American Welding Society Nashville Section. Welding Procedure Development
|
|
|
- Magdalene Lyons
- 6 years ago
- Views:
Transcription
1 American Welding Society Nashville Section Welding Procedure Development
2 AWS & ASME Welding Procedures
3 Welding Procedure Specification (WPS) Written document that provides direction to the welder for making production welds in accordance with Code requirements Rules for qualification of procedures vary by referencing Code Qualified by testing (ASME, AWS) Pre-qualified (AWS) Standard Welding Procedure Specification (AWS)
4 AWS Standard Welding Procedure Specification (SWPS) Procedures that have been qualified by the Welding Research Council accepted and published by AWS for use as a qualified welding procedure ASME and NBIC accepted procedures are listed in the appendix of the applicable Code
5 Welding Procedure Qualification (PQR) A test that is performed to demonstrate that the contractor can make satisfactory welds as specified in the Welding Procedure Specification Mechanical testing is required and NDE may be required, depending on the Code being qualified to Impact testing may be required by the referencing Code (i.e., ASME Sect VIII)
6 Welder Performance Qualification Test (WPQT) Performance test which determines the welders ability to make acceptable production welds under a given set of conditions (essential variables) Process Joint type Base metal Filler metal Position Gas Electrical characteristics
7 Which Comes First WPQT WPS PQR
8 Which Comes First To frame a house you need to know the size of the foundation To build a foundation you need to know the size and shape of the house
9 Which Comes First The roof does not have to cover the house but should be fully supported by the framing
10 The Welding House The WPS and the PQR are developed concurrently Rough draft the WPS to determine how to do the PQR(s) More than one PQR may be required to fully support the WPS (e.g., thickness range) Welder qualification tests should be designed to not exceed the limits of the WPS but do not need to meet all of the limits of the WPS

11 AWS B2.1 Specification for Welding Procedure and Performance Qualification Base metals categorized in M number format Similar to ASME P numbers Similar to ASME Section IX
12 ASME B&PV Code ASME B&PV Code Section IX contains the guidelines for welding procedure and welder qualification Requires procedure qualification for all welding procedures except when the contractor has adopted one of the AWS Standard Welding Procedure Specifications

13 AWS Codes Many AWS Codes allow the use of Prequalified Welding Procedures Pre-qualified procedures are written documents that define welding parameters for the welder and are within defined limits set by the referencing Code (e.g., AWS D1.1) Welding procedures that exceed the limits for pre-qualification must be qualified by testing
14 Develop the WPS Process(es) Material(s) Material thickness Joint design Filler metal Weld deposit thickness Positions Pre-heat Post heat Shielding gas Electrical characteristics Technique
15 Qualify or Not to Qualify Does the Code allow use of a prequalified procedure? Does the planned WPS stay within the limits of a pre-qualified procedure? Process, joint type, material, filler metal, position, deposit thickness
16 What is in the WPS The WPS should describe all essential, non-essential and when required by the referencing Code supplementary essential variables for each welding process
17 Essential Variables Essential variables are those variables in which a change, as described in the specific variables, is considered to affect the mechanical properties of the weldment If there is a change in the essential variable the procedure must be requalified
18 Supplementary Essential Variables Supplementary essential variables are required for metals for which other Sections or Codes specify notch-toughness testing and are in addition to essential variables for each process This means that when ASME Section VIII (which requires qualification to Section IX) also requires notch toughness testing on a material, the supplementary essential variables become essential variables for that WPS A change in either essential or supplementary essential variables requires re-qualification of the procedure
19 Nonessential Variables Nonessential variables are those in which a change, as described in the specific variables, may be made in the WPS without re-qualification
20 Qualifying a procedure Determine what the required essential and if applicable supplementary essential variables are for: Process Joints Base metals Filler metals Positions Pre & post weld heat treatment Gas Electrical Characteristics Technique
")
21 SMAW Variables (ASME Sect IX)
22 Welding Data (ASME Sect IX) The welding variables table refers to the paragraph in the welding data section of the Code These paragraphs give rules for specific applications (specific variables)

23 Welding Data (ASME Sect IX)
24 Planning the PQR Plan your PQR to give you the greatest possibility of success! Base metal and filler metal grouping Thickness limitations Multiple processes require addressing essential variables for both processes Note that position is not an essential variable unless notch toughness testing has been required, take advantage of that
 SA-106 Grade B > P-No.1, Group-No.1» 60 KSI min specified tensile SA-106 Grade C > P-No.1, Group-No.2» 70 KSI min specified tensile")
25 Base Metal Assigned P numbers (M or S) so that similar base metals may be qualified by testing one base metal in the same P number (essential variable) Group numbers may be assigned within a P number to further differentiate (supplementary essential variable) SA-106 Grade B > P-No.1, Group-No.1» 60 KSI min specified tensile SA-106 Grade C > P-No.1, Group-No.2» 70 KSI min specified tensile
26 Filler Metals F number Electrodes and weld rods are grouped to reduce the number of welding procedure and performance qualifications where it can be logically done A number Classification of ferrous weld metal analysis Product Form Flux cored Bare (solid) or metal cored powder
27 Preheat Decrease > 100 F Essential variable Increase > 100 F Supplementary essential variable
28 Post Weld Heat Treatment PWHT Essential variable PWHT (Time & Temp range) Supplementary essential variable Base metal thickness (T) limits Essential variable
29 QW A separate PQR is required for each of the following conditions. For P-Nos. 1,3,4,5,6,9,10 & 11 No PWHT PWHT below the lower transformation temp PWHT above the upper transformation temp» normalizing PWHT above the upper transformation temp followed by HT below the lower transformation temp» Normalizing or quenching followed by tempering PWHT between the upper and lower transformation temp


30 QW cont d For all other materials No PWHT PWHT within a specified temperature range
31 Test Plate or Pipe Joint 1G position when possible (Flat) Plan sequence of weld passes if multi pass Back grind and PT if two sided weld Grind stops and starts
32 PQR Test Coupons Root or Side Bend Reduced Tensile Root or Side Bend Discard Discard Face or Side Bend Face or Side Bend Reduced tensile
33 Two Birds With 1 Stone The Procedure Qualification and Welder Qualification can be done at the same time Plate 1G Pipe 6G Tests required for Procedure Qualification Bend Tensile Notch Toughness if required by referencing Code
34 Read The Notes!

35 Required Testing for PQR (ASME Sect IX)
 Position may be limited or all position Current and voltage range limited May be written to perform multiple welds, taking advantage of a broad range of materials, joint types, positions, etc.")
36 Pre-qualified WPS May be written to perform a specific weld within a limited range of variables One joint design (i.e., V-Groove with backing) Material thickness limited or un-limited Process (i.e., SMAW) Position may be limited or all position Current and voltage range limited May be written to perform multiple welds, taking advantage of a broad range of materials, joint types, positions, etc.

37 AWS D1.1 Pre-qualified WPS

38 AWS D1.1 Pre-qualified WPS

39 AWS D1.1 Pre-qualified joint design Notes
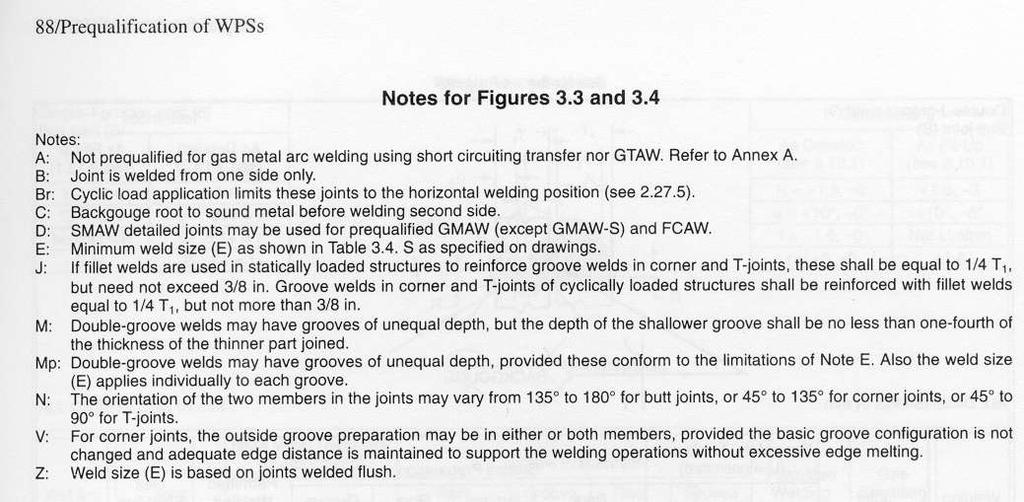
40 Notes
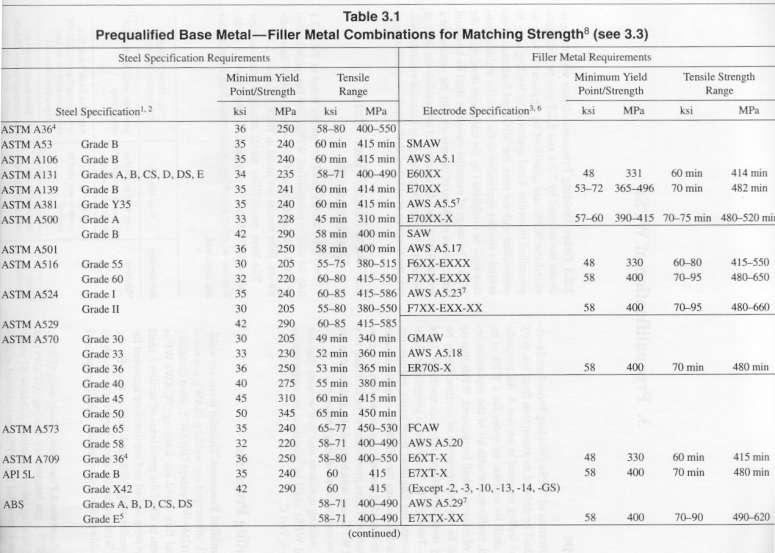
41 Pre-qualified Base Metals

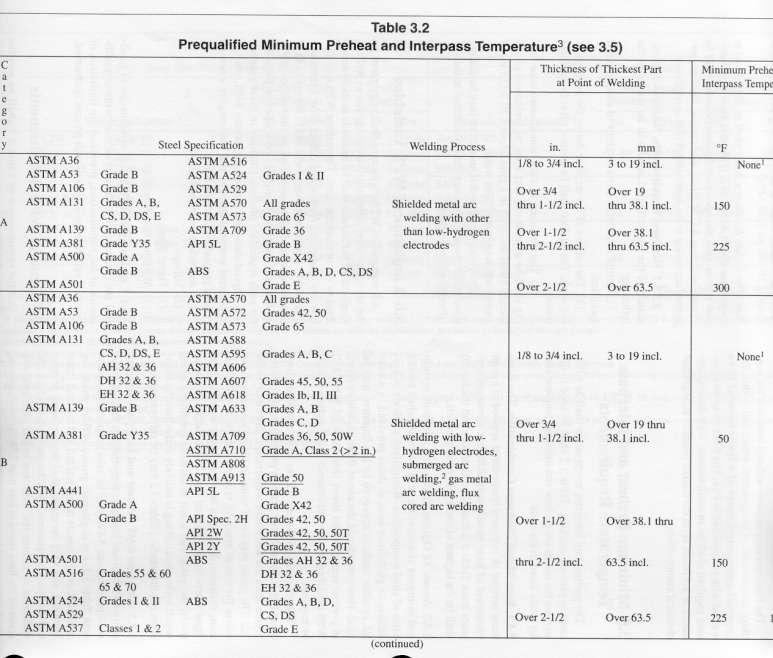
42 Pre-qualified pre-heat table


43 Notes for base metals and pre-heating Not pre-qualified
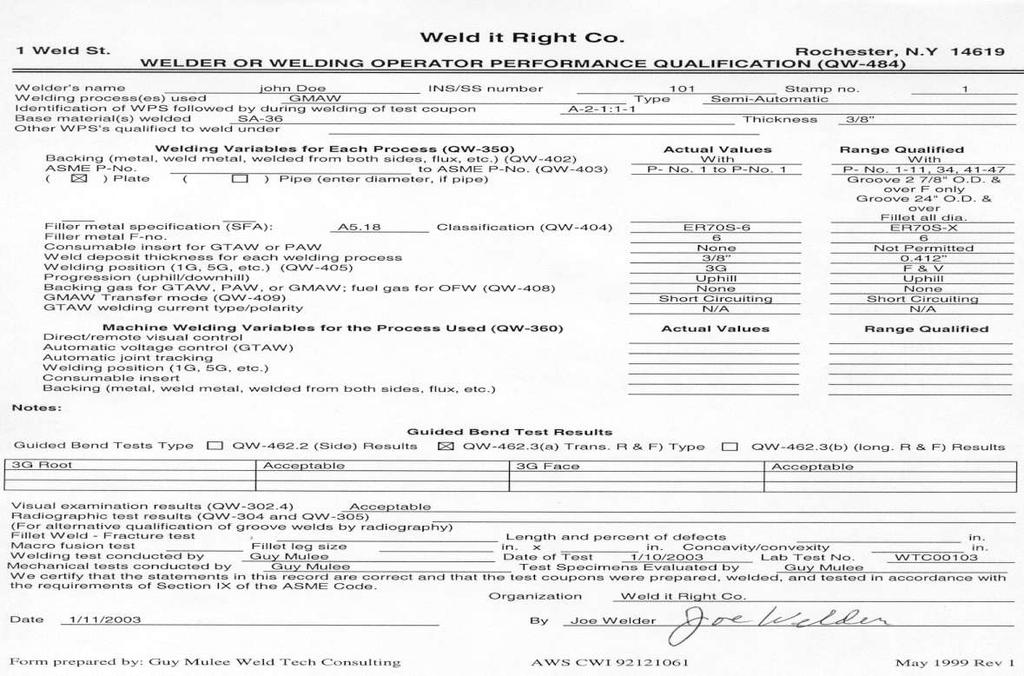
44 Joints Welder Qualification Essential Variables With or without backing Base metal Pipe diameter P number
45 Filler metal Welder Qualification Essential Variables With or without F number Inserts Solid or metal cored t of deposit t limits of short circuiting transfer
46 Position Welder Qualification Essential Variables Flat Horizontal Vertical Overhead Progression vertical welding Up Down
47 Gas Welder Qualification Essential Variables Deletion of inert backing gas Electrical characteristics GMAW transfer mode GTAW current or polarity
48 Welder Qualification Main controlling factors Process Filler metal P number qualified» It is your responsibility to ensure that the filler metal and base metal are suitable for the application
 P-No. 51 through P-No. 53 or P-No. 61 through P-No.")
49 Welder Qualification Base Metal Test on pipe or plate? Any P-No. 1 through 11, P-No. 34, or P- No. 41 through 47 qualifies for any P- No. 1 through 11, P-No. 34, or P-No. 41 through 47 base metal P-No. 21 through P-No. 25 (same) P-No. 51 through P-No. 53 or P-No. 61 through P-No. 62 (same)

50 Welder Qualification F-Numbers Some cross qualification exists with F numbers for example Any F6 qualifies for F6 Any F21 F25 qualifies for F21 F25 Any F34 or F41 F47 qualifies for F34 & F41 - F47
51 Welder Qualification F-Numbers SMAW electrode F numbers 1 4 are inter-related (ASME) and with or without backing applies F4 without backing qualifies for F1, F2, F3 & F4 with backing and F4 without F4 with backing qualifies for F1, F2, F3 & F4 with backing only
52 Welder Qualification Weld Deposit t ASME Up to and including 3/8 thick qualifies 2t Over 3/8 qualifies 2t 1/2 & over with minimum of 3 layers of weld metal qualifies for the maximum to be welded AWS D1.1 1/8 t 3/8 qualifies for 2t 3/8 < t < 1 qualifies for 2t 1 and over qualifies for unlimited
53 Welder Qualification Position (ASME) 1G plate qualifies F plate & pipe 2 7/8 OD & over groove welds and F fillets 2G plate qualifies F & H plate & pipe 2 7/8 OD & over groove welds and F & H fillets
54 Welder Qualification Position (ASME) 3G plate qualifies F & V plate & pipe groove welds 24 OD & over and F, H, V fillets F pipe 2 7/8 OD & over groove welds 4G plate qualifies F & O plate & pipe groove welds 24 OD & over and F, H, O fillets F pipe 2 7/8 OD & over groove welds
55 1G pipe Welder Qualification Position (ASME) F groove & fillet 2G pipe F & H groove & fillet 5G pipe F, V & O groove & fillet 2G & 5G pipe or 6G pipe All groove & fillet

56 Welder Qualification (ASME) Diameter limits based on OD of test coupon for groove welds < 1 OD = size welded to unlimited 1 < 2 7/8 OD = 1 OD to unlimited 2 7/8 OD & over = 2 7/8 OD to unlimited Groove weld test qualifies fillets for all base material thickness, sizes and diameters
57 Welder Qualification Most testing can be done on carbon steel test coupons to save money e.g., welder qualifications can be completed for most nickel alloys by using a filler from the F-41 through F-47 group welding a carbon steel test coupon 6G pipe position is the most economical test position
58
")
59 Qualification by Workmanship Test Only permitted when allowed by the referencing document Requires completion of a workmanship test addressing typical production joints and conditions Primarily accepted on the basis of visual inspection Other tests or examinations may be required by the referencing document (e.g., macro examination)
60 Continued Qualification ASME, AWS (except D9.1) requires that the welder must satisfactorily weld using the process at least once each six months to remain qualified D9.1 is 12 months Re-qualification may be done on pipe or plate in any position, material thickness or diameter to regain qualification for all positions, thickness, materials and diameters previously qualified for with that process
SECTION IX. Subject Interpretation File No. QW-182, Fracture Tests... IX QW-200.4(b)... IX QW
... IX QW") SECTION IX Subject Interpretation File No. QW-182, Fracture Tests... IX-10-32 11-939 QW-200.4(b)... IX-10-34 10-1966 QW-250... IX-10-28 09-558 QW-300.3, Simultaneous Performance Qualifications... IX-10-29
SECTION IX Subject Interpretation File No. QW-182, Fracture Tests... IX-10-32 11-939 QW-200.4(b)... IX-10-34 10-1966 QW-250... IX-10-28 09-558 QW-300.3, Simultaneous Performance Qualifications... IX-10-29
QW-482 WELDING PROCEDURE SPECIFICATION (WPS)
") QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: J.T. Thorpe & Son, Inc. By: J. Jacob Dupree, Q.C. Manager Welding Procedure Specification No.: JTT-03 Date: 9/20/2016 rev. 3 Supporting PQR No.(s)
QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: J.T. Thorpe & Son, Inc. By: J. Jacob Dupree, Q.C. Manager Welding Procedure Specification No.: JTT-03 Date: 9/20/2016 rev. 3 Supporting PQR No.(s)
WELDING PROCEDURE SPECIFICATION NO
 NATIONAL CERTIFIED PIPE WELDING BUREAU WELDING PROCEDURE SPECIFICATION NO. 45-32-1 FOR GAS TUNGSTEN ARC WELDING (GTAW) AND SHIELDED METAL ARC WELDING (SMAW) OF NICKEL ALLOY 20 (UNS N08020) PIPE, VALVES,
NATIONAL CERTIFIED PIPE WELDING BUREAU WELDING PROCEDURE SPECIFICATION NO. 45-32-1 FOR GAS TUNGSTEN ARC WELDING (GTAW) AND SHIELDED METAL ARC WELDING (SMAW) OF NICKEL ALLOY 20 (UNS N08020) PIPE, VALVES,
Canadian Welding Bureau Welding Procedure Qualification AWS D1.1 vs CSA W47.1
 Welding Procedure Qualification Canadian Welding Bureau Welding Procedure Qualification Comparison of Key Concepts and Requirements This document provides a general comparison of key concepts and requirements
Welding Procedure Qualification Canadian Welding Bureau Welding Procedure Qualification Comparison of Key Concepts and Requirements This document provides a general comparison of key concepts and requirements
WELDING PROCEDURE SPECIFICATION NO
 NATIONAL CERTIFIED PIPE WELDING BUREAU WELDING PROCEDURE SPECIFICATION NO. 1-7-1 FOR GAS METAL ARC WELDING WITH FLUXCORE WIRE (GMAW-FC) SEMI-AUTOMATIC OR MACHINE OF CARBON STEEL PIPE, VALVES, FITTINGS
NATIONAL CERTIFIED PIPE WELDING BUREAU WELDING PROCEDURE SPECIFICATION NO. 1-7-1 FOR GAS METAL ARC WELDING WITH FLUXCORE WIRE (GMAW-FC) SEMI-AUTOMATIC OR MACHINE OF CARBON STEEL PIPE, VALVES, FITTINGS
Summary of Changes in. ASME Section IX, 2001 Addenda
 Summary of Changes in ASME Section IX, 2001 Addenda Prepared by Walter J. Sperko, P.E. Sperko Engineering Services, Inc 4803 Archwood Drive Greensboro, NC 27406 USA Voice: 336-674-0600 FAX: 336-674-0600
Summary of Changes in ASME Section IX, 2001 Addenda Prepared by Walter J. Sperko, P.E. Sperko Engineering Services, Inc 4803 Archwood Drive Greensboro, NC 27406 USA Voice: 336-674-0600 FAX: 336-674-0600
QW-482 WELDING PROCEDURE SPECIFICATION (WPS)
") QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: J.T. Thorpe & Son, Inc. By: J. Jacob Dupree, P.E., Q.C. Manager Welding Procedure Specification No.: JTT-22-STUD Revision No. 0 Date: 4/15/2009
QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: J.T. Thorpe & Son, Inc. By: J. Jacob Dupree, P.E., Q.C. Manager Welding Procedure Specification No.: JTT-22-STUD Revision No. 0 Date: 4/15/2009
Pipeline Systems PLSC0017 Requirements for Welder Qualifications in Accordance with ASME Section IX
 June 2018 Pipeline Systems PLSC0017 Requirements for Welder Qualifications in Accordance with ASME Section IX PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost of process
June 2018 Pipeline Systems PLSC0017 Requirements for Welder Qualifications in Accordance with ASME Section IX PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize the cost of process
The Impact Testing Enigma A Review of ASME Section VIII, Division 1, Subsection C, Part UCS, Impact Testing Requirements
 the pressure equipment safety authority The Impact Testing Enigma A Review of ASME Section VIII, Division 1, Subsection C, Part UCS, Impact Testing Requirements AB-511 Edition 2, Revision 1 Issued 2017-05-03
the pressure equipment safety authority The Impact Testing Enigma A Review of ASME Section VIII, Division 1, Subsection C, Part UCS, Impact Testing Requirements AB-511 Edition 2, Revision 1 Issued 2017-05-03
QW-482 WELDING PROCEDURE SPECIFICATION (WPS)
") QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: J.T. Thorpe & Son, Inc. By: J. Jacob Dupree, P.E., Q.C. Manager Welding Procedure Specification No.: JTT-24-CVN Revision No. 0 November 5, 2010
QW-482 WELDING PROCEDURE SPECIFICATION (WPS) Company Name: J.T. Thorpe & Son, Inc. By: J. Jacob Dupree, P.E., Q.C. Manager Welding Procedure Specification No.: JTT-24-CVN Revision No. 0 November 5, 2010
WELDING PROCEDURE SPECIFICATION. Shielded Metal Arc Welding-SMAW
 WELDING PROCEDURE SPECIFICATION Shielded Metal Arc Welding-SMAW WPS Number: WPS-SMAW-CS Revision: 0 Company Name & Address ABC WELDING & FABRICATING 123 WeldProc Boulevard Toronto, ON A1B 2C3 CWB Approval
WELDING PROCEDURE SPECIFICATION Shielded Metal Arc Welding-SMAW WPS Number: WPS-SMAW-CS Revision: 0 Company Name & Address ABC WELDING & FABRICATING 123 WeldProc Boulevard Toronto, ON A1B 2C3 CWB Approval
REFERENCE SYLLABUS. for WELDING EXAMINER & WELDING EXAMINER IN TRAINING CERTIFICATES OF COMPETENCY EXAMINATIONS
 WELDING EXAMINER & CERTIFICATES OF COMPETENCY S AB-94 Edition 2, Revision 0, 2016-05-01 GENERAL INFORMATION INTRODUCTION: This Syllabus is intended to assist candidates in preparing the Welding Examiner
WELDING EXAMINER & CERTIFICATES OF COMPETENCY S AB-94 Edition 2, Revision 0, 2016-05-01 GENERAL INFORMATION INTRODUCTION: This Syllabus is intended to assist candidates in preparing the Welding Examiner
REFERENCE SYLLABUS. for WELDING EXAMINER & WELDING EXAMINER IN TRAINING CERTIFICATES OF COMPETENCY EXAMINATIONS
 WELDING EXAMINER & CERTIFICATES OF COMPETENCY S AB-94 Edition 1, Revision 6, 2016-05-01 This syllabus is being phased out and will be discontinued on April 30, 2018. GENERAL INFORMATION INTRODUCTION: This
WELDING EXAMINER & CERTIFICATES OF COMPETENCY S AB-94 Edition 1, Revision 6, 2016-05-01 This syllabus is being phased out and will be discontinued on April 30, 2018. GENERAL INFORMATION INTRODUCTION: This
SO YOU RE THE NEW WELDING ENGINEER
 SO YOU RE THE NEW WELDING ENGINEER The Importance of Pre and Post-Weld Operations Fabtech 2014 Mike Rice Sr. Corporate Welding Engineer The Importance of Pre and Post-Weld Operations Pre-Weld Operations
SO YOU RE THE NEW WELDING ENGINEER The Importance of Pre and Post-Weld Operations Fabtech 2014 Mike Rice Sr. Corporate Welding Engineer The Importance of Pre and Post-Weld Operations Pre-Weld Operations
SPECIAL PROVISION FOR STRUCTURAL STEEL AND ALUMINUM CONSTRUCTION. C&T:SJC 1 of 10 C&T:APPR:DAJ:DBP: FHWA:APPR:
 MICHIGAN DEPARTMENT OF TRANSPORTATION SPECIAL PROVISION FOR STRUCTURAL STEEL AND ALUMINUM CONSTRUCTION C&T:SJC 1 of 10 C&T:APPR:DAJ:DBP:07-09-07 FHWA:APPR:07-19-07 a. Description. This specification covers
MICHIGAN DEPARTMENT OF TRANSPORTATION SPECIAL PROVISION FOR STRUCTURAL STEEL AND ALUMINUM CONSTRUCTION C&T:SJC 1 of 10 C&T:APPR:DAJ:DBP:07-09-07 FHWA:APPR:07-19-07 a. Description. This specification covers
Section 14. Welding Field Welding 1. Welding Processes 6. Stud Welding 9. Welding Positions 11
 Section 14 Welding 14.1 Field Welding 1 Welding Processes 6 Stud Welding 9 Welding Positions 11 Field Welding Section 14.1 Field Welding Bridge Structures AWS D1.5 (00560.26(a)) Reinforcement AWS D1.4
Section 14 Welding 14.1 Field Welding 1 Welding Processes 6 Stud Welding 9 Welding Positions 11 Field Welding Section 14.1 Field Welding Bridge Structures AWS D1.5 (00560.26(a)) Reinforcement AWS D1.4
ANSI/AWS D An American National Standard. Structural Welding Code Sheet Steel
 ANSI/AWS D1.3-98 An American National Standard Structural Welding Code Sheet Steel Key Words Sheet steel, allowable stresses, details of welded joints, workmanship qualification, visual acceptance criteria,
ANSI/AWS D1.3-98 An American National Standard Structural Welding Code Sheet Steel Key Words Sheet steel, allowable stresses, details of welded joints, workmanship qualification, visual acceptance criteria,
M. F. Sullivan. 9/27/2016 Dr. Sandor Somogyi
 The Code is a large document and it is sometimes very difficult to understand. Even for many of us who work with it every day. In my opinion there is no one person who could be termed as a Code Expert.
The Code is a large document and it is sometimes very difficult to understand. Even for many of us who work with it every day. In my opinion there is no one person who could be termed as a Code Expert.
Subject: WPS America.com Software Upgrades-AWS and ASME Codes Updates
 Subject: WPS America.com Software Upgrades-AWS and ASME Codes Updates Dear Users of WPS America.com: WPS America.com welding software for the AWS and ASME codes has been successfully upgraded. As part
Subject: WPS America.com Software Upgrades-AWS and ASME Codes Updates Dear Users of WPS America.com: WPS America.com welding software for the AWS and ASME codes has been successfully upgraded. As part
Specification for Welding Earthmoving, Construction, and Agricultural Equipment
 Key Words Structural welds, field repair, welding, earthmoving equipment, construction equipment, agricultural equipment AWS D14.3/D14.3M:2005 An American National Standard Approved by American National
Key Words Structural welds, field repair, welding, earthmoving equipment, construction equipment, agricultural equipment AWS D14.3/D14.3M:2005 An American National Standard Approved by American National
AN OVERVIEW ON SHIELDED METAL ARC WELDING (SMAW) OF STAINLESS STEEL (SS)
 OF STAINLESS STEEL (SS)") Suggested Spec. for SMAW-SS - 1 - AN OVERVIEW ON SHIELDED METAL ARC WELDING (SMAW) OF STAINLESS STEEL (SS) Scope This document provides information on welding and related operations of stainless steel
Suggested Spec. for SMAW-SS - 1 - AN OVERVIEW ON SHIELDED METAL ARC WELDING (SMAW) OF STAINLESS STEEL (SS) Scope This document provides information on welding and related operations of stainless steel
USING AS/NZS ISO WITH WeldQ
 AUSTRALIAN WELDER CERTIFICATION REGISTER (AWCR) USING AS/NZS ISO 9606-1 WITH WeldQ Bruce Cannon Technical Publications Manager OVERVIEW The AWCR provides a national framework for qualifying and testing
AUSTRALIAN WELDER CERTIFICATION REGISTER (AWCR) USING AS/NZS ISO 9606-1 WITH WeldQ Bruce Cannon Technical Publications Manager OVERVIEW The AWCR provides a national framework for qualifying and testing
Section 13. Welding Field Welding 1. Welding Processes 6. Stud Welding 9. Welding Positions 15
 Section 13 Welding 13.1 Field Welding 1 Welding Processes 6 Stud Welding 9 Welding Positions 15 Field Welding Section 13 Field Welding Bridge Structures AWS D1.5 (00560.26(a)) Reinforcement AWS D1.4 (00530.42(d))
Section 13 Welding 13.1 Field Welding 1 Welding Processes 6 Stud Welding 9 Welding Positions 15 Field Welding Section 13 Field Welding Bridge Structures AWS D1.5 (00560.26(a)) Reinforcement AWS D1.4 (00530.42(d))
Structural Welding Code Reinforcing Steel
 Key Words Allowable stress, inspection, qualification, reinforcing steel, structural details, welded joint details AWS D1.4/D1.4M:2005 An American National Standard Approved by the American National Standards
Key Words Allowable stress, inspection, qualification, reinforcing steel, structural details, welded joint details AWS D1.4/D1.4M:2005 An American National Standard Approved by the American National Standards
49 CFR Part 192. Not applicable to welding during manufacture of pipe and components
 49 CFR Part 192 Not applicable to welding during manufacture of pipe and components --- and other strange nomenclature A joining process that produces a coalescence of metals (or non-metals) by heating
49 CFR Part 192 Not applicable to welding during manufacture of pipe and components --- and other strange nomenclature A joining process that produces a coalescence of metals (or non-metals) by heating
ASME B31.3 Process Piping
 ASME B31.3 Process Piping Charles Becht IV, PhD, PE Don Frikken, PE Instructors BECHT ENGINEERING COMPANY, INC. Fabrication and Installation - 1 Piping Development Process 1. Establish applicable system
ASME B31.3 Process Piping Charles Becht IV, PhD, PE Don Frikken, PE Instructors BECHT ENGINEERING COMPANY, INC. Fabrication and Installation - 1 Piping Development Process 1. Establish applicable system
API 1104 Section 6 Task Group. Summary of Proposed Changes and Related Justifications
 API 1104 Section 6 Task Group Summary of Proposed Changes and Related Justifications Black text not indented is explanatory information from the subcommittee discussions. API 1104 content is indented.
API 1104 Section 6 Task Group Summary of Proposed Changes and Related Justifications Black text not indented is explanatory information from the subcommittee discussions. API 1104 content is indented.
Grade 11 Term 1. Welding Simulation Project
 Grade 11 Term 1 Welding Simulation Project Unit/Topic: STSENGS873 Welding Simulation STS Performance Criteria: 1.1,1.4-1.6, 2.1-2.4 AQF Unit & PC: N/A to selected TAFE units (AWS positions,1g,2g,2f) Name:
Grade 11 Term 1 Welding Simulation Project Unit/Topic: STSENGS873 Welding Simulation STS Performance Criteria: 1.1,1.4-1.6, 2.1-2.4 AQF Unit & PC: N/A to selected TAFE units (AWS positions,1g,2g,2f) Name:
Table of Contents Page No.
 Table of Contents Page No. Personnel... iii Foreword...v List of Tables...xii List of Figures... xiii 1. General Requirements...1 1.1 Scope...1 1.2 Approval...1 1.3 Definitions...1 1.4 Welding Symbols...1
Table of Contents Page No. Personnel... iii Foreword...v List of Tables...xii List of Figures... xiii 1. General Requirements...1 1.1 Scope...1 1.2 Approval...1 1.3 Definitions...1 1.4 Welding Symbols...1
GUIDELINES FOR INSPECTION OF HULL WELDS
 CCS Rule Change Notice For GUIDELINES FOR INSPECTION OF HULL WELDS Version: October 2017. RCN No.1 Effective date: 1 January, 2018 Beijing CHAPTER 3 QUALIFICATION TESTS OF WELDERS Section 1 General Provisions
CCS Rule Change Notice For GUIDELINES FOR INSPECTION OF HULL WELDS Version: October 2017. RCN No.1 Effective date: 1 January, 2018 Beijing CHAPTER 3 QUALIFICATION TESTS OF WELDERS Section 1 General Provisions
OIL TECH SERVICES, INC.
 OIL TECH SERVICES, INC. 800 Wilcrest, Suite 100 Houston, TX 77042-1359 (310)-527-2695 (713) 789-5144 E Mail: mlombard@itmreps.com Website: www.itmreps.com WELDING Weld Procedure Specifications (WPS): Welding
OIL TECH SERVICES, INC. 800 Wilcrest, Suite 100 Houston, TX 77042-1359 (310)-527-2695 (713) 789-5144 E Mail: mlombard@itmreps.com Website: www.itmreps.com WELDING Weld Procedure Specifications (WPS): Welding
Training Achievement Record
 Training Achievement Record AWS SENSE LEVEL I ENTRY WELDER TRAINING ACHIEVEMENT RECORD Name Trainee ID # Date Entered Training Training Facility Address Address Address Telephone # INSTRUCTOR USE ONLY
Training Achievement Record AWS SENSE LEVEL I ENTRY WELDER TRAINING ACHIEVEMENT RECORD Name Trainee ID # Date Entered Training Training Facility Address Address Address Telephone # INSTRUCTOR USE ONLY
Standard Specification for Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded with Addition of Filler Metal 1
 Stainless Steel Pipe Electric Fusion Welded with Addition of Filler Metal 1") Designation: A 928/A 928M 04 www.tubingchina.com Standard Specification for Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded with Addition of Filler Metal 1 This standard is issued
Designation: A 928/A 928M 04 www.tubingchina.com Standard Specification for Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded with Addition of Filler Metal 1 This standard is issued
PIPELINE WELDING PROCEDURE SPECIFICATION
 PIPELINE WELDING PROCEDURE SPECIFICATION Davco Welding Ltd. 1219 3 Avenue Wainwright, Alberta T9W 1K9 WPS No: Scope: DAV-16 This welding procedure specification details the procedure to be followed for
PIPELINE WELDING PROCEDURE SPECIFICATION Davco Welding Ltd. 1219 3 Avenue Wainwright, Alberta T9W 1K9 WPS No: Scope: DAV-16 This welding procedure specification details the procedure to be followed for
Table of Contents Page No.
 Table of Contents Personnel... iii Foreword...v List of Tables... xiii List of Figures...xiv List of Forms...xvi 1. General Provisions...1 1.1 Application...1 1.2 Base Metal...1 1.3 Welding Processes...2
Table of Contents Personnel... iii Foreword...v List of Tables... xiii List of Figures...xiv List of Forms...xvi 1. General Provisions...1 1.1 Application...1 1.2 Base Metal...1 1.3 Welding Processes...2
ENBRIDGE PIPELINES INC. WELDING PROCEDURE DATA SHEET
 APPLICATION: Branch, Weld-O-Let, Fillet Weld New Construction & Non-Product Filled Pipelines CODE: CSA Z662-11 PROJECT: BPP (CA) MATERIAL GRADE: Run: 414 MPa (X-60) SMYS Carbon Equivalent 0.28 Maximum
APPLICATION: Branch, Weld-O-Let, Fillet Weld New Construction & Non-Product Filled Pipelines CODE: CSA Z662-11 PROJECT: BPP (CA) MATERIAL GRADE: Run: 414 MPa (X-60) SMYS Carbon Equivalent 0.28 Maximum
WELD PROCEDURE DATA. Carrier Pipe Thickness (WT): 6.4 mm < WT = 31.8 mm (Design and CSA Z662 Cl )
: 6.4 mm < WT = 31.8 mm (Design and CSA Z662 Cl )") WELD PROCEDURE DATA WPS: WEI-30-1 Rev. 0 Application: Branch and Lap (Sleeve) Connections on non-flowing, gas lines which are either pressured or non-pressured. Supporting PQR: WEI-30-1-1 (Branch) Qualification
WELD PROCEDURE DATA WPS: WEI-30-1 Rev. 0 Application: Branch and Lap (Sleeve) Connections on non-flowing, gas lines which are either pressured or non-pressured. Supporting PQR: WEI-30-1-1 (Branch) Qualification
HSB Global Standards ASME Code Changes and Discussions ASME Code Section VIII-1 and Referencing Code Section IX
 HSB Global Standards ASME Code Changes and Discussions ASME Code Section VIII-1 and Referencing Code Section IX Presented by: David M. Allore Field Services Manager September 21, 2011 Introduction Largest
HSB Global Standards ASME Code Changes and Discussions ASME Code Section VIII-1 and Referencing Code Section IX Presented by: David M. Allore Field Services Manager September 21, 2011 Introduction Largest
Welding. Basic Welding Welding Technician Welding Specialist. Pipe Technician. Aluminum Technician
 Welding Objectives Compass Career College s Welding program provides instruction on the various processes and techniques of welding including oxyfuel cutting, carbon arc cutting, shielded metal arc welding,
Welding Objectives Compass Career College s Welding program provides instruction on the various processes and techniques of welding including oxyfuel cutting, carbon arc cutting, shielded metal arc welding,
Welding of Large Diameter Pipelines: Design, Processes, Procedures Specifications for Welding Steel Water Pipe
 Welding of Large Diameter Pipelines: Design, Processes, Procedures Specifications for Welding Steel Water Pipe Field Welding of Steel Pipe Joints Nash Williams, Owner National Welding Corporation 2 Steel
Welding of Large Diameter Pipelines: Design, Processes, Procedures Specifications for Welding Steel Water Pipe Field Welding of Steel Pipe Joints Nash Williams, Owner National Welding Corporation 2 Steel
Core Curriculum Welding Level 1 Welding Level 2 Welding Level 3
 A Correlation of Core Curriculum Welding Level 1 Welding Level 2 Welding Level 3 to the South Carolina Standards for Welding Technology 1, 2, 3, & 4 Required Competencies South Carolina Welding Technology
A Correlation of Core Curriculum Welding Level 1 Welding Level 2 Welding Level 3 to the South Carolina Standards for Welding Technology 1, 2, 3, & 4 Required Competencies South Carolina Welding Technology
Dec.2006 / KWAI. Flux-Cored Wire for Gas Shield Arc Welding "DWA-55ESR"
 Dec.2006 / KWAI Flux-Cored Wire for Gas Shield Arc Welding "DWA-55ESR" Flux-Cored Wire for Gas Shield Arc Welding "DWA-55ESR" AWS A5.20 E71T-12MJ H8 DWA-55ESR is a rutile (TiO 2 ) based flux-cored wire
Dec.2006 / KWAI Flux-Cored Wire for Gas Shield Arc Welding "DWA-55ESR" Flux-Cored Wire for Gas Shield Arc Welding "DWA-55ESR" AWS A5.20 E71T-12MJ H8 DWA-55ESR is a rutile (TiO 2 ) based flux-cored wire
DIVISION: METALS SECTION: STRUCTURAL STEEL FRAMING REPORT HOLDER: CAST CONNEX CORPORATION
 0 Most Widely Accepted and Trusted ICC ES Evaluation Report ICC ES 000 (800) 423 6587 (562) 699 0543 www.icc es.org ESR 3031 Reissued 12/2017 This report is subject to renewal 12/2019. DIVISION: 05 00
0 Most Widely Accepted and Trusted ICC ES Evaluation Report ICC ES 000 (800) 423 6587 (562) 699 0543 www.icc es.org ESR 3031 Reissued 12/2017 This report is subject to renewal 12/2019. DIVISION: 05 00
RULES FOR THE CLASSIFICATION OF SHIPS
 RULES FOR THE CLASSIFICATION OF SHIPS 2009 Part 26 - WELDING Amendments No.1 CROATIAN REGISTER OF SHIPPING Hrvatska (Croatia) 21000 Split Marasovićeva 67 P.O.B. 187 Tel.: (...) 385 (0)21 40 81 11 Fax.:
RULES FOR THE CLASSIFICATION OF SHIPS 2009 Part 26 - WELDING Amendments No.1 CROATIAN REGISTER OF SHIPPING Hrvatska (Croatia) 21000 Split Marasovićeva 67 P.O.B. 187 Tel.: (...) 385 (0)21 40 81 11 Fax.:
Ground Combat Vehicle Welding Code - Steel. U.S. Army Tank-Automotive and Armaments Command. Revisions. Warren, Michigan
 19207-12479550 Revision A Page 1 of 165 Revisions LTR Description Date (YY-MM-DD) Approved --- Initial Release Direct ERR FOM U6466 01-12-07 T. A. Higgins A Direct ERR FOM U8332 Incorporated ADCN 157519
19207-12479550 Revision A Page 1 of 165 Revisions LTR Description Date (YY-MM-DD) Approved --- Initial Release Direct ERR FOM U6466 01-12-07 T. A. Higgins A Direct ERR FOM U8332 Incorporated ADCN 157519
METROPOLITAN. O & M Procedure No: E UTILITIES DISTRICT I. GENERAL
 Page: 1 of 10 I. GENERAL * Before any welder may weld on the Metropolitan Utilities District gas distribution and transmission system piping and facilities, the welder shall be qualified to perform the
Page: 1 of 10 I. GENERAL * Before any welder may weld on the Metropolitan Utilities District gas distribution and transmission system piping and facilities, the welder shall be qualified to perform the
Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division
 Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division While titanium has been used extensively in seawater cooling systems on
Productivity Enhancements for GMAW of Titanium Carrie Davis and Michael E. Wells Naval Surface Warfare Center, Carderock Division While titanium has been used extensively in seawater cooling systems on
Summary of Changes in. ASME Section IX, 2005 Addenda. As Published in the Welding Journal October, Prepared by
 Summary of Changes in ASME Section IX, 2005 Addenda As Published in the Welding Journal October, 2005 Prepared by Walter J. Sperko, P.E. Sperko Engineering Services, Inc 4803 Archwood Drive Greensboro,
Summary of Changes in ASME Section IX, 2005 Addenda As Published in the Welding Journal October, 2005 Prepared by Walter J. Sperko, P.E. Sperko Engineering Services, Inc 4803 Archwood Drive Greensboro,
Canadian Welding Bureau Comparative Review AWS D1.1 vs CSA W47.1 & CSA W59
 Comparative Review Canadian Bureau Comparative Review The Similarities and Differences This document summarizes the similarities and key difference in the requirements between welding standards published
Comparative Review Canadian Bureau Comparative Review The Similarities and Differences This document summarizes the similarities and key difference in the requirements between welding standards published
NATURAL GAS COMPRESSOR STATION PIPELINE WELDING AND RELATED FACILITIES. Engr. Md. Saidur Rahman 1,*
 Proceedings of the International Conference on Mechanical Engineering and Renewable Energy 2015 (ICMERE2015) 26 29 November, 2015, Chittagong, Bangladesh ICMERE2015-PI-243 NATURAL GAS COMPRESSOR STATION
Proceedings of the International Conference on Mechanical Engineering and Renewable Energy 2015 (ICMERE2015) 26 29 November, 2015, Chittagong, Bangladesh ICMERE2015-PI-243 NATURAL GAS COMPRESSOR STATION
Process Review Checklist
 Process Review Checklist DISCLAIMER. Due to time constraints, the student process review exercise is only a few minutes long. A through, complete process review checklist is not expected as a result but
Process Review Checklist DISCLAIMER. Due to time constraints, the student process review exercise is only a few minutes long. A through, complete process review checklist is not expected as a result but
John C. Stennis Space Center Standard WELD PROCEDURE FOR WELDING COPPER TUBE
 Revision February 2010 National eronautics and Space dministration John C. Space Center Space Center, MS 39529-6000 John C. Space Center WELD PROCEDURE FOR WELDING COPPER TUBE Original signed by: Michael
Revision February 2010 National eronautics and Space dministration John C. Space Center Space Center, MS 39529-6000 John C. Space Center WELD PROCEDURE FOR WELDING COPPER TUBE Original signed by: Michael
UNIFIED FACILITIES GUIDE SPECIFICATIONS
 USACE / NAVFAC / AFCESA / NASA UFGS-05 05 23 (November 2008) ----------------------------- Preparing Activity: USACE Superseding UFGS-05 05 23 (July 2007) UNIFIED FACILITIES GUIDE SPECIFICATIONS References
USACE / NAVFAC / AFCESA / NASA UFGS-05 05 23 (November 2008) ----------------------------- Preparing Activity: USACE Superseding UFGS-05 05 23 (July 2007) UNIFIED FACILITIES GUIDE SPECIFICATIONS References
Inspection and Welding Repairs of Pressure Vessels
 Inspection and Welding Repairs of Pressure Vessels BY S. V. GUPTE B.E., D.M.E. ASNT LEVEL III - RT,MT,PT,VT PRESSURE VESSEL INSPECTOR (API 510), (CCOE) PAINT AND COATING INSPECTOR (NACE INDIA) LEAD AUDITOR
Inspection and Welding Repairs of Pressure Vessels BY S. V. GUPTE B.E., D.M.E. ASNT LEVEL III - RT,MT,PT,VT PRESSURE VESSEL INSPECTOR (API 510), (CCOE) PAINT AND COATING INSPECTOR (NACE INDIA) LEAD AUDITOR
WORLDSKILLS STANDARD SPECIFICATION
 WORLDSKILLS STANDARD SPECIFICATION Skill 10 Welding WSC2017_WSSS10 THE WORLDSKILLS STANDARDS SPECIFICATION (WSSS) GENERAL NOTES ON THE WSSS The WSSS specifies the knowledge, understanding and specific
WORLDSKILLS STANDARD SPECIFICATION Skill 10 Welding WSC2017_WSSS10 THE WORLDSKILLS STANDARDS SPECIFICATION (WSSS) GENERAL NOTES ON THE WSSS The WSSS specifies the knowledge, understanding and specific
AASHTO/AWS D1.5M/D1.5:2008. Table of Contents
 Table of Contents Personnel...v Foreword...ix List of Tables... xviii List of Figures...xix List of Forms...xxi 1. General Provisions...1 1.1 Application...1 1.2 Base Metal...1 1.3 Welding Processes...1
Table of Contents Personnel...v Foreword...ix List of Tables... xviii List of Figures...xix List of Forms...xxi 1. General Provisions...1 1.1 Application...1 1.2 Base Metal...1 1.3 Welding Processes...1
1. Poor attitude toward any of the other students, instructors, or judges. 2. Failure to use personal protective equipment (PPE).
.") Welding Contest Rules and Score Sheet 2016 4G Rules: 1. Be Safe & Have Fun 2. Can tack in any position but groove welding must be in accordance with your WPS. 3. Can use wire brush, chipping hammer, and
Welding Contest Rules and Score Sheet 2016 4G Rules: 1. Be Safe & Have Fun 2. Can tack in any position but groove welding must be in accordance with your WPS. 3. Can use wire brush, chipping hammer, and
Welding. What is Welding?
 Welding Welding What is Welding? Welding is a joining process in which metals are heated, melted and mixed to produce a joint with properties similar to those of the materials being joined. Parent Metal
Welding Welding What is Welding? Welding is a joining process in which metals are heated, melted and mixed to produce a joint with properties similar to those of the materials being joined. Parent Metal
Conformity Assessment. Dan Cheetham Welding and NDE 4/12/16
 Conformity Assessment Dan Cheetham Welding and NDE 4/12/16 Welding & NDE requirements Welding What is required for compliance with AMSE Code? -Welding Procedures and welder/welding operators qualified
Conformity Assessment Dan Cheetham Welding and NDE 4/12/16 Welding & NDE requirements Welding What is required for compliance with AMSE Code? -Welding Procedures and welder/welding operators qualified
Review of EN ISO
 Svetskommissionen Review of EN ISO 9606-1 Qualification testing of welders Fusion welding Purpose: Ensure the ability of a welder to follow written instructions and verify the welders skill. These are
Svetskommissionen Review of EN ISO 9606-1 Qualification testing of welders Fusion welding Purpose: Ensure the ability of a welder to follow written instructions and verify the welders skill. These are
A Practical Design Guide for Welded Connections Part 1 Basic Concepts and Weld Symbols
 A Practical Design Guide for Welded Connections Part 1 Basic Concepts and Weld Symbols by James Doane, PhD, PE Course Overview This course is divided into 2 parts. Though it provides some basic concepts
A Practical Design Guide for Welded Connections Part 1 Basic Concepts and Weld Symbols by James Doane, PhD, PE Course Overview This course is divided into 2 parts. Though it provides some basic concepts
API-582. a practical approach for industrial welding practices. All rights reserved to thepetrostreet team
 Recommended Welding Guidelines API-582 a practical approach for industrial welding practices By The PetroStreet Team CONTENTS Key Sections: Θ Section 6 WELDING CONSUMABLES Θ Section 7 SHIELDING AND PURGING
Recommended Welding Guidelines API-582 a practical approach for industrial welding practices By The PetroStreet Team CONTENTS Key Sections: Θ Section 6 WELDING CONSUMABLES Θ Section 7 SHIELDING AND PURGING
VPAR Instruction Brochure Rev. B, June 11, 2003
 1. Purpose The purpose of this document is to provide guidance and information to supplement and clarify the requirements of welding procedure qualification specifications PPD 803-6335695 and S9074-AQ-
1. Purpose The purpose of this document is to provide guidance and information to supplement and clarify the requirements of welding procedure qualification specifications PPD 803-6335695 and S9074-AQ-
pdfmachine trial version
 EFFECT OF WELDING TECHNIQUES (GTAW & SMAW) ON THE MICROSTRUCTURE & MECHANICAL PROPERTIES OF MILD STEEL SA 516 Gr. 70 By Dr. Muhammad Taqi Zahid Butt, S. Ahmed, S. Rasool, U. Ali and S. U. Rehman* ABSTRACT
EFFECT OF WELDING TECHNIQUES (GTAW & SMAW) ON THE MICROSTRUCTURE & MECHANICAL PROPERTIES OF MILD STEEL SA 516 Gr. 70 By Dr. Muhammad Taqi Zahid Butt, S. Ahmed, S. Rasool, U. Ali and S. U. Rehman* ABSTRACT
RULES. PUBLICATION No. 74/P PRINCIPLES FOR WELDING PROCEDURE QUALIFICATION TESTS March
 RULES PUBLICATION No. 74/P PRINCIPLES FOR WELDING PROCEDURE QUALIFICATION TESTS 2018 March Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków complete or extend the Rules and
RULES PUBLICATION No. 74/P PRINCIPLES FOR WELDING PROCEDURE QUALIFICATION TESTS 2018 March Publications P (Additional Rule Requirements) issued by Polski Rejestr Statków complete or extend the Rules and
WLD 152 Wire Welding Certification Practice
 WLD 152 Wire Welding Certification Practice Index Course Information Accessing ebook and coursemate info. 3 4 Science on Steel 6-10 Craftsmanship Expectations 11 Welding Projects with Information Sheets
WLD 152 Wire Welding Certification Practice Index Course Information Accessing ebook and coursemate info. 3 4 Science on Steel 6-10 Craftsmanship Expectations 11 Welding Projects with Information Sheets
A Guide to AS/NZS ISO :2017
 TGN-SG01 Weld Australia Technical Guidance Note A Guide to AS/NZS ISO 9606-1:2017 www.weldaustralia.com.au Foreword This Technical Guidance Note contains basic information relevant to the qualification
TGN-SG01 Weld Australia Technical Guidance Note A Guide to AS/NZS ISO 9606-1:2017 www.weldaustralia.com.au Foreword This Technical Guidance Note contains basic information relevant to the qualification
Chapter 3 Shielded. Metal Arc Welding
 Chapter 3 Shielded Metal Arc 1. SMAW Electrode 2 Filler metals for shielded metal arc welding are composed of a metal alloy core, covered by a flux coating. The core wire carries the current for welding
Chapter 3 Shielded Metal Arc 1. SMAW Electrode 2 Filler metals for shielded metal arc welding are composed of a metal alloy core, covered by a flux coating. The core wire carries the current for welding
XI'AN LINKUN STEEL PIPE CO., LTD
 Designation: A 358/A 358M 01 An American National Standard Used in USDOE-NE Standards Standard Specification for Electric-Fusion-Welded Austenitic Chromium-Nickel Alloy Steel Pipe for High-Temperature
Designation: A 358/A 358M 01 An American National Standard Used in USDOE-NE Standards Standard Specification for Electric-Fusion-Welded Austenitic Chromium-Nickel Alloy Steel Pipe for High-Temperature
QUALIFICATION TESTING OF FIELD WELDERS
 Page 1 of 9 Oklahoma DOT Materials & Testing December 5, 2003 (Updated to Reference 2009 Specifications 11/26/2012) (Added paragraph to the bottom of Roles and Responsibilities section. 11/14/2017) Publication:
Page 1 of 9 Oklahoma DOT Materials & Testing December 5, 2003 (Updated to Reference 2009 Specifications 11/26/2012) (Added paragraph to the bottom of Roles and Responsibilities section. 11/14/2017) Publication:
welder certification welder performance qualification
 Chapter 29 Welder Certification OBJECTIVES After completing this chapter, the student should be able : Explain welder qualification and certification. Outline the steps required certify a welder. Make
Chapter 29 Welder Certification OBJECTIVES After completing this chapter, the student should be able : Explain welder qualification and certification. Outline the steps required certify a welder. Make
Welding Performance Qualification Test Administrators GUIDE FOR APPLICANTS
 TECHNICAL SAFETY BC Welding Performance Qualification Test Administrators GUIDE FOR APPLICANTS Date: October 12, 2017 Controlled Document: MAN-4018-02 MAN-4018-02 Page 1 of 27 Contents 1.0 Introduction...
TECHNICAL SAFETY BC Welding Performance Qualification Test Administrators GUIDE FOR APPLICANTS Date: October 12, 2017 Controlled Document: MAN-4018-02 MAN-4018-02 Page 1 of 27 Contents 1.0 Introduction...
WELDING (442) Welding (442) Flux Cored Arc Welding (FCAW)
 Welding (442) Flux Cored Arc Welding (FCAW)") WELDING (442) 442-308 Flux Cored Arc Welding (FCAW) Welding (442) 1 Information provided includes course descriptions by subject only. For complete 2018-2019 programs/academic plans, please refer to Academic
WELDING (442) 442-308 Flux Cored Arc Welding (FCAW) Welding (442) 1 Information provided includes course descriptions by subject only. For complete 2018-2019 programs/academic plans, please refer to Academic
UNIFIED FACILITIES GUIDE SPECIFICATIONS
 USACE / NAVFAC / AFCEC / NASA UFGS-05 05 23.16.16 (May 2014) ----------------------------- Preparing Activity: USACE Superseding UFGS-05 05 23 (November 2008) UNIFIED FACILITIES GUIDE SPECIFICATIONS References
USACE / NAVFAC / AFCEC / NASA UFGS-05 05 23.16.16 (May 2014) ----------------------------- Preparing Activity: USACE Superseding UFGS-05 05 23 (November 2008) UNIFIED FACILITIES GUIDE SPECIFICATIONS References
GUIDELINES FOR INSPECTION OF HULL WELDS
 GUIDANCE NOTES GD04-2017 CHINA CLASSIFICATION SOCIETY GUIDELINES FOR INSPECTION OF HULL WELDS 2017 Effective from 01/05/2017 Beijing CONTENTS CHAPTER 1 GENERAL Section 1 GENERAL CHAPTER 2 WELDING CONSUMABLES
GUIDANCE NOTES GD04-2017 CHINA CLASSIFICATION SOCIETY GUIDELINES FOR INSPECTION OF HULL WELDS 2017 Effective from 01/05/2017 Beijing CONTENTS CHAPTER 1 GENERAL Section 1 GENERAL CHAPTER 2 WELDING CONSUMABLES
Welding Performance Qualification Test Administrators GUIDE FOR APPLICANTS
 BRITISH COLUMBIA SAFETY AUTHORITY Welding Performance Qualification Test Administrators GUIDE FOR APPLICANTS Date: April 25, 2017 Controlled Document: MAN-4018-01 MAN-4018-01 Page 1 of 27 Contents Contents...
BRITISH COLUMBIA SAFETY AUTHORITY Welding Performance Qualification Test Administrators GUIDE FOR APPLICANTS Date: April 25, 2017 Controlled Document: MAN-4018-01 MAN-4018-01 Page 1 of 27 Contents Contents...
Approved 07/26/2017 NR Key Features. Conformances. Typical Applications. Welding Positions
 Procedures Structural Code Seismic Supplement FLUXCORED SELFSHIELDED (S) WIRE Innershield Mild Steel, All Position AWS E71T8 NR 232 Key Features High deposition rates for outofposition welding Penetrating
Procedures Structural Code Seismic Supplement FLUXCORED SELFSHIELDED (S) WIRE Innershield Mild Steel, All Position AWS E71T8 NR 232 Key Features High deposition rates for outofposition welding Penetrating
UNIFIED FACILITIES GUIDE SPECIFICATIONS
 USACE / NAVFAC / AFCEC / NASA UFGS-05 05 23.16.16 (May 2014) ----------------------------- Preparing Activity: USACE Superseding UFGS-05 05 23 (November 2008) UNIFIED FACILITIES GUIDE SPECIFICATIONS References
USACE / NAVFAC / AFCEC / NASA UFGS-05 05 23.16.16 (May 2014) ----------------------------- Preparing Activity: USACE Superseding UFGS-05 05 23 (November 2008) UNIFIED FACILITIES GUIDE SPECIFICATIONS References
UNIFIED FACILITIES GUIDE SPECIFICATIONS
 USACE / NAVFAC / AFCEC / NASA UFGS-05 05 23.16.16 (May 2014) ----------------------------- Preparing Activity: USACE Superseding UFGS-05 05 23 (November 2008) UNIFIED FACILITIES GUIDE SPECIFICATIONS References
USACE / NAVFAC / AFCEC / NASA UFGS-05 05 23.16.16 (May 2014) ----------------------------- Preparing Activity: USACE Superseding UFGS-05 05 23 (November 2008) UNIFIED FACILITIES GUIDE SPECIFICATIONS References
Southcoast Welding Institute
 WELDING TRAINING PROGRAM Southcoast Welding Institute SWRMC NAVSEA AWS, AISC & ABS CERTIFIED CONTRACTOR LICENSE 854690 Southcoast Welding Institute A division of SCW&M WELDING TRAINING PROGRAM Welding
WELDING TRAINING PROGRAM Southcoast Welding Institute SWRMC NAVSEA AWS, AISC & ABS CERTIFIED CONTRACTOR LICENSE 854690 Southcoast Welding Institute A division of SCW&M WELDING TRAINING PROGRAM Welding
API RECOMMENDED PRACTICE 577 FIRST EDITION, OCTOBER 2004 Welding Inspection and Metallurgy
 API RECOMMENDED PRACTICE 577 FIRST EDITION, OCTOBER 2004 Welding Inspection and Metallurgy 1 Scope API 577 provides guidance on welding inspection pertaining to fabrication and repair of refinery and chemical
API RECOMMENDED PRACTICE 577 FIRST EDITION, OCTOBER 2004 Welding Inspection and Metallurgy 1 Scope API 577 provides guidance on welding inspection pertaining to fabrication and repair of refinery and chemical
ASTM A420-Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Low-Temperature Service
 ASTM A420-Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Low-Temperature Service 1. Scope 1.1 This specification 2 covers wrought carbon steel and alloy steel fittings
ASTM A420-Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Low-Temperature Service 1. Scope 1.1 This specification 2 covers wrought carbon steel and alloy steel fittings
FABRICATION AND TESTING OF SHIP STRUCTURES
 RULES FOR CLASSIFICATION OF SHIPS / HIGH SPEED, LIGHT CRAFT AND NAVAL SURFACE CRAFT NEWBUILDING MATERIALS AND WELDING PART 2 CHAPTER 3 FABRICATION AND TESTING OF SHIP STRUCTURES JULY 2010 CONTENTS PAGE
RULES FOR CLASSIFICATION OF SHIPS / HIGH SPEED, LIGHT CRAFT AND NAVAL SURFACE CRAFT NEWBUILDING MATERIALS AND WELDING PART 2 CHAPTER 3 FABRICATION AND TESTING OF SHIP STRUCTURES JULY 2010 CONTENTS PAGE
PILE WELDING QUALITY CONTROL PLAN
 Michigan Department Of Transportation 5627 (10/14) PILE WELDING QUALITY CONTROL PLAN CONTRACTOR LOCATION PREPARED BY CONTROL SECTION JOB NO. DATE Bridge Field Services Approval Block CHECKED BY DATE SPECIFICATIONS
Michigan Department Of Transportation 5627 (10/14) PILE WELDING QUALITY CONTROL PLAN CONTRACTOR LOCATION PREPARED BY CONTROL SECTION JOB NO. DATE Bridge Field Services Approval Block CHECKED BY DATE SPECIFICATIONS
INSPECTION AND TEST. PROCEDURE Total Page 13
 PROCEDURE Total Page 13 Client : Project Name: P/O No. : Item No. : 3 2 1 0 FOR APPROVAL Rev Description Date Prepared By Checked By Approved By PROCEDURE Page 1 of 8 1. General 1.1 Scope This specification
PROCEDURE Total Page 13 Client : Project Name: P/O No. : Item No. : 3 2 1 0 FOR APPROVAL Rev Description Date Prepared By Checked By Approved By PROCEDURE Page 1 of 8 1. General 1.1 Scope This specification
S T T R U C T T U R magazine
 Welding performance qualifications (WPQ s) are a second crucial element in the control of welding quality. An earlier article, Welding Procedure Specifications What the Engineer Needs to Know (STRUCTURE,
Welding performance qualifications (WPQ s) are a second crucial element in the control of welding quality. An earlier article, Welding Procedure Specifications What the Engineer Needs to Know (STRUCTURE,
WELDING PROCEDURE SPECIFICATION
 WELDING PROCEDURE SPECIFICATION Material spec/grade Mild steel e.g. AS/NZS 1594 Grades 200, 250 Fabricator Advanced Plasma Technology Ltd WPS No. MP1G3 Standard AS/NZS 1554.7:2006 Process Plasma welding
WELDING PROCEDURE SPECIFICATION Material spec/grade Mild steel e.g. AS/NZS 1594 Grades 200, 250 Fabricator Advanced Plasma Technology Ltd WPS No. MP1G3 Standard AS/NZS 1554.7:2006 Process Plasma welding
Guide for the preparation of quality programs for licensing of companies performing BPE regulated work.
 Labour and Advanced Education Guide for the preparation of quality programs for licensing of companies performing BPE regulated work. Company Name: QC Program issue#: Revision# Overview: 1. This guideline
Labour and Advanced Education Guide for the preparation of quality programs for licensing of companies performing BPE regulated work. Company Name: QC Program issue#: Revision# Overview: 1. This guideline
Structural Steel Welding
 PDH Course S150 Structural Steel Welding Semih Genculu, P.E. 2011 PDH Online PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.pdhonline.org www.pdhcenter.com An
PDH Course S150 Structural Steel Welding Semih Genculu, P.E. 2011 PDH Online PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.pdhonline.org www.pdhcenter.com An
Welder Level 2 Rev. December, 2016
 Welder Level 2 Welder Unit: D2 Quality Assurance Level: Two Duration: 14 hours Theory: Practical: 14 hours 0 hours Overview: This unit is designed to introduce knowledge of quality control measures used
Welder Level 2 Welder Unit: D2 Quality Assurance Level: Two Duration: 14 hours Theory: Practical: 14 hours 0 hours Overview: This unit is designed to introduce knowledge of quality control measures used
Assuring Integrity While Bringing Efficiencies to American Industry. What Is Common Arc?
 Assuring Integrity While Bringing Efficiencies to American Industry 1 What Is Common Arc? Formed by NACBE January 1988 Not-for-profit corporation formed to: Foster and advance interests of Construction
Assuring Integrity While Bringing Efficiencies to American Industry 1 What Is Common Arc? Formed by NACBE January 1988 Not-for-profit corporation formed to: Foster and advance interests of Construction
Materials and Qualification Procedures for Ships
 Materials and Qualification Procedures for Ships Approval of Works for the Manufacture of Fusion Welded Pressure Vessels Revision 4, July 2015 Page 1 of 17 Lloyd s Register Group Limited, its subsidiaries
Materials and Qualification Procedures for Ships Approval of Works for the Manufacture of Fusion Welded Pressure Vessels Revision 4, July 2015 Page 1 of 17 Lloyd s Register Group Limited, its subsidiaries
Lassen Community College Course Outline. WT 38 Welding Theory & Practice Gas Metal Arc Welding Units
 Lassen Community College Course Outline WT 38 Welding Theory & Practice Gas Metal Arc Welding 1.0-3.0 Units I. Catalog Description This is an elective welding course where students will apply the gas metal
Lassen Community College Course Outline WT 38 Welding Theory & Practice Gas Metal Arc Welding 1.0-3.0 Units I. Catalog Description This is an elective welding course where students will apply the gas metal
Standard Specification for Forged Carbon and Alloy Steel. Flanges for Low-Temperature Service¹ ASTM A707/707M Scope :-
 Standard Specification for Forged Carbon and Alloy Steel Flanges for Low-Temperature Service¹ 1. Scope :- 1.1 This specification covers forged carbon and alloy steel flanges intended primarily for petroleum
Standard Specification for Forged Carbon and Alloy Steel Flanges for Low-Temperature Service¹ 1. Scope :- 1.1 This specification covers forged carbon and alloy steel flanges intended primarily for petroleum
SMAW THEORY. Course # WELD1110
 Course # WELD1110 SMAW THEORY OBJECTIVES: At the completion of this course the student will be able to recall from lectures, demonstrations and audio visual aids the theory and applications of the (SMAW)
Course # WELD1110 SMAW THEORY OBJECTIVES: At the completion of this course the student will be able to recall from lectures, demonstrations and audio visual aids the theory and applications of the (SMAW)
AS/NZS 2980: A Summary of Changes
 TGN-SG03 Weld Australia Technical Guidance Note AS/NZS 2980: A Summary of Changes www.weldaustralia.com.au Foreword This Technical Guidance Note contains basic information relevant to the qualification
TGN-SG03 Weld Australia Technical Guidance Note AS/NZS 2980: A Summary of Changes www.weldaustralia.com.au Foreword This Technical Guidance Note contains basic information relevant to the qualification
Welding Guidelines for the Chemical, Oil, and Gas Industries
 Welding Guidelines for the Chemical, Oil, and Gas Industries API RECOMMENDED PRACTICE 582 SECOND EDITION, DECEMBER 2009 //^:^^#^~^^"^@"^"^#$:@#~"#:$@:#"::""@~~ Welding Guidelines for the Chemical, Oil,
Welding Guidelines for the Chemical, Oil, and Gas Industries API RECOMMENDED PRACTICE 582 SECOND EDITION, DECEMBER 2009 //^:^^#^~^^"^@"^"^#$:@#~"#:$@:#"::""@~~ Welding Guidelines for the Chemical, Oil,