SCREW DESIGN BASICS The Processor Point Of View. Andrew W. Christie Optex Process Solutions, LLC
|
|
|
- Suzanna Briggs
- 6 years ago
- Views:
Transcription
1 SCREW DESIGN BASICS The Processor Point Of View Andrew W. Christie Optex Process Solutions, LLC
2 Outline Define the goal Review basic extruder components Discuss process elements Look at basic screw design features Put the components together Review process function optimization Discuss operator control and assessment Wrap Up
3 What is the goal? Provide the melted polymer to the forming process at the desired rate, uniformity, and quality to produce the finished product within specifications.
4 The Goal: Thin films & coatings
5

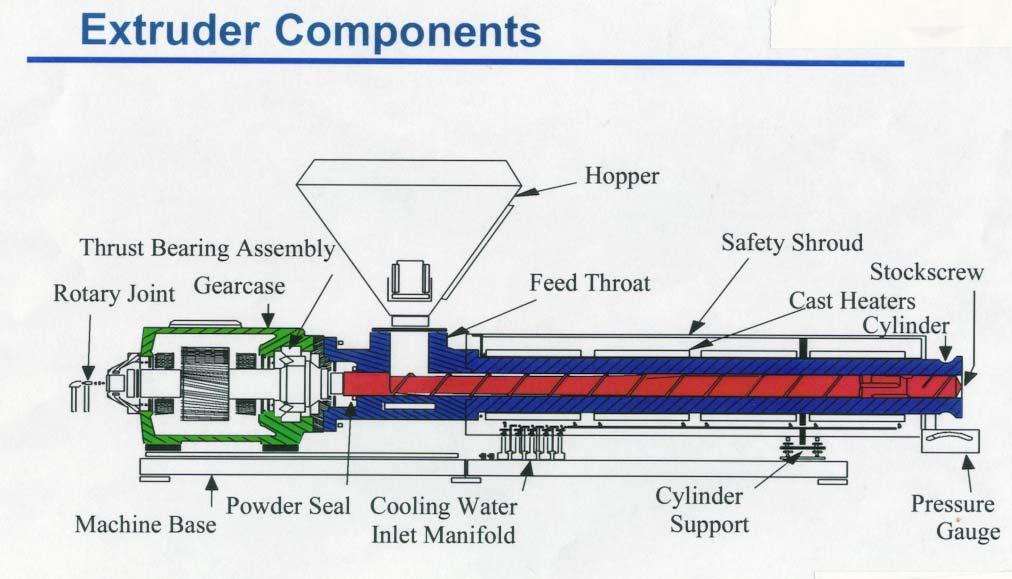
6 Screw Nomenclature FEED TRANS METER MIX METER
7 Steps In The Process (Feeding to the extruder) Solids Conveying Melting Pumping Mixing
8 Take Note The single screw extruder is basically a volumetric pump. It is not a positive displacement device. Variations in feeding result in variations in output. Solid conveying, melting, pumping and mixing occur simultaneously and are interdependent.
9 Resin Feeding Feeding of the extruder is independent of screw design. For successful operation of any single screw extruder a consistent feed stream must be supplied. The feed stream must be of uniform composition and uniform weight.
10 Driven by Gravity Opposed by Resin Feeding Frictional forces Escaping air from compaction Centrifugal force due to screw rotation Optimum Conditions Low COF Pellets to Hopper Low COF Pellet to Pellet Large Volume to Surface Ratio of Pellets Large Opening
11 Remember the process steps (Feeding to the extruder) Solids Conveying Melting Pumping Mixing Process steps relate to design features
12 Solids Conveying Driven by Sliding Force Pellet to Barrel Opposed by Sliding Force Pellet to Screw
13
14 Solids Conveying Optimum Conditions High COF Pellets to Barrel Low COF Pellets to Screw Channel High COF Pellet to Pellet Soft for Easy Compression All temperature dependent Low Surface to Volume Ratio of Pellets Material dependent High Channel Width to Depth Ratio Screw design dependent

15 Static COF Data - Gregory

16 Static COF Data - Gregory
17 LDPE Solids Conveying Screw RPM = 80 Root Temperature = 50 C Screw Diameter = 63.5 mm Channel Depth = 11.1 mm Screw RPM = 80 Root Temperature = 100 C Screw Diameter = 63.5 mm Channel Depth = 11.1 mm An Experimental Investigation of Solids Conveying in Smooth and Grooved Barrel Single Screw Plasticating Extruders, Conf. Proceedings, ANTEC 98, pp
18 Rate is Solids Conveying Output rate has a direct correlation to solids conveying The operator can impact solids conveying through temperature control in the solids conveying zone Screw Root Temperature Feed Cylinder Temperature Barrel Zone Temperature (s) [over solids] Pressure variation indicates rate variation Correct with stable solids conveying
19 Put the screw in the system!
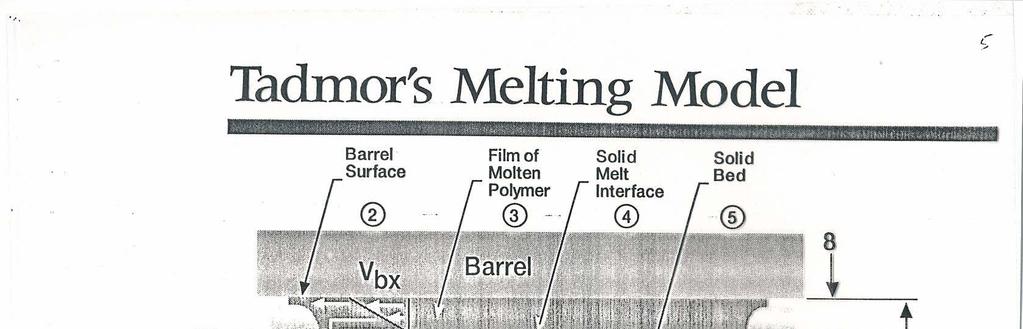
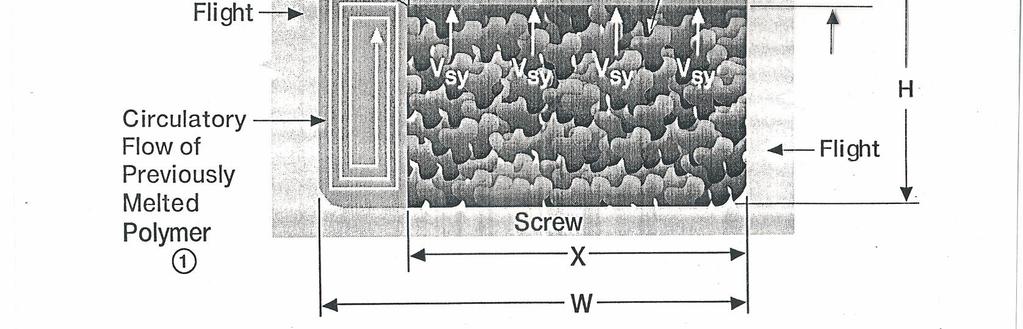
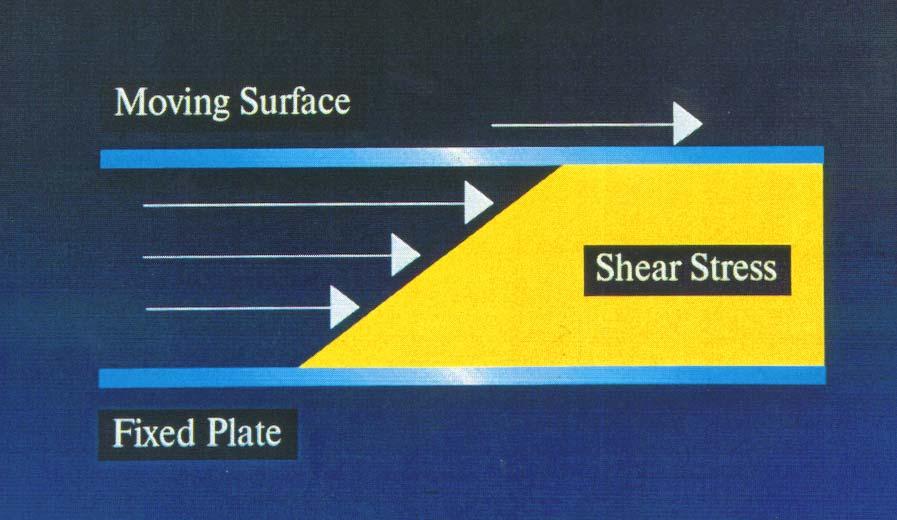
20 Melting Driven by Viscous Heat due to Shearing Heat Conduction from Adjacent Poly Heat Conduction from Barrel & Screw Opposed by Heat Removal
21
22
23 Melting Optimum Conditions High Viscosity & Shear Rate Large Solid Interface with Barrel Small Channel Width
24 Melt Separation Barrier

25 Melt Separation Barrier
26 Pumping Driven by Drag Flow Opposed by Pressure Flow
27 Drag Flow

28 Flow Path Along A Channel
29 Flow Velocity Components
30 Pumping Optimum Conditions Low Head Pressure High Entrance Pressure High Screw Speed High Melt Viscosity

31 Velocity inside the screw channel Moving wall

32 Velocity inside the screw channel
33 Velocity inside the screw channel
34 Mixing & Mixtures Two types of mixtures Solid in liquid Liquid in liquid Two types of mixing Dispersive Distributive
35 Dispersive Mixing Deformation of the comingled components resulting in a reduced component size and increased interfacial area. The deformation being accomplished through shear, elongation, or compression or in combination.
36 Distributive Mixing A repetitive random or ordered bulk rearrangement of the comingled components. Does not require continuous deformation of the material.
37 Mixtures Polymer Melts with Liquids One polymer with large bulk temperature gradients Alloys of two or more polymers A polymer with minor components Plasticizers Stabilizers Liquid Colorant Lubricant
38 Mixtures Polymer Melts with Solids Polymer melt with unmelted polymer Polymer melt with other solids Pigments Flame Retardants Nucleating Agents Contaminants
39 Mixer Performance Dispersion Distribution Efficiency Pressure Drop Streamlining Relative Surface Area

40 Maddock s (UCC) Mixer Dispersion high shear over barrier Distribution splits & recombines flow Depends on pressure for flow Dead ended channels

41 Gregory (Egan) Mixer Dispersive high shear over barrier Distribution splits & recombines flow Helical channels pump at all speeds Dead ended channels

42 Pineapple Mixer Dispersive No high shear path Distributive Multiple flow rearrangements Minimum pumping due to flight cuts Very large wetted surface area
43 Remember the goal Provide the melted polymer to the forming process at the desired rate, uniformity, and quality to produce the finished product within specifications.
44 Understand Your System Resin Feed System Hopper Volumetric Feeder Gravimetric Feeder Root Cooling Depth Temperature Control Feed Cylinder Cooling Length Temperature Control Barrel Heating Zone Lengths Number of Zones Type of Heating / Cooling Screw Design Type of Screw Design Original Design Specification (Specific Mat l Rate Verification) Relationship of Screw Design Features to System Components
45 Extruder Performance There is only one measure of extruder performance and that is melt quality. This is reflected in quantitative on-line measures as well as product performance measures.
46 Melt Quality Temperature Uniformity Pressure Uniformity Mixing and Dispersion Residence Time Distribution
47 Extruder thermocouples Control Thermocouples Mounted in extruder or component wall to provide feedback for heater control Melt Thermocouples Flush with polymer flow surface (T&P) Immersed into the polymer flow Shielded junction Exposed junction Adjustable depth immersion IR Probe


48 Variable Depth Probe Control 9 mm 6 mm 3 mm Melt
49 Possible Temperature Pattern Melt Wall Center
50 System Components PC Box Converter Trigger Alarm IR Scanner RS232 RS232 RS485 Extrusion Process +Laser + Adjustable Mounting Base + DataTemperature Software

51 IR Scan of Melt Curtain
52 Melt Quality Odor Gel Count Optics MVTR Physical Properties Heat Sealability Weatherability Wear Resistance Color
53 Summary The Goal is to produce an output and melt quality appropriate for your product In order to get the most from your system Know the system component arrangement Know the screw design system component relationship Get quality real time feed back Control temperatures / speeds Gravimetric rate Melt pressure Melt temperature Time dependent Position dependent
54 Thank You Andy Christie Optex Process Solutions, LLC
Notes. Plastic Behavior In The Compounding Twin Screw Extruder. Lesson 4. I. Screw Terminology. A. Length to Diameter Ratio (L/D ratio)
") Plastic Behavior In The Compounding Twin Screw Extruder Lesson 4 I. Screw Terminology Screw Terminology A. Length to Diameter Ratio (L/D ratio) 1. The L/D ratio is the length of the flighted portion of
Plastic Behavior In The Compounding Twin Screw Extruder Lesson 4 I. Screw Terminology Screw Terminology A. Length to Diameter Ratio (L/D ratio) 1. The L/D ratio is the length of the flighted portion of
Lead Technical Article. Fundamental Approach to Screw Design. the material forward down the barrel.
 Fundamental Approach to Screw Design By Jeffrey A. Myers, President of Barr Inc. Introduction The single stage extruder screw remains as the most widely used piece of equipment in the processing industry
Fundamental Approach to Screw Design By Jeffrey A. Myers, President of Barr Inc. Introduction The single stage extruder screw remains as the most widely used piece of equipment in the processing industry
Improving Thermal Efficiency of Single Screw Extrusion
 Improving Thermal Efficiency of Single Screw Extrusion Modified on Saturday, 02 May 2015 12:02 AM by mpieler Categorized as: Paper of the Month Improving Thermal Efficiency of Single Screw Extrusion A.
Improving Thermal Efficiency of Single Screw Extrusion Modified on Saturday, 02 May 2015 12:02 AM by mpieler Categorized as: Paper of the Month Improving Thermal Efficiency of Single Screw Extrusion A.
Mixing in Single Screw
 A Mixing in Single Screw Extrusion Martin Gale TECHNISCHE INFORM ATiQIMSBIOLIQTHEK UNIVERSITATS3IBUOTMEK HANNOVER J m ismithers z'smithers - Smithers Group Company Shawbury, Shrewsbury, Shropshire, SY4
A Mixing in Single Screw Extrusion Martin Gale TECHNISCHE INFORM ATiQIMSBIOLIQTHEK UNIVERSITATS3IBUOTMEK HANNOVER J m ismithers z'smithers - Smithers Group Company Shawbury, Shrewsbury, Shropshire, SY4
Optimizing Extruder Controls, Part Two
 Optimizing Extruder Controls, Part Two Lesson 6 I. The Compression Zone A. Most of the melting of raw material from solid plastic particles to molten plastic melt occurs in the compression zone. B. Goals
Optimizing Extruder Controls, Part Two Lesson 6 I. The Compression Zone A. Most of the melting of raw material from solid plastic particles to molten plastic melt occurs in the compression zone. B. Goals
FLEXPACKCON SPE Flexible Packaging Division. Strategies to Avoid Interfacial Instability in Multilayer Films October 31, 2018 Phoenix, Arizona
 FLEXPACKCON SPE Flexible Packaging Division Strategies to Avoid Interfacial Instability in Multilayer Films October 31, 2018 Phoenix, Arizona Presented by: Paul Waller Plastics Touchpoint Group, Inc. Optical
FLEXPACKCON SPE Flexible Packaging Division Strategies to Avoid Interfacial Instability in Multilayer Films October 31, 2018 Phoenix, Arizona Presented by: Paul Waller Plastics Touchpoint Group, Inc. Optical
PROCESSING MICA BASED PIGMENT MASTERBATCH
 PROCESSING MICA BASED PIGMENT MASTERBATCH Robert Roden, STEER Engineering Prakash Hadimani, STEER Engineering Dr Pradeep Bakshi, STEER Engineering Abstract Many effect pigments used in thermoplastics such
PROCESSING MICA BASED PIGMENT MASTERBATCH Robert Roden, STEER Engineering Prakash Hadimani, STEER Engineering Dr Pradeep Bakshi, STEER Engineering Abstract Many effect pigments used in thermoplastics such
MITIGATING GELS IN POLYETHYLENE PRODUCTS PRODUCED USING GROOVED-BORE, SINGLE-SCREW EXTRUDERS
 MITIGATING GELS IN POLYETHYLENE PRODUCTS PRODUCED USING GROOVED-BORE, SINGLE-SCREW EXTRUDERS Mark A. Spalding, The Dow Chemical Company, Midland, MI Timothy W. Womer, TWWomer and Associates, LLC, Edinburg,
MITIGATING GELS IN POLYETHYLENE PRODUCTS PRODUCED USING GROOVED-BORE, SINGLE-SCREW EXTRUDERS Mark A. Spalding, The Dow Chemical Company, Midland, MI Timothy W. Womer, TWWomer and Associates, LLC, Edinburg,
Options. The following is a list of our most popular options. If you don t find what you need, please call us. HARDWARE
 Options The following is a list of our most popular options. If you don t find what you need, please call us. HARDWARE VENTS AND INLET PORTS: Add 3 vents in a 36:1 L/D for the ultimate in gas extraction.
Options The following is a list of our most popular options. If you don t find what you need, please call us. HARDWARE VENTS AND INLET PORTS: Add 3 vents in a 36:1 L/D for the ultimate in gas extraction.
Effect of Geometry and Rotational Speed on the Axial Pressure Profile of a Single Screw Extrusion
 IJISET - International Journal of Innovative Science, Engineering & Technology, Vol. Issue, January. Effect of Geometry and Rotational Speed on the Axial Pressure Profile of a Single Screw Extrusion W.E.
IJISET - International Journal of Innovative Science, Engineering & Technology, Vol. Issue, January. Effect of Geometry and Rotational Speed on the Axial Pressure Profile of a Single Screw Extrusion W.E.
STEER BEST PRACTISES
 STEER BEST PRACTISES CONTROLLING SHEAR TO PRODUCE BRILLIANT EFFECT PIGMENT MASTERBATCHES WITHOUT DAMAGE TO THE MICA PLATELET STRUCTURE Mica - An integral part of most effect pigments Mica is a delicate,
STEER BEST PRACTISES CONTROLLING SHEAR TO PRODUCE BRILLIANT EFFECT PIGMENT MASTERBATCHES WITHOUT DAMAGE TO THE MICA PLATELET STRUCTURE Mica - An integral part of most effect pigments Mica is a delicate,
3.5.7 Flow Through Simple Dies
 152 3 Fundamentals of Polymers isothermal spinning of a Newtonian fluid and predicted the critical draw ratio of 20.210. Below the critical draw ratio, any disturbance along the filament is dampened out
152 3 Fundamentals of Polymers isothermal spinning of a Newtonian fluid and predicted the critical draw ratio of 20.210. Below the critical draw ratio, any disturbance along the filament is dampened out
Co-Rotating Twin-Screw Extruder Herausgegeben von Klemens Kohlgrüber
 Co-Rotating Twin-Screw Extruder Herausgegeben von Klemens Kohlgrüber ISBN-10: 3-446-41372-3 ISBN-13: 978-3-446-41372-6 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-41372-6
Co-Rotating Twin-Screw Extruder Herausgegeben von Klemens Kohlgrüber ISBN-10: 3-446-41372-3 ISBN-13: 978-3-446-41372-6 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-41372-6
Processing of Non- Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non- Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture -
Processing of Non- Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture -
ELONGATIONAL FLOW IN MULTIPLE SCREW EXTRUDERS
 ELONGATIONAL FLOW IN MULTIPLE SCREW EXTRUDERS J. E. Loukus and A. C. Halonen M. Gupta GS Engineering Plastic Flow, LLC Houghton, MI 4993 Houghton, MI 4993 Abstract Flows of a low-density polyethylene in
ELONGATIONAL FLOW IN MULTIPLE SCREW EXTRUDERS J. E. Loukus and A. C. Halonen M. Gupta GS Engineering Plastic Flow, LLC Houghton, MI 4993 Houghton, MI 4993 Abstract Flows of a low-density polyethylene in
CRD Mixing Technology
 CRD Mixing Technology Chris Rauwendaal Rauwendaal Extrusion Engineering, Inc. (REE) 12693 Roble Veneno Lane, Los Altos Hills, CA 94022-2668 Phone: 1-650-948-6266, fax: 1-650-948-0555 Email: Chris@Rauwendaal.com,
CRD Mixing Technology Chris Rauwendaal Rauwendaal Extrusion Engineering, Inc. (REE) 12693 Roble Veneno Lane, Los Altos Hills, CA 94022-2668 Phone: 1-650-948-6266, fax: 1-650-948-0555 Email: Chris@Rauwendaal.com,
Mixing conditions of polymer and ceramic powder determined by ultrasound
 International Journal of Applied Science and Engineering 2009. 6, 3: 239-244 Mixing conditions of polymer and ceramic powder determined by ultrasound C. C. Cheng * Dept. of Electrical Engineering, Hsiuping
International Journal of Applied Science and Engineering 2009. 6, 3: 239-244 Mixing conditions of polymer and ceramic powder determined by ultrasound C. C. Cheng * Dept. of Electrical Engineering, Hsiuping
Twin Screw Extruder and Continuous Mixer Rate Limitations
 MPC Materials Processing Consultants LLC Twin Screw Extruder and Continuous Mixer Rate Limitations Anthony C. Neubauer SPE Fellow; Dow Fellow (retired) Materials Processing Consultants LLC Why Extruders?
MPC Materials Processing Consultants LLC Twin Screw Extruder and Continuous Mixer Rate Limitations Anthony C. Neubauer SPE Fellow; Dow Fellow (retired) Materials Processing Consultants LLC Why Extruders?
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY
 PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
PREPARED BY: DR. RAHIMAH OTHMAN FOOD ENGINEERING (ERT 426) SEMESTER 1 ACADEMIC SESSION 2016/17
 SEMESTER 1 ACADEMIC SESSION 2016/17") 1 PREPARED BY: DR. RAHIMAH OTHMAN FOOD ENGINEERING (ERT 426) SEMESTER 1 ACADEMIC SESSION 2016/17 SUBTOPICS 2 1. Introduction 2. Basic Principles of Extrusion 3. Extrusion System 3.1 Cold Extrusion 3.2
1 PREPARED BY: DR. RAHIMAH OTHMAN FOOD ENGINEERING (ERT 426) SEMESTER 1 ACADEMIC SESSION 2016/17 SUBTOPICS 2 1. Introduction 2. Basic Principles of Extrusion 3. Extrusion System 3.1 Cold Extrusion 3.2
Title: The Influence of Using Fluoropolymer Processing Additives to Improve the Extrusion Characteristics of LDPE/LLDPE Resin Blends
 This technical paper was written and developed in November, 2000 when the author(s) was an employee of Dyneon LLC. Dyneon LLC was formerly a wholly-owned subsidiary of 3M Company and was fully integrated
This technical paper was written and developed in November, 2000 when the author(s) was an employee of Dyneon LLC. Dyneon LLC was formerly a wholly-owned subsidiary of 3M Company and was fully integrated
powder coating pharmaceuticals. The parallel, segmented compounder
 The Concept The continuous compounding of polymers, technical ceramics and foodstuffs whilst miing in various additives at specific points along the etruder barrel is an established technique used in the
The Concept The continuous compounding of polymers, technical ceramics and foodstuffs whilst miing in various additives at specific points along the etruder barrel is an established technique used in the
IMPROVE MIXING BY GENERATING ELONGATIONAL FLOW
 IMPROVE MIXING BY GENERATING ELONGATIONAL FLOW Introduction By: Dr. Chris Rauwendaal Rauwendaal Extrusion Engineering, Inc. Los Altos Hills, California 94022 USA www.rauwendaal.com Most dispersive mixers
IMPROVE MIXING BY GENERATING ELONGATIONAL FLOW Introduction By: Dr. Chris Rauwendaal Rauwendaal Extrusion Engineering, Inc. Los Altos Hills, California 94022 USA www.rauwendaal.com Most dispersive mixers
FEED ENHANCEMENT TECHNOLOGY FOR LOW BULK DENSITY MATERIAL INTO CO-ROTATING TWIN-SCREW COMPOUNDING EXTRUDERS
 FEED ENHANCEMENT TECHNOLOGY FOR LOW BULK DENSITY MATERIAL INTO CO-ROTATING TWIN-SCREW COMPOUNDING EXTRUDERS Paul G. Andersen, Coperion Corporation, Ramsey, NJ Maria Hoelzel and Thorsten Stirner, Coperion
FEED ENHANCEMENT TECHNOLOGY FOR LOW BULK DENSITY MATERIAL INTO CO-ROTATING TWIN-SCREW COMPOUNDING EXTRUDERS Paul G. Andersen, Coperion Corporation, Ramsey, NJ Maria Hoelzel and Thorsten Stirner, Coperion
ELEMENTARY STEPS SHAPING METHODS POST SHAPING DIE FORMING HANDLING OF PARTICULATE SOLIDS MOLDING & CASTING MELTING PRESSURISATION & PUMPING
 ELEMENTARY STEPS SHAPING METHODS POST SHAPING RAW MATERIALS RAW MATERIALS HANDLING OF PARTICULATE SOLIDS DIE FORMING MELTING MOLDING & CASTING PRESSURISATION & PUMPING SECONDARY SHAPING MIXING DEVOLATILLIZATION
ELEMENTARY STEPS SHAPING METHODS POST SHAPING RAW MATERIALS RAW MATERIALS HANDLING OF PARTICULATE SOLIDS DIE FORMING MELTING MOLDING & CASTING PRESSURISATION & PUMPING SECONDARY SHAPING MIXING DEVOLATILLIZATION
Posi-Melt TM Plasticating Screw
 1 Posi-Melt TM Plasticating Screw The standard Posi-Melt TM screw, patent # 7,652,528 and other patents pending, a general purpose replacement screw, has proven over the years to be more versatile than
1 Posi-Melt TM Plasticating Screw The standard Posi-Melt TM screw, patent # 7,652,528 and other patents pending, a general purpose replacement screw, has proven over the years to be more versatile than
RHEOLOGY & SLOT DIE COATING TECHNOLOGY. Mark Miller. Coating Tech Slot Dies, LLC Alpine Road, Suite 4. Eau Claire, WI 54703
 RHEOLOGY & SLOT DIE COATING TECHNOLOGY Mark Miller Coating Tech Slot Dies, LLC 2322 Alpine Road, Suite 4 Eau Claire, WI 54703 (715) 544-7568 OFFICE (715) 456-9545 MOBILE mark.miller@slotdies.com www.slotdies.com
RHEOLOGY & SLOT DIE COATING TECHNOLOGY Mark Miller Coating Tech Slot Dies, LLC 2322 Alpine Road, Suite 4 Eau Claire, WI 54703 (715) 544-7568 OFFICE (715) 456-9545 MOBILE mark.miller@slotdies.com www.slotdies.com
EXTRUSION 15/03/17. Extrusion. Polymer Types. Extrusion. The extruder is the most important piece of machinery in the polymer processing industry.
 petrochemical reactors and plants Plastic processing technology map reactor and plant continuous mixer big pelletizer (CIM) compounding machine pellet EXTRUSION high functional domestic twin-screw extruder
petrochemical reactors and plants Plastic processing technology map reactor and plant continuous mixer big pelletizer (CIM) compounding machine pellet EXTRUSION high functional domestic twin-screw extruder
Extruder Screw Design Concepts to Improve Process Efficiencies
 Extruder Screw Design Concepts to Improve Process Efficiencies Evolution of the Modern Twin Screw Extruder Advantages Higher screw speeds Higher torque handling capability Larger drive motors Greater throughput
Extruder Screw Design Concepts to Improve Process Efficiencies Evolution of the Modern Twin Screw Extruder Advantages Higher screw speeds Higher torque handling capability Larger drive motors Greater throughput
Aspects of Screw Design for Wet Granulation Extrusion
 Aspects of Screw Design for Wet Granulation Extrusion J. Sun, M. R. Thompson Department of Chemical Engineering, McMaster University, Hamilton, Ontario, Canada ABSTRACT This paper discusses our preliminary
Aspects of Screw Design for Wet Granulation Extrusion J. Sun, M. R. Thompson Department of Chemical Engineering, McMaster University, Hamilton, Ontario, Canada ABSTRACT This paper discusses our preliminary
AN EXPERIMENTAL STUDY OF THE FLOWS IN AN ENERGY TRANSFER SCREW
 N EXPERIMENTL STUDY OF THE FLOWS IN N ENERGY TRNSFER SCREW Susan. Somers, Mark. Spalding, Joseph Dooley, The Dow Chemical Company, Midland, MI Kun Sup Hyun, Polymer Processing Institute and Chem. Eng.
N EXPERIMENTL STUDY OF THE FLOWS IN N ENERGY TRNSFER SCREW Susan. Somers, Mark. Spalding, Joseph Dooley, The Dow Chemical Company, Midland, MI Kun Sup Hyun, Polymer Processing Institute and Chem. Eng.
Examination of the Performance of a High Speed Single Screw Extruder for Several Different Extrusion Applications
 Examination of the Performance of a High Speed Single Screw Extruder for Several Different Extrusion Applications Modified on Monday, 04 May 2015 10:19 PM by mpieler Categorized as: Paper of the Month
Examination of the Performance of a High Speed Single Screw Extruder for Several Different Extrusion Applications Modified on Monday, 04 May 2015 10:19 PM by mpieler Categorized as: Paper of the Month
In-House Coloring of Terluran Standard (World Grades)
") In-House Coloring of Terluran Standard (World Grades) In-House Coloring of Terluran Standard (World Grades) Introduction Choosing the coloring solution that is right for your business is critical to success
In-House Coloring of Terluran Standard (World Grades) In-House Coloring of Terluran Standard (World Grades) Introduction Choosing the coloring solution that is right for your business is critical to success
P1: TIX/XYZ P2: ABC JWST166-c01 JWST166-Douroumis February 28, :19 Printer: Yet to come Trim: 244mm 168mm. Single-screw Extrusion: Principles
 1 Single-screw Extrusion: Principles 1.1 Introduction Keith Luker Randcastle Extrusion Systems, Inc. Until recently, single-screw extruders (SSE) have little changed in principle since their invention
1 Single-screw Extrusion: Principles 1.1 Introduction Keith Luker Randcastle Extrusion Systems, Inc. Until recently, single-screw extruders (SSE) have little changed in principle since their invention
CO-ROTATING TSE: FLEXIBILITY IN PLASTIC RECYCLING
 CO-ROTATING TSE: FLEXIBILITY IN PLASTIC RECYCLING PRESENTATION SCHEME Intruduction Extruder design flexibility Process flexibility Advanced Recycling examples INTRODUCTION Plastic recycling extrusion process
CO-ROTATING TSE: FLEXIBILITY IN PLASTIC RECYCLING PRESENTATION SCHEME Intruduction Extruder design flexibility Process flexibility Advanced Recycling examples INTRODUCTION Plastic recycling extrusion process
Developments in Small Scale Twin Screw Extruders for Color Development. Charlie Martin, Leistritz Extruson. Abstract. Background
 Developments in Small Scale Twin Screw Extruders for Color Development Charlie Martin, Leistritz Extruson Abstract Plastics is a major worldwide industry that plays a role in all facets of modern life,
Developments in Small Scale Twin Screw Extruders for Color Development Charlie Martin, Leistritz Extruson Abstract Plastics is a major worldwide industry that plays a role in all facets of modern life,
An Introduction to Single Screw Extrusion
 An Introduction to Single Screw Extrusion Sponsored by Dynisco Feb 14 2017 Table of Contents Single Screw Extrusion Extrusion and Thermoplastics Extruder Classification Machine Construction Post Extrusion
An Introduction to Single Screw Extrusion Sponsored by Dynisco Feb 14 2017 Table of Contents Single Screw Extrusion Extrusion and Thermoplastics Extruder Classification Machine Construction Post Extrusion
MECHANICS OF PASTE FLOW IN RADIAL SCREEN EXTRUDERS
 MECHANICS OF PASTE FLOW IN RADIAL SCREEN EXTRUDERS P. J. Martin and D. I. Wilson Department of Chemical Engineering, University of Cambridge, UK ABSTRACT High solids volume particle-liquid mixtures, sometimes
MECHANICS OF PASTE FLOW IN RADIAL SCREEN EXTRUDERS P. J. Martin and D. I. Wilson Department of Chemical Engineering, University of Cambridge, UK ABSTRACT High solids volume particle-liquid mixtures, sometimes
alpha single screw extruders
 alpha single screw extruders Index Extruder models Applications Basic and optional equipment Technical data Processing unit Screw designs / output list SecuRe functionality Interfaces and synchronization
alpha single screw extruders Index Extruder models Applications Basic and optional equipment Technical data Processing unit Screw designs / output list SecuRe functionality Interfaces and synchronization
James L. White / Helmut Potente (Editors) Screw Extrusion. Science and Technology
 Screw Extrusion. Science and Technology") James L. White / Helmut Potente (Editors) Screw Extrusion Science and Technology With Contributions from U. Berghaus, E. Bürkle, H. Potente, H. Recker, K. Schäfer, V. Schöppner, J.L. White, G. Wiegand,
James L. White / Helmut Potente (Editors) Screw Extrusion Science and Technology With Contributions from U. Berghaus, E. Bürkle, H. Potente, H. Recker, K. Schäfer, V. Schöppner, J.L. White, G. Wiegand,
Interfacial Instabilities during Coextrusion of LDPEs
 1997 Best Paper Interfacial Instabilities during Coextrusion of LDPEs Print (10)» 1999 Best Paper The Effect of Flight Radii Size on the Performance of Single Screw Extruders» 1998 Best Paper The Effects
1997 Best Paper Interfacial Instabilities during Coextrusion of LDPEs Print (10)» 1999 Best Paper The Effect of Flight Radii Size on the Performance of Single Screw Extruders» 1998 Best Paper The Effects
Analyzing and Troubleshooting Single-Screw Extruders
 Analyzing and Troubleshooting Single-Screw Extruders Bearbeitet von Gregory A. Campbell, Mark A. Spalding 1. Auflage 2013. Buch. 800 S. Hardcover ISBN 978 3 446 41371 9 Format (B x L): 17,4 x 240,5 cm
Analyzing and Troubleshooting Single-Screw Extruders Bearbeitet von Gregory A. Campbell, Mark A. Spalding 1. Auflage 2013. Buch. 800 S. Hardcover ISBN 978 3 446 41371 9 Format (B x L): 17,4 x 240,5 cm
GROOVED FEED SINGLE SCREW EXTRUDERS - IMPROVING PRODUCTIVITY AND REDUCING VISCOUS HEATING EFFECTS
 GROOVED FEED SINGLE SCREW EXTRUDERS - IMPROVING PRODUCTIVITY AND REDUCING VISCOUS HEATING EFFECTS Bruce A. Davis*, Paul J. Gramann*, Maria Del P. Noriega E.**, and Tim A. Osswald** **Polymer Processing
GROOVED FEED SINGLE SCREW EXTRUDERS - IMPROVING PRODUCTIVITY AND REDUCING VISCOUS HEATING EFFECTS Bruce A. Davis*, Paul J. Gramann*, Maria Del P. Noriega E.**, and Tim A. Osswald** **Polymer Processing
Gelimat Technology. Ultrahigh-Speed Thermokinetic Mixing, Compounding & Fluxing. Processing Excellence in Motion DUSATEC DUSATEC, INC.
 Gelimat Technology Ultrahigh-Speed Thermokinetic Mixing, Compounding & Fluxing Processing Excellence in Motion www.dusatec.com DUSATEC, Inc. 19 Spear Road Ramsey, NJ 07446 USA Phone: +1-201-773-8000 E-mail:
Gelimat Technology Ultrahigh-Speed Thermokinetic Mixing, Compounding & Fluxing Processing Excellence in Motion www.dusatec.com DUSATEC, Inc. 19 Spear Road Ramsey, NJ 07446 USA Phone: +1-201-773-8000 E-mail:
1. 3 Extrusion molding
 1. 3 Extrusion molding 9 Extrusion is a widely used technique, both in the field of traditional and technical ceramics. This method allows the continuous manufacture of products with a constant cross-
1. 3 Extrusion molding 9 Extrusion is a widely used technique, both in the field of traditional and technical ceramics. This method allows the continuous manufacture of products with a constant cross-
SCREW & BARREL METALLURGY & SERVICE LIFE. Mrunal Sanghvi Regional Sales Manager Nordson Xaloy Asia (Thailand) Ltd.
 Ltd.") SCREW & BARREL METALLURGY & SERVICE LIFE Mrunal Sanghvi Regional Sales Manager Nordson Xaloy Asia (Thailand) Ltd. 1 Topics of Discussion Current Requirements Screw & Barrel Wear Types of Wear Screw & Barrel
SCREW & BARREL METALLURGY & SERVICE LIFE Mrunal Sanghvi Regional Sales Manager Nordson Xaloy Asia (Thailand) Ltd. 1 Topics of Discussion Current Requirements Screw & Barrel Wear Types of Wear Screw & Barrel
refreshing extrusion technology
 LEISTRITZ EXTRUSIONSTECHNIK GMBH refreshing extrusion technology MASTERBATCH Masterbatch - Small, but with Great Effect 20-90% Pigments Extrusion Organic pigments Inorganic pigments Effect pigments Monobatches
LEISTRITZ EXTRUSIONSTECHNIK GMBH refreshing extrusion technology MASTERBATCH Masterbatch - Small, but with Great Effect 20-90% Pigments Extrusion Organic pigments Inorganic pigments Effect pigments Monobatches
Endex Foam Extrusion General Information Guide
 Endex International Innovation for the Future Endex Foam Extrusion General Information Guide Section 01 - Foam Extrusion Foam extrusion, in simple terms, consists of mixing a chemical foaming agent with
Endex International Innovation for the Future Endex Foam Extrusion General Information Guide Section 01 - Foam Extrusion Foam extrusion, in simple terms, consists of mixing a chemical foaming agent with
The Ultimate Pasta Press
 The Ultimate Pasta Press 2 Demaco Simplicity The Ultimate Pasta Press The Ultimate Pasta Press The press of the Pastaio (master pasta maker), designed for endurance and ease of operation. DEMACO machines
The Ultimate Pasta Press 2 Demaco Simplicity The Ultimate Pasta Press The Ultimate Pasta Press The press of the Pastaio (master pasta maker), designed for endurance and ease of operation. DEMACO machines
APP Seminar China
 20140513 APP Seminar China Compounding Highly Filled Compounds with Twin Screw Extruder Gavin Wang Head of Sales Coperion (Nanjing) Machinery Co., Ltd. APP Seminar I Manila & Hanoi I 2015-05-26/28 I Page
20140513 APP Seminar China Compounding Highly Filled Compounds with Twin Screw Extruder Gavin Wang Head of Sales Coperion (Nanjing) Machinery Co., Ltd. APP Seminar I Manila & Hanoi I 2015-05-26/28 I Page
A MECHANISM FOR SOLID BED BREAKUP IN SINGLE-SCREW EXTRUDERS
 A MECHANISM FOR SOLID BED BREAKUP IN SINGLE-SCREW EXTRUDERS Gregory A. Campbell, Clarkson University/Castle Associates, Jonesport, ME Mark A. Spalding, The Dow Chemical Company, Midland, MI Abstract Solid
A MECHANISM FOR SOLID BED BREAKUP IN SINGLE-SCREW EXTRUDERS Gregory A. Campbell, Clarkson University/Castle Associates, Jonesport, ME Mark A. Spalding, The Dow Chemical Company, Midland, MI Abstract Solid
Color change time is money
 Open House 2012 Color change time is money Dieter Rothe Agenda Our problem down time and waste Master batch and flow channels Possible solutions Summary Page 2 Color change takes forever Why? The converter
Open House 2012 Color change time is money Dieter Rothe Agenda Our problem down time and waste Master batch and flow channels Possible solutions Summary Page 2 Color change takes forever Why? The converter
MECHANICAL PROPERTIES OF MATERIALS
 MECHANICAL PROPERTIES OF MATERIALS Stress-Strain Relationships Hardness Effect of Temperature on Properties Fluid Properties Viscoelastic Behavior of Polymers Mechanical Properties in Design and Manufacturing
MECHANICAL PROPERTIES OF MATERIALS Stress-Strain Relationships Hardness Effect of Temperature on Properties Fluid Properties Viscoelastic Behavior of Polymers Mechanical Properties in Design and Manufacturing
Extrusion. Key Issues to Address. Lecture 2. Process. Process Variants. Process Analysis. Problem Solving
 Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
Bin Level Indication Applications in the Plastic Processing Industries
 Bin Level Indication Applications in the Plastic Processing Industries Introduction What is Plastic Processing? Simply, it is the processing or converting of raw plastic material into a finished or work-in-process
Bin Level Indication Applications in the Plastic Processing Industries Introduction What is Plastic Processing? Simply, it is the processing or converting of raw plastic material into a finished or work-in-process
Automotive: Applications, Processes and products -- Fiberglass for PA Reinforcement. Dr. Heinz Zhang. Product R&D Center
 Automotive: Applications, Processes and products -- Fiberglass for PA Reinforcement Dr. Heinz Zhang Product R&D Center Overview 1 Fiberglass Reinforced Thermoplastic Composites 2 PA & Fiberglass Reinforced
Automotive: Applications, Processes and products -- Fiberglass for PA Reinforcement Dr. Heinz Zhang Product R&D Center Overview 1 Fiberglass Reinforced Thermoplastic Composites 2 PA & Fiberglass Reinforced
The use of a Inductive Electromagnetic Melt Temperature Sensor to Improve the Injection Molding Process
 The use of a Inductive Electromagnetic Melt Temperature Sensor to Improve the Injection Molding Process Injection Molding Conference 2017 By Michael F. Durina Md Plastics Incorporated 1361 Wardingley Ave.,
The use of a Inductive Electromagnetic Melt Temperature Sensor to Improve the Injection Molding Process Injection Molding Conference 2017 By Michael F. Durina Md Plastics Incorporated 1361 Wardingley Ave.,
DEVELOPMENT OF TWIN-SCREW RHEO-EXTRUSION PROCESS
 DEVELOPMENT OF TWIN-SCREW RHEO-EXTRUSION PROCESS K. A. Roberts and Z Fan Department of Mechanical Engineering, Brunel University, Uxbridge, Middlesex, UB8 3PH, UK Summary Conventional hot extrusion reductions
DEVELOPMENT OF TWIN-SCREW RHEO-EXTRUSION PROCESS K. A. Roberts and Z Fan Department of Mechanical Engineering, Brunel University, Uxbridge, Middlesex, UB8 3PH, UK Summary Conventional hot extrusion reductions
Gear Pumps. Precise, Pulseless, Repeatable Performance. In Polymer Applications.
 Zenith Pumps PEP-II Series Gear Pumps Precise, Pulseless, Repeatable Performance In Polymer Applications. Zenith Pumps In 1926, Zenith Pumps developed the first precision metering gear pump for the extrusion
Zenith Pumps PEP-II Series Gear Pumps Precise, Pulseless, Repeatable Performance In Polymer Applications. Zenith Pumps In 1926, Zenith Pumps developed the first precision metering gear pump for the extrusion
Chapter 15-2: Processing of Polymers
 Chapter 15-2: Processing of Polymers ISSUES TO ADDRESS... Other issues in polymers What are the primary polymer processing methods? Chapter 15-1 Polymer Synthesis Reactions There are two types of polymerization
Chapter 15-2: Processing of Polymers ISSUES TO ADDRESS... Other issues in polymers What are the primary polymer processing methods? Chapter 15-1 Polymer Synthesis Reactions There are two types of polymerization
Multiflex Thermoplastic Elastomers
 Multiflex Thermoplastic Elastomers Molding manual Injection molding Extrusion Overmolding M a t e r i a l s t o w i n INJECTION MOULDING 1. PROCESSING MACHINERY - Can be processed on conventional reciprocating
Multiflex Thermoplastic Elastomers Molding manual Injection molding Extrusion Overmolding M a t e r i a l s t o w i n INJECTION MOULDING 1. PROCESSING MACHINERY - Can be processed on conventional reciprocating
1980 Best Paper Applying Basic Solids Conveying Measurements to Design and Operation of Single Screw Extruders
 1980 Best Paper Applying Basic Solids Conveying Measurements to Design and Operation of Single Screw Extruders Print (10)» 1983 Best Paper Analysis of Extrusion Characteristics of LLDPE» 1981 Best Paper
1980 Best Paper Applying Basic Solids Conveying Measurements to Design and Operation of Single Screw Extruders Print (10)» 1983 Best Paper Analysis of Extrusion Characteristics of LLDPE» 1981 Best Paper
DIE FLOW CHANNEL DISTRIBUTION
 DIE FLOW CHANNEL DESIGN FOR OPTIMIZED DISTRIBUTION Applications of this Technology Web Coatings Emulsions Polymers Hot Melts Polymer Film & Sheet Manufacture Typical Flow Channel Designs Conventional Technology
DIE FLOW CHANNEL DESIGN FOR OPTIMIZED DISTRIBUTION Applications of this Technology Web Coatings Emulsions Polymers Hot Melts Polymer Film & Sheet Manufacture Typical Flow Channel Designs Conventional Technology
Synopsis. Changes made on TEX technology
 Twin Screw Extruder TEX in a Wide Variety of New Processes Yoshitaka Kimura, Daigo Saga, Yasufumi Fujita, Makoto Tojo, Kouhei Muranaka The Japan Steel Works, LTD, Hiroshima, Japan Satoshi Takami, Japan
Twin Screw Extruder TEX in a Wide Variety of New Processes Yoshitaka Kimura, Daigo Saga, Yasufumi Fujita, Makoto Tojo, Kouhei Muranaka The Japan Steel Works, LTD, Hiroshima, Japan Satoshi Takami, Japan
APR Foam PS Recycling Best Practices Guide
 APR Foam PS Recycling Best Practices Guide I. Introduction As communities work to maximize landfill diversion and move towards zero waste, they are often faced with the question of how to manage their
APR Foam PS Recycling Best Practices Guide I. Introduction As communities work to maximize landfill diversion and move towards zero waste, they are often faced with the question of how to manage their
LCM CC & TCC. A member of the Possehl Group
 LCM CC & TCC A member of the Possehl Group LCM LONG CONTINUOUS MIXERS These continuous mixers compete with the quality level of products obtained by discontinuous internal mixers. They overcome both processing
LCM CC & TCC A member of the Possehl Group LCM LONG CONTINUOUS MIXERS These continuous mixers compete with the quality level of products obtained by discontinuous internal mixers. They overcome both processing
By Dr. Robert Marsh, Bohlin Instruments, 2003
 A R H E O L O G I C A L V I E W P O I N T O F T H E R M O P L A S T I C M E L T S By Dr. Robert Marsh, Bohlin Instruments, 2003 Introduction Rheology is the science of studying the flow and deformation
A R H E O L O G I C A L V I E W P O I N T O F T H E R M O P L A S T I C M E L T S By Dr. Robert Marsh, Bohlin Instruments, 2003 Introduction Rheology is the science of studying the flow and deformation
Injection Molding Guide for KEPITAL
 Injection Molding Guide for KEPITAL R&D Center 1. Safety recommendations (1) Safety precautions during processing In processing KEPITAL, an extraction hood should be equipped over the barrel unit and measures
Injection Molding Guide for KEPITAL R&D Center 1. Safety recommendations (1) Safety precautions during processing In processing KEPITAL, an extraction hood should be equipped over the barrel unit and measures
BLOW MOULDING. Blow moulding is a process used to produce hollow objects from thermoplastic.
 1 BLOW MOULDING Blow moulding is a process used to produce hollow objects from thermoplastic. The basic blow moulding process has two fundamental phases. First, a parison (or a preform) of hot plastic
1 BLOW MOULDING Blow moulding is a process used to produce hollow objects from thermoplastic. The basic blow moulding process has two fundamental phases. First, a parison (or a preform) of hot plastic
Stanyl ForTii F11. Recommendations for injection molding MATERIAL HANDLING
 GRADE CODING Stanyl ForTii TM glass fiber reinforced and halogen-free flame retardant injection molding grades. MATERIAL HANDLING Storage In order to prevent moisture pick up and contamination, supplied
GRADE CODING Stanyl ForTii TM glass fiber reinforced and halogen-free flame retardant injection molding grades. MATERIAL HANDLING Storage In order to prevent moisture pick up and contamination, supplied
Chapter TYPE OF EXTRUDERS AND EXTRUSION CONDITIONS
 Chapter-02 16 TYPE OF EXTRUDERS AND EXTRUSION CONDITIONS Chapter-02 17 I. INTRODUCTION The different types of extruders and extrusion conditions are discussed for optimizing the extrusion conditions for
Chapter-02 16 TYPE OF EXTRUDERS AND EXTRUSION CONDITIONS Chapter-02 17 I. INTRODUCTION The different types of extruders and extrusion conditions are discussed for optimizing the extrusion conditions for
D-LFT PROCESS: IN-LINE COMPOUNDING & COMPRESSION MOLDING OF LONG-GLASS-FIBER REINFORCED POLYMERS
 D-LFT PROCESS: IN-LINE COMPOUNDING & COMPRESSION MOLDING OF LONG-GLASS-FIBER REINFORCED POLYMERS Daniel Schwendemann and Gerald Münz Coperion Werner & Pfleiderer GmbH & Co. KG Abstract Long fiber-reinforced
D-LFT PROCESS: IN-LINE COMPOUNDING & COMPRESSION MOLDING OF LONG-GLASS-FIBER REINFORCED POLYMERS Daniel Schwendemann and Gerald Münz Coperion Werner & Pfleiderer GmbH & Co. KG Abstract Long fiber-reinforced
RANDCASTLE COMPOUNDING
 RANDCASTLE COMPOUNDING These pictures and examples offer pictorial insight into our patented single screw compounders the SFEM Elongator and AFEM Recirculator. They demonstrate unrivaled mixing performance.
RANDCASTLE COMPOUNDING These pictures and examples offer pictorial insight into our patented single screw compounders the SFEM Elongator and AFEM Recirculator. They demonstrate unrivaled mixing performance.
PROJECT TITLE: Rice Board Laminate BioComposite Development to Rice Straw Based Construction Panels
 PROJECT NO. RU-07 ANNUAL REPORT COMPREHENSIVE RESEARCH ON RICE January 1, 2014 - December 31, 2014 PROJECT TITLE: Rice Board Laminate BioComposite Development to Rice Straw Based Construction Panels PROJECT
PROJECT NO. RU-07 ANNUAL REPORT COMPREHENSIVE RESEARCH ON RICE January 1, 2014 - December 31, 2014 PROJECT TITLE: Rice Board Laminate BioComposite Development to Rice Straw Based Construction Panels PROJECT
! "! "" # 1
 ! "! "" # www.stamixco.com 1 Static Mixing Technology For Extrusion and Injection Molding Presented by Gottlieb Schneider StaMixCo Technology Ltd. CH-8474 Dinhard / SWITZERLAND www.stamixco.com 2 Content
! "! "" # www.stamixco.com 1 Static Mixing Technology For Extrusion and Injection Molding Presented by Gottlieb Schneider StaMixCo Technology Ltd. CH-8474 Dinhard / SWITZERLAND www.stamixco.com 2 Content
2.2 The Multiscrew Extruder
 18 2 Different Types of Extruders The roller die (B.F. Goodrich, 1933) is a combination of a standard sheet die and a calender. It allows high throughput by reducing the diehead pressure; it reduces air
18 2 Different Types of Extruders The roller die (B.F. Goodrich, 1933) is a combination of a standard sheet die and a calender. It allows high throughput by reducing the diehead pressure; it reduces air
EXTRUSION APPLICATIONS Feed and Petfood. Keith C. Behnke Professor Emeritus Kansas State University
 EXTRUSION APPLICATIONS Feed and Petfood Keith C. Behnke Professor Emeritus Kansas State University PETFOOD AND AQUAFEED EXTRUSION BASICS Extrusion Cooking A CONTINUOUS PROCESS BY WHICH MOISTENED,
EXTRUSION APPLICATIONS Feed and Petfood Keith C. Behnke Professor Emeritus Kansas State University PETFOOD AND AQUAFEED EXTRUSION BASICS Extrusion Cooking A CONTINUOUS PROCESS BY WHICH MOISTENED,
PELLETIZING TECHNOLOGY EXTRUSION AND SPHERONIZATION
 PELLETIZING TECHNOLOGY EXTRUSION AND SPHERONIZATION HOSOKAWA ALPINE Pelletizing Technology Extrusion and Spheronization With the technologies of low pressure extrusion and spheronization, cylindrical,
PELLETIZING TECHNOLOGY EXTRUSION AND SPHERONIZATION HOSOKAWA ALPINE Pelletizing Technology Extrusion and Spheronization With the technologies of low pressure extrusion and spheronization, cylindrical,
THERMOPLASTIC POLYURETHANE FOAMING THROUGH EXTRUSION USING A BLOWING AGENT
 THERMOPLASTIC POLYURETHANE FOAMING THROUGH EXTRUSION USING A BLOWING AGENT Qingping Guo and Andrew Kenny, EHC Canada, Inc., Oshawa, ON Shahid Ahmed and Ghaus Rizvi, University of Ontario Institute of Technology,
THERMOPLASTIC POLYURETHANE FOAMING THROUGH EXTRUSION USING A BLOWING AGENT Qingping Guo and Andrew Kenny, EHC Canada, Inc., Oshawa, ON Shahid Ahmed and Ghaus Rizvi, University of Ontario Institute of Technology,
Zhejiang Fotech International Co. Ltd. PTFE Molding Powder. Tensile strength (Mpa) Elongation at break %
 Elongation at break %") PTFE Molding Powder FT 4TM FT 4TN S Appearance White powder, no impurities Tensile strength (Mpa) 36 35.0 Elongation at break % 320 320 Bulk density (g/l) 300 450 300 550 Average particle size (μm) 30±5
PTFE Molding Powder FT 4TM FT 4TN S Appearance White powder, no impurities Tensile strength (Mpa) 36 35.0 Elongation at break % 320 320 Bulk density (g/l) 300 450 300 550 Average particle size (μm) 30±5
A Review of PVC Applications using 4 Flight Kneader Systems
 A Review of PVC Applications using 4 Flight Kneader Systems PVC 2008 Colin Richardson & Remy Frank Buss AG Contents Introduction The reciprocating screw Kneader Typical Applications Manufacturing Requirements
A Review of PVC Applications using 4 Flight Kneader Systems PVC 2008 Colin Richardson & Remy Frank Buss AG Contents Introduction The reciprocating screw Kneader Typical Applications Manufacturing Requirements
Sheet &foil 50 YEARS AT THE TOP OF THE EXTRUSION TECHNOLOGY EXTRUSION LINES FOR THE MANUFACTURE OF CLEAR SHEET AND FOIL OF HIGH OPTICAL QUALITY
 PROCESSING. A COMBINATION OF WINNING FACTORS. AN ASSURED RESULT: QUALITY AND EFFICIENCY 11 For more than 40 years we have been designing and manufacturing complete extrusion and coextrusion lines for the
PROCESSING. A COMBINATION OF WINNING FACTORS. AN ASSURED RESULT: QUALITY AND EFFICIENCY 11 For more than 40 years we have been designing and manufacturing complete extrusion and coextrusion lines for the
Effective troubleshooting of extrusion problems
 Effective troubleshooting of extrusion problems Chris Rauwendaal Citation: AIP Conference Proceedings 1779, 030021 (2016); View online: https://doi.org/10.1063/1.4965491 View Table of Contents: http://aip.scitation.org/toc/apc/1779/1
Effective troubleshooting of extrusion problems Chris Rauwendaal Citation: AIP Conference Proceedings 1779, 030021 (2016); View online: https://doi.org/10.1063/1.4965491 View Table of Contents: http://aip.scitation.org/toc/apc/1779/1
New Developments in Co-Rotating Twin-Screw Extrusion for Production of Long Glass Fiber Composites
 New Developments in Co-Rotating Twin-Screw Extrusion for Production of Long Glass Fiber Composites Daniel Schwendemann, Coperion Werner & Pfleiderer, Stuttgart Abstract Long fibre reinforced thermoplastics
New Developments in Co-Rotating Twin-Screw Extrusion for Production of Long Glass Fiber Composites Daniel Schwendemann, Coperion Werner & Pfleiderer, Stuttgart Abstract Long fibre reinforced thermoplastics
Advances in Twin Screw Compounding Technology
 Advances in Twin Screw Compounding Technology Extrusion technology from micro to production scale Ing. Manfred Dobersberger 19.08.2011 Labor- and Pilotanlagen für die Kunststoffverarbeitung, Dr. Collin
Advances in Twin Screw Compounding Technology Extrusion technology from micro to production scale Ing. Manfred Dobersberger 19.08.2011 Labor- and Pilotanlagen für die Kunststoffverarbeitung, Dr. Collin
Water Droplet Impingement Erosion (WDIE) Water Droplet Impingement Erosion (WDIE) Solid Particle Erosion. Outline
 Water Droplet Impingement Erosion (WDIE) Solid Particle Erosion. Outline") Water Droplet Impingement Erosion (WDIE) Incoming air temperature Outline Mass flow rate Introduction Example Output power Energy Demand Temperature Turbine efficiency 1 F 0.3-0.5% Turbine inlet cooling
Water Droplet Impingement Erosion (WDIE) Incoming air temperature Outline Mass flow rate Introduction Example Output power Energy Demand Temperature Turbine efficiency 1 F 0.3-0.5% Turbine inlet cooling
Processing TPEs. Guidelines for Injection Molded Thermoplastic Elastomers
 Processing TPEs Guidelines for Injection Molded Thermoplastic Elastomers Best Practices for Processing with Injection Molded TPEs RTP Company s thermoplastic elastomer portfolio was designed to meet our
Processing TPEs Guidelines for Injection Molded Thermoplastic Elastomers Best Practices for Processing with Injection Molded TPEs RTP Company s thermoplastic elastomer portfolio was designed to meet our
Bulk Deformation Processes
 Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types
Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types
DESIGN OPTIMIZATION OF MADDOCK MIXERS FOR SINGLE-SCREW EXTRUSION USING NUMERICAL SIMULATION
 DESIGN OPTIIZATION OF ADDOCK IXERS FOR SINGLE-SCREW EXTRUSION USING NUERICAL SIULATION Xiaofei Sun, and ark A. Spalding, The Dow Chemical Company, idland, I Timothy W. Womer, TWWomer and Associates, LLC,
DESIGN OPTIIZATION OF ADDOCK IXERS FOR SINGLE-SCREW EXTRUSION USING NUERICAL SIULATION Xiaofei Sun, and ark A. Spalding, The Dow Chemical Company, idland, I Timothy W. Womer, TWWomer and Associates, LLC,
Dynamar TM Polymer Processing Additives (PPA s)
") 3M TM Specialty Additives Energy & Advanced Materials Division People Technology - Future Dynamar TM Polymer Processing Additives (PPA s) 1 Dyneon 2012 What are Dynamar TM PPA s? Dynamar TM polymer processing
3M TM Specialty Additives Energy & Advanced Materials Division People Technology - Future Dynamar TM Polymer Processing Additives (PPA s) 1 Dyneon 2012 What are Dynamar TM PPA s? Dynamar TM polymer processing
Melt Pumps and Screenchangers for Blown Film Extrusion
 Melt Pumps and Screenchangers for Blown Film Extrusion ABSTRACT Gear pumps in combination with screenchangers can produce a number of positive benefits in new blown film lines or as retrofits on existing
Melt Pumps and Screenchangers for Blown Film Extrusion ABSTRACT Gear pumps in combination with screenchangers can produce a number of positive benefits in new blown film lines or as retrofits on existing
RANDCASTLE EXTRUSION SYSTEMS INC.
 RANDCASTLE EXTRUSION SYSTEMS INC. 220 Little Falls Rd., Cedar Grove, NJ 07009-1255 TEL:(973) 239-1150 FAX: (973) 239-0830 www.randcastle.com sales@randcastle.com From the President, When I started Randcastle
RANDCASTLE EXTRUSION SYSTEMS INC. 220 Little Falls Rd., Cedar Grove, NJ 07009-1255 TEL:(973) 239-1150 FAX: (973) 239-0830 www.randcastle.com sales@randcastle.com From the President, When I started Randcastle
Silicone masterbatch additives for improved plastics processing
 Gummi Fasern Kunststoffe, No. 11, 2000, p. 778 masterbatch additives for improved plastics processing V.B. John and H. Rubroeder* Translation submitted by C. Hinchliffe Selected from International Polymer
Gummi Fasern Kunststoffe, No. 11, 2000, p. 778 masterbatch additives for improved plastics processing V.B. John and H. Rubroeder* Translation submitted by C. Hinchliffe Selected from International Polymer
KEY COM PONENTS FOR PLASTICS PROCESSING MIXING. FOAMING. COOLING.
 KEY COM PONENTS FOR PLASTICS PROCESSING MIXING. FOAMING. COOLING. MIXING NOZZLES AND STATIC MIXERS FOR INJECTION MOLDING MIXING NOZZLES AND STATIC MIXERS FOR INJECTION MOLDING HOW YOU BENEFIT TWICE WITH
KEY COM PONENTS FOR PLASTICS PROCESSING MIXING. FOAMING. COOLING. MIXING NOZZLES AND STATIC MIXERS FOR INJECTION MOLDING MIXING NOZZLES AND STATIC MIXERS FOR INJECTION MOLDING HOW YOU BENEFIT TWICE WITH
Engineering in Chemical and Pharmaceutical Processes. Compressing the powder between two surfaces
 Engineering in Chemical and Pharmaceutical Processes Particle sizing, Compaction, Extrusion Compaction Dry-granulation Principle Compressing the powder between two surfaces Cohesive forces van der Waals
Engineering in Chemical and Pharmaceutical Processes Particle sizing, Compaction, Extrusion Compaction Dry-granulation Principle Compressing the powder between two surfaces Cohesive forces van der Waals
INTRODUCTION. Table 1. Typical applications for LDPE and Ateva EVA copolymers. Category Typical Applications Advantages
 INTRODUCTION Low-density polyethylene is produced through the polymerization of ethylene by a high-pressure process. Ateva EVA copolymers are produced but copolymerizing ethylene (E) with vinyl acetate
INTRODUCTION Low-density polyethylene is produced through the polymerization of ethylene by a high-pressure process. Ateva EVA copolymers are produced but copolymerizing ethylene (E) with vinyl acetate
Solidification Process(2) - Polymer Processing (Chapter 8, 12)
 - Polymer Processing (Chapter 8, 12)") Solidification Process(2) - Polymer Processing (Chapter 8, 12) Seok-min Kim smkim@cau.ac.kr Plastic Products Plastics can be shaped into a wide variety of products: Molded parts Extruded sections Films
Solidification Process(2) - Polymer Processing (Chapter 8, 12) Seok-min Kim smkim@cau.ac.kr Plastic Products Plastics can be shaped into a wide variety of products: Molded parts Extruded sections Films
REPLICATION OF MIXING ACHIEVED IN LARGE CO- ROTATING SCREW EXTRUDER USING A NOVEL LABORATORY G MINIMIXER
 REPLICATION OF MIXING ACHIEVED IN LARGE CO- ROTATING SCREW EXTRUDER USING A NOVEL LABORATORY 10-100G MINIMIXER H.Benkreira *, R.Butterfield, M.Gale and R.Patel * School of Engineering, Design & Technology,
REPLICATION OF MIXING ACHIEVED IN LARGE CO- ROTATING SCREW EXTRUDER USING A NOVEL LABORATORY 10-100G MINIMIXER H.Benkreira *, R.Butterfield, M.Gale and R.Patel * School of Engineering, Design & Technology,
Continuous Processing. MODCOS for Continuous Oral Solid Dosage Production Textmasterformat in Mastervorlage eingeben
 Continuous Processing MODCOS for Continuous Oral Solid Dosage Production 1 Why continuous production 2 Why Continuous Production? Saving manufacturing costs High productivity because of substantial time
Continuous Processing MODCOS for Continuous Oral Solid Dosage Production 1 Why continuous production 2 Why Continuous Production? Saving manufacturing costs High productivity because of substantial time
ATYPICAL TWIN SCREW EXTRUSION COMPOUNDING SYSTEMS FOR POLYOLEFINS
 ATYPICAL TWIN SCREW EXTRUSION COMPOUNDING SYSTEMS FOR POLYOLEFINS Charlie Martin, Leistritz Extrusion, 175 Meister Avenue, Somerville, New Jersey 08876, U.S.A. Abstract Plastics is a major worldwide industry
ATYPICAL TWIN SCREW EXTRUSION COMPOUNDING SYSTEMS FOR POLYOLEFINS Charlie Martin, Leistritz Extrusion, 175 Meister Avenue, Somerville, New Jersey 08876, U.S.A. Abstract Plastics is a major worldwide industry