Advances in Direct Metal Deposition
|
|
|
- Leslie Rogers
- 6 years ago
- Views:
Transcription
1 Advances in Direct Metal Deposition Jyoti Mazumder* and Lijun Song University of Michigan July 15th, 21 Presented By S H Lee *Robert H Lurie Professor of Engineering A Laser Workshop on Laser Based Manufacturing
2 Outline Background History of DMD Introduction DMD System Overview Advances in DMD System Modeling Geometry Control Temperature Control Composition Prediction Microstructure Prediction Summary A Laser Workshop on Laser Based Manufacturing
3 Rapid Prototype Customer Initial CAD Model Conceptual Design Assembly Layouts Reduction in Time and Step Detailed Design SFM Prototype Production Time A Laser Workshop on Laser Based Manufacturing
4 Additive Manufacturing Additive Process Originally for Rapid Prototyping Application 3-D CAD data -> 2-D Slicing Layer by Layer Build-up Low Volume Manufacturing A Laser Workshop on Laser Based Manufacturing
5 Major RP Techniques StereoLithography (by 3D System) Laminated Object Manufacturing (by Helisys) Selective Laser Sintering (by DTM - 3D System) Fused Deposition Modeling (by StrataSys) 3D Printing (by Z-Corp.) Etc. Solid Ground Curing, Solder, Light Sculpting, Droplet Based Manufacturing, Holographic Interference Solidification,... A Laser Workshop on Laser Based Manufacturing
6 New Concept in RP Rapid Prototyping Intermediate Step Design Support or Verification Plastic Mold Part, Cast Mold Pattern or Mock-up Part Rapid Manufacturing/Production Near Net Shaped Product or Prototype (accuracy and finish) Functional Part (mold and metallic part) Better Part (multi-materials, heterogeneous) A Laser Workshop on Laser Based Manufacturing
7 Metal Deposition - Metallic Additive Manufacturing Laser sintering (LS) based Selective Laser Sintering (U of Texas, DTM, 1996) - 3D Systems Direct Metal Laser Sintering (EOS, Germany) Laser cladding (LC) based Direct Metal Deposition (UIUC, 1993) - UM/POM Laser Engineered Net Shaping (Sandia NL, 1996) - Optomec Direct Light Fabrication (Los Alamos NL, 1996) Controlled Metal Buildup (Fraunhofer, Aachen, 1996) Droplet based Droplet Based Manufacturing (UCI, 1991; MIT, 1993) A Laser Workshop on Laser Based Manufacturing
8 The Vision Imagine a global society where: scientists in Ann Arbor and Aachen, in the security of their laboratories, are analyzing, sharing and using experimental data, a global design team is collaboratively creating a new product and submitting it for fabrication to the company facility in Shanghai. Global collaboration for innovation over the Internet will cross-pollinate ideas, cut travel and reduce costs. A multi-national company designing their product in Detroit and producing in Dalian, China If the part is big, take process to the part Product on order anywhere any time A Laser Workshop on Laser Based Manufacturing

9 Part on Order Anywhere A Laser Workshop on Laser Based Manufacturing








10 Running to Moon: Mold & Mirrors.5 mm wall thickness in steel A Laser Polished Workshop to 4 on Laser Based Manufacturing Angstroms!


11 Application In Tissue engineering Titanium scaffold for implantation study in a mice spinal column * Image Provided by Prof. Scott Hollister 5 mm X-Ray of the Ti-Scaffold After Subcutenous Bone Growth Ti~ Bright White Bone ~ Blue Grey A Laser Workshop on Laser Based Manufacturing


 Cost-effectiveness Robot vs.")
12 MR-DMD System Control Room Robotic Work Area Paradigm change Mobility Process goes for the Part to be serviced. Container: DMD Package, Robot, Laser, HVAC, Utilities, etc. Adaptable Integration Different robot size Different laser power (1.-5. kw fiber-coupled Diode Laser, etc.) Cost-effectiveness Robot vs. CNC based platform A Laser Workshop on Laser Based Manufacturing Work Stations


13 MR-DMD System Robot Fiber optic Conduit Rotary Table Work Table Base Plate A Laser Workshop on Laser Based Manufacturing
14 Challenges to achieve the vision Remote Manufacturing with hot editing Precision for Near Net shape 3-D components in order of microns Approach: Closed loop Process control to keep outcome to the desired level A Laser Workshop on Laser Based Manufacturing

15 DMD Process Overview Copyright 1999 POM Company Inc. All rights reserved A Laser Workshop on Laser Based Manufacturing



16 Overview DMD Process Overview 1. Direct Metal Deposition High power laser builds parts layer-by-layer out of gas atomized metal powder 2. DMD Characteristics.5 dimensional accuracy Fully dense metal Controllable microstructure Heterogeneous material fabrication capability Control over internal geometry A Laser Workshop on Laser Based Manufacturing

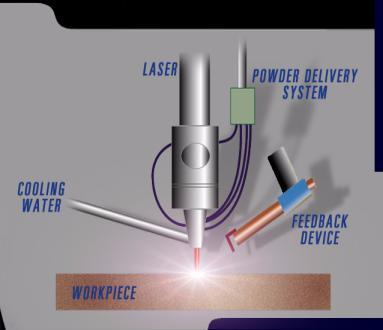
17 Overview DMD Process Overview Water Cooling Laser Beam Channel Power Delivery Channel Blending of 5 common methodologies: Laser CAD CAM Sensors Power Metallurgy Omni directional concentric laser-powder-gas nozzle Shaping Gas Changeable Tip A Laser Workshop on Laser Based Manufacturing

18 Closed-Loop Process DMD Process Overview CO 2 Laser Closed-loop process Improves dimensional accuracy CAD/CAM Work Table Control Panel NC Chiller Feed-back Controller Power Supply Unit No need for intermediary machining of parts when deposit builds irregularly Near net shape within fraction of millimeter is possible Resulting in significantly reduced post DMD finishing and reduced cost Better thermal control and thus better microstructure control Better microstructure leading to better mechanical properties Significantly reduced distortion and thus post process complication and cost Left: DMD with feedback control Right: DMD without feedback control Example of direct metal fabrication with POM s closed loop height controller. Left: A Laser Workshop on Laser Based Manufacturing w/height controller; Right: no height controller.
19 Moving Optics DMD Process Overview Why moving optics? Part mass does not affect the usable work envelop (Velocity, acceleration etc) Part handling concerns reduced Angular deposition without moving part 1 Tons Note Complex angles of deposition A Laser Workshop on Laser Based Manufacturing




20 Energy, Environment, Economy DMD Process Overview Will save energy Will provide designed functionality Will reduce lead time & Economy friendly Environmentally Benign A Laser Workshop on Laser Based Manufacturing


 Part")


21 How does DMD Machine Looks Like? DMD Process Overview Why moving optics? Part mass does not the usable work envelop (Velocity, acceleration etc) Part handling concerns reduced Angular deposition without moving part 1 Tons Note Complex angles of deposition A Laser Workshop on Laser Based Manufacturing
22 DMD System CO 2 Laser Work Table Control Panel NC Chiller Power Supply Unit CAD/CAM Feed-back Controller A Laser Workshop on Laser Based Manufacturing
23 Comparison of Material Properties: DMD vs. Wrought/Casting Material Fe and steel Material condition Tensile Strength Yield Strength Elongation Elastic Modulus Charpy Impact Hardness (Mpa) (ksi) (Mpa) (ksi) (%) (Gpa) (Mpsi) (J) (ft-lb) (HRC) H 13 H 13, DMD Wrought H 13 H 13 Wrought (Matweb) L SS 316SS, DMD L SS wrought Ni-Alloys Wasp Alloy Wrought Wasp alloy Co-Alloys Stellite 21 Cast Stellite SS, wrought Wasp Alloy, DMD Wasp alloy, wrought aged Stellite 21, DMD Stellite 21, cast Ti-Alloys Ti6Al4V (Grade V) Wrought Ti6Al4V (V) Al-alloys 447 Al 413 Al (cast) Cu-Alloys Ti6Al4V DMD, Inert atm Ti-6Al4V (V), wrought annealed parallel to deposition HV Cu-3 Ni HV Cu-3 Ni HV A Laser Workshop on Laser Based Manufacturing

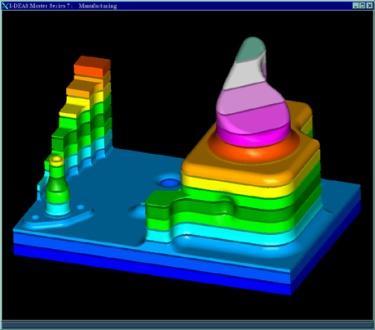

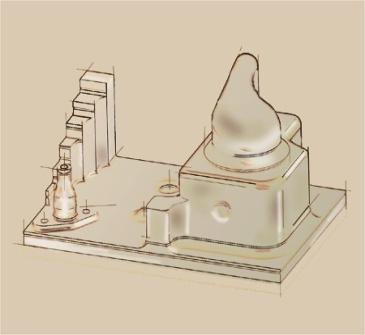
24 Z (mm) DMD System Overview Conceptualization CAM tool path CAD Data Z Y X Product Y (mm) COMP: m/s X (mm) DMD with Advanced Modeling, Sensing and Control


25 Direct Metal Deposition DMD with closed loop control DMD Machine
26 Mathematical Modeling Process modeling of DMD to develop quantitative relationships between parameters for improved process control
27 Modeling: Governing Equation Continuity equation: Momentum equation: t u t u uu u l K u l p x Energy equation: C pt t ( c) t Convection term Diffusion term Darcy term u C T k T pl Convection term Conduction term f L f C pt Solute equation: uc D c D c c f c c t l s s t Phase change term at S/L interface s l s u Phase diffusion term Phase motion term
28 Multiple Track Deposition Model Beam size Transition Finish Overlap Scanning width Start Z The computation domain is not symmetric along laser moving direction Y


29 Evolution of Temperature Field Laser power: 19 W, beam diameter: 1.8 mm, scanning speed: 6 mm/min, and powder flow rate: 8 g/min.
30 Z (mm) Z (mm) Composition and Liquid Velocity Distribution Computed chromium concentration profile: Y X COMP: y-z surface -.1 COMP: Y (mm).5 1 m/s 1 2 X (mm) x-z surface and x-y surface 1 m/s Y (mm).5 1 X (mm)
31 Thermal Cycle
 Over limit Laser beam gating signal Height Controller Figure 8")
32 Geometry Control Camera Image acquisition cards DMD Processing Center (Logic OR) Over limit Laser beam gating signal Height Controller Figure 8 Cladding
33 Laser power (Kw) Melt pool temperature ( C) Temperature Control: Dynamics Experimental Setup Input and Output GPC Temperature Controller Laser powder Pyrometer Collecting lens Substrate bead Time (s) H13 powder flow rate: 1g/min; Scanning speed: 65mm/min; Standoff: 2mm (beam size 2mm)
34 Molten pool temperature ( C) (mean of temperature has been removed) Amplitude Temperature (1a) Control: Dynamics State Space Model Step Response: k 1 k k e k X AX Bu K k k k e k y CX Du Dynamic Model Output Step Response From: u1 To: y1 System: Goe I/O: u1 to y1 System: Goe Settling Time (sec):.323 I/O: u1 to y1 Rise Time (sec): Time (sec) Rise time : 165ms Time (s)
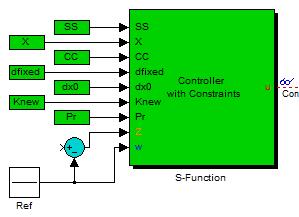
35 GPC Controller with constraints Simulink Model 1. GPC Controller 2. A/D D/A interface to DMD process 3. State Estimation
36 Laser driven voltage (V) Temperature ( Molten pool temperature ( C) Noise and disturbance ( Laser power (W) Simulation: Weight on control: 1 Prediction horizon: 3 Control horizon: 5 Tfilter = [1 -.8] Melt Pool Temperature Control Experimental: Weight on control: Prediction horizon: 16 Control horizon: 5 Tfilter = [1 -.8] 4 C) C) Time (s) time (s) Red: reference temperature Black: experimental

 (d) 1 8 6 With control, a With")
 1 th layer,")

37 Cladding height (mm) One Inch Cube Cladding with Temperature Control Molten Pool Temperature Control Cladding (a) (b) a 3mm step Substrate b A z y x (c) (d) With control, a With control, b No control, a No control, b 4 2 Pictures of the deposition at (a) 1 th layer, (b) 2 th layer, (c) 3 th layer and (d) 4 th layer Cladding layer number Cladding height at different layers
38 Composition Prediction Alloys without Phase Transformation Cr-Fe Ni-Fe Alloys With Phase Transformation Ti-Fe Ni-Al Ni-Ti Hopper1 Hopper2 bead Laser beam Substrate Signal processing unit spectrometer Collecting lens Experimental Setup
39 Cr-I nm/Fe-I nm Cr-I nm/Fe-I nm plasam temperature (K) Cr-I nm/Fe-I nm Cr-I nm/Fe-I nm Composition Prediction: Cr-Fe Alloy Calibration Curve Cr weight percentage Cr weight percentage Cr weight percentage Line Intensity Plasma Temperature
40 composition variation (%) Prediction of Cr% in the Alloy Composition Variation < 5% from single line ratio from temperature from electron density from four averaged line ratio from seven averaged line ratio from seven averaged line ratio and electron density Cr weight ratio percentage
41 Cr composition (%) Cr composition (%) Composition Sensor for Time Domain Prediction Cr % for 19.8% Cr % for 22.36% Measurement point Measurement point Resolution = 2 δ = 4.1%
42 Ni 349nm / Fe 363nm Ni 349nm / Fe 364nm Ni 346nm / Fe 363nm Ni 346nm / Fe 364nm Calibration Curve for Fe-Ni Alloy Ni/Fe weight ratio Ni/Fe weight ratio Ni/Fe weight ratio Ni/Fe weight ratio





43 Fe-I 44.6nm/Ti-II 417.4nm Fe-I 47.2nm/Ti-II 417.4nm Fe-I 44.6nm/Ti-II 416.4nm Fe-I 47.2nm/Ti-II 416.4nm Microstructure Sensor: Ti-Fe Alloy (Patent Pending) Calibration Curve um Weight percent Ti Weight percent Ti Hypereutectic Ti 56 Fe Weight percent Ti Weight percent Ti Hypoeutectic Ti 7 Fe 3 Hypereutectic Ti 62 Fe 38 Eutectic Ti 67.5 Fe 25.5 Hypoeutectic Ti 73 Fe 27
44 plasma temperature (K) plasma electron density (/cm 3 ) Ti-Fe Alloy Calibration Curve for Ti-Fe Alloy Plasma Temperature Electron Density 62 3 x Weight percent Ti Cr/Fe weight ratio





45 Al-I nm/Ni-I nm Al-I nm/Ni-I nm Al-I 394.4nm/Ni-I nm Al-I 394.4nm/Ni-I nm Ni-Al Alloy Phase Transformation and Line Intensity Ratio um Atomic percent Ni Atomic percent Ni B2 Ni 65 Al Gamma Prime Ni 8 Al Atomic percent Ni Atomic percent Ni B2 Ni 65 Al 35 Gamma Prime Ni 65 Al 35? Ti 67.5 Fe 25.5
 3-65-3245> AlNi 3 - Aluminum Nickel 75 5 (2) 25 (1) (11) (21) (211) (3) (22) (311) (222) (4)")
46 Intensity(Counts) XRD Pattern of Ni8Al2 Sample as Deposited [Z2639.raw] NI8AL2 (111) > AlNi 3 - Aluminum Nickel 75 5 (2) 25 (1) (11) (21) (211) (3) (22) (311) (222) (4) (32) (321) Two-Theta (deg)




47 Tl-I nm/Ni-I nm Tl-I nm/Ni-I nm Tl-I nm/Ni-I nm Tl-I nm/Ni-I nm Ni-Ti Alloy Phase Transformation and Line Intensity Ratio Ni-Ti Alloy Ni 79 TI Atomic percent Ni Atomic percent Ni Ni 87 Tl Atomic percent Ni Atomic percent Ni Ni 84 TI 16 1 um Ni 9 Tl 1
48 Process Model Summary and Conclusion Simulate melt pool temperature, velocity, fluid interface thermal cycle, and composition evolution and distribution Process Sensor and Control Design, Optimization and Implementation Geometry Control Melt pool temperature dynamics and control Composition sensor Microstructure sensor First time in the world one will have the capability to predict the microstructure during the process from plasma, leading to considerable cost and lead time saving
49 Thank you for your attention! Any questions or comments?
Die Hardfacing and Remanufacturing using Direct Metal Deposition (DMD) B. Dutta POM Group, Inc., Auburn Hills, MI-48326
 B. Dutta POM Group, Inc., Auburn Hills, MI-48326") Die Hardfacing and Remanufacturing using Direct Metal Deposition (DMD) B. Dutta POM Group, Inc., Auburn Hills, MI-48326 OUTLINE Company Overview of Direct Metal Deposition DMD Systems DMD Application in
Die Hardfacing and Remanufacturing using Direct Metal Deposition (DMD) B. Dutta POM Group, Inc., Auburn Hills, MI-48326 OUTLINE Company Overview of Direct Metal Deposition DMD Systems DMD Application in
voestalpine Additive Manufacturing Center Singapore Pte Ltd
 voestalpine Additive Manufacturing Center Singapore Direct Metal Deposition, DMD. 30 th November 2017 www.voestalpine.com voestalpine Additive Manufacturing Center. Singapore Direct Metal Deposition» Company
voestalpine Additive Manufacturing Center Singapore Direct Metal Deposition, DMD. 30 th November 2017 www.voestalpine.com voestalpine Additive Manufacturing Center. Singapore Direct Metal Deposition» Company
MODELING OF LASER BASED DIRECT METAL DEPOSITION PROCESS
 MODELING OF LASER BASED DIRECT METAL DEPOSITION PROCESS Jayanth N PG Student PSG College of Technology jayanthnagaraj@gmail.com Ravi K R Associate Professor PSG College of Technology Krravi.psgias@gmail.com
MODELING OF LASER BASED DIRECT METAL DEPOSITION PROCESS Jayanth N PG Student PSG College of Technology jayanthnagaraj@gmail.com Ravi K R Associate Professor PSG College of Technology Krravi.psgias@gmail.com
Thermal Modeling and Experimental Validation in the LENS Process
 The Eighteenth Solid Freeform Fabrication Symposium August 6-8, 6 2007, Austin, Texas Thermal Modeling and Experimental Validation in the LENS Process Liang Wang 1, Sergio D. Felicelli 2, James E. Craig
The Eighteenth Solid Freeform Fabrication Symposium August 6-8, 6 2007, Austin, Texas Thermal Modeling and Experimental Validation in the LENS Process Liang Wang 1, Sergio D. Felicelli 2, James E. Craig
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION. T.W. Skszek and M. T. J. Lowney. Abstract. DMD Process Overview
 DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
Advanced Robotic Laser Cladding The Oerlikon MetcoClad System. July 2015
 Advanced Robotic Laser Cladding The Oerlikon MetcoClad System July 2015 Laser Cladding is a welding technology Laser Cladding (LC) means laser build-up welding, also known as Laser Metal Forming (LMF),
Advanced Robotic Laser Cladding The Oerlikon MetcoClad System July 2015 Laser Cladding is a welding technology Laser Cladding (LC) means laser build-up welding, also known as Laser Metal Forming (LMF),
Additive Manufacturing Challenges Ahead
 Additive Manufacturing Challenges Ahead Dr. S. SELVI Associate Professor, Dept. of Mechanical Engineering Institute of Road and Transport Technology, Erode 638 316. selvimech@yahoo.com Received 25, November
Additive Manufacturing Challenges Ahead Dr. S. SELVI Associate Professor, Dept. of Mechanical Engineering Institute of Road and Transport Technology, Erode 638 316. selvimech@yahoo.com Received 25, November
Observation and numerical simulation of melt pool dynamic and beam powder interaction during selective electron beam melting
 Observation and numerical simulation of melt pool dynamic and beam powder interaction during selective electron beam melting T. Scharowsky, A. Bauereiß, R.F. Singer, C. Körner *Department of Materials
Observation and numerical simulation of melt pool dynamic and beam powder interaction during selective electron beam melting T. Scharowsky, A. Bauereiß, R.F. Singer, C. Körner *Department of Materials
ADDITIVE MANUFACTURING OF TITANIUM ALLOYS
 ADDITIVE MANUFACTURING OF TITANIUM ALLOYS F.H. (Sam) Froes Consultant to the Titanium Industry Based on a paper by B. Dutta and F.H. (Sam) Froes which appeared in AM&P Feb. 2014 pp. 18-23 OUTLINE Cost
ADDITIVE MANUFACTURING OF TITANIUM ALLOYS F.H. (Sam) Froes Consultant to the Titanium Industry Based on a paper by B. Dutta and F.H. (Sam) Froes which appeared in AM&P Feb. 2014 pp. 18-23 OUTLINE Cost
Numerical Simulation of the Temperature Distribution and Microstructure Evolution in the LENS Process
 The Seventeenth Solid Freeform Fabrication Symposium Aug 14-16, 2006, Austin, Texas Numerical Simulation of the Temperature Distribution and Microstructure Evolution in the LENS Process L. Wang 1, S. Felicelli
The Seventeenth Solid Freeform Fabrication Symposium Aug 14-16, 2006, Austin, Texas Numerical Simulation of the Temperature Distribution and Microstructure Evolution in the LENS Process L. Wang 1, S. Felicelli
Influence of Process Parameters in the Direct Metal Deposition of H13 Tool Steel on Copper Alloy Substrate
 , June 30 - July 2, 2010, London, U.K. Influence of Process Parameters in the Direct Metal Deposition of H13 Tool Steel on Copper Alloy Substrate M. Khalid Imran, S. H. Masood* and Milan Brandt Abstract
, June 30 - July 2, 2010, London, U.K. Influence of Process Parameters in the Direct Metal Deposition of H13 Tool Steel on Copper Alloy Substrate M. Khalid Imran, S. H. Masood* and Milan Brandt Abstract
EOS Aluminium AlSi10Mg
 is an aluminium alloy in fine powder form which has been specially optimised for processing on EOSINT M systems This document provides information and data for parts built using powder (EOS art.-no. 9011-0024)
is an aluminium alloy in fine powder form which has been specially optimised for processing on EOSINT M systems This document provides information and data for parts built using powder (EOS art.-no. 9011-0024)
Material data sheet. EOS NickelAlloy HX. Description, application
 Material data sheet is a heat and corrosion resistant metal alloy powder intended for processing on EOS M 290 systems. This document provides information and data for parts built using powder (EOS art.-no.
Material data sheet is a heat and corrosion resistant metal alloy powder intended for processing on EOS M 290 systems. This document provides information and data for parts built using powder (EOS art.-no.
Latest Development Work on Induction Assisted Laser Cladding Processes
 Latest Development Work on Induction Assisted Laser Cladding Processes C. Leyens 1,2, F. Brückner 1, S. Nowotny 1 1 Fraunhofer Institute for Material and Beam Technology (IWS), Dresden, Germany 2 Dresden
Latest Development Work on Induction Assisted Laser Cladding Processes C. Leyens 1,2, F. Brückner 1, S. Nowotny 1 1 Fraunhofer Institute for Material and Beam Technology (IWS), Dresden, Germany 2 Dresden
Building Parts Directly
 February 2008 Vol. 140 No. 2 Building Parts Directly Some users are discovering that combining direct digital manufacturing with existing manufacturing techniques is better than replacing them Bruce Morey,
February 2008 Vol. 140 No. 2 Building Parts Directly Some users are discovering that combining direct digital manufacturing with existing manufacturing techniques is better than replacing them Bruce Morey,
LASER CLADDING OF ALUMINIUM USING TiB 2
 LASER CLADDING OF ALUMINIUM USING TiB 2 (Paper Number 1202) Sanjay Kumar and Sisa Pityana CSIR National Laser Centre, PO Box 395, Pretoria 0001, South Africa Abstract Modification of Aluminium surface
LASER CLADDING OF ALUMINIUM USING TiB 2 (Paper Number 1202) Sanjay Kumar and Sisa Pityana CSIR National Laser Centre, PO Box 395, Pretoria 0001, South Africa Abstract Modification of Aluminium surface
Additive Manufacturing Technology November
 Additive Manufacturing Technology November 2012 www.3trpd.co.uk Phil Kilburn DMLS Sales Manager Agenda About 3T RPD Ltd Overview of Additive Manufacturing Manufacturing directly in metals Arcam - Electron
Additive Manufacturing Technology November 2012 www.3trpd.co.uk Phil Kilburn DMLS Sales Manager Agenda About 3T RPD Ltd Overview of Additive Manufacturing Manufacturing directly in metals Arcam - Electron
Microstructural Investigation of Direct Metal Deposition of H13 Steel on High Strength Copper Substrate
 P Proceedings of the World Congress on Engineering 2009 Vol I Microstructural Investigation of Direct Metal Deposition of H13 Steel on High Strength Copper Substrate M. Khalid Imran, S.H. Masood and Milan
P Proceedings of the World Congress on Engineering 2009 Vol I Microstructural Investigation of Direct Metal Deposition of H13 Steel on High Strength Copper Substrate M. Khalid Imran, S.H. Masood and Milan
Material data sheet. EOS NickelAlloy HX. Description, application
 EOS NickelAlloy HX EOS NickelAlloy HX is a heat and corrosion resistant metal alloy powder intended for processing on EOSINT M 280 systems. This document provides information and data for parts built using
EOS NickelAlloy HX EOS NickelAlloy HX is a heat and corrosion resistant metal alloy powder intended for processing on EOSINT M 280 systems. This document provides information and data for parts built using
Material data sheet. EOS NickelAlloy IN625. Description
 EOS NickelAlloy IN625 EOS NickelAlloy IN625 is a heat and corrosion resistant nickel alloy powder which has been optimized especially for processing on EOSINT M systems. This document provides information
EOS NickelAlloy IN625 EOS NickelAlloy IN625 is a heat and corrosion resistant nickel alloy powder which has been optimized especially for processing on EOSINT M systems. This document provides information
Material data sheet. EOS NickelAlloy HX. Description, application
 EOS NickelAlloy HX EOS NickelAlloy HX is a heat and corrosion resistant metal alloy powder intended for processing on EOS M systems. This document provides information and data for parts built using EOS
EOS NickelAlloy HX EOS NickelAlloy HX is a heat and corrosion resistant metal alloy powder intended for processing on EOS M systems. This document provides information and data for parts built using EOS
Material data sheet. EOS Aluminium AlSi10Mg. Description
 https://gpiprototype.com EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg is an aluminium alloy in fine powder form which has been specially optimised for processing on EOSINT M systems This document provides
https://gpiprototype.com EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg is an aluminium alloy in fine powder form which has been specially optimised for processing on EOSINT M systems This document provides
Laser assisted Cold Spray
 2009-02-16 Laser assisted Cold Spray Andrew Cockburn, Matthew Bray, Rocco Lupoi Bill O Neill Innovative Manufacturing Research Centre (IMRC) Institute for Manufacturing, Department of Engineering, University
2009-02-16 Laser assisted Cold Spray Andrew Cockburn, Matthew Bray, Rocco Lupoi Bill O Neill Innovative Manufacturing Research Centre (IMRC) Institute for Manufacturing, Department of Engineering, University
Additive Manufacturing Technology
 Additive Manufacturing Technology ME 012193 Spring I 2018 By Associate Prof. Xiaoyong Tian Cell:13709114235 Email: leoxyt@mail.xjtu.edu.cn Lecture 02 Fundmental AM processes Interactions in AM processes
Additive Manufacturing Technology ME 012193 Spring I 2018 By Associate Prof. Xiaoyong Tian Cell:13709114235 Email: leoxyt@mail.xjtu.edu.cn Lecture 02 Fundmental AM processes Interactions in AM processes
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process
 Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process") Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Reviewed, accepted September 14, 2006
 Evaluation of Mechanical Properties and Microstructure for Laser Deposition Process and Welding Process Yaxin Bao 1, Jianzhong Ruan 1, Todd E. Sparks 1, Jambunathan Anand 2, Joseph Newkirk 2, Frank Liou
Evaluation of Mechanical Properties and Microstructure for Laser Deposition Process and Welding Process Yaxin Bao 1, Jianzhong Ruan 1, Todd E. Sparks 1, Jambunathan Anand 2, Joseph Newkirk 2, Frank Liou
Additive Manufacturing in the Nuclear Industry
 Additive Manufacturing in the Nuclear Industry Greg Hersak Mechanical Equipment Development May 4, 2018-1- Additive Manufacturing (AM) in the Nuclear Industry Agenda Overview of AM technologies Challenges
Additive Manufacturing in the Nuclear Industry Greg Hersak Mechanical Equipment Development May 4, 2018-1- Additive Manufacturing (AM) in the Nuclear Industry Agenda Overview of AM technologies Challenges
Practical considerations and capabilities for laser assisted direct metal deposition
 Ž. Materials and Design 21 2000 417 423 Practical considerations and capabilities for laser assisted direct metal deposition Gary K. Lewis a,, Eric Schlienger b a Los Alamos National Laboratory, Los Alamos,
Ž. Materials and Design 21 2000 417 423 Practical considerations and capabilities for laser assisted direct metal deposition Gary K. Lewis a,, Eric Schlienger b a Los Alamos National Laboratory, Los Alamos,
High-Speed Direct Laser Deposition: Technology, Equipment and Materials
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS High-Speed Direct Laser Deposition: Technology, Equipment and Materials To cite this article: G A Turichin et al 2016 IOP Conf.
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS High-Speed Direct Laser Deposition: Technology, Equipment and Materials To cite this article: G A Turichin et al 2016 IOP Conf.
Material data sheet. EOS MaragingSteel MS1. Description
 EOS MaragingSteel MS1 EOS MaragingSteel MS1 is a steel powder which has been optimized especially for processing on EOSINT M systems. This document provides information and data for parts built using EOS
EOS MaragingSteel MS1 EOS MaragingSteel MS1 is a steel powder which has been optimized especially for processing on EOSINT M systems. This document provides information and data for parts built using EOS
The use of holographic optics in laser additive layer manufacture. Prof John R Tyrer Dept of Mechanical & Manufacturing Engineering
 The use of holographic optics in laser additive layer manufacture Prof John R Tyrer Dept of Mechanical & Manufacturing Engineering Traditional Laser Beam Problems Shape Intensity Beam intensity distribution....
The use of holographic optics in laser additive layer manufacture Prof John R Tyrer Dept of Mechanical & Manufacturing Engineering Traditional Laser Beam Problems Shape Intensity Beam intensity distribution....
Additive Layer Manufacturing: Current & Future Trends
 Additive Layer Manufacturing: Current & Future Trends L.N. Carter, M. M. Attallah, Advanced Materials & Processing Group Interdisciplinary Research Centre, School of Metallurgy and Materials Additive Layer
Additive Layer Manufacturing: Current & Future Trends L.N. Carter, M. M. Attallah, Advanced Materials & Processing Group Interdisciplinary Research Centre, School of Metallurgy and Materials Additive Layer
3DMP. Fast I Simple I Economic. GEFERTEC GmbH Berlin Germany. 3DMP - 3D Metal Print fast simple economic
 3DMP Fast I Simple I Economic GEFERTEC GmbH Schwarze-Pumpe-Weg 16 12681 Berlin Germany info@gefertec.de Phone: +49 (0) 30 912074 360 www.gefertec.de 3DMP - 3D Metal Print fast simple economic 2 GEFERTEC
3DMP Fast I Simple I Economic GEFERTEC GmbH Schwarze-Pumpe-Weg 16 12681 Berlin Germany info@gefertec.de Phone: +49 (0) 30 912074 360 www.gefertec.de 3DMP - 3D Metal Print fast simple economic 2 GEFERTEC
High-Speed Infrared Imaging for Characterization of the Additive Manufacturing Process
 14 th Quantitative InfraRed Thermography Conference High-Speed Infrared Imaging for Characterization of the Additive Manufacturing Process by M.A. Langevin*, A. Huot*, S. Boubanga*, P. Lagueux*, E. Guyot*
14 th Quantitative InfraRed Thermography Conference High-Speed Infrared Imaging for Characterization of the Additive Manufacturing Process by M.A. Langevin*, A. Huot*, S. Boubanga*, P. Lagueux*, E. Guyot*
EOS NickelAlloy IN718 for EOSINT M 270 Systems
 EOS NickelAlloy IN718 for EOSINT M 270 Systems A number of different materials are available for use with EOSINT M systems, offering a broad range of e-manufacturing applications. EOS NickelAlloy IN718
EOS NickelAlloy IN718 for EOSINT M 270 Systems A number of different materials are available for use with EOSINT M systems, offering a broad range of e-manufacturing applications. EOS NickelAlloy IN718
Material data sheet. EOS MaragingSteel MS1 (200W) Description
 Description") EOS MaragingSteel MS1 (200W) EOS MaragingSteel MS1 is a steel powder which has been optimized especially for processing on EOS M systems. This document provides information and data for parts built using
EOS MaragingSteel MS1 (200W) EOS MaragingSteel MS1 is a steel powder which has been optimized especially for processing on EOS M systems. This document provides information and data for parts built using
MANUFACTURING REINVENTED
 THE DIGITAL TO PHYSICAL PRODUCT LIFECYCLE COMPANY MANUFACTURING REINVENTED Markforged 3D Printers Product Portfolio INTRODUCTION Markforged has changed the way products are made. No other printer is designed
THE DIGITAL TO PHYSICAL PRODUCT LIFECYCLE COMPANY MANUFACTURING REINVENTED Markforged 3D Printers Product Portfolio INTRODUCTION Markforged has changed the way products are made. No other printer is designed
Additive Manufacturing of Corrosion Resistant Alloys for Energy Applications
 Additive Manufacturing of Corrosion Resistant Alloys for Energy Applications T.A. Palmer Department of Engineering Science and Mechanics and Materials Science and Engineering Pennsylvania State University
Additive Manufacturing of Corrosion Resistant Alloys for Energy Applications T.A. Palmer Department of Engineering Science and Mechanics and Materials Science and Engineering Pennsylvania State University
Material data sheet. EOS Titanium Ti64. Description
 EOS Titanium Ti64 EOS Titanium Ti64 is a titanium alloy powder which has been optimized especially for processing on EOSINT M systems. This document provides information and data for parts built using
EOS Titanium Ti64 EOS Titanium Ti64 is a titanium alloy powder which has been optimized especially for processing on EOSINT M systems. This document provides information and data for parts built using
MULTI-MATERIAL PROCESSING BY LENSTM. Michelle L. Griffith, Lane D. Harwell, J. Tony Romero, Eric Schlienger, Clint L. Atwood, and John E.
 MULTI-MATERIAL PROCESSING BY LENSTM Michelle L. Griffith, Lane D. Harwell, J. Tony Romero, Eric Schlienger, Clint L. Atwood, and John E. Smugeresky* Sandia National Laboratories Albuquerque, NM 87185,
MULTI-MATERIAL PROCESSING BY LENSTM Michelle L. Griffith, Lane D. Harwell, J. Tony Romero, Eric Schlienger, Clint L. Atwood, and John E. Smugeresky* Sandia National Laboratories Albuquerque, NM 87185,
Conformal Cooling Using DMLS March 2012
 Whitepaper: Conformal Cooling Using DMLS March 2012 Image courtesy of Phillips Plastics Corp. Tim Ruffner VP New Business Development / Marketing Manager GPI Prototype & Manufacturing Services, Inc. 940
Whitepaper: Conformal Cooling Using DMLS March 2012 Image courtesy of Phillips Plastics Corp. Tim Ruffner VP New Business Development / Marketing Manager GPI Prototype & Manufacturing Services, Inc. 940
UNCLASSIFIED/UNLIMITED. Ultrasonic Consolidation : Status Report on Development of Solid State Net Shape Processing for Direct Manufacturing
 of Solid State Net Shape Processing for Direct Manufacturing ABSTRACT Dr. Dawn R. White Solidica, Inc. 3941 Research Park Drive, Ste. C Ann Arbor, MI 48108 USA dawn@solidica.com Ultrasonic Consolidation
of Solid State Net Shape Processing for Direct Manufacturing ABSTRACT Dr. Dawn R. White Solidica, Inc. 3941 Research Park Drive, Ste. C Ann Arbor, MI 48108 USA dawn@solidica.com Ultrasonic Consolidation
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization
 Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Precision Electroforming in High-Strength NiColoy
 Taking the Stress out of Electroforming www.nicoform.com Precision Electroforming in High-Strength NiColoy Copyright 2007 NiCoForm, Inc. (Rochester, NY) Electroforming What is it? What is it good for?
Taking the Stress out of Electroforming www.nicoform.com Precision Electroforming in High-Strength NiColoy Copyright 2007 NiCoForm, Inc. (Rochester, NY) Electroforming What is it? What is it good for?
Dilution Effect during Laser Cladding of Inconel 617 with Ni-Al Powders
 Dilution Effect during Laser Cladding of Inconel 617 with Ni-Al Powders Ahmed Ali Moosa Department of Production Engineering and Metallurgy University of Technology, Baghdad, Iraq Tel: 964-790-179-3866
Dilution Effect during Laser Cladding of Inconel 617 with Ni-Al Powders Ahmed Ali Moosa Department of Production Engineering and Metallurgy University of Technology, Baghdad, Iraq Tel: 964-790-179-3866
Laser powder surfacing of the Si-Mo spheroidal cast iron with nickel powder
 of Achievements in Materials and Manufacturing Engineering VOLUME 17 ISSUE 1-2 July-August 2006 Laser powder surfacing of the Si-Mo spheroidal cast iron with nickel powder A. Klimpel a *, L.A. Dobrzański
of Achievements in Materials and Manufacturing Engineering VOLUME 17 ISSUE 1-2 July-August 2006 Laser powder surfacing of the Si-Mo spheroidal cast iron with nickel powder A. Klimpel a *, L.A. Dobrzański
Material data sheet. EOS NickelAlloy IN718. Description
 EOS NickelAlloy IN718 EOS NickelAlloy IN718 is a heat and corrosion resistant nickel alloy powder which has been optimized especially for processing on EOSINT M systems. This document provides information
EOS NickelAlloy IN718 EOS NickelAlloy IN718 is a heat and corrosion resistant nickel alloy powder which has been optimized especially for processing on EOSINT M systems. This document provides information
Polymer Microfabrication (Part II) Prof. Tianhong Cui, Mechanical Engineering ME 8254
 Prof. Tianhong Cui, Mechanical Engineering ME 8254") Polymer Microfabrication (Part II) Prof. Tianhong Cui, Mechanical Engineering ME 8254 Other Polymer Techniques Embossing Low cost High throughput Structures as small as 25 nm Injection molding Features
Polymer Microfabrication (Part II) Prof. Tianhong Cui, Mechanical Engineering ME 8254 Other Polymer Techniques Embossing Low cost High throughput Structures as small as 25 nm Injection molding Features
Material data sheet. EOS NickelAlloy IN625. Description, application
 is a heat and corrosion resistant nickel alloy powder which has been optimized especially for processing on EOSINT M 270 systems. This document provides information and data for parts built using powder
is a heat and corrosion resistant nickel alloy powder which has been optimized especially for processing on EOSINT M 270 systems. This document provides information and data for parts built using powder
Metal powder reuse in additive manufacturing. Alessandro Consalvo AM Support Engineer, Renishaw spa
 Metal powder reuse in additive manufacturing Alessandro Consalvo AM Support Engineer, Renishaw spa Renishaw World leading metrology company founded in 1973. Skills in measurement, motion control, spectroscopy
Metal powder reuse in additive manufacturing Alessandro Consalvo AM Support Engineer, Renishaw spa Renishaw World leading metrology company founded in 1973. Skills in measurement, motion control, spectroscopy
Nickel Based Superalloy Hastelloy B-3 (UNS N10675)
") Nickel Based Superalloy Hastelloy B-3 (UNS N10675) Hastelloy B-3 is manufactured for providing excellent resistance to reducing acids at the different content %s and temperature limits. It shows better
Nickel Based Superalloy Hastelloy B-3 (UNS N10675) Hastelloy B-3 is manufactured for providing excellent resistance to reducing acids at the different content %s and temperature limits. It shows better
Metallurgical Mechanisms Controlling Mechanical Properties of Aluminum Alloy 2219 Produced By Electron Beam Freeform Fabrication
 Materials Science Forum Online: 26-7- ISSN: 1662-9752, Vols. 519-521, pp 1291-1296 doi:1.428/www.scientific.net/msf.519-521.1291 26 Trans Tech Publications, Switzerland Metallurgical Mechanisms Controlling
Materials Science Forum Online: 26-7- ISSN: 1662-9752, Vols. 519-521, pp 1291-1296 doi:1.428/www.scientific.net/msf.519-521.1291 26 Trans Tech Publications, Switzerland Metallurgical Mechanisms Controlling
Characterization and Simulation of High Temperature Process
 Characterization and Simulation of High Temperature Process Session Chairs: Baojun Zhao Tarasankar DebRoy 469 7th International Symposium on High-Temperature Metallurgical Processing Edited by: Jiann-Yang
Characterization and Simulation of High Temperature Process Session Chairs: Baojun Zhao Tarasankar DebRoy 469 7th International Symposium on High-Temperature Metallurgical Processing Edited by: Jiann-Yang
Development of Metal-based Additive Manufacturing System with Directed Energy Deposition Technology
 1 Development of Metal-based Additive Manufacturing System with Directed Energy Deposition Technology HARUHIKO NIITANI *1 YOSHIHITO FUJITA *2 KOH ISHII *2 TOMOHIRO WAKANA *3 YOSHINAO KOMATSU *4 YASUYUKI
1 Development of Metal-based Additive Manufacturing System with Directed Energy Deposition Technology HARUHIKO NIITANI *1 YOSHIHITO FUJITA *2 KOH ISHII *2 TOMOHIRO WAKANA *3 YOSHINAO KOMATSU *4 YASUYUKI
"Advanced Manufacturing Technologies", UCL, Louvain-la-Neuve, 24/11/2015
 "Advanced Manufacturing Technologies", UCL, Louvain-la-Neuve, 24/11/2015 1 2 Outline Introduction Additive manufacturing Laser Beam Melting vs Laser Cladding Specificities (1) ultra-fast thermal cycles
"Advanced Manufacturing Technologies", UCL, Louvain-la-Neuve, 24/11/2015 1 2 Outline Introduction Additive manufacturing Laser Beam Melting vs Laser Cladding Specificities (1) ultra-fast thermal cycles
DESIGNING FOR THE DMLS PROCESS JONATHAN BISSMEYER Senior Quality Engineer
 DESIGNING FOR THE DMLS PROCESS JONATHAN BISSMEYER Senior Quality Engineer Designing for DIRECT METAL LASER SINTERING 1 Overview 2 Process Considerations 3 Design Considerations 4 Design Examples 5 Wrap-up
DESIGNING FOR THE DMLS PROCESS JONATHAN BISSMEYER Senior Quality Engineer Designing for DIRECT METAL LASER SINTERING 1 Overview 2 Process Considerations 3 Design Considerations 4 Design Examples 5 Wrap-up
Center for Laser-based Manufacturing Director: Yung C. Shin, Professor of ME
 Center for Laser-based Manufacturing Director: of ME become a focal point for developing critical or novel technologies in laser-based manufacturing help industrial companies in implementing new laser
Center for Laser-based Manufacturing Director: of ME become a focal point for developing critical or novel technologies in laser-based manufacturing help industrial companies in implementing new laser
ADVANCED ELECTRON BEAM FREE FORM FABRICATION METHODS & TECHNOLOGY
 ADVANCED ELECTRON BEAM FREE FORM FABRICATION METHODS & TECHNOLOGY S. Stecker, K.W. Lachenberg, H. Wang and R.C. Salo Sciaky Incorporated, Chicago, Illinois, USA Abstract Electron Beam Additive Manufacturing
ADVANCED ELECTRON BEAM FREE FORM FABRICATION METHODS & TECHNOLOGY S. Stecker, K.W. Lachenberg, H. Wang and R.C. Salo Sciaky Incorporated, Chicago, Illinois, USA Abstract Electron Beam Additive Manufacturing
MANUFACTURING REINVENTED MARKFORGED.COM
 MANUFACTURING REINVENTED MARKFORGED.COM ABOUT MARKFORGED Markforged was founded to change the way products are made. At the intersection of traditional manufacturing and cutting-edge material science,
MANUFACTURING REINVENTED MARKFORGED.COM ABOUT MARKFORGED Markforged was founded to change the way products are made. At the intersection of traditional manufacturing and cutting-edge material science,
MSC Solutions for Additive Manufacturing Simufact Additive
 MSC Solutions for Additive Manufacturing Simufact Additive 15.01.2018 Simufact Product Portfolio Cold Forming Hot Forging Sheet Metal Forming Mechanical Joining Powder Bed Fusion Arc Welding Laser Beam
MSC Solutions for Additive Manufacturing Simufact Additive 15.01.2018 Simufact Product Portfolio Cold Forming Hot Forging Sheet Metal Forming Mechanical Joining Powder Bed Fusion Arc Welding Laser Beam
Three-Dimensional Fabrication of Metallic Parts and Molds Using Hybrid Process of Powder Layer Compaction and Milling
 Three-Dimensional Fabrication of Metallic Parts and Molds Using Hybrid Process of Powder Layer Compaction and Milling Yoshiaki Mizukami* and Kozo Osakada Division of Mechanical Science, Graduate School
Three-Dimensional Fabrication of Metallic Parts and Molds Using Hybrid Process of Powder Layer Compaction and Milling Yoshiaki Mizukami* and Kozo Osakada Division of Mechanical Science, Graduate School
MODELLING & SIMULATION OF LASER MATERIAL PROCESSING: PREDICTING MELT POOL GEOMETRY AND TEMPERATURE DISTRIBUTION
 Proceeding of International Conference MS 07, India, December 3-5, 2007 1 MODELLING & SIMULATION OF LASER MATERIAL PROCESSING: PREDICTING MELT POOL GEOMETRY AND TEMPERATURE DISTRIBUTION M. A Sheikh Laser
Proceeding of International Conference MS 07, India, December 3-5, 2007 1 MODELLING & SIMULATION OF LASER MATERIAL PROCESSING: PREDICTING MELT POOL GEOMETRY AND TEMPERATURE DISTRIBUTION M. A Sheikh Laser
3 Major 3d printing process and technology introduction
 3 Major 3d printing process and technology introduction Summary After several decades of development, Now there are a variety of 3D printing technology process, from the categories divided into extrusion
3 Major 3d printing process and technology introduction Summary After several decades of development, Now there are a variety of 3D printing technology process, from the categories divided into extrusion
Additive Manufacturing
 www.dmgmori.com LASERTEC 65 3D Additive Manufacturing Laser Deposition Welding & Milling LASERTEC integration in DMG MORI machines ALL IN 1: Laser Deposition Welding & Milling Additive Manufacturing in
www.dmgmori.com LASERTEC 65 3D Additive Manufacturing Laser Deposition Welding & Milling LASERTEC integration in DMG MORI machines ALL IN 1: Laser Deposition Welding & Milling Additive Manufacturing in
Finite Element Analysis of Additively Manufactured Products
 Finite Element Analysis of Additively Manufactured Products Megan Lobdell, Brian Croop and Hubert Lobo DatapointLabs, Ithaca, NY, USA Summary With the growing interest in 3D printing, there is a desire
Finite Element Analysis of Additively Manufactured Products Megan Lobdell, Brian Croop and Hubert Lobo DatapointLabs, Ithaca, NY, USA Summary With the growing interest in 3D printing, there is a desire
Laser Surface processing -The features and the applications -
 Laser Surface processing -The features and the applications - 1)Introduction 2) Heating process 3) Melting process 4) Laser vaporizing process 5) Laser CVD & PVD 6)laser marking and engraving By Munehary
Laser Surface processing -The features and the applications - 1)Introduction 2) Heating process 3) Melting process 4) Laser vaporizing process 5) Laser CVD & PVD 6)laser marking and engraving By Munehary
The Many Facets and Complexities of 316L and the Effect on Properties
 The Many Facets and Complexities of 316L and the Effect on Properties Ingrid Hauer Miller Höganäs AB, Höganäs, Sweden state and country Ingrid.hauer@hoganas.com, +46702066244 Abstract One of the most widely
The Many Facets and Complexities of 316L and the Effect on Properties Ingrid Hauer Miller Höganäs AB, Höganäs, Sweden state and country Ingrid.hauer@hoganas.com, +46702066244 Abstract One of the most widely
FEASIBILITY OF BUILDING AN OVERHANG STRUCTURE USING DIRECT METAL DEPOSITION
 Proceedings of the 5th Annual ISC Research Symposium ISCRS 2011 April 7, 2011, Rolla, Missouri FEASIBILITY OF BUILDING AN OVERHANG STRUCTURE USING DIRECT METAL DEPOSITION Sriram Prabhu Department Of Manufacturing
Proceedings of the 5th Annual ISC Research Symposium ISCRS 2011 April 7, 2011, Rolla, Missouri FEASIBILITY OF BUILDING AN OVERHANG STRUCTURE USING DIRECT METAL DEPOSITION Sriram Prabhu Department Of Manufacturing
STUDY OF SHAPE DEPOSITION MANUFACTURING
 STUDY OF SHAPE DEPOSITION MANUFACTURING 1 Ashish Bhorkade, 2 Chetan Bharambe, 3 Suraj Bhangale 4 Pankaj Patil 1,2,3 B.E.Scholar BVCOE&RI Nashik 4 Assistant Professor Mechanical Dept. BVCOE&RI Nashik ABSTRACT
STUDY OF SHAPE DEPOSITION MANUFACTURING 1 Ashish Bhorkade, 2 Chetan Bharambe, 3 Suraj Bhangale 4 Pankaj Patil 1,2,3 B.E.Scholar BVCOE&RI Nashik 4 Assistant Professor Mechanical Dept. BVCOE&RI Nashik ABSTRACT
Copper Based Bi-metallic Core Pin Using DMD: Industrial Evaluation
 Vol. 2 (2012) No. 3 ISSN: 2088-5334 Copper Based Bi-metallic Core Pin Using DMD: Industrial Evaluation M. Khalid Imran #, Syed Masood #, Milan Brandt *, Stefan Gulizia +, Mahnaz Zahedi + # Industrial Research
Vol. 2 (2012) No. 3 ISSN: 2088-5334 Copper Based Bi-metallic Core Pin Using DMD: Industrial Evaluation M. Khalid Imran #, Syed Masood #, Milan Brandt *, Stefan Gulizia +, Mahnaz Zahedi + # Industrial Research
Applications of Additive Manufacturing in Forging
 Applications of Additive Manufacturing in Forging Final Report D.Schwam* and B. Silwal** *Case Western Reserve University, Cleveland, OH ** Georgia Southern University, Statesboro, GA October 2017 1 Table
Applications of Additive Manufacturing in Forging Final Report D.Schwam* and B. Silwal** *Case Western Reserve University, Cleveland, OH ** Georgia Southern University, Statesboro, GA October 2017 1 Table
Additive manufacturing of metallic alloys and its medical applications
 Additive manufacturing of metallic alloys and its medical applications A. Di Schino 1, M. Richetta 2 1 Dipartimento di Ingegneria Università degli Studi di Perugia, Via G. Duranti 93, 06125 Perugia, Italy
Additive manufacturing of metallic alloys and its medical applications A. Di Schino 1, M. Richetta 2 1 Dipartimento di Ingegneria Università degli Studi di Perugia, Via G. Duranti 93, 06125 Perugia, Italy
Recent Progress in Droplet-Based Manufacturing Research
 Recent Progress in Droplet-Based Manufacturing Research H.-Y. Kim, J.-P. Cherng, and J.-H. Chun Abstract This article reports the recent progress of research made in the Droplet-Based Manufacturing Laboratory
Recent Progress in Droplet-Based Manufacturing Research H.-Y. Kim, J.-P. Cherng, and J.-H. Chun Abstract This article reports the recent progress of research made in the Droplet-Based Manufacturing Laboratory
ELECTRON BEAM FREEFORM FABRICATION: A RAPID METAL DEPOSITION PROCESS
 ELECTRON BEAM FREEFORM FABRICATION: A RAPID METAL DEPOSITION PROCESS Karen M. B. Taminger and Robert A. Hafley NASA Langley Research Center, Hampton, VA Abstract Manufacturing of structural metal parts
ELECTRON BEAM FREEFORM FABRICATION: A RAPID METAL DEPOSITION PROCESS Karen M. B. Taminger and Robert A. Hafley NASA Langley Research Center, Hampton, VA Abstract Manufacturing of structural metal parts
Variable Polarity GTAW in Rapid Prototyping of Aluminum Parts
 Variable Polarity GTAW in Rapid Prototyping of Aluminum Parts Huijun Wang and Radovan Kovacevic Southern Methodist University, Department of Mechanical Engineering, P.O. Box 750337, Dallas, Texas, U.S.A.
Variable Polarity GTAW in Rapid Prototyping of Aluminum Parts Huijun Wang and Radovan Kovacevic Southern Methodist University, Department of Mechanical Engineering, P.O. Box 750337, Dallas, Texas, U.S.A.
An Overview of Methods for Rapid Prototyping and Near Net Shape Manufacture. Ivor Davies. RP&T Centre WMG, University of Warwick
 An Overview of Methods for Rapid Prototyping and Near Net Shape Manufacture Ivor Davies RP&T Centre WMG, University of Warwick 2 Contents Rapid Prototyping Basic Principle Data Requirements RP Processes
An Overview of Methods for Rapid Prototyping and Near Net Shape Manufacture Ivor Davies RP&T Centre WMG, University of Warwick 2 Contents Rapid Prototyping Basic Principle Data Requirements RP Processes
Every Industry - Every Day DIRECT METAL LASER MELTING. The Experts in Metal Additive Manufacturing.
 DIRECT METAL LASER MELTING The Experts in Metal Additive Manufacturing Every Industry - Every Day www.gpiprototype.com 847-615-8900 Sales@GPIprototype.com GPI Prototype and Manufacturing Services has been
DIRECT METAL LASER MELTING The Experts in Metal Additive Manufacturing Every Industry - Every Day www.gpiprototype.com 847-615-8900 Sales@GPIprototype.com GPI Prototype and Manufacturing Services has been
Particle characterization of Metal Powders with Dynamic Image Analysis
 Retsch Technology GmbH Retsch-Allee 1-5 42781 Haan, Germany Phone Fax +49 21 04 / 23 33-300 +49 21 04 / 23 33-399 E-Mail Internet technology@retsch.com www.retsch-technology.com Particle characterization
Retsch Technology GmbH Retsch-Allee 1-5 42781 Haan, Germany Phone Fax +49 21 04 / 23 33-300 +49 21 04 / 23 33-399 E-Mail Internet technology@retsch.com www.retsch-technology.com Particle characterization
Material data sheet. EOS StainlessSteel 316L. Description
 is a corrosion resistant iron based alloy which has been optimized especially for processing on EOSINT M280 systems. This document provides information and data for parts built using powder (EOS art.-no.
is a corrosion resistant iron based alloy which has been optimized especially for processing on EOSINT M280 systems. This document provides information and data for parts built using powder (EOS art.-no.
Literature Review [P. Jacobs, 1992] Needs of Manufacturing Industry [X. Yan, P. Gu, 1996] Karapatics N., 1999]
![Literature Review [P. Jacobs, 1992] Needs of Manufacturing Industry [X. Yan, P. Gu, 1996] Karapatics N., 1999]](/thumbs/86/93204911.jpg "Literature Review [P. Jacobs, 1992] Needs of Manufacturing Industry [X. Yan, P. Gu, 1996] Karapatics N., 1999]") Literature Review Based on this knowledge the work of others relating to selective laser sintering (SLSLM) of metal is reviewed, leading to a statement of aims for this PhD project. Provides background
Literature Review Based on this knowledge the work of others relating to selective laser sintering (SLSLM) of metal is reviewed, leading to a statement of aims for this PhD project. Provides background
MECHANICAL PROPERTIES OF PURE TITANIUM MODELS PROCESSED BY SELECTIVE LASER MELTING
 MECHANICAL PROPERTIES OF PURE TITANIUM MODELS PROCESSED BY SELECTIVE LASER MELTING Edson Santos*, F. Abe, Y. Kitamura*, K. Osakada* and M. Shiomi* *Division of Mechanical Science, Graduate School of Mechanical
MECHANICAL PROPERTIES OF PURE TITANIUM MODELS PROCESSED BY SELECTIVE LASER MELTING Edson Santos*, F. Abe, Y. Kitamura*, K. Osakada* and M. Shiomi* *Division of Mechanical Science, Graduate School of Mechanical
MACHINE VISION BASED CONTROL OF GAS TUNGSTEN ARC WELDING FOR RAPID PROTOTYPING. I. S. Kmecko, R. Kovacevic and Z. Jandric
 MACHINE VISION BASED CONTROL OF GAS TUNGSTEN ARC WELDING FOR RAPID PROTOTYPING I. S. Kmecko, R. Kovacevic and Z. Jandric Research Center for Advanced Manufacturing, School of Engineering and Applied Science,
MACHINE VISION BASED CONTROL OF GAS TUNGSTEN ARC WELDING FOR RAPID PROTOTYPING I. S. Kmecko, R. Kovacevic and Z. Jandric Research Center for Advanced Manufacturing, School of Engineering and Applied Science,
3D METALS Discover the variety of Metal Powders The range of our standard metal powders
 3D METALS Discover the variety of Metal Powders The range of our standard metal powders Non Ferrous, Tool Steel, Stainless Steel and Light Alloys SLM The Industrial Manufacturing Revolution PIONEERS in
3D METALS Discover the variety of Metal Powders The range of our standard metal powders Non Ferrous, Tool Steel, Stainless Steel and Light Alloys SLM The Industrial Manufacturing Revolution PIONEERS in
Sanjay Joshi, Ph.D. Professor of Industrial and Manufacturing Engineering
 Sanjay Joshi, Ph.D. Professor of Industrial and Manufacturing Engineering Harold and Inge Marcus Department of Industrial and Manufacturing Engineering Introduction to CIMP-3D Center for Innovative Materials
Sanjay Joshi, Ph.D. Professor of Industrial and Manufacturing Engineering Harold and Inge Marcus Department of Industrial and Manufacturing Engineering Introduction to CIMP-3D Center for Innovative Materials
Metal Powder the Raw Material of Future Production
 Metal Powder the Raw Material of Future Production Introduction and Overview Applications for Powder Metallurgy Methods &Systems for Powder Production Physical and Chemical Properties of Metal Powder Economic
Metal Powder the Raw Material of Future Production Introduction and Overview Applications for Powder Metallurgy Methods &Systems for Powder Production Physical and Chemical Properties of Metal Powder Economic
Fig1: Melt pool size of LAMP vs. µlamp. The LAMP process s melt pool is x the area of the LAMP s melt pool.
 Proceedings of the 4th Annual ISC Research Symposium ISCRS 2010 April 21, 2010, Rolla, Missouri LOW COST IMAGING OF MELTPOOL IN MICRO LASER AIDED MANUFACTURING PROCESS (µlamp) ABSTRACT This paper describes
Proceedings of the 4th Annual ISC Research Symposium ISCRS 2010 April 21, 2010, Rolla, Missouri LOW COST IMAGING OF MELTPOOL IN MICRO LASER AIDED MANUFACTURING PROCESS (µlamp) ABSTRACT This paper describes
Control of Microstructure in Laser Additive Manufacturing
 Control of Microstructure in Laser Additive Manufacturing by Mohammad Hossein Farshidianfar A thesis presented to the University of Waterloo in fulfillment of the thesis requirement for the degree of Master
Control of Microstructure in Laser Additive Manufacturing by Mohammad Hossein Farshidianfar A thesis presented to the University of Waterloo in fulfillment of the thesis requirement for the degree of Master
THE EFFECT OF THE LASER PROCESS PARAMETERS IN THE MICROSTRUCTURE AND MECHANICAL PROPERTIES OF TI6AL4V PRODUCED BY SELECTIVE LASER SINTERING/MELTING
 THE EFFECT OF THE LASER PROCESS PARAMETERS IN THE MICROSTRUCTURE AND MECHANICAL PROPERTIES OF TI6AL4V PRODUCED BY SELECTIVE LASER SINTERING/MELTING João Batista FOGAGNOLO 1, Edwin SALLICA-LEVA 1, Eder
THE EFFECT OF THE LASER PROCESS PARAMETERS IN THE MICROSTRUCTURE AND MECHANICAL PROPERTIES OF TI6AL4V PRODUCED BY SELECTIVE LASER SINTERING/MELTING João Batista FOGAGNOLO 1, Edwin SALLICA-LEVA 1, Eder
EOS NickelAlloy IN718 is a heat and corrosion resistant nickel alloy powder which has been optimized
 is a heat and corrosion resistant nickel alloy powder which has been optimized especially for processing on EOS M systems. This document provides information and data for parts built using powder (EOS
is a heat and corrosion resistant nickel alloy powder which has been optimized especially for processing on EOS M systems. This document provides information and data for parts built using powder (EOS
Material data sheet. EOS MaragingSteel MS1. Description
 EOS MaragingSteel MS1 EOS MaragingSteel MS1 is a tool steel powder intended for processing on EOS DMLS TM systems. This document provides information and data for parts built using EOS MaragingSteel MS1
EOS MaragingSteel MS1 EOS MaragingSteel MS1 is a tool steel powder intended for processing on EOS DMLS TM systems. This document provides information and data for parts built using EOS MaragingSteel MS1
Building blocks for a digital twin of additive manufacturing
 Building blocks for a digital twin of additive manufacturing - a path to understand the most important metallurgical variables H.L. Wei, T. Mukherjee and T. DebRoy, Department of Materials Science and
Building blocks for a digital twin of additive manufacturing - a path to understand the most important metallurgical variables H.L. Wei, T. Mukherjee and T. DebRoy, Department of Materials Science and
CNC - LASER MACHINES OF THE SERIES LS Welding Cutting Hardening Drilling Structuring
 CNC - LASER MACHINES OF THE SERIES LS Welding Cutting Hardening Drilling Structuring Automotive E-Mobility Medical engineering CROSS-SECTOR COMPETENCE FOR YOUR SUCCESS. RIGHT FROM THE BEGINNING. Electrical
CNC - LASER MACHINES OF THE SERIES LS Welding Cutting Hardening Drilling Structuring Automotive E-Mobility Medical engineering CROSS-SECTOR COMPETENCE FOR YOUR SUCCESS. RIGHT FROM THE BEGINNING. Electrical
THE CHARACTERIZATION OF THE PERFORMANCE OF A NEW POWDER FEEDER FOR LASER BASED ADDITIVE MANUFACTURING
 THE CHARACTERIZATION OF THE PERFORMANCE OF A NEW POWDER FEEDER FOR LASER BASED ADDITIVE MANUFACTURING H. Mei, M. Valant, D. Hu, R. Kovacevic Research Center for Advanced Manufacturing Southern Methodist
THE CHARACTERIZATION OF THE PERFORMANCE OF A NEW POWDER FEEDER FOR LASER BASED ADDITIVE MANUFACTURING H. Mei, M. Valant, D. Hu, R. Kovacevic Research Center for Advanced Manufacturing Southern Methodist
Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal
 Little thermal") Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal penetration thus small thermal distortion for sensitive
Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal penetration thus small thermal distortion for sensitive
Material data sheet. EOS StainlessSteel 17-4 for EOSINT M 270. Description, application
 EOS StainlessSteel 17-4 for EOSINT M 270 A number of different materials are available for use with EOSINT M systems, offering a broad range of e-manufacturing applications. EOS Stainless Steel 17-4 is
EOS StainlessSteel 17-4 for EOSINT M 270 A number of different materials are available for use with EOSINT M systems, offering a broad range of e-manufacturing applications. EOS Stainless Steel 17-4 is
THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM
 THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM Adrian P. POP 1, Petru UNGUR 1, Gheorghe BEJINARU MIHOC 2 1 University of Oradea, e-mail: adippop@yahoo.com; petru_ungur@yahoo.com; 2 Transilvania University
THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM Adrian P. POP 1, Petru UNGUR 1, Gheorghe BEJINARU MIHOC 2 1 University of Oradea, e-mail: adippop@yahoo.com; petru_ungur@yahoo.com; 2 Transilvania University
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304
 A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
VDM Alloy 80 A Nicrofer 7520 Ti
 VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
The World s First Hybrid Turbine Blade & Turbo Fan Remanufacturing Machine
 The World s First Hybrid Turbine Blade & Turbo Fan Remanufacturing Machine HSC-turning-milling centre of the HSTM-series: HSTM, HSTM XL and HSTM HD What is a Hybrid machine? A Hybrid machine is one where
The World s First Hybrid Turbine Blade & Turbo Fan Remanufacturing Machine HSC-turning-milling centre of the HSTM-series: HSTM, HSTM XL and HSTM HD What is a Hybrid machine? A Hybrid machine is one where
* EOSYSTEM v. 2.6 or higher enables EOSPRINT v. 2.0 (EOS art.-no ) or higher usage
 or higher usage") EOS MaragingSteel MS1 EOS MaragingSteel MS1 is a tool steel powder intended for processing on EOS DMLS TM systems. This document provides information and data for parts built using - EOS Powder: EOS MaragingSteel
EOS MaragingSteel MS1 EOS MaragingSteel MS1 is a tool steel powder intended for processing on EOS DMLS TM systems. This document provides information and data for parts built using - EOS Powder: EOS MaragingSteel