Injection Molding T. Gutowski. D. Roylance 1
|
|
|
- Brice Sherman
- 6 years ago
- Views:
Transcription

1 Injection Molding T. Gutowski D. Roylance 1





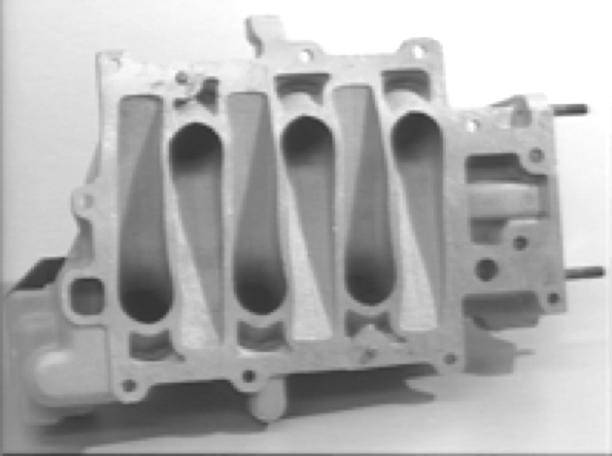
2 V-6 air intake manifold Water control valve Brass Vs injection mold 2





3 Short history of plastics 1866 Celluloid 1891 Rayon 1907 Bakelite 1913 Cellophane 1926 PVC 1933 Polyethylene 1938 Teflon 1939 Nylon stockings 1957 velcro 1967 The Graduate 1970 Earth Day recycling 3

4 Ref Kalpakjian and Schmid McCrum, Buckley, Bucknall 4
5 Outline Basic operation Cycle time and heat transfer Flow and solidification Part design Tooling New developments Environment 5
 Engel Injection Molding")
6 30 ton, 1.5 fl oz (45 cm3) Engel Injection Molding Machine for wheel fabrication 6


7 Process & machine schematics * * Schematic of thermoplastic Injection molding machine * Source: 7
8 Process Operation Temperature: barrel zones, tool, die zone Pressures: injection max, hold Times: injection, hold, tool opening Shot size: screw travel Processing window Temp. Thermal degradation Flash Shortshot Melt Pressure 8

9 Typical pressure/temperature cycle * * Time(sec) Time(sec) Cooling time generally dominates cycle time * Source: 9
10 Calculate clamp force, & shot size F=P X A = 420 tons 3.8 lbs = 2245 cm 3 =75 oz Actual ; 2 cavity 800 ton 10
11 Clamp force and machine cost Boothroyd/Busch 11




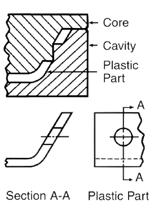
12 Heat transfer Note; a Tool > a polymer 1-dimensional heat conduction equation : q x q x + Dq x Fourier s law Boundary Conditions: The boundary condition of 1 st kind applies to injection molding since the tool is often maintained at a constant temperature 12
 = L ; t ch")



13 Heat transfer t T ii T W Let L ch = H/2 (half thickness) = L ; t ch = L 2 /a ; DT ch = T i T W (initial temp. wall temp.) -L x +L Non-dimensionalize: Dimensionless equation: Initial condition Boundary condition Separation of variables ; matching B.C.; matching I.C. 13

14 Temperature in a slab Centerline, q = 0.1, F o = at/l 2 = 1 See Heat Transfer Text By Lienhard on line Bi -1 =k/hl 14


15 Reynolds Number Reynolds Number: For typical injection molding For Die casting * Source: 15


 -1")


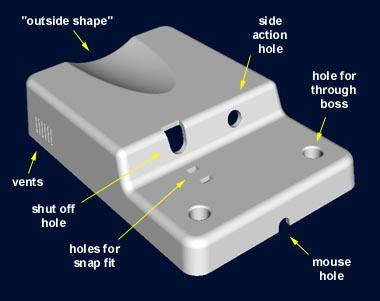
16 Viscous Shearing of Fluids h F v F/A µ 1 v/h Newtonian Viscosity Generalization: Injection molding Typical shear rate for Polymer processes (sec) -1 Extrusion 10 2 ~10 3 Calendering 10~10 2 Shear Thinning Injection molding 10 3 ~10 4 Comp. Molding 1~10 ~ 1 sec -1 for PE 16




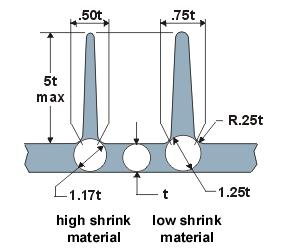
17 Viscous Heating Rate of Heating = Rate of Viscous Work Rate of Temperature rise Rate of Conduction out Brinkman number For injection molding, order of magnitude ~ 0.1 to 10 17
18 Non-Isothermal Flow v Flow rate: 1/t ~V/L x Heat transfer rate: 1/t ~a/(l z /2) 2 Péclet No. For injection molding Small value => Short shot For Die casting of aluminum * Very small, therefore it requires thick runners 18

19 Non-Isothermal Flow v Flow rate: 1/t ~V/L x Heat transfer rate: 1/t ~a/(l z /2) 2 Péclet No. For injection molding Small value => Short shot For Die casting of aluminum Very small value for aluminum requires thicker runners 19
20 Injection mold die cast mold 20

21 Fountain Flow * ** * Source: ; ** Z. Tadmore and C. Gogos, Principles of Polymer Processing 21
22 Shrinkage distributions sample Transverse direction V=3.5cm/s V=8cm/s * Source: G. Menges and W. Wubken, Influence of processing conditions on Molecular Orientation in Injection Molds 22
23 Gate Location and Warping Sprue Shrinkage Direction of flow in/in Perpendicular to flow Before shrinkage After shrinkage Air entrapment Gate Center gate: radial flow severe distortion Edge gate: warp free, air entrapment Diagonal gate: radial flow twisting End gates: linear flow minimum warping 23
24 Effects of mold temperature and pressure on shrinkage Shrinkage LDPE PP Acetal Nylon 6/6 Shrinkage LDPE PP with flow PP across flow Acetal Nylon 6/ PMMA PMMA Mold Temperature (F) Pressure on injection plunger (psi) 24

25 Where would you gate this part? 25

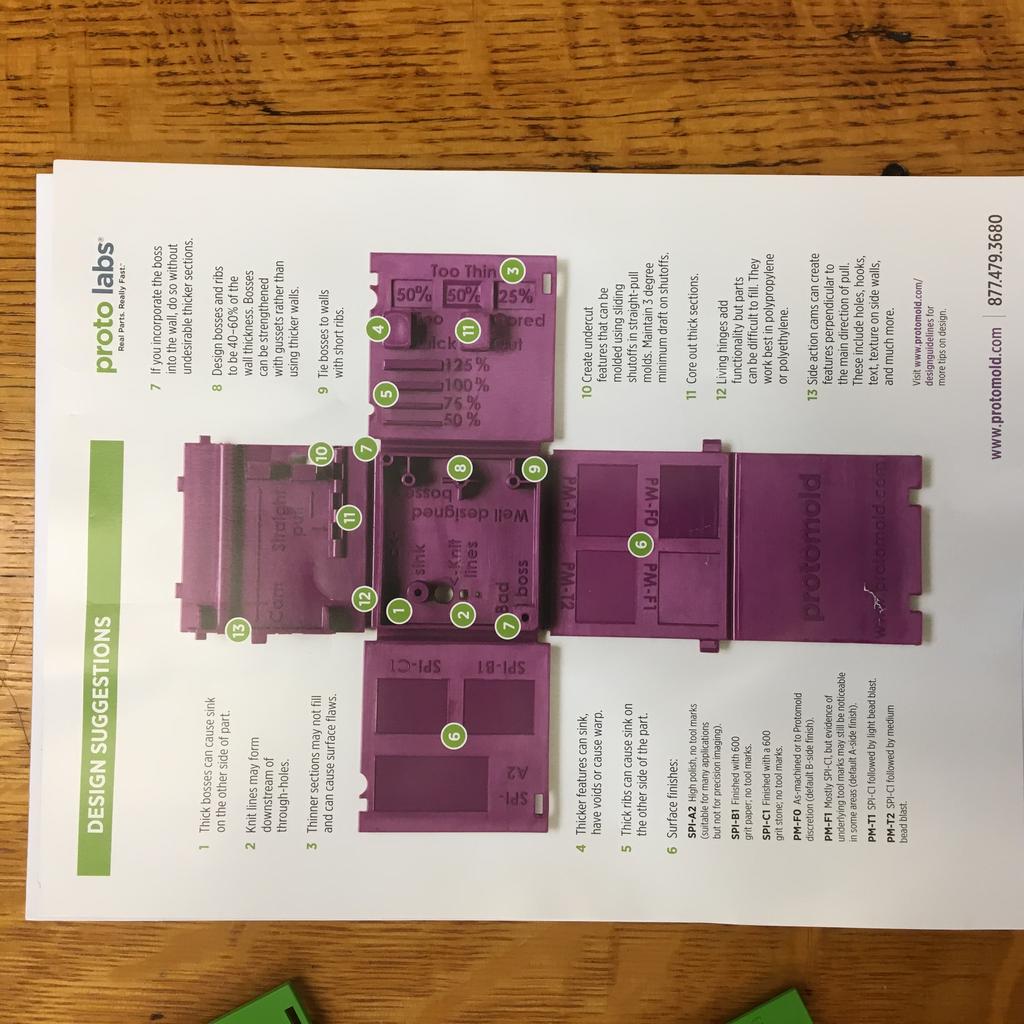
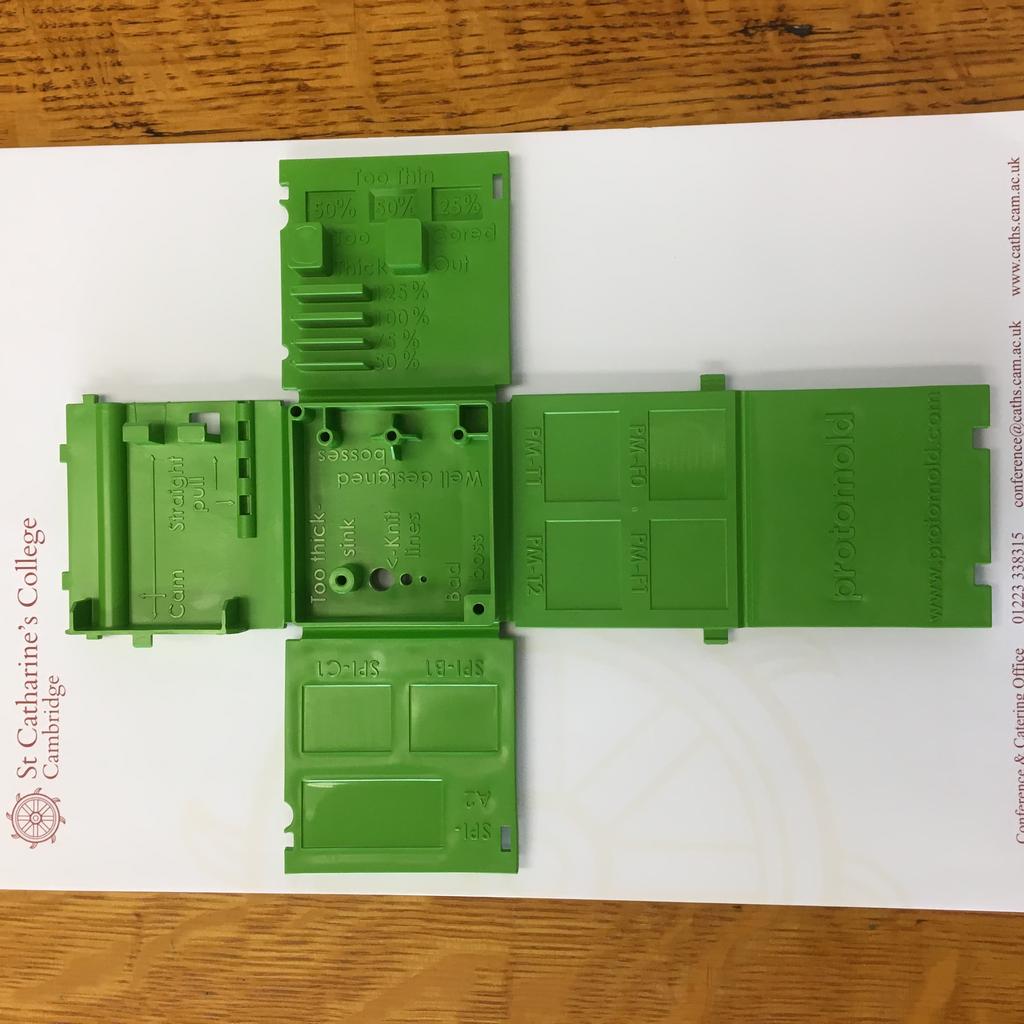
26 Design Features * * * Source: 26


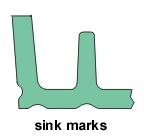
27 Weld line, Sink mark Gate Weld line Mold Filling Solidified part Sink mark * Source: Basic rules in designing ribs to minimize sink marks 27
28 28
29 Where is injection molding? Controlled by shrinkage and warping. Hence, polymer, fillers, mold geometry and processing conditions can all influence the final tolerance. Shrinkage is of order /1000 for unfilled and 1-10/1000 for filled across the thickness 29
30 Where is injection molding? Controlled by shrinkage and warping. Hence, polymer, fillers, mold geometry and processing conditions can all influence the final tolerance. Shrinkage is of order /1000 for unfilled and 1-10/1000 for filled across the thickness From Boothroyd et al 30
31 Tooling Basics Sprue Nozzle Cavity Plate Core Plate Cavity Moulding Core Cavity Basic mould consisting of cavity and core plate Gate Runner Melt Delivery 31
32 Tooling for a plastic cup Nozzle Knob Runner Cavity Part Stripper plate Core 32
33 Tooling for a plastic cup Nozzle Nozzle Knob Runner Cavity Runner Part Cavity Cavity Part Part Stripper plate 33




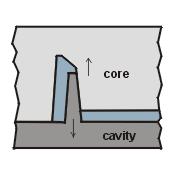
34 part Side pull Side pull in position Toy tooling example from Protomold 34


35 Tooling * * * * * ** * * Source: ** (E-trainer by HZS Co.,Ltd.) 35

36 Tooling Alternatives Kalpakjian & Schmid 36

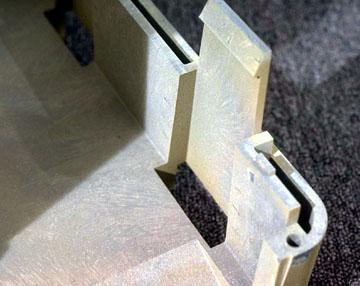
37 Injection Molding Homework Undercut features to hold tape on Evidence of tooling feature 37
38 Part design rules Simple shapes to reduce tooling cost n No undercuts, etc. Draft angle to remove part n n In some cases, small angles (1/4 ) will do Problem for gears Even wall thickness Minimum wall thickness ~ in Avoid sharp corners Hide weld lines n Holes may be molded 2/3 of the way through the wall only, with final drilling to eliminate weld lines 38


39 Novel development- Gas assisted injection molding 39
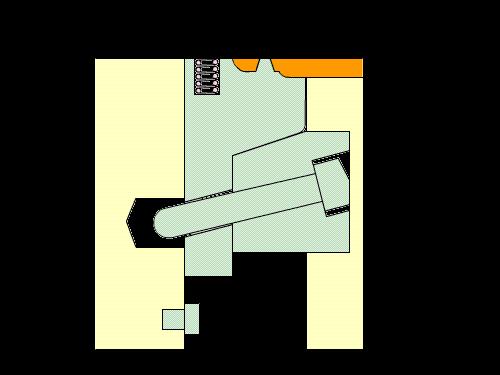
40 Novel development ; injection molding with cores Injection Molded Housing Cores used in Injection Molding Cores and Part Molded in Clear Plastic 40



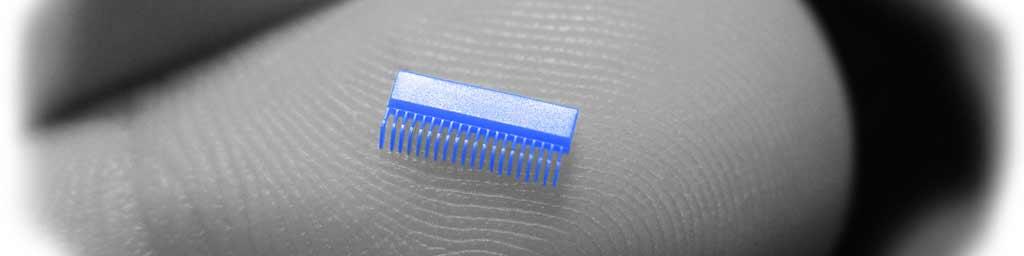
41 Micro injection molding 41



42 Conformal Cooling Channels Tooling built using Additive Manufacturing Innomis.cz 42
43 Environmental issues Energy n n n Polymer production Compounding Machine types Recycling 43
44 44

45 Polymer Production Largest Player in the Injection Molding LCI What is a polymer: How much energy does it take to make 1 kg of polymer = a lot!!! Values are in MJ per kg of polymer produced. Thiriez 06 45
46 Gold ~ 250 GJ/kg Ashby

47 Compounding - extrusion An extruder is used to mix additives with a polymer base, to bestow the polymer with the required characteristics. Similar to an injection molding machine, but without a mold and continuous production. Thus it has a similar energy consumption profile. Environmentally Unfriendly Additives: Fluorinated blowing agents (GHG s) Phalates (some toxic to human liver, kidney and testicles) Organotin stabilizers (toxic and damage marine wildlife) 47

48 Injection Molding Process Source: ochures/br-hylectric03a.pdf Machine types: Hydraulic, electric, hydro-electric 48
49 All-electric vs. hybrid Source: [Thiriez] The hydraulic plot would be even higher than the hybrid curve 49

50 For Hydraulics and Hybrids as throughput increases, SEC à k. Does not account for the electric grid. Source: [Thiriez] Enthalpy value to melt plastics is just 0.1 to 0.7 MJ/kg!!! 50
. SEC is constant as throughput increases.")
51 All-electrics have very low fixed energy costs (small idling power). SEC is constant as throughput increases. Source: [Thiriez] 51

52 Driers Used to dry internal moisture in hygroscopic polymers and external moisture in non-hygroscopic ones. It is done before extruding and injection molding. Same as Source: [Thiriez] 52
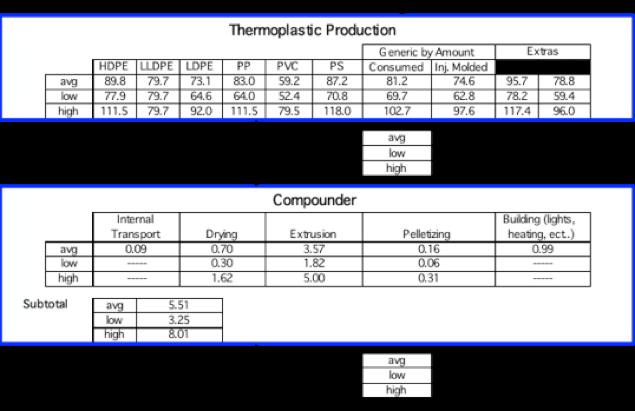
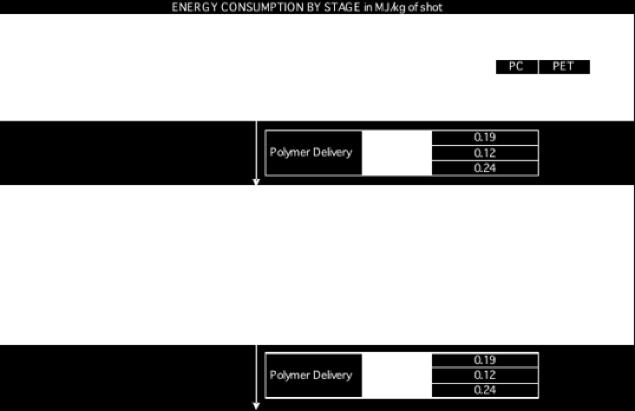
53 LCI Summarized Results 53

54 Source: [Thiriez] 54
55 55

56 Do Polymers get recycled? Ref Ashby


57 The printer goes in the hopper 57


58 And comes out. 58
59 Readings (first 3) & Refs Tadmore and Gogos n Molding and Casting pp Boothroyd Dewhurst n Design for Injection Molding pp Kalpakjian Ch 7 & 19 Thiriez et al, "An Environmental Analysis of Injection Molding "Injection Molding Case Study (Gas Assist) 59
Injection Molding Fall 2002 Professor Tim Gutowski
 Injection Molding 2.810 Fall 2002 Professor Tim Gutowski Short history of plastics 1862 first synthetic plastic 1866 Celluloid 1891 Rayon 1907 Bakelite 1913 Cellophane 1926 PVC 1933 Polyethylene 1938 Teflon
Injection Molding 2.810 Fall 2002 Professor Tim Gutowski Short history of plastics 1862 first synthetic plastic 1866 Celluloid 1891 Rayon 1907 Bakelite 1913 Cellophane 1926 PVC 1933 Polyethylene 1938 Teflon
Injection Molding Fall 2008 Professor Tim Gutowski
 Injection Molding 2.810 Fall 2008 Professor Tim Gutowski Short history of plastics 1862 first synthetic plastic 1866 Celluloid 1891 Rayon 1907 Bakelite 1913 Cellophane 1926 PVC 1933 Polyethylene 1938 Teflon
Injection Molding 2.810 Fall 2008 Professor Tim Gutowski Short history of plastics 1862 first synthetic plastic 1866 Celluloid 1891 Rayon 1907 Bakelite 1913 Cellophane 1926 PVC 1933 Polyethylene 1938 Teflon
Solidification Process(2) - Polymer Processing (Chapter 8, 12)
 - Polymer Processing (Chapter 8, 12)") Solidification Process(2) - Polymer Processing (Chapter 8, 12) Seok-min Kim smkim@cau.ac.kr Plastic Products Plastics can be shaped into a wide variety of products: Molded parts Extruded sections Films
Solidification Process(2) - Polymer Processing (Chapter 8, 12) Seok-min Kim smkim@cau.ac.kr Plastic Products Plastics can be shaped into a wide variety of products: Molded parts Extruded sections Films
Process considerations to achieve optimum weld strengths of Wood Plastics Composites using advanced Vibration Welding technology
 Process considerations to achieve optimum weld strengths of Wood Plastics Composites using advanced Vibration Welding technology Michael J. Johnston, Dukane Corporation As the uses for Wood Plastic Composites
Process considerations to achieve optimum weld strengths of Wood Plastics Composites using advanced Vibration Welding technology Michael J. Johnston, Dukane Corporation As the uses for Wood Plastic Composites
Processing Guide CONTENTS
 CONTENTS INTRODUCTION SAFETEY GUIDELINES EQUIPMENT PROCESSING o INJECTION MOLDING GENERAL CONDITIONS START UP MOLD FILLING DRYING REGRIND SHRINKAGE o DESIGN RUNNERS AND GATES VENTING MOLD SURFACES EJECTION
CONTENTS INTRODUCTION SAFETEY GUIDELINES EQUIPMENT PROCESSING o INJECTION MOLDING GENERAL CONDITIONS START UP MOLD FILLING DRYING REGRIND SHRINKAGE o DESIGN RUNNERS AND GATES VENTING MOLD SURFACES EJECTION
Workshop Series 2016
 Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Unit 156: Polymer Manufacturing Processes
 Unit 156: Polymer Manufacturing Processes Unit code J/615/3315 Unit level 4 Credit value 15 Aim This unit is designed to develop students knowledge and understanding of the main manufacturing processes
Unit 156: Polymer Manufacturing Processes Unit code J/615/3315 Unit level 4 Credit value 15 Aim This unit is designed to develop students knowledge and understanding of the main manufacturing processes
HIGH DENSITY FORMULATIONS PROCESSING GUIDE
 Gravi-Tech HIGH DENSITY FORMULATIONS PROCESSING GUIDE GRAVI-TECH Density Modified Formulations Gravi-Tech polymer-metal composites are high-density materials developed as thermoplasticbased alternatives
Gravi-Tech HIGH DENSITY FORMULATIONS PROCESSING GUIDE GRAVI-TECH Density Modified Formulations Gravi-Tech polymer-metal composites are high-density materials developed as thermoplasticbased alternatives
Injection Molding APPENDIX A A.1 INTRODUCTION
 APPENDIX A Injection Molding A.1 INTRODUCTION Injection molding is a process where solid plastic is melted, injected into a mold, and then cooled back to a solid as shown in Figure A.1. Plastic injection
APPENDIX A Injection Molding A.1 INTRODUCTION Injection molding is a process where solid plastic is melted, injected into a mold, and then cooled back to a solid as shown in Figure A.1. Plastic injection
Thixomolding of Magnesium
 Thixomolding of Magnesium Basic Features of Magnesium ASTM Mg alloy designation system - Alloys- Major alloying ingredient, aluminum Secondary alloying ingredient, zinc Fourth composition of this alloy
Thixomolding of Magnesium Basic Features of Magnesium ASTM Mg alloy designation system - Alloys- Major alloying ingredient, aluminum Secondary alloying ingredient, zinc Fourth composition of this alloy
PP/TPO Processing Guidelines and Troubleshooting Guide
 PP/TPO Processing Guidelines and Troubleshooting Guide This guideline provides valuable information to help with some of the many problems that may arise when working with polypropylene. The suggestions
PP/TPO Processing Guidelines and Troubleshooting Guide This guideline provides valuable information to help with some of the many problems that may arise when working with polypropylene. The suggestions
INJECTION MOLDING DESIGN GUIDELINES
 INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella
 3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella Content PIMT what is it good for? PIMT- Best fit PIMT Growth engine - Wins Available resources for success Injected Parts
3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella Content PIMT what is it good for? PIMT- Best fit PIMT Growth engine - Wins Available resources for success Injected Parts
Physical Foaming vs. Chemical Foaming
 Physical Foaming vs. Chemical Foaming The Foaming Market: The foam injection molding market can be separated into high pressure foam molding and low pressure foam molding. In general, low pressure foam
Physical Foaming vs. Chemical Foaming The Foaming Market: The foam injection molding market can be separated into high pressure foam molding and low pressure foam molding. In general, low pressure foam
Standard Test Method of Measuring Shrinkage from Mold Dimensions of Thermoplastics 1
 Designation: D 955 00 Standard Test Method of Measuring Shrinkage from Mold Dimensions of Thermoplastics 1 This standard is issued under the fixed designation D 955; the number immediately following the
Designation: D 955 00 Standard Test Method of Measuring Shrinkage from Mold Dimensions of Thermoplastics 1 This standard is issued under the fixed designation D 955; the number immediately following the
Chapter 19. Forming and Shaping Plastics and Composite Materials
 Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials 1 Forming and Shaping Processes for Plastics, Elastomers,
Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials 1 Forming and Shaping Processes for Plastics, Elastomers,
Chapter 19. Forming and Shaping Plastics and Composite Materials
 Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
Chapter 19 Forming and Shaping Plastics and Composite Materials Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Forming and Shaping Processes for Plastics, Elastomers,
Designing for moldability
 Print. Format: Landscape Page Size: Fit to page Bind and save. Bind in presentation format for future reference Designing for moldability A quick-reference user guide for rapid injection molding for engineers
Print. Format: Landscape Page Size: Fit to page Bind and save. Bind in presentation format for future reference Designing for moldability A quick-reference user guide for rapid injection molding for engineers
Lifolit. Soft PVC processing guide
 Lifolit Soft PVC processing guide CONTENTS INTRODUCTION INJECTION MOULDING GENERAL GUIDELINES INJECTION MOULDING - RECOMMENDED TEMPERATURE EXTRUSION GUIDELINES EXTRUSION - RECOMMENDED TEMPERATURES CONTACTS
Lifolit Soft PVC processing guide CONTENTS INTRODUCTION INJECTION MOULDING GENERAL GUIDELINES INJECTION MOULDING - RECOMMENDED TEMPERATURE EXTRUSION GUIDELINES EXTRUSION - RECOMMENDED TEMPERATURES CONTACTS
How Will It Mold? Brand-New Test Method Relates Material, Mold & Machine. feature mold design
 feature mold design How Will It Mold? Brand-New Test Method Relates Material, Mold & Machine By John Beaumont, Beaumont Technologies Inc. "Can I mold that part with this material in this machine?" It s
feature mold design How Will It Mold? Brand-New Test Method Relates Material, Mold & Machine By John Beaumont, Beaumont Technologies Inc. "Can I mold that part with this material in this machine?" It s
Santoprene TPV. TPV troubleshooting guide for injection molding
 Santoprene TPV TPV troubleshooting guide for injection molding TABLE OF CONTENTS - 3 CONTENT The following table provides an overview of most problems/defects. Please click on the desired problem phrase
Santoprene TPV TPV troubleshooting guide for injection molding TABLE OF CONTENTS - 3 CONTENT The following table provides an overview of most problems/defects. Please click on the desired problem phrase
Industrial aspects of polymer processing
 Course MP10 Lecture 2 Industrial aspects of polymer processing Ben, I just want to say one word to you, just one word plastics Dr James Elliott 2.1 General model of polymer processing Overview of the various
Course MP10 Lecture 2 Industrial aspects of polymer processing Ben, I just want to say one word to you, just one word plastics Dr James Elliott 2.1 General model of polymer processing Overview of the various
SME 2713 Processing of Polymers - 2
 SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY
 PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
NX Mold Flow Analysis solutions
 Siemens PLM Software NX Mold Flow Analysis solutions Using mold filling simulation to optimize plastic part designs Benefits Optimizes plastic part designs and molding process parameters Optimizes wall
Siemens PLM Software NX Mold Flow Analysis solutions Using mold filling simulation to optimize plastic part designs Benefits Optimizes plastic part designs and molding process parameters Optimizes wall
Multiflex Thermoplastic Elastomers
 Multiflex Thermoplastic Elastomers Molding manual Injection molding Extrusion Overmolding M a t e r i a l s t o w i n INJECTION MOULDING 1. PROCESSING MACHINERY - Can be processed on conventional reciprocating
Multiflex Thermoplastic Elastomers Molding manual Injection molding Extrusion Overmolding M a t e r i a l s t o w i n INJECTION MOULDING 1. PROCESSING MACHINERY - Can be processed on conventional reciprocating
Solidification of Metals in Molds
 Metal Casting Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification
Metal Casting Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification
Plastic Pallet Molding 101 By Richard Morgan Wilmington Machinery
 Plastic Pallet Molding 101 By Richard Morgan Wilmington Machinery What Is A Plastic Pallet... Plastic pallets come in many shapes and sizes. It can be a 48 x 48 double deck, four way entry, heavy duty,
Plastic Pallet Molding 101 By Richard Morgan Wilmington Machinery What Is A Plastic Pallet... Plastic pallets come in many shapes and sizes. It can be a 48 x 48 double deck, four way entry, heavy duty,
Design Molded Plastics, Inc.
 Design Molded Plastics, Inc. Part Design Assistance Design Molded Plastics offers the added resources to take their projects to the next level Key Points: Capturing the design intent Establish part tolerances
Design Molded Plastics, Inc. Part Design Assistance Design Molded Plastics offers the added resources to take their projects to the next level Key Points: Capturing the design intent Establish part tolerances
Analyzing Effects of Different Gates on Component and Molding Parameters
 Research Article International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347-5161 2014 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Rahul
Research Article International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347-5161 2014 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Rahul
Determining Appropriate Cooling System For Plastic Injection Molding Through Computer Simulation
 Determining Appropriate Cooling System For Plastic Injection Molding Through Computer Simulation Parag Chinchkhede 1, Dr. K. M. Ashtankar 2, 1Master Of Technology Final Year, VNIT Nagpur 2Assistant Professor,
Determining Appropriate Cooling System For Plastic Injection Molding Through Computer Simulation Parag Chinchkhede 1, Dr. K. M. Ashtankar 2, 1Master Of Technology Final Year, VNIT Nagpur 2Assistant Professor,
Table of Contents. Robert A. Malloy. Plastic Part Design for Injection Molding. An Introduction ISBN:
 Table of Contents Robert A. Malloy Plastic Part Design for Injection Molding An Introduction ISBN: 978-3-446-40468-7 For further information and order see http://www.hanser.de/978-3-446-40468-7 or contact
Table of Contents Robert A. Malloy Plastic Part Design for Injection Molding An Introduction ISBN: 978-3-446-40468-7 For further information and order see http://www.hanser.de/978-3-446-40468-7 or contact
Chapter 6 Plastic and Polymer Composite Fabrication Processes
 Chapter 6 Plastic and Polymer Composite Fabrication Processes Screen on batch size* Molding Processes for PE: Molding Processes for Nylon (30% GF): Desired Batch Size 1e+008 1e+007 1e+006 Blow Moulding
Chapter 6 Plastic and Polymer Composite Fabrication Processes Screen on batch size* Molding Processes for PE: Molding Processes for Nylon (30% GF): Desired Batch Size 1e+008 1e+007 1e+006 Blow Moulding
Available online at ScienceDirect. Procedia Manufacturing 2 (2015 )
") Available online at www.sciencedirect.com ScienceDirect Procedia Manufacturing 2 (2015 ) 246 250 2nd International Materials, Industrial, and Manufacturing Engineering Conference, MIMEC2015, 4-6 February
Available online at www.sciencedirect.com ScienceDirect Procedia Manufacturing 2 (2015 ) 246 250 2nd International Materials, Industrial, and Manufacturing Engineering Conference, MIMEC2015, 4-6 February
Designing for Moldability VOLUME 1: A RAPID INJECTION MOLDING REFERENCE GUIDE FOR PRODUCT DESIGNERS AND ENGINEERS
 : A RAPID INJECTION MOLDING REFERENCE GUIDE FOR PRODUCT DESIGNERS AND ENGINEERS What is injection molding? 1 The hopper is loaded with the plastic stock material. 2 A heated barrel is used to melt the
: A RAPID INJECTION MOLDING REFERENCE GUIDE FOR PRODUCT DESIGNERS AND ENGINEERS What is injection molding? 1 The hopper is loaded with the plastic stock material. 2 A heated barrel is used to melt the
Injection Molding An Introduction
 Gerd Pötsch, Walter Michaeli Injection Molding An Introduction ISBN-10: 3-446-40635-2 ISBN-13: 978-3-446-40635-3 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-40635-3
Gerd Pötsch, Walter Michaeli Injection Molding An Introduction ISBN-10: 3-446-40635-2 ISBN-13: 978-3-446-40635-3 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-40635-3
Good looking rubber parts with fast cycle times and reusable scrap define DuraGrip
 Injection Molding Guide DuraGrip Melt Processible Elastomer ElastomerThermoplastic Good looking rubber parts with fast cycle times and reusable scrap define DuraGrip The 6000 and 6100 Series of DuraGrip
Injection Molding Guide DuraGrip Melt Processible Elastomer ElastomerThermoplastic Good looking rubber parts with fast cycle times and reusable scrap define DuraGrip The 6000 and 6100 Series of DuraGrip
Design Guidelines. Approximate Projected area guidelines. 510 square centimetres square centimetres
 Design Guidelines Size Our maximum moulding size is approximately 500mm x 500mm x 200mm but should not exceed the maximum projected area shown in the example materials table. (Figure 1) Maximum material
Design Guidelines Size Our maximum moulding size is approximately 500mm x 500mm x 200mm but should not exceed the maximum projected area shown in the example materials table. (Figure 1) Maximum material
SR16 Series. Features: All Dimensions in mm SR16-1
 Features SR16 Hot Runner Nozzles are for medium part applications and are available with band heaters. In most cases one heater is required for operation. An installed spare may be installed if space allows.
Features SR16 Hot Runner Nozzles are for medium part applications and are available with band heaters. In most cases one heater is required for operation. An installed spare may be installed if space allows.
! "! "" # 1
 ! "! "" # www.stamixco.com 1 Static Mixing Technology For Extrusion and Injection Molding Presented by Gottlieb Schneider StaMixCo Technology Ltd. CH-8474 Dinhard / SWITZERLAND www.stamixco.com 2 Content
! "! "" # www.stamixco.com 1 Static Mixing Technology For Extrusion and Injection Molding Presented by Gottlieb Schneider StaMixCo Technology Ltd. CH-8474 Dinhard / SWITZERLAND www.stamixco.com 2 Content
TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL
 TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL Product description Grivory GV-5H natural is a 50% glass-fibre reinforced engineering thermoplastic material based on a combination of semicrystalline Polyamide
TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL Product description Grivory GV-5H natural is a 50% glass-fibre reinforced engineering thermoplastic material based on a combination of semicrystalline Polyamide
Injection molding of standard & high heat PLA compounds. 2
 Page 1 of 5 Date previous version 21 Apr 2016 PROCESSING GUIDE INJECTION MOLDING OF STANDARD AND HIGH HEAT PLA COMPOUNDS Interested in solutions for bioplastics? Please contact us at 2 www.total-corbion.com
Page 1 of 5 Date previous version 21 Apr 2016 PROCESSING GUIDE INJECTION MOLDING OF STANDARD AND HIGH HEAT PLA COMPOUNDS Interested in solutions for bioplastics? Please contact us at 2 www.total-corbion.com
Introduction: Standard Plastic Terminology Plastic Program Analysis and Development p. 1 Selecting the Design Team for Success p. 3 Using Checklists
 Preface p. xv Introduction: Standard Plastic Terminology p. xix Plastic Program Analysis and Development p. 1 Selecting the Design Team for Success p. 3 Using Checklists to Develop Product Requirements
Preface p. xv Introduction: Standard Plastic Terminology p. xix Plastic Program Analysis and Development p. 1 Selecting the Design Team for Success p. 3 Using Checklists to Develop Product Requirements
Development of Advanced Structural Foam Injection Molding. Kye Kim. A thesis submitted in partial fulfillment of the requirements for the degree of
 Development of Advanced Structural Foam Injection Molding Kye Kim A thesis submitted in partial fulfillment of the requirements for the degree of BACHELOR OF APPLIED SCIENCE Supervisor: Park, C.B. Department
Development of Advanced Structural Foam Injection Molding Kye Kim A thesis submitted in partial fulfillment of the requirements for the degree of BACHELOR OF APPLIED SCIENCE Supervisor: Park, C.B. Department
TECHNICAL DATA SHEET GRILON AG-30 H
 TECHNICAL DATA SHEET GRILON AG-30 H BLACK 9836 Product description Grilon AG-30 H black 9836 is a normal viscosity, specially heat stabilised PA 66 injection moulding grade with 30% glass fibres. Grilon
TECHNICAL DATA SHEET GRILON AG-30 H BLACK 9836 Product description Grilon AG-30 H black 9836 is a normal viscosity, specially heat stabilised PA 66 injection moulding grade with 30% glass fibres. Grilon
automotive, medical device and so on. well known for Hasco and Meusburge standards. Project details as below : French Plastic
 French Plastic injection moulder in China, Please French invested mold maker with Chinese joint venture manufacture for electronics, electrical, home appliance, LED lighting, automotive, medical device
French Plastic injection moulder in China, Please French invested mold maker with Chinese joint venture manufacture for electronics, electrical, home appliance, LED lighting, automotive, medical device
Improving Thermal Efficiency of Single Screw Extrusion
 Improving Thermal Efficiency of Single Screw Extrusion Modified on Saturday, 02 May 2015 12:02 AM by mpieler Categorized as: Paper of the Month Improving Thermal Efficiency of Single Screw Extrusion A.
Improving Thermal Efficiency of Single Screw Extrusion Modified on Saturday, 02 May 2015 12:02 AM by mpieler Categorized as: Paper of the Month Improving Thermal Efficiency of Single Screw Extrusion A.
Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials 1
 Designation: 02 Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials 1 This standard is issued under the fixed designation ; the number immediately following
Designation: 02 Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials 1 This standard is issued under the fixed designation ; the number immediately following
TECHNICAL DATA SHEET GRILON TS V0
 TECHNICAL DATA SHEET GRILON TS V0 General product description Grilon TS V0 is an unreinforced, normal viscosity, self-extinguishing PA66 + PA6 injection moulding grade. Grilon TS V0 has the following important
TECHNICAL DATA SHEET GRILON TS V0 General product description Grilon TS V0 is an unreinforced, normal viscosity, self-extinguishing PA66 + PA6 injection moulding grade. Grilon TS V0 has the following important
TECHNICAL DATA SHEET GRILON AG-35
 TECHNICAL DATA SHEET GRILON AG-35 Grilon AG-35 is a heat stabilised, normal viscosity PA 66 injection moulding grade with 35% glass fibres. High stiffness High tensile strength High heat distortion temperature
TECHNICAL DATA SHEET GRILON AG-35 Grilon AG-35 is a heat stabilised, normal viscosity PA 66 injection moulding grade with 35% glass fibres. High stiffness High tensile strength High heat distortion temperature
TECHNICAL DATA SHEET GRILAMID LV-3H
 TECHNICAL DATA SHEET GRILAMID LV-3H Product description Grilamid LV-3H is a 30% glass fibre reinforced, heat stabilised polyamide 12 injection moulding grade with the following product profile Good chemical
TECHNICAL DATA SHEET GRILAMID LV-3H Product description Grilamid LV-3H is a 30% glass fibre reinforced, heat stabilised polyamide 12 injection moulding grade with the following product profile Good chemical
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL
 TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
TECHNICAL DATA SHEET GRILON TSM-30
 TECHNICAL DATA SHEET GRILON TSM-0 Grilon TSM-0 is a heat stabilised, normal viscosity PA66 + PA6 injection moulding grade with 0% mineral. Grilon TSM-0 has the following important properties: Excellent
TECHNICAL DATA SHEET GRILON TSM-0 Grilon TSM-0 is a heat stabilised, normal viscosity PA66 + PA6 injection moulding grade with 0% mineral. Grilon TSM-0 has the following important properties: Excellent
TECHNICAL DATA SHEET GRILON AZ 3
 TECHNICAL DATA SHEET GRILON AZ 3 General product description Grilon AZ 3 is a normal viscosity, high impact modified PA66 injection moulding grade. Grilon AZ 3 has the following important properties: Excellent
TECHNICAL DATA SHEET GRILON AZ 3 General product description Grilon AZ 3 is a normal viscosity, high impact modified PA66 injection moulding grade. Grilon AZ 3 has the following important properties: Excellent
Processing And Troubleshooting Guide (FN-6) Processing Fortron. Polyphenylene Sulfide (PPS)
 Processing Fortron. Polyphenylene Sulfide (PPS)") Processing And Troubleshooting Guide (FN-6) Processing Fortron Polyphenylene Sulfide (PPS) Recommended Injection Molding Setup Conditions Unreinforced Grades Reinforced Grades 0205P4, 0214P2 1130 Series,
Processing And Troubleshooting Guide (FN-6) Processing Fortron Polyphenylene Sulfide (PPS) Recommended Injection Molding Setup Conditions Unreinforced Grades Reinforced Grades 0205P4, 0214P2 1130 Series,
TPX is 4-methylpentene-1 based, crystalline polyolefine. The characteristics of TPX are shown as follows.
 TPX is 4-methylpentene-1 based, crystalline polyolefine. The characteristics of TPX are shown as follows. a. TPX has high heat-resistance with a melting point of 220 to 240 C0 b. TPX has excellent transparency
TPX is 4-methylpentene-1 based, crystalline polyolefine. The characteristics of TPX are shown as follows. a. TPX has high heat-resistance with a melting point of 220 to 240 C0 b. TPX has excellent transparency
Stanyl ForTii F11. Recommendations for injection molding MATERIAL HANDLING
 GRADE CODING Stanyl ForTii TM glass fiber reinforced and halogen-free flame retardant injection molding grades. MATERIAL HANDLING Storage In order to prevent moisture pick up and contamination, supplied
GRADE CODING Stanyl ForTii TM glass fiber reinforced and halogen-free flame retardant injection molding grades. MATERIAL HANDLING Storage In order to prevent moisture pick up and contamination, supplied
Successfully Processing High Temperature Thermoplastics
 Successfully Processing High Temperature Thermoplastics Jim Kostakes Entec Polymers August 13, 2015 Page 2 What Are High Temperature Thermoplastics? These are thermoplastics that can be used in applications
Successfully Processing High Temperature Thermoplastics Jim Kostakes Entec Polymers August 13, 2015 Page 2 What Are High Temperature Thermoplastics? These are thermoplastics that can be used in applications
Unit 6. Selecting processes:
 Unit 6. Selecting processes: shaping, joining and surface treatment New approaches to Materials Education - a course authored by Mike Ashby and David Cebon, Cambridge, UK, 2008 MFA and DC 2008 Outline
Unit 6. Selecting processes: shaping, joining and surface treatment New approaches to Materials Education - a course authored by Mike Ashby and David Cebon, Cambridge, UK, 2008 MFA and DC 2008 Outline
Part 1: Designing for Moldability
 Part 1: Designing for Moldability Chapter 1 Injection pressure Equations Factors that influence injection pressure requirements Chapter 2 Filling pattern Melt front velocity influences filling pattern
Part 1: Designing for Moldability Chapter 1 Injection pressure Equations Factors that influence injection pressure requirements Chapter 2 Filling pattern Melt front velocity influences filling pattern
TECHNICAL DATA SHEET GRILON TSS
 TECHNICAL DATA SHEET GRILON TSS General product description Grilon TSS is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS has the following important
TECHNICAL DATA SHEET GRILON TSS General product description Grilon TSS is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS has the following important
Injection Molding Handbook Herausgegeben von Tim A. Osswald, Lih-Sheng Turng, Paul Gramann
 Injection Molding Handbook Herausgegeben von Tim A. Osswald, Lih-Sheng Turng, Paul Gramann ISBN-10: 3-446-40781-2 ISBN-13: 978-3-446-40781-7 Inhaltsverzeichnis Weitere Informationen oder Bestellungen unter
Injection Molding Handbook Herausgegeben von Tim A. Osswald, Lih-Sheng Turng, Paul Gramann ISBN-10: 3-446-40781-2 ISBN-13: 978-3-446-40781-7 Inhaltsverzeichnis Weitere Informationen oder Bestellungen unter
The use of a Inductive Electromagnetic Melt Temperature Sensor to Improve the Injection Molding Process
 The use of a Inductive Electromagnetic Melt Temperature Sensor to Improve the Injection Molding Process Injection Molding Conference 2017 By Michael F. Durina Md Plastics Incorporated 1361 Wardingley Ave.,
The use of a Inductive Electromagnetic Melt Temperature Sensor to Improve the Injection Molding Process Injection Molding Conference 2017 By Michael F. Durina Md Plastics Incorporated 1361 Wardingley Ave.,
Hydraulic Presses and Molding Processes Making the optimal choice for your molding application
 1 Hydraulic Presses and Molding Processes Making the optimal choice for your molding application Depending on the material, volume, size and shape of your molded parts, using the optimal molding process
1 Hydraulic Presses and Molding Processes Making the optimal choice for your molding application Depending on the material, volume, size and shape of your molded parts, using the optimal molding process
ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS
 Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
2nd International Conference on Electronics, Network and Computer Engineering (ICENCE 2016)
") 2nd International Conference on Electronics, Network and Computer Engineering (ICENCE 2016) Computer Simulation on Injection Molding Process of Automotive Engine Air intake Manifold Based on Moldflow Hanwu
2nd International Conference on Electronics, Network and Computer Engineering (ICENCE 2016) Computer Simulation on Injection Molding Process of Automotive Engine Air intake Manifold Based on Moldflow Hanwu
Extrusion. Key Issues to Address. Lecture 2. Process. Process Variants. Process Analysis. Problem Solving
 Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
MAKING OF DIE CASTING TOOL
 MAKING OF DIE CASTING TOOL Sivamurugan. K 1, Saravanakumar. R 2, Saravanan. S.T 3 1 Lecturer (S.S), Dept of Mechanical Engineering, VSVN Polytechnic College, Tamilnadu, India 2 Lecturer, Dept of Plastic
MAKING OF DIE CASTING TOOL Sivamurugan. K 1, Saravanakumar. R 2, Saravanan. S.T 3 1 Lecturer (S.S), Dept of Mechanical Engineering, VSVN Polytechnic College, Tamilnadu, India 2 Lecturer, Dept of Plastic
Part HD head control arm
 Part HD head control arm Quality characteristics Dimension: height, width, wall thickness Mechanical properties of materials: hardness, brittleness, and porosity. Machining Dimension: holes, grooves, and
Part HD head control arm Quality characteristics Dimension: height, width, wall thickness Mechanical properties of materials: hardness, brittleness, and porosity. Machining Dimension: holes, grooves, and
MECHANICAL PROPERTIES OF MATERIALS
 MECHANICAL PROPERTIES OF MATERIALS Stress-Strain Relationships Hardness Effect of Temperature on Properties Fluid Properties Viscoelastic Behavior of Polymers Mechanical Properties in Design and Manufacturing
MECHANICAL PROPERTIES OF MATERIALS Stress-Strain Relationships Hardness Effect of Temperature on Properties Fluid Properties Viscoelastic Behavior of Polymers Mechanical Properties in Design and Manufacturing
Injection Molding Guide for KEPITAL
 Injection Molding Guide for KEPITAL R&D Center 1. Safety recommendations (1) Safety precautions during processing In processing KEPITAL, an extraction hood should be equipped over the barrel unit and measures
Injection Molding Guide for KEPITAL R&D Center 1. Safety recommendations (1) Safety precautions during processing In processing KEPITAL, an extraction hood should be equipped over the barrel unit and measures
TECHNICAL DATA SHEET GRILON TSS/4
 TECHNICAL DATA SHEET GRILON TSS/4 General product description Grilon TSS/4 is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS/4 has the following important
TECHNICAL DATA SHEET GRILON TSS/4 General product description Grilon TSS/4 is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS/4 has the following important
Fundamentals of Casting
 Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
MECHANICAL PROPERTIES OF MATERIALS. Manufacturing materials, IE251 Dr M. Eissa
 MECHANICAL PROPERTIES OF MATERIALS, IE251 Dr M. Eissa MECHANICAL PROPERTIES OF MATERIALS 1. Bending Test (Slide 3) 2. Shear Test (Slide 8) 3. Hardness (Slide 14) 4. Effect of Temperature on Properties
MECHANICAL PROPERTIES OF MATERIALS, IE251 Dr M. Eissa MECHANICAL PROPERTIES OF MATERIALS 1. Bending Test (Slide 3) 2. Shear Test (Slide 8) 3. Hardness (Slide 14) 4. Effect of Temperature on Properties
Introduction. General information. Drying
 Introduction General information VESTAMID molding compounds are processed in the form of granules for extrusion and injection molding. Most standard processing machines, such as those for PE or PP, are
Introduction General information VESTAMID molding compounds are processed in the form of granules for extrusion and injection molding. Most standard processing machines, such as those for PE or PP, are
3.5.7 Flow Through Simple Dies
 152 3 Fundamentals of Polymers isothermal spinning of a Newtonian fluid and predicted the critical draw ratio of 20.210. Below the critical draw ratio, any disturbance along the filament is dampened out
152 3 Fundamentals of Polymers isothermal spinning of a Newtonian fluid and predicted the critical draw ratio of 20.210. Below the critical draw ratio, any disturbance along the filament is dampened out
FOUNTAIN FLOW STANDARD INJECTION MOULDING. Mold Temperature Tg Polymer
 FOUNTAIN FLOW STANDARD INJECTION MOULDING Mold Temperature Tg Polymer Polymer Melt Instantaneous Frozen Skin Layer As the molten polymer enters the cavity and comes into contact with the (relatively) cool
FOUNTAIN FLOW STANDARD INJECTION MOULDING Mold Temperature Tg Polymer Polymer Melt Instantaneous Frozen Skin Layer As the molten polymer enters the cavity and comes into contact with the (relatively) cool
TECHNICAL DATA SHEET GRILON TSZ 1
 TECHNICAL DATA SHEET GRILON TSZ 1 General product description Grilon TSZ 1 is a heat stabilised, normal viscosity, impact modified PA66 + PA6 injection moulding grade. Grilon TSZ 1 has the following important
TECHNICAL DATA SHEET GRILON TSZ 1 General product description Grilon TSZ 1 is a heat stabilised, normal viscosity, impact modified PA66 + PA6 injection moulding grade. Grilon TSZ 1 has the following important
The Complete Technology Book on Plastic Extrusion, Moulding and Mould Designs
 The Complete Technology Book on Plastic Extrusion, Moulding and Mould Designs Author: NIIR Board of Consultants and Engineers Format: Paperback ISBN: 8178330083 Code: NI179 Pages: 496 Price: Rs. 1,000.00
The Complete Technology Book on Plastic Extrusion, Moulding and Mould Designs Author: NIIR Board of Consultants and Engineers Format: Paperback ISBN: 8178330083 Code: NI179 Pages: 496 Price: Rs. 1,000.00
Intelli-Gent Mold TM the Intelligent Molding Solution
 1 Intelli-Gent Mold TM the Intelligent Molding Solution Intelli-Gent Mold TM Concept The process of Molding has changed considerably over the last decade relative to the microprocessor speeds of the Machines,
1 Intelli-Gent Mold TM the Intelligent Molding Solution Intelli-Gent Mold TM Concept The process of Molding has changed considerably over the last decade relative to the microprocessor speeds of the Machines,
Compounding and Processing Additives for Woodfiber-Plastic Composites
 Struktol Company of America 201 E. Steels Corners Road P.O. Box 1649 Stow, OH 44224-0649 (330) 928-5188 Fax (330) 928-8726 Compounding and Processing Additives for Woodfiber-Plastic Composites Presented
Struktol Company of America 201 E. Steels Corners Road P.O. Box 1649 Stow, OH 44224-0649 (330) 928-5188 Fax (330) 928-8726 Compounding and Processing Additives for Woodfiber-Plastic Composites Presented
Table of Contents. Norman C. Lee. Blow Molding Design Guide ISBN: For further information and order see
 Table of Contents Norman C. Lee Blow Molding Design Guide ISBN: 978-3-446-41264-4 For further information and order see http://www.hanser.de/978-3-446-41264-4 or contact your bookseller. Carl Hanser Verlag,
Table of Contents Norman C. Lee Blow Molding Design Guide ISBN: 978-3-446-41264-4 For further information and order see http://www.hanser.de/978-3-446-41264-4 or contact your bookseller. Carl Hanser Verlag,
Fundamentals of Manufacturing. EXAM 2 Dec 6, 2008 Name Open Book, (~75 min.) You are allowed a 5x7 card, a calculator and a pencil. Show all work.
 You are allowed a 5x7 card, a calculator and a pencil. Show all work.") MEEN 3349 001 Fundamentals of Manufacturing EXAM 2 Dec 6, 2008 Name Open Book, (~75 min.) You are allowed a 5x7 card, a calculator and a pencil. Show all work. Select the best definition, some may be used
MEEN 3349 001 Fundamentals of Manufacturing EXAM 2 Dec 6, 2008 Name Open Book, (~75 min.) You are allowed a 5x7 card, a calculator and a pencil. Show all work. Select the best definition, some may be used
BLOW MOULDING. Blow moulding is a process used to produce hollow objects from thermoplastic.
 1 BLOW MOULDING Blow moulding is a process used to produce hollow objects from thermoplastic. The basic blow moulding process has two fundamental phases. First, a parison (or a preform) of hot plastic
1 BLOW MOULDING Blow moulding is a process used to produce hollow objects from thermoplastic. The basic blow moulding process has two fundamental phases. First, a parison (or a preform) of hot plastic
Injection Mold Design and Optimization of Battery Air vent
 Injection Mold Design and Optimization of Battery Air vent Rahul S. Khichadi M.Tech student, VACOE Ahmednagar, Maharashtra, India-414201 Abstract In this paper, battery vent plug part for injection molding
Injection Mold Design and Optimization of Battery Air vent Rahul S. Khichadi M.Tech student, VACOE Ahmednagar, Maharashtra, India-414201 Abstract In this paper, battery vent plug part for injection molding
Medical device design for injection molding
 Medical device design for injection molding Contents Beginning medical device design for injection molding...3 Design considerations for medical device injection molding...4 Plastic material selection
Medical device design for injection molding Contents Beginning medical device design for injection molding...3 Design considerations for medical device injection molding...4 Plastic material selection
Effect of Geometry and Rotational Speed on the Axial Pressure Profile of a Single Screw Extrusion
 IJISET - International Journal of Innovative Science, Engineering & Technology, Vol. Issue, January. Effect of Geometry and Rotational Speed on the Axial Pressure Profile of a Single Screw Extrusion W.E.
IJISET - International Journal of Innovative Science, Engineering & Technology, Vol. Issue, January. Effect of Geometry and Rotational Speed on the Axial Pressure Profile of a Single Screw Extrusion W.E.
UC Berkeley Green Manufacturing and Sustainable Manufacturing Partnership
 UC Berkeley Green Manufacturing and Sustainable Manufacturing Partnership Title Semi-empirical Modeling of the Energy Consumed during the Injection Molding Process Permalink https://escholarship.org/uc/item/6j39z8nj
UC Berkeley Green Manufacturing and Sustainable Manufacturing Partnership Title Semi-empirical Modeling of the Energy Consumed during the Injection Molding Process Permalink https://escholarship.org/uc/item/6j39z8nj
Autodesk Moldflow Communicator Molding processes
 Autodesk Moldflow Communicator 2012 Molding processes Revision 1, 23 March 2011. Contents Chapter 1 Molding processes..................................... 1 Thermoplastic injection molding analysis types
Autodesk Moldflow Communicator 2012 Molding processes Revision 1, 23 March 2011. Contents Chapter 1 Molding processes..................................... 1 Thermoplastic injection molding analysis types
TECHNICAL DATA SHEET GRILAMID L 20 LF GREY
 TECHNICAL DATA SHEET GRILAMID L 20 LF GREY General product description Grilamid L 20 LF grey is a medium viscosity graphite filled Polyamide 12 (PA12) grade suitable for both injection moulding and extrusion
TECHNICAL DATA SHEET GRILAMID L 20 LF GREY General product description Grilamid L 20 LF grey is a medium viscosity graphite filled Polyamide 12 (PA12) grade suitable for both injection moulding and extrusion
LESSON PLAN. Name of Faculty: Visiting Faculty-2. Discipline: Plastic Technology. Semester: 6 th. Subject: EDM. Lesson plan Duration: 15 WEEKS
 LESSON PLAN Name of Faculty: Visiting Faculty-2 Discipline: Plastic Technology Semester: 6 th Subject: EDM Lesson plan Duration: 15 WEEKS Work Load (Lecture) per week: 3 PERIODS WEEK THEORY 1 ST LECTURE
LESSON PLAN Name of Faculty: Visiting Faculty-2 Discipline: Plastic Technology Semester: 6 th Subject: EDM Lesson plan Duration: 15 WEEKS Work Load (Lecture) per week: 3 PERIODS WEEK THEORY 1 ST LECTURE
ELEMENTARY STEPS SHAPING METHODS POST SHAPING DIE FORMING HANDLING OF PARTICULATE SOLIDS MOLDING & CASTING MELTING PRESSURISATION & PUMPING
 ELEMENTARY STEPS SHAPING METHODS POST SHAPING RAW MATERIALS RAW MATERIALS HANDLING OF PARTICULATE SOLIDS DIE FORMING MELTING MOLDING & CASTING PRESSURISATION & PUMPING SECONDARY SHAPING MIXING DEVOLATILLIZATION
ELEMENTARY STEPS SHAPING METHODS POST SHAPING RAW MATERIALS RAW MATERIALS HANDLING OF PARTICULATE SOLIDS DIE FORMING MELTING MOLDING & CASTING PRESSURISATION & PUMPING SECONDARY SHAPING MIXING DEVOLATILLIZATION
Sample Pages. Suhas Kulkarni. Robust Process Development and Scientific Molding. Theory and Practice ISBN:
 Sample Pages Suhas Kulkarni Robust Process Development and Scientific Molding Theory and Practice ISBN: 978-3-446-42275-9 For further information and order see http://www.hanser.de/978-3-446-42275-9 or
Sample Pages Suhas Kulkarni Robust Process Development and Scientific Molding Theory and Practice ISBN: 978-3-446-42275-9 For further information and order see http://www.hanser.de/978-3-446-42275-9 or
Review of Manufacturing Processes
 Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
HIGH PERFORMANC POLYMERS. Dr. Prakash Trivedi & Mr. Jaimin Zaveri Gharda Chemicals Ltd.
 HIGH PERFORMANC POLYMERS Dr. Prakash Trivedi & Mr. Jaimin Zaveri Gharda Chemicals Ltd. THERMOPLASTICS PYRAMID ABPBI PEKK PEK PSS PES PPSU PEEK LCP Performance ABS PSU PPE PEI PC PA PPS POM PET/PBT Temperature
HIGH PERFORMANC POLYMERS Dr. Prakash Trivedi & Mr. Jaimin Zaveri Gharda Chemicals Ltd. THERMOPLASTICS PYRAMID ABPBI PEKK PEK PSS PES PPSU PEEK LCP Performance ABS PSU PPE PEI PC PA PPS POM PET/PBT Temperature
Injection Moulding Guidelines. Injection Moulding Guidelines 1
 Injection Moulding Guidelines Injection Moulding Guidelines 1 2 Injection Moulding Guidelines Table of contents 1. Introduction 3 2. Product overview 4 3. Machine selection and auxiliary equipment 5 4.
Injection Moulding Guidelines Injection Moulding Guidelines 1 2 Injection Moulding Guidelines Table of contents 1. Introduction 3 2. Product overview 4 3. Machine selection and auxiliary equipment 5 4.
The Tool Hub. Efficient Cooling
 O The Tool Hub Efficient Cooling V1 Conformal cooling channels is a good way to decrease deformation and increase productivity. Below is a core ready for final machining. CLEAR EFFICIENT FAIR Efficient
O The Tool Hub Efficient Cooling V1 Conformal cooling channels is a good way to decrease deformation and increase productivity. Below is a core ready for final machining. CLEAR EFFICIENT FAIR Efficient
TECHNICAL DATA SHEET GRILON BZ 3/2
 TECHNICAL DATA SHEET GRILON BZ 3/2 General product description Grilon BZ 3/2 is an unreinforced, high impact resistant PA6 injection moulding and extrusion grade. Grilon BZ 3/2 has the following important
TECHNICAL DATA SHEET GRILON BZ 3/2 General product description Grilon BZ 3/2 is an unreinforced, high impact resistant PA6 injection moulding and extrusion grade. Grilon BZ 3/2 has the following important
Computer Aided Engineering for Metal Die Casting Process
 Computer Aided Engineering for Metal Die Casting Process Dr. Laith Abdullah Mohammed / Production Engineering 28.April.2009 Die Casting part Examples This project dealing with die casting process because
Computer Aided Engineering for Metal Die Casting Process Dr. Laith Abdullah Mohammed / Production Engineering 28.April.2009 Die Casting part Examples This project dealing with die casting process because
Autodesk Moldflow Insight AMI Thermoplastics Overmolding
 Autodesk Moldflow Insight 2012 AMI Thermoplastics Overmolding Revision 1, 22 March 2012. This document contains Autodesk and third-party software license agreements/notices and/or additional terms and
Autodesk Moldflow Insight 2012 AMI Thermoplastics Overmolding Revision 1, 22 March 2012. This document contains Autodesk and third-party software license agreements/notices and/or additional terms and