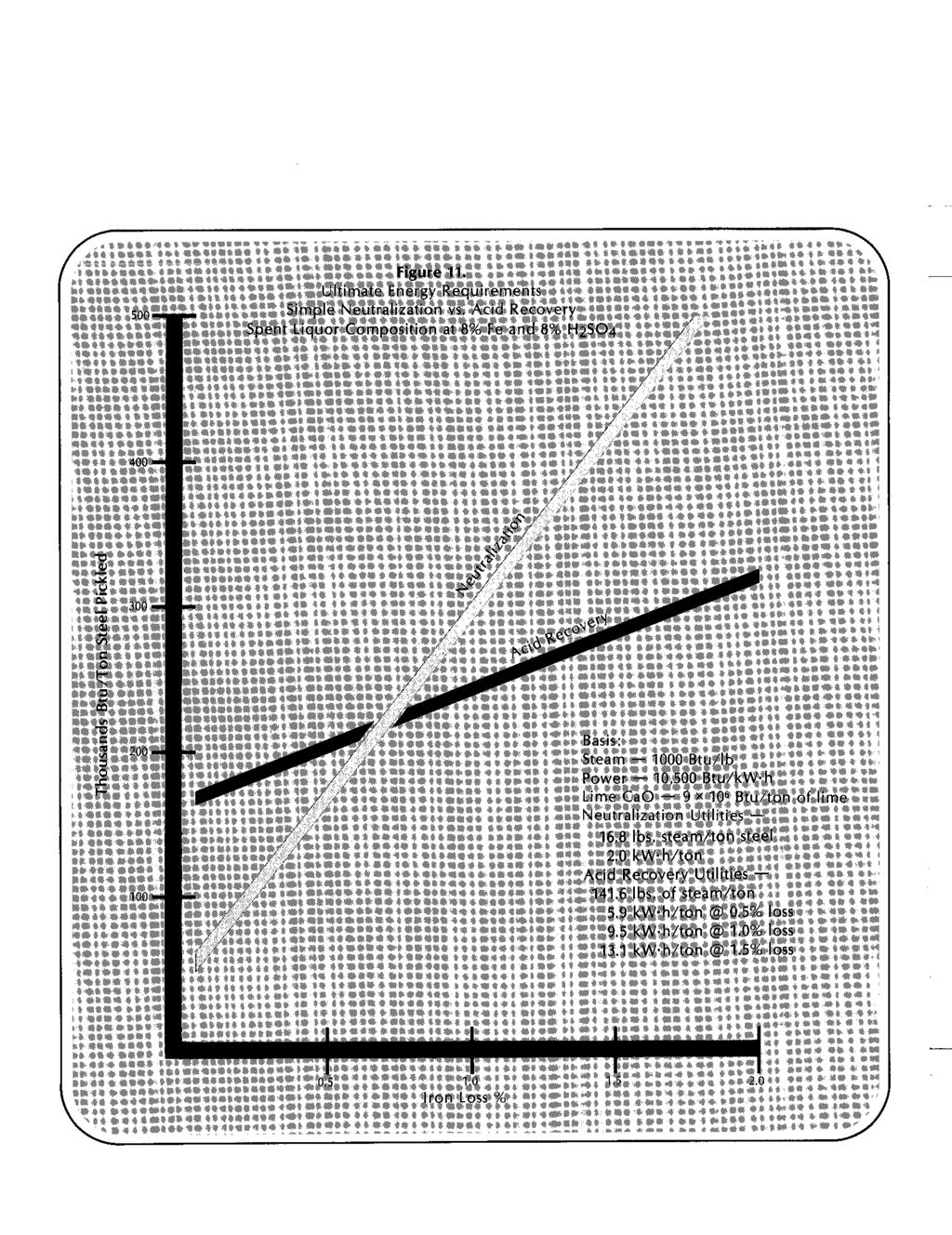
25 Although the onsite energy requirement for acid recovery systems aimed at zero discharge usually is higher than the requirement for neutralization (depending upon the amount of pickle liquor evaporation required), a comparison of the ultimate energy requirements of the two processes indicates that acid recovery and neutralization energy requirements are about equal at 0.75 percent iron loss and favorable to acid recovery at higher iron losses. The lime needed for neutralization is manufactured by the calcination of limestone: CaC03 + Heat CaO limestone + C02 quicklime The theoretical heat input is approximately 3 million Btu per ton of quicklime (CaO). In actual plant practice, this heat requirement approaches 10 million Btu. Lime rates are, therefore, a very significant portion of the ultimate energy requirements. system requires significant energy for evaporation and refrigeration, neutralization uses large volumes of lime produced from energy intensive processes. Approximately 10 million tons of steel are pickled with sulfuric acid annually and iron losses are usually 1 percent. At this volume, the installation of acid recovery systems achieving zero discharge would increase the national en ergy usage by 2.4 trillion Btu or the equivalent of 400,000 barrels of fuel oil. The energy usage for neutralization would be about 25 percent higher. This increase in energy usage for acid recovery systems does not take into account the energy savings associated with improving capacities or operation of the plant when operating a closed loop acid recovery system. A decrease in average iron loss per ton of steel would also greatly reduce the energy requirements. Discharge of ferrous sulfate crystals to storage building Although plants using lime do not directly provide the energy for calcination, eventually they do pay the cost. The cost of lime has risen from $18 per ton in 1972 to $32 per ton in There is no doubt that future energy cost increases also will be reflected in the price of lime. Since the amount of pickle liquor used per ton of steel is a function of the iron loss, the ultimate energy consumption for both neutralization and acid recovery also is a function of the same variable. Figure 11 shows the ultimate energy requirements as a function of iron loss for each ton of steel pickled. TPY plant. Since sulfuric acid is produced by an exothermic reaction, savings in sulfuric acid by acid recovery do not result in large ultimate energy savings. Figure 11 shows that as the iron losses approach 0.75 percent, the ultimate energy requirements for neutralization and acid recovery are equal at 220,000 Btu/ton of steel. As the iron losses increase, acid recovery is favored. Although the zero discharge acid recovery 1 The ultimate energy requirement considers the energy to manufacture the required raw materials.
26
27 Pickling tank (loreground), acid mist exhaust iyrtem (background)
28 Dip and spray rinse tank with spray nozzles in operation
29 lime coating tank and exhaust system
30 The Industrial Environmental Research Laboratory in Research Triangle Park, North Carolina, is responsible for control technology in the ferrous metallurgical industry. For environmental information on steel pickling operations and other EPA sponsored programs regarding ferrous metallurgical processes, write: Metallur ical Process Branch Industria f Processes Division Industrial Environmental Research Laboratory Environmental Protection Agency Research Triangle Park, N.C
CHLOR-ALKALI INDUSTRY
 CHLOR-ALKALI INDUSTRY The chlor-alkali industry represents of three major industrial chemicals: Soda ash (sodium carbonate-na 2 CO 3 ) Caustic soda (sodium hydroxide-naoh) Chlorine (Cl 2 ) These chemicals
CHLOR-ALKALI INDUSTRY The chlor-alkali industry represents of three major industrial chemicals: Soda ash (sodium carbonate-na 2 CO 3 ) Caustic soda (sodium hydroxide-naoh) Chlorine (Cl 2 ) These chemicals
Worldwide Pollution Control Association
 Worldwide Pollution Control Association WPCA-Duke Energy FGD Wastewater Treatment Seminar March 7, 2013 All presentations posted on this website are copyrighted by the Worldwide Pollution Control Association
Worldwide Pollution Control Association WPCA-Duke Energy FGD Wastewater Treatment Seminar March 7, 2013 All presentations posted on this website are copyrighted by the Worldwide Pollution Control Association
Worldwide Pollution Control Association
 Worldwide Pollution Control Association WPCA-Southern Company Wastewater Treatment Seminar April 16 & 17, 2013 All presentations posted on this website are copyrighted by the Worldwide Pollution Control
Worldwide Pollution Control Association WPCA-Southern Company Wastewater Treatment Seminar April 16 & 17, 2013 All presentations posted on this website are copyrighted by the Worldwide Pollution Control
Lecture 23. Nitrophosphate Fertilizers Part 1
 Lecture 23 Nitrophosphate Fertilizers Part 1 Introduction Nitrophosphate is the generally accepted term for any fertilizer that is produced by a process involving treatment of phosphate rock with nitric
Lecture 23 Nitrophosphate Fertilizers Part 1 Introduction Nitrophosphate is the generally accepted term for any fertilizer that is produced by a process involving treatment of phosphate rock with nitric
Jay B. Dwyer. Senior Systems Engineer
 CAUSTIC ETCH REGENERATION U.S. FILTER, INC. - WARRENDALE, PENNSYLVANIA Edward P. Klein Manager, Aerospace / Anodizing Systems Jay B. Dwyer Senior Systems Engineer SUMMARY.') Interest in caustic Etch Regeneration
CAUSTIC ETCH REGENERATION U.S. FILTER, INC. - WARRENDALE, PENNSYLVANIA Edward P. Klein Manager, Aerospace / Anodizing Systems Jay B. Dwyer Senior Systems Engineer SUMMARY.') Interest in caustic Etch Regeneration
Laser ACB 50 Product Code: Revised Date: 03/17/2009. Laser ACB 50
 DESCRIPTION Laser ACB 50 Laser ACB 50 is a peroxide/sulfuric acid system that replaces bichromate, chromic acid, or nitricsulfuric acid pickles commonly used for pickling copper, brass and bronze alloys.
DESCRIPTION Laser ACB 50 Laser ACB 50 is a peroxide/sulfuric acid system that replaces bichromate, chromic acid, or nitricsulfuric acid pickles commonly used for pickling copper, brass and bronze alloys.
Laser EX 50 Product Code: Revised Date: 03/17/2009. Laser EX 50
 DESCRIPTION Laser EX 50 Laser EX 50 is a peroxide-based chemical polishing product that will provide a high luster on brass and most copper alloys. In many cases the Laser EX 50 will give a chemical alternative
DESCRIPTION Laser EX 50 Laser EX 50 is a peroxide-based chemical polishing product that will provide a high luster on brass and most copper alloys. In many cases the Laser EX 50 will give a chemical alternative
Cartwright Consulting Co.
 Cartwright Consulting Co. WWW.CARTWRIGHT-CONSULTING.COM pscartwright@msn.com United States Office European Office 8324 16 th Avenue South President Kennedylaan 94 Minneapolis, MN 55425-1742 2343 GT Oegstgeest
Cartwright Consulting Co. WWW.CARTWRIGHT-CONSULTING.COM pscartwright@msn.com United States Office European Office 8324 16 th Avenue South President Kennedylaan 94 Minneapolis, MN 55425-1742 2343 GT Oegstgeest
Cartwright Consulting Co.
 Cartwright Consulting Co. WWW.CARTWRIGHT-CONSULTING.COM pscartwright@msn.com United States Office European Office 8324 16 th Avenue South President Kennedylaan 94 Minneapolis, MN 55425-1742 2343 GT Oegstgeest
Cartwright Consulting Co. WWW.CARTWRIGHT-CONSULTING.COM pscartwright@msn.com United States Office European Office 8324 16 th Avenue South President Kennedylaan 94 Minneapolis, MN 55425-1742 2343 GT Oegstgeest
SOLID-LIQUID SEPARATION TECHNOLOGY FOR REMOVING CONTAMINANT FINES FROM WATER SCRUBBING, CLARIFIER EFFLUENTS AND GREY WATER PAPER NUMBER
 SOLID-LIQUID SEPARATION TECHNOLOGY FOR REMOVING CONTAMINANT FINES FROM WATER SCRUBBING, CLARIFIER EFFLUENTS AND GREY WATER PAPER NUMBER 480801 Barry A. Perlmutter, President & Managing Director BHS-Sonthofen
SOLID-LIQUID SEPARATION TECHNOLOGY FOR REMOVING CONTAMINANT FINES FROM WATER SCRUBBING, CLARIFIER EFFLUENTS AND GREY WATER PAPER NUMBER 480801 Barry A. Perlmutter, President & Managing Director BHS-Sonthofen
Treatment Technologies
 Treatment Technologies Precipitation Softening INTRODUCTION CHEMISTRY OF PRECIPITATION SOFTENING COLD LIME SOFTENING WARM LIME SOFTENING HOT PROCESS SOFTENING SILICA REDUCTION REDUCTION OF OTHER CONTAMINANTS
Treatment Technologies Precipitation Softening INTRODUCTION CHEMISTRY OF PRECIPITATION SOFTENING COLD LIME SOFTENING WARM LIME SOFTENING HOT PROCESS SOFTENING SILICA REDUCTION REDUCTION OF OTHER CONTAMINANTS
Magnesium Hydroxide Conversion Project From Quicklime Alone to Mixed Mode Treatment with FloMag H Magnesium Hydroxide Slurry and Quicklime
 EXECUTIVE SUMMARY Magnesium Hydroxide Conversion Project From Quicklime Alone to Mixed Mode Treatment with FloMag H Magnesium Hydroxide Slurry and Quicklime A major United States metal processing company
EXECUTIVE SUMMARY Magnesium Hydroxide Conversion Project From Quicklime Alone to Mixed Mode Treatment with FloMag H Magnesium Hydroxide Slurry and Quicklime A major United States metal processing company
PULLUTICS elf STREAM MCA MP AND PAPER MILLS
 Amu. / Io7 PULLUTICS elf STREAM MCA MP AND PAPER MILLS No. 1207 Revised December 1956 (1yR A "-^ 0 APR 26 1957 IseS STATS 1 4 111111 000 00111111111111111 1111 1111111111 11111 1 i liwilihndir FOREST PRODUCTS
Amu. / Io7 PULLUTICS elf STREAM MCA MP AND PAPER MILLS No. 1207 Revised December 1956 (1yR A "-^ 0 APR 26 1957 IseS STATS 1 4 111111 000 00111111111111111 1111 1111111111 11111 1 i liwilihndir FOREST PRODUCTS
Module: 9 Lecture: 39
 Module: 9 Lecture: 39 AMMONIUM CHLORIDE INTRODUCTION Ammonium chloride (NH4Cl) is white crystalline salt highly soluble in water. Solutions of ammonium chloride are mildly acidic. Sal ammoniac is a name
Module: 9 Lecture: 39 AMMONIUM CHLORIDE INTRODUCTION Ammonium chloride (NH4Cl) is white crystalline salt highly soluble in water. Solutions of ammonium chloride are mildly acidic. Sal ammoniac is a name
HOUGHTO-PHOS 6300 LOW TEMPERATURE MANGANESE PHOSPHATE
 Process Instructions HOUGHTO-PHOS 6300 LOW TEMPERATURE MANGANESE PHOSPHATE Houghto-Phos 6300 is a manganese phosphate product designed to be used for break-in lubrication of iron and steel materials. Houghto-Phos
Process Instructions HOUGHTO-PHOS 6300 LOW TEMPERATURE MANGANESE PHOSPHATE Houghto-Phos 6300 is a manganese phosphate product designed to be used for break-in lubrication of iron and steel materials. Houghto-Phos
Achieve Zero-liquid Discharge of Industrial Wastewater. (Distill Process Waste for Reuse)
") (Distill Process Waste for Reuse) by Gary N. Dixon, Sr.Application Engineer, Samsco Water Evaporators Innovative, patented, multi-staged, full distillation, vacuum technology evaporation equipment from
(Distill Process Waste for Reuse) by Gary N. Dixon, Sr.Application Engineer, Samsco Water Evaporators Innovative, patented, multi-staged, full distillation, vacuum technology evaporation equipment from
Utilizing ScaleBlaster to Reduce Lime Scale Build-up in an Industrial Wastewater Treatment Plant
 Utilizing ScaleBlaster to Reduce Lime Scale Build-up in an Industrial Wastewater Treatment Plant Documented by The Village of Sauget Physical/Chemical Plant May, 2015 Purpose Case Study: Utilizing ScaleBlaster
Utilizing ScaleBlaster to Reduce Lime Scale Build-up in an Industrial Wastewater Treatment Plant Documented by The Village of Sauget Physical/Chemical Plant May, 2015 Purpose Case Study: Utilizing ScaleBlaster
The Fortunes of Bauxite Alumina Part 2 By Dmitri Allicock - for Guyanese Online. The Opening of the Alumina Plant in 1961
 The Fortunes of Bauxite Alumina Part 2 By Dmitri Allicock - for Guyanese Online The Opening of the Alumina Plant in 1961 The Alumina Plant opened Tuesday, March 28, 1961. Minister of Trade and Industry,
The Fortunes of Bauxite Alumina Part 2 By Dmitri Allicock - for Guyanese Online The Opening of the Alumina Plant in 1961 The Alumina Plant opened Tuesday, March 28, 1961. Minister of Trade and Industry,
Alternative Approaches to Design Evaporator and Crystallizer Systems using OLI Software
 Alternative Approaches to Design Evaporator and Crystallizer Systems using OLI Software Ken Martins/CH2M HILL October 17, 2012 Outline Key Drivers for Zero Liquid Discharge (ZLD) Processes Overview of
Alternative Approaches to Design Evaporator and Crystallizer Systems using OLI Software Ken Martins/CH2M HILL October 17, 2012 Outline Key Drivers for Zero Liquid Discharge (ZLD) Processes Overview of
McIlvaine Hot Topic Hour Evaporation and Crystallization of FGD Wastewater. September 3, 2009
 McIlvaine Hot Topic Hour Evaporation and Crystallization of FGD Wastewater September 3, 2009 Innovative Process Solutions Utilizing Evaporation & Crystallization as Core technologies ZLD for FGD as practiced
McIlvaine Hot Topic Hour Evaporation and Crystallization of FGD Wastewater September 3, 2009 Innovative Process Solutions Utilizing Evaporation & Crystallization as Core technologies ZLD for FGD as practiced
The Benefits of Removing Oil from Water
 The Benefits of Removing Oil from Water Table of Contents Why is Removing Oil from Water Important? 3 What is Oil Skimming? 6 Oil Removal Benefit #1: Reduces Costs 7 Oil Removal Benefit #2: Generates New
The Benefits of Removing Oil from Water Table of Contents Why is Removing Oil from Water Important? 3 What is Oil Skimming? 6 Oil Removal Benefit #1: Reduces Costs 7 Oil Removal Benefit #2: Generates New
ZERO Pollution Discharge
 Company Approaches ZERO Pollution Discharge BY Bruce Mottweiler Peter 1. Veit Project Engineer & Manager, Midwest Region Elkhart Products Division, Gould, Inc. Lancy laboratories REPRINTED FROM PLATING
Company Approaches ZERO Pollution Discharge BY Bruce Mottweiler Peter 1. Veit Project Engineer & Manager, Midwest Region Elkhart Products Division, Gould, Inc. Lancy laboratories REPRINTED FROM PLATING
Corrosion and Odor Control in Wastewater Systems
 Corrosion and Odor Control in Wastewater Systems Topics to be covered Hydrogen Sulfide Formation and Consequences What has changed since the Clean Water Act Corrosion in Wastewater systems Liquid Phase
Corrosion and Odor Control in Wastewater Systems Topics to be covered Hydrogen Sulfide Formation and Consequences What has changed since the Clean Water Act Corrosion in Wastewater systems Liquid Phase
6 INNOVATIVE PROCESS FOR TREATMENT OF SULFURIC ACID WASTE LIQUIDS WITH RECOVERY OF ANHYDROUS SODIUM SULFATE
 1 6 INNOVATIVE PROCESS FOR TREATMENT OF SULFURIC ACID WASTE LIQUIDS WITH RECOVERY OF ANHYDROUS SODIUM SULFATE Barry Asano, Project Manager CANVIRO CONSULTANTS A Division of CH2M HILL ENGINEERING LTD. Mississauga,
1 6 INNOVATIVE PROCESS FOR TREATMENT OF SULFURIC ACID WASTE LIQUIDS WITH RECOVERY OF ANHYDROUS SODIUM SULFATE Barry Asano, Project Manager CANVIRO CONSULTANTS A Division of CH2M HILL ENGINEERING LTD. Mississauga,
be recycled. This method is one which can be employed, now, in an effort toward waste minimization.
 The Use of Electrolytic Recovery in Conjunction with Chemical Precipitation: A Case Study of Total Metal Recovery at a Jewelry Production Company Dr. George Hradil, Covocfinish Co., Inc. and Edward Hradil,
The Use of Electrolytic Recovery in Conjunction with Chemical Precipitation: A Case Study of Total Metal Recovery at a Jewelry Production Company Dr. George Hradil, Covocfinish Co., Inc. and Edward Hradil,
CEMENT PLANT ENVIRONMENTAL TECHNOLOGY FOR ACHIEVING HIGH SO 2 REMOVAL
 CEMENT PLANT ENVIRONMENTAL TECHNOLOGY FOR ACHIEVING HIGH SO 2 REMOVAL Sara Safariyeganeh sara.safariyeganeh@mecsglobal.com Cary Joe Lovett, PE joe.lovett@holcim.com Abstract - The EPA has adopted revised
CEMENT PLANT ENVIRONMENTAL TECHNOLOGY FOR ACHIEVING HIGH SO 2 REMOVAL Sara Safariyeganeh sara.safariyeganeh@mecsglobal.com Cary Joe Lovett, PE joe.lovett@holcim.com Abstract - The EPA has adopted revised
ChromaPur. Chromic Acid Purification System
 Chromic Acid Purification System Eco-Tec s chromic acid purification system ensures dramatic cost savings and improved plating performance. Metal contaminants in a chrome plating bath lead to a decline
Chromic Acid Purification System Eco-Tec s chromic acid purification system ensures dramatic cost savings and improved plating performance. Metal contaminants in a chrome plating bath lead to a decline
ELECTROLYTIC RECOVERY FROM RINSE WATERS. C.A.Swank. ERC/LANCY Division of Dart & Kraft, Inc. 525 West New Castle Street Zelienople, PA 16063
 ELECTROLYTIC RECOVERY FROM RINSE WATERS By: C.A.Swank ERC/LANCY Division of Dart & Kraft, Inc. 525 West New Castle Street Zelienople, PA 16063 I, Introduction The recovery and reuse of various industrial
ELECTROLYTIC RECOVERY FROM RINSE WATERS By: C.A.Swank ERC/LANCY Division of Dart & Kraft, Inc. 525 West New Castle Street Zelienople, PA 16063 I, Introduction The recovery and reuse of various industrial
PROCESSES TO REDUCE PRODUCTION COSTS
 PROCESSES TO REDUCE PRODUCTION COSTS Closed Loop Rinsing Acid Purification Flux Treatment Circulation of Acids Prepared by: Pascal Moirand, Chief Engineer Siebec France C. Tom Philipp, P.E. PRO-pHx, Inc.
PROCESSES TO REDUCE PRODUCTION COSTS Closed Loop Rinsing Acid Purification Flux Treatment Circulation of Acids Prepared by: Pascal Moirand, Chief Engineer Siebec France C. Tom Philipp, P.E. PRO-pHx, Inc.
United States Environmental Protection Agency Research and Development. Project Summary. Jacqueline M. Peden
 EPA United States Environmental Protection Agency Research and Development Project Summary Risk Reduction Engineering Laboratory Cincinnati, OH 45268 EPA/600/SR-94/148 September 1994 Alkaline Noncyanide
EPA United States Environmental Protection Agency Research and Development Project Summary Risk Reduction Engineering Laboratory Cincinnati, OH 45268 EPA/600/SR-94/148 September 1994 Alkaline Noncyanide
COMPREHENSIVE WASTE REDUCTION AT VON DUPRIN, INC. Daniel Reinke, P.E. Capsule Environmental Engineering, Inc. St. Paul, Minnesota
 COMPREHENSIVE WASTE REDUCTION AT VON DUPRIN, INC. Daniel Reinke, P.E. Capsule Environmental Engineering, Inc. St. Paul, Minnesota James Smith Von Duprin, Inc. Indianapolis, Indiana Michael Bayman Von Duprin,
COMPREHENSIVE WASTE REDUCTION AT VON DUPRIN, INC. Daniel Reinke, P.E. Capsule Environmental Engineering, Inc. St. Paul, Minnesota James Smith Von Duprin, Inc. Indianapolis, Indiana Michael Bayman Von Duprin,
Stripol NI Ultra Product Code: Revised Date: 12/11/2012. Stripol NI Ultra
 Stripol NI Ultra DESCRIPTION Stripol NI Ultra is a non-regulated, one component liquid designed to rapidly strip nickel and nickel alloys from all substrates typically encountered in the metal finishing
Stripol NI Ultra DESCRIPTION Stripol NI Ultra is a non-regulated, one component liquid designed to rapidly strip nickel and nickel alloys from all substrates typically encountered in the metal finishing
Evaporative Condenser Passivation. Cameron Klein Strand Associates, Inc.
 Evaporative Condenser Passivation Cameron Klein Strand Associates, Inc. Evaporative Condenser Wetted Surface Materials of Construction Galvanized Steel Protective zinc coating fused to a steel substrate
Evaporative Condenser Passivation Cameron Klein Strand Associates, Inc. Evaporative Condenser Wetted Surface Materials of Construction Galvanized Steel Protective zinc coating fused to a steel substrate
Iron and Steel Manufacturing. 40 CFR Part 420
 Iron and Steel Manufacturing 40 CFR Part 420 Description of the Industry Three basic types for facilities Integrated steel mills Non-integrated steel mills Stand-alone facilities Iron and Steelmaking Operations
Iron and Steel Manufacturing 40 CFR Part 420 Description of the Industry Three basic types for facilities Integrated steel mills Non-integrated steel mills Stand-alone facilities Iron and Steelmaking Operations
Pyro processing. Lime hydration systems
 Pyro processing Lime hydration systems Pyro processing Lime hydrators With over 100 years of experience in the minerals processing industries the lime industry in particular Metso has the resources and
Pyro processing Lime hydration systems Pyro processing Lime hydrators With over 100 years of experience in the minerals processing industries the lime industry in particular Metso has the resources and
high efficiency ~ simple package ~ proven reliability ChromaPur Chromic Acid Purification Unit
 high efficiency ~ simple package ~ proven reliability ChromaPur Chromic Acid Purification Unit Achieve maximum recovery, maximum cost reduction, and maximum quality consistency with Eco-Tec s chromic acid
high efficiency ~ simple package ~ proven reliability ChromaPur Chromic Acid Purification Unit Achieve maximum recovery, maximum cost reduction, and maximum quality consistency with Eco-Tec s chromic acid
From Zero to Hero: Adoption of Zero Liquid Discharge across Industries
 From Zero to Hero: Adoption of Zero Liquid Discharge across Industries Abhirabh Basu Research Associate The Great Energy Transition June 1, 2017 Agenda The problem with liquid discharge Making a case for
From Zero to Hero: Adoption of Zero Liquid Discharge across Industries Abhirabh Basu Research Associate The Great Energy Transition June 1, 2017 Agenda The problem with liquid discharge Making a case for
Wastewater Treatment and Zero Liquid Discharge Technologies: Overview and New Developments Gordon Maller URS Process Technologies, Austin, TX
 Wastewater Treatment and Zero Liquid Discharge Technologies: Overview and New Developments Gordon Maller URS Process Technologies, Austin, TX Presentation To: McIlvaine Hot Topics - Control and Treatment
Wastewater Treatment and Zero Liquid Discharge Technologies: Overview and New Developments Gordon Maller URS Process Technologies, Austin, TX Presentation To: McIlvaine Hot Topics - Control and Treatment
Relationship Between Liquor Yield, Plant Capacity Increases, and Energy Savings in Alumina Refining
 JOM, Vol. 66, No. 9, 2014 DOI: 10.1007/s11837-014-1069-x Ó 2014 The Minerals, Metals & Materials Society Relationship Between Liquor Yield, Plant Capacity Increases, and Energy Savings in Alumina Refining
JOM, Vol. 66, No. 9, 2014 DOI: 10.1007/s11837-014-1069-x Ó 2014 The Minerals, Metals & Materials Society Relationship Between Liquor Yield, Plant Capacity Increases, and Energy Savings in Alumina Refining
A R0184 TECHNICAL MEMORANDUM
 A R0184 TECHNICAL MEMORANDUM SFU " REC^CT * PREPARED FOR: Rick Sugarek/ EPA PREPARED BY: Jim Mavis/ CH2M HILL DATE: April 15, 1994 SUBJECT: PROJECT: Alternative AMD By-Product Recovery Process Iron Mountain
A R0184 TECHNICAL MEMORANDUM SFU " REC^CT * PREPARED FOR: Rick Sugarek/ EPA PREPARED BY: Jim Mavis/ CH2M HILL DATE: April 15, 1994 SUBJECT: PROJECT: Alternative AMD By-Product Recovery Process Iron Mountain
Thermal Distillation Technology for Management of Produced Water and Frac Flowback Water
 Water Technology Brief #2008-1 Thermal Distillation Technology for Management of Produced Water and Frac Flowback Water John A. Veil 1 Argonne National Laboratory May 13, 2008 Thermal distillation uses
Water Technology Brief #2008-1 Thermal Distillation Technology for Management of Produced Water and Frac Flowback Water John A. Veil 1 Argonne National Laboratory May 13, 2008 Thermal distillation uses
Module 8: Introduction to Process Integration Tier III
 Program for North American Mobility In Higher Education Program for North American Mobility in Higher Education (NAMP) Introducing Process Integration for Environmental Control in Engineering Curricula
Program for North American Mobility In Higher Education Program for North American Mobility in Higher Education (NAMP) Introducing Process Integration for Environmental Control in Engineering Curricula
Issued Date: Revised September 2018 Page 1 of 5
 Issued Date: 01.03.2017 Revised September 2018 Page 1 of 5 1. GENERAL In order to enhance the performance of powder paint coatings on aluminium or zinc and give greatly improved corrosion resistance, it
Issued Date: 01.03.2017 Revised September 2018 Page 1 of 5 1. GENERAL In order to enhance the performance of powder paint coatings on aluminium or zinc and give greatly improved corrosion resistance, it
Phosphate Plant Yield Comparisons
 Phosphate Plant Yield Comparisons Presented at the 33 rd Meeting of the Central Florida Chapter of the American Institute of Chemical Engineers By: Richard D. Harrison Senior Engineer PegasusTSI Tampa,
Phosphate Plant Yield Comparisons Presented at the 33 rd Meeting of the Central Florida Chapter of the American Institute of Chemical Engineers By: Richard D. Harrison Senior Engineer PegasusTSI Tampa,
Institute of Paper Science and Technology Atlanta, Georgia IPST TECHNICAL PAPER SERIES
 Institute of Paper Science and Technology Atlanta, Georgia IPST TECHNICAL PAPER SERIES NUMBER 481 EFFECTS OF REDUCED FRESH WATER USAGE ON ION BUILDUP IN A TYPICAL PAPER MACHINE WATER SYSTEM G.L. JONES
Institute of Paper Science and Technology Atlanta, Georgia IPST TECHNICAL PAPER SERIES NUMBER 481 EFFECTS OF REDUCED FRESH WATER USAGE ON ION BUILDUP IN A TYPICAL PAPER MACHINE WATER SYSTEM G.L. JONES
Environmental II Session F Acid Purification and Recovery Using Resin Sorption Technology-A Review
 Environmental II Session F Acid Purification and Recovery Using Resin Sorption Technology-A Review Mike Dejak and Kevin Munns Eco-Tec Limited 925 Brock Road, South Pickering, Ontario L1 W 2x9 Acid Purification
Environmental II Session F Acid Purification and Recovery Using Resin Sorption Technology-A Review Mike Dejak and Kevin Munns Eco-Tec Limited 925 Brock Road, South Pickering, Ontario L1 W 2x9 Acid Purification
by: Steven M. Puricelli and Ernesto Vera-Castaneda MECS, Inc USA
 MECS SOLVR REGENERATIVE SULFUR DIOXIDE TECHNOLOGY by: Steven M. Puricelli and Ernesto Vera-Castaneda MECS, Inc USA Prepared for AMERICAN INSTITUTE OF CHEMICAL ENGINEERS 4798 S. Florida Ave. #253 Lakeland,
MECS SOLVR REGENERATIVE SULFUR DIOXIDE TECHNOLOGY by: Steven M. Puricelli and Ernesto Vera-Castaneda MECS, Inc USA Prepared for AMERICAN INSTITUTE OF CHEMICAL ENGINEERS 4798 S. Florida Ave. #253 Lakeland,
Activated Black Magic Plus Product Code: Revised Date: 10/26/2016. Activated Black Magic Plus Black Oxide Finish for Steel
 Activated Black Magic Plus Black Oxide Finish for Steel Activated Black Magic Plus produces the ultimate in black oxide finishes with its unique patented combination of activators, rectifiers, catalysts,
Activated Black Magic Plus Black Oxide Finish for Steel Activated Black Magic Plus produces the ultimate in black oxide finishes with its unique patented combination of activators, rectifiers, catalysts,
STYRENE BUTADIENE PLANT PROCESS DESCRIPTION TO BE READ WITH REFERENCE TO DRAWING SBR and SBR
 QENOS ELASTOMERS MANUFACTURING STYRENE BUTADIENE PLANT PROCESS DESCRIPTION TO BE READ WITH REFERENCE TO DRAWING SBR-909-1003 and SBR-909-1004 POLYMERISATION Technology: Goodyear emulsion free radical polymerisation
QENOS ELASTOMERS MANUFACTURING STYRENE BUTADIENE PLANT PROCESS DESCRIPTION TO BE READ WITH REFERENCE TO DRAWING SBR-909-1003 and SBR-909-1004 POLYMERISATION Technology: Goodyear emulsion free radical polymerisation
Module: 9 Lecture: 40
 Module: 9 Lecture: 40 AMMONIUM SULFATE INTRODUCTION Ammonium sulfate containing 21% nitrogen is another important nitrogenous fertilizer. It occurs naturally as the mineral mascagnite and offers many advantages
Module: 9 Lecture: 40 AMMONIUM SULFATE INTRODUCTION Ammonium sulfate containing 21% nitrogen is another important nitrogenous fertilizer. It occurs naturally as the mineral mascagnite and offers many advantages
Enerox Nickel Additive E 44 Product Code: Revised Date: 09/26/2007
 Enerox Nickel Additive E 44 INSTRUCTIONS FOR BRIGHT NICKEL PLATING USING ENE NICKEL ADDITIVES The Ene Bright Nickel Plating Process is designed and formulated to produce high quality bright nickel deposits.
Enerox Nickel Additive E 44 INSTRUCTIONS FOR BRIGHT NICKEL PLATING USING ENE NICKEL ADDITIVES The Ene Bright Nickel Plating Process is designed and formulated to produce high quality bright nickel deposits.
Scibond SL-23 Polymeric Lubrication System for Tube Drawing
 Scibond SL-23 Polymeric Lubrication System for Tube Drawing I. Introduction: Scibond SL-23 is a novel water-based a polymeric lubrication system. It was developed under National Science Foundation grant
Scibond SL-23 Polymeric Lubrication System for Tube Drawing I. Introduction: Scibond SL-23 is a novel water-based a polymeric lubrication system. It was developed under National Science Foundation grant
Dynamic Pollution Prevention Proaram
 Dynamic Pollution Prevention Proaram r. Provides Results Industrial case studies showcase pollution prevention success stories in Orange County, Cali$ he County Sanitation Districts of Orange County, Calif.,
Dynamic Pollution Prevention Proaram r. Provides Results Industrial case studies showcase pollution prevention success stories in Orange County, Cali$ he County Sanitation Districts of Orange County, Calif.,
Mi-Phos Z-10 Product Code: Revised Date: 9/12/2012. Mi-Phos Z-10
 Mi-Phos Z-10 DESCRIPTION Mi-Phos Z-10 is a fine-grained, calcium modified, crystalline zinc phosphate coating for steel. It may be used as a paint base or as a corrosion resistant coating. FEATURES AND
Mi-Phos Z-10 DESCRIPTION Mi-Phos Z-10 is a fine-grained, calcium modified, crystalline zinc phosphate coating for steel. It may be used as a paint base or as a corrosion resistant coating. FEATURES AND
Condensate System Troubleshooting andoptimization
 Condensate System Troubleshooting andoptimization One of the prime considerations in the operation of a boiler is feedwater quality. The better the feedwater, the less likely that water-related problems
Condensate System Troubleshooting andoptimization One of the prime considerations in the operation of a boiler is feedwater quality. The better the feedwater, the less likely that water-related problems
PECO FLUORINE REMOVAL PROCESS PILOT PLANT. By Jack M. Nagy, P. Eng. Process Engineer & Stephen W. Hilakos Manager of Technical Services
 PECO FLUORINE REMOVAL PROCESS PILOT PLANT By Jack M. Nagy, P. Eng. Process Engineer & Stephen W. Hilakos Manager of Technical Services SF Phosphates Limited Company 515 South Highway 430 Rock Springs,
PECO FLUORINE REMOVAL PROCESS PILOT PLANT By Jack M. Nagy, P. Eng. Process Engineer & Stephen W. Hilakos Manager of Technical Services SF Phosphates Limited Company 515 South Highway 430 Rock Springs,
SOURCE REDUCTION POTENTIAL IN THE IRON AND STEEL WIRE DRAWING INDUSTRY SIC-3315
 SOURCE REDUCTON POTENTAL N THE RON AND STEEL WRE DRAWNG NDUSTRY SC-3315 prepared by: Gregory R. Jordan under contract to the Department of Environmental Management Bureau of Solid Waste Disposal March
SOURCE REDUCTON POTENTAL N THE RON AND STEEL WRE DRAWNG NDUSTRY SC-3315 prepared by: Gregory R. Jordan under contract to the Department of Environmental Management Bureau of Solid Waste Disposal March
STARVED ACID LEACH TECHNOLOGY (SALT) CONCEPTUAL STUDY. InCoR Holdings Plc MINING AND METALLURGY. April 2014 REPORT Rev. 00 > Internal ref.
 CONCEPTUAL STUDY. InCoR Holdings Plc MINING AND METALLURGY. April 2014 REPORT Rev. 00 > Internal ref.") STARVED ACID LEACH TECHNOLOGY (SALT) CONCEPTUAL STUDY InCoR Holdings Plc MINING AND METALLURGY April 2014 REPORT Rev. 00 > Internal ref. 140226 Document Number: 140226-0000-49ER-0001 Date: 28/04/2014 Revision:
STARVED ACID LEACH TECHNOLOGY (SALT) CONCEPTUAL STUDY InCoR Holdings Plc MINING AND METALLURGY April 2014 REPORT Rev. 00 > Internal ref. 140226 Document Number: 140226-0000-49ER-0001 Date: 28/04/2014 Revision:
Tech Talk The Importance of Side Stream Filtration in Water and Energy Conservation By Kenn Latzer, Process Efficiency Products, Inc
 The Importance of Side Stream Filtration in Water and Energy Conservation By Kenn Latzer, Process Efficiency Products, Inc Building owners and those responsible for the design, operation and maintenance
The Importance of Side Stream Filtration in Water and Energy Conservation By Kenn Latzer, Process Efficiency Products, Inc Building owners and those responsible for the design, operation and maintenance
Natural Gas Well Development in the Marcellus Shale: The Use of Fresh Water and Beyond
 Natural Gas Well Development in the Marcellus Shale: The Use of Fresh Water and Beyond Jason de Wolfe, Chief Oil and Gas Q: How much water does the industry use to develop the Marcellus Shale? Each well
Natural Gas Well Development in the Marcellus Shale: The Use of Fresh Water and Beyond Jason de Wolfe, Chief Oil and Gas Q: How much water does the industry use to develop the Marcellus Shale? Each well
Alternatives to Coal Mine Tailings Impoundment - Evaluation of Three Dewatering Methods at Rockspring Coal Mine
 Alternatives to Coal Mine Tailings Impoundment - Evaluation of Three Dewatering Methods at Rockspring Coal Mine Charles Murphy, Alpha Natural Resources, Logan County, West Virginia, USA Christopher Bennett,
Alternatives to Coal Mine Tailings Impoundment - Evaluation of Three Dewatering Methods at Rockspring Coal Mine Charles Murphy, Alpha Natural Resources, Logan County, West Virginia, USA Christopher Bennett,
OPERATING PARAMETERS Reliable Means to Continuously Monitor Facility Performance
 OPERATING PARAMETERS Reliable Means to Continuously Monitor Facility Performance RICHARD SCHERRER Ogden Martin Systems, Inc. Fairfield, New Jersey ABSTRACT Energy sales are a major source of revenues for
OPERATING PARAMETERS Reliable Means to Continuously Monitor Facility Performance RICHARD SCHERRER Ogden Martin Systems, Inc. Fairfield, New Jersey ABSTRACT Energy sales are a major source of revenues for
GALVANIZING. IllustratedBY GEOFF WEISENBERGER. A look at the ins and outs of the hot-dip galvanizing process.
 A look at the ins and outs of the hot-dip galvanizing process. GALVANIZING IllustratedBY GEOFF WEISENBERGER HOT-DIP GALVANIZED STEEL, known for its silver-gray hue, sports a protective zinc coating that
A look at the ins and outs of the hot-dip galvanizing process. GALVANIZING IllustratedBY GEOFF WEISENBERGER HOT-DIP GALVANIZED STEEL, known for its silver-gray hue, sports a protective zinc coating that
Utilization of ferro-manganese slag for production of manganese sulphate and Electrolytic manganese metal/manganese di-oxide
 Utilization of ferro-manganese slag for production of manganese sulphate and Electrolytic manganese metal/manganese di-oxide P. L. Sen Gupta N. Dhananjayan. ABSTRACT High and low ferro-manganese slags
Utilization of ferro-manganese slag for production of manganese sulphate and Electrolytic manganese metal/manganese di-oxide P. L. Sen Gupta N. Dhananjayan. ABSTRACT High and low ferro-manganese slags
Brian Carrico, AICP, Senior Project Manager/Environmental Planner
 Technical Memorandum Date: Subject: From: To: Zero Liquid Discharge Description Dan Shafar, PE, Project Engineer Brian Carrico, AICP, Senior Project Manager/Environmental Planner Route to: INTRODUCTION
Technical Memorandum Date: Subject: From: To: Zero Liquid Discharge Description Dan Shafar, PE, Project Engineer Brian Carrico, AICP, Senior Project Manager/Environmental Planner Route to: INTRODUCTION
Environment. A Typical Electrolytic Silver Recovery Cell. DC Source - + Current. Anode. Cathode
 Environment I N F O R M A T I O N F R O M K O D A K The Technology of Silver Recovery for Photographic Processing Facilities A number of techniques are available to remove silver from silver-rich photographic.
Environment I N F O R M A T I O N F R O M K O D A K The Technology of Silver Recovery for Photographic Processing Facilities A number of techniques are available to remove silver from silver-rich photographic.
Springfield, Massachusetts (413)
") Waste Reduction and Minimization by COLD VAPORIZATION by Val Partyka CALFRAN International Inc. Springfield, Massachusetts 01101 (413) 525-4957 Topic No. 100 or 600 Introduction CALFRAN'S approach to waste
Waste Reduction and Minimization by COLD VAPORIZATION by Val Partyka CALFRAN International Inc. Springfield, Massachusetts 01101 (413) 525-4957 Topic No. 100 or 600 Introduction CALFRAN'S approach to waste
A Case Study from EP3: Pollution Prevention Assessment from a Cattle Hide Tannery. HBI Pub. 10/31/94
 A Case Study from EP3: Pollution Prevention Assessment from a Cattle Hide Tannery HBI-94-003-01 Pub. 10/31/94 What is EP3? The amount of pollutants and waste generated by industrial facilities has become
A Case Study from EP3: Pollution Prevention Assessment from a Cattle Hide Tannery HBI-94-003-01 Pub. 10/31/94 What is EP3? The amount of pollutants and waste generated by industrial facilities has become
Material Flow Analysis
 566 S 8QLW Material Flow Analysis 1 st Arab CP Workshop, Amman - Jordan 4-6 / 4 / 2006 www.cp.org.jo Goals of this Session Understanding the principle and methodology for conducting a material flow analysis
566 S 8QLW Material Flow Analysis 1 st Arab CP Workshop, Amman - Jordan 4-6 / 4 / 2006 www.cp.org.jo Goals of this Session Understanding the principle and methodology for conducting a material flow analysis
Chapter - 6 Treatment for Recycling of Segregated Wastewater Generated from Dyes, Dye Intermediates and Textile Dyeing and Printing Industries of
 Chapter - 6 Treatment for Recycling of Segregated Wastewater Generated from Dyes, Dye Intermediates and Textile Dyeing and Printing Industries of Sachin Industrial Area 6.1 Introduction Sachin industrial
Chapter - 6 Treatment for Recycling of Segregated Wastewater Generated from Dyes, Dye Intermediates and Textile Dyeing and Printing Industries of Sachin Industrial Area 6.1 Introduction Sachin industrial
PURPOSE PROCESS PAYOFF
 Water Reuse 4/04/13 PURPOSE PROCESS PAYOFF Water Water Everywhere but not a drop to drink! Seawater versus Water Reuse UF - RO for brackish waste water streams: 0.81.2 kw h/m3 MBR RO for brackish waste
Water Reuse 4/04/13 PURPOSE PROCESS PAYOFF Water Water Everywhere but not a drop to drink! Seawater versus Water Reuse UF - RO for brackish waste water streams: 0.81.2 kw h/m3 MBR RO for brackish waste
Worldwide Pollution Control Association. August 3-4, 2010
 Worldwide Pollution Control Association IL Regional Technical Seminar August 3-4, 2010 Visit our website at www.wpca.infowpca An Unbiased Comparison of FGD Technologies: Wet, Spray Dry and CDS WPCA Conference
Worldwide Pollution Control Association IL Regional Technical Seminar August 3-4, 2010 Visit our website at www.wpca.infowpca An Unbiased Comparison of FGD Technologies: Wet, Spray Dry and CDS WPCA Conference
Texas Water Resources Institute
 Texas Water Resources Institute March 1977 Volume 3 No. 2 Design for Disposal By Lou Ellen Ruesink, Editor, Texas Water Resources What liquid is thick, brown, oily, acidic, toxic, and foul smelling? Water.
Texas Water Resources Institute March 1977 Volume 3 No. 2 Design for Disposal By Lou Ellen Ruesink, Editor, Texas Water Resources What liquid is thick, brown, oily, acidic, toxic, and foul smelling? Water.
R & R IDENTIFICATION CO.
 PRESSURE SENSITIVE HV FOR PIPE WITH OUTSIDE DIAMETER OF 6" AND OVER HOT WATER FOR PIPE WITH OUTSIDE DIAMETER OF 2-1/2" TO 6" COLD WATER FOR PIPE WITH OUTSIDE DIAMETER OF 1" TO 2-1/2" DOMESTIC DOMESTIC
PRESSURE SENSITIVE HV FOR PIPE WITH OUTSIDE DIAMETER OF 6" AND OVER HOT WATER FOR PIPE WITH OUTSIDE DIAMETER OF 2-1/2" TO 6" COLD WATER FOR PIPE WITH OUTSIDE DIAMETER OF 1" TO 2-1/2" DOMESTIC DOMESTIC
TOTAL WATER MANAGEMENT IN THE STEEL INDUSTRY. By N. Ramachandran, Ion Exchange (India) Ltd
 Ltd") TOTAL WATER MANAGEMENT IN THE STEEL INDUSTRY By N. Ramachandran, Ion Exchange (India) Ltd Large quantities of water are required to produce steel and steel products - typically 180-200 m 3 of water per
TOTAL WATER MANAGEMENT IN THE STEEL INDUSTRY By N. Ramachandran, Ion Exchange (India) Ltd Large quantities of water are required to produce steel and steel products - typically 180-200 m 3 of water per
Control of sulfidity in a modern kraft pulp mill
 Control of sulfidity in a modern kraft pulp mill Executive Summary Many years ago, the kraft pulping liquor circuit used sodium sulfate salt as the main make-up source of cooking chemicals. The make-up
Control of sulfidity in a modern kraft pulp mill Executive Summary Many years ago, the kraft pulping liquor circuit used sodium sulfate salt as the main make-up source of cooking chemicals. The make-up
DRAFT July 26, Engineer s Report Water Softening Alternatives for Boyack Road Water Treatment Plant. Town of Clifton Park, New York
 DRAFT July 26, 2010 Engineer s Report Water Softening Alternatives for Boyack Road Water Treatment Plant Town of Clifton Park, New York Prepared for: CLIFTON PARK WATER AUTHORITY 661 Clifton Park Center
DRAFT July 26, 2010 Engineer s Report Water Softening Alternatives for Boyack Road Water Treatment Plant Town of Clifton Park, New York Prepared for: CLIFTON PARK WATER AUTHORITY 661 Clifton Park Center
Zero Liquid Discharge Project Extends Potable Water Supplies
 http://dx.doi.org/10.5991/opf.2014.40.0078 Ryan R. Popko, PE, and Phillip J. Locke, PE, are with McKim & Creed (www.mckimcreed.com), Clearwater, Fla. Fred J. Greiner is with the city of Palm Coast, Fla.
http://dx.doi.org/10.5991/opf.2014.40.0078 Ryan R. Popko, PE, and Phillip J. Locke, PE, are with McKim & Creed (www.mckimcreed.com), Clearwater, Fla. Fred J. Greiner is with the city of Palm Coast, Fla.
Removing Heavy Metals from Wastewater
 Removing Heavy Metals from Wastewater Engineering Research Center Report David M. Ayres Allen P. Davis Paul M. Gietka August 1994 1 Removing Heavy Metals From Wastewater Introduction This manual provides
Removing Heavy Metals from Wastewater Engineering Research Center Report David M. Ayres Allen P. Davis Paul M. Gietka August 1994 1 Removing Heavy Metals From Wastewater Introduction This manual provides
WEF Collection Systems Conference Evaluation of High ph Infiltration Water and Recycled Bedding Material
 Evaluation of High ph Infiltration Water and Recycled Bedding Material Keith Hobson, PE, BCEE, FOX Engineering Associates, Inc. ABSTRACT The purpose of this evaluation was to determine the cause and source
Evaluation of High ph Infiltration Water and Recycled Bedding Material Keith Hobson, PE, BCEE, FOX Engineering Associates, Inc. ABSTRACT The purpose of this evaluation was to determine the cause and source
CAUSTIC RECOVERY USING MEMBRANE FILTRATION
 ASME 2009 Citrus Engineering Conference CEC2009 March 19, 2009, Lake Alfred, Florida, USA CAUSTIC RECOVERY USING MEMBRANE FILTRATION CEC2009-5507 Mike Grigus Process Engineering Manager, GEA Filtration
ASME 2009 Citrus Engineering Conference CEC2009 March 19, 2009, Lake Alfred, Florida, USA CAUSTIC RECOVERY USING MEMBRANE FILTRATION CEC2009-5507 Mike Grigus Process Engineering Manager, GEA Filtration
Waste Acid Recycling Technology by Slag
 Technical Report NIPPON STEEL & SUMITOMO METAL TECHNICAL REPORT No. 109 JULY 2015 Waste Acid Recycling Technology by Slag UDC 669. 184. 28 : 621. 794. 48 Shigeharu MATSUBAYASHI* Abstract In this study,
Technical Report NIPPON STEEL & SUMITOMO METAL TECHNICAL REPORT No. 109 JULY 2015 Waste Acid Recycling Technology by Slag UDC 669. 184. 28 : 621. 794. 48 Shigeharu MATSUBAYASHI* Abstract In this study,
Soda Ash ( Sodium carbonate) Manufacture
 Manufacture") Soda Ash ( Sodium carbonate) Manufacture Pertinent properties Mol. Wt. 106 M.P. 851deg.C. B.P. Decomposes Soluble in water 8.9 gm/100gm at 20 deg.cel. Grade s: 99% sodium carbonate washing soda ( Na 2
Soda Ash ( Sodium carbonate) Manufacture Pertinent properties Mol. Wt. 106 M.P. 851deg.C. B.P. Decomposes Soluble in water 8.9 gm/100gm at 20 deg.cel. Grade s: 99% sodium carbonate washing soda ( Na 2
Black Magic Infusion Powder Product Code: Revised Date: 07/18/2016. Black Magic Infusion Powder
 Black Magic Infusion Powder DESCRIPTION A hot black oxide process for steel, Black Magic Infusion Powder converts outer micron of steel to black oxide passive phase for corrosion protection acting as a
Black Magic Infusion Powder DESCRIPTION A hot black oxide process for steel, Black Magic Infusion Powder converts outer micron of steel to black oxide passive phase for corrosion protection acting as a
OUTOTEC ROASTING SOLUTIONS
 OUTOTEC ROASTING SOLUTIONS Outotec roasting solutions are based on our decades of experience in developing processing technologies for concentrates and ores. Safe, easy, and cost-efficient to operate,
OUTOTEC ROASTING SOLUTIONS Outotec roasting solutions are based on our decades of experience in developing processing technologies for concentrates and ores. Safe, easy, and cost-efficient to operate,
Tech Byte 11: Benefits of Filtration for Open Cooling Tower Systems
 The need for filtration of any cooling tower system is somewhat understood and accepted by most building professionals and plant operating engineers. However, for some, that need is finally driven home
The need for filtration of any cooling tower system is somewhat understood and accepted by most building professionals and plant operating engineers. However, for some, that need is finally driven home
POREX Tubular Membrane Filter (TMF ) Applied in a ZLD System as Critical Solid/Liquid Separation Process
 Applied in a ZLD System as Critical Solid/Liquid Separation Process") POREX Tubular Membrane Filter (TMF ) Applied in a ZLD System as Critical Solid/Liquid Separation Process Abstract Introduction Beijing Shougang Biomass Energy Technology Co., Ltd, a branch company of SHOUGANG
POREX Tubular Membrane Filter (TMF ) Applied in a ZLD System as Critical Solid/Liquid Separation Process Abstract Introduction Beijing Shougang Biomass Energy Technology Co., Ltd, a branch company of SHOUGANG
Enerox Nickel Additive E 66 Product Code: Revised Date: 02/28/2012. Enerox Nickel Additive E 66 High End Rack Plating
 Enerox Nickel Additive E 66 High End Rack Plating INSTRUCTIONS FOR BRIGHT NICKEL PLATING USING ENEROX NICKEL ADDITIVES The Enerox Bright Nickel E-66 Plating Process is designed and formulated to produce
Enerox Nickel Additive E 66 High End Rack Plating INSTRUCTIONS FOR BRIGHT NICKEL PLATING USING ENEROX NICKEL ADDITIVES The Enerox Bright Nickel E-66 Plating Process is designed and formulated to produce
T 619 cm-84 TENTATIVE STANDARD 1933 OFFICIAL STANDARD 1935 CORRECTED 1944 CORRECTED 1953 CLASSICAL METHOD TAPPI. Analysis of salt cake
 T 619 cm-8 TENTATIVE STANDARD 19 OFFICIAL STANDARD 195 CORRECTED 19 CORRECTED 195 CLASSICAL METHOD 198 198 TAPPI The information and data contained in this document were prepared by a technical committee
T 619 cm-8 TENTATIVE STANDARD 19 OFFICIAL STANDARD 195 CORRECTED 19 CORRECTED 195 CLASSICAL METHOD 198 198 TAPPI The information and data contained in this document were prepared by a technical committee
discharge summary system design
 liquid discharge ZLDzero summary system design ZLD TECHNOLOGY S.M.A.R.T. Z PROCESS TM S.M.A.R.T. Z PROCESS TM Zero Liquid Discharge (ZLD) is the ultimate cutting-edge process for the total elimination
liquid discharge ZLDzero summary system design ZLD TECHNOLOGY S.M.A.R.T. Z PROCESS TM S.M.A.R.T. Z PROCESS TM Zero Liquid Discharge (ZLD) is the ultimate cutting-edge process for the total elimination
TDS AND SLUDGE GENERATION IMPACTS FROM USE OF CHEMICALS IN WASTEWATER TREATMENT
 TDS AND SLUDGE GENERATION IMPACTS FROM USE OF CHEMICALS IN WASTEWATER TREATMENT ABSTRACT Jurek Patoczka, PhD, PE Hatch Mott MacDonald 27 Bleeker Str., Millburn, NJ 07041 jurek.patoczka@hatchmott.com The
TDS AND SLUDGE GENERATION IMPACTS FROM USE OF CHEMICALS IN WASTEWATER TREATMENT ABSTRACT Jurek Patoczka, PhD, PE Hatch Mott MacDonald 27 Bleeker Str., Millburn, NJ 07041 jurek.patoczka@hatchmott.com The
Water Talk. Volume 8, Issue 8 August 2008 Zero Blowdown, Reality or Fantasy? A Critical Look at the Claims and Possibilities
 Water Talk Volume 8, Issue 8 August 2008 Zero Blowdown, Reality or Fantasy? A Critical Look at the Claims and Possibilities Discussion of Reality With the ever-increasing need to conserve water, the cooling
Water Talk Volume 8, Issue 8 August 2008 Zero Blowdown, Reality or Fantasy? A Critical Look at the Claims and Possibilities Discussion of Reality With the ever-increasing need to conserve water, the cooling
is a paradigm shift in produced water treatment technology occurring at SAGD facilities?
 Water Technologies & Solutions technical paper is a paradigm shift in produced water treatment technology occurring at SAGD facilities? Paper presented at the Canadian International Petroleum Conference
Water Technologies & Solutions technical paper is a paradigm shift in produced water treatment technology occurring at SAGD facilities? Paper presented at the Canadian International Petroleum Conference
Chapter 2: Description of Treatment Facilities
 2020 Facilities Plan Treatment Report 2.1 Introduction Chapter 2: Description of Treatment Facilities This chapter defines the Milwaukee Metropolitan Sewerage District (MMSD) service area. It also describes
2020 Facilities Plan Treatment Report 2.1 Introduction Chapter 2: Description of Treatment Facilities This chapter defines the Milwaukee Metropolitan Sewerage District (MMSD) service area. It also describes
Wet Flue Gas Desulfurization (FGD)
") Wet Flue Gas Desulfurization (FGD) In most developed countries, wet scrubber (flue-gas desulfurization; FGD) technology is a well-established process for removing SO2. Also, costs have been reduced significantly
Wet Flue Gas Desulfurization (FGD) In most developed countries, wet scrubber (flue-gas desulfurization; FGD) technology is a well-established process for removing SO2. Also, costs have been reduced significantly
Flue Gas Desulphurization (FGD) plant 2 x 600 MW Coal based Thermal power plant Cuddalore, Tamil Nadu. By MK Parameswaran 23 rd Dec, 2016
 plant 2 x 600 MW Coal based Thermal power plant Cuddalore, Tamil Nadu. By MK Parameswaran 23 rd Dec, 2016") Flue Gas Desulphurization (FGD) plant 2 x 600 MW Coal based Thermal power plant Cuddalore, Tamil Nadu. By MK Parameswaran 23 rd Dec, 2016 Introduction Flue Gas Desulfurization is a process of removing
Flue Gas Desulphurization (FGD) plant 2 x 600 MW Coal based Thermal power plant Cuddalore, Tamil Nadu. By MK Parameswaran 23 rd Dec, 2016 Introduction Flue Gas Desulfurization is a process of removing
SULAKSH CHEMICALS. SAFETY DATA SHEET Poly Aluminium Chloride 10% 1: Identification of the substance/preparation and of the company/undertaking
 1 SAFETY DATA SHEET Poly Aluminium Chloride 10% 1: Identification of the substance/preparation and of the company/undertaking Identification of the substance or preparation Product Name: Poly aluminium
1 SAFETY DATA SHEET Poly Aluminium Chloride 10% 1: Identification of the substance/preparation and of the company/undertaking Identification of the substance or preparation Product Name: Poly aluminium
&lliedsignal I. Lime Slurry Use at the Industrial Wastewater Pretreatment Facility KCP Federal Manufacturing & Technologies
 Lime Slurry Use at the Industrial Wastewater Pretreatment Facility Federal Manufacturing & Technologies Larry E. Rice Robert W. Hughes, Professional Services Group, Inc. George Baggett, GenedPraxair, Inc.
Lime Slurry Use at the Industrial Wastewater Pretreatment Facility Federal Manufacturing & Technologies Larry E. Rice Robert W. Hughes, Professional Services Group, Inc. George Baggett, GenedPraxair, Inc.
Air Pollution Technology Fact Sheet
 Air Pollution Technology Fact Sheet 1. Name of Technology: Packed-Bed/Packed-Tower Wet Scrubber This type of technology is a part of the group of air pollution controls collectively referred to as wet
Air Pollution Technology Fact Sheet 1. Name of Technology: Packed-Bed/Packed-Tower Wet Scrubber This type of technology is a part of the group of air pollution controls collectively referred to as wet
Water Use By Biofuel Facilities: Source, Process and Fate. Presented by Mark S. Mason, PG Natural Resource Group
 Water Use By Biofuel Facilities: Source, Process and Fate Presented by Mark S. Mason, PG Natural Resource Group 612.215.6082 msmason@nrg-llc.com NRG Biofuel Experience To date, NRG has worked on more than
Water Use By Biofuel Facilities: Source, Process and Fate Presented by Mark S. Mason, PG Natural Resource Group 612.215.6082 msmason@nrg-llc.com NRG Biofuel Experience To date, NRG has worked on more than