UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION. Prepared by S. SENTHIL KUMAR AP / MECH SVCET
|
|
|
- Ruth Jefferson
- 6 years ago
- Views:
Transcription
1 UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION Prepared by S. SENTHIL KUMAR AP / MECH SVCET
2 INTRODUCTION Conventional machining process Metal is removed by means of tool which is harder than work piece and they both are in contact with each other Demerits of conventional machining process Disposal and recycling of the chips are difficult and tedious process Large cutting forces are involved in this process
3 NEED FOR UCM Unconventional manufacturing process Unconventional machining process Unconventional forming process Need for unconventional machining process Harder and difficult to machine materials, can be machined easily and precisely
4 CLASSIFICATION OF UCM Classification of UCM Based on type of energy required to shape the material Thermal energy methods Electrical energy methods Electro chemical energy methods Chemical energy methods Mechanical energy methods Based on mechanisms involved erosion Ionic dissolution vaporization
5 Based on the source of energy required for material removal Hydrostatic pressure High current density High voltage Ionized material Based on medium of transfer of energies High voltage particles Electrolyte Electron Hot gases
6 Process Selection Points to be considered for correct selection pf UCM are Physical parameters Shapes to be machined Process capability or machining characteristics Economic consideration
7 Physical parameters

8 Shapes to be machined
9 Process capability
10 Process economy
11 Advantages of UCM Increases productivity Reduces no. of rejected components Close tolerance is possible Toll material need not be harder than work piece Machined surface does not have residual stress Limitations of UCM More expensive MRR is slow
12 UNCONVENTIONAL MACHINING PROCESS UNIT 2 Mechanical Energy Based process Prepared by S. SENTHIL KUMAR AP / MECH SVCET
13 Mechanical Energy Based process Material is removed by mechanical erosion of work piece material Abrasive Jet Machining (AJM) Water Jet Machining (WJM) Ultrasonic Machining (USM)
14 ABRASIVE JET MACHINING (AJM) Principle A high speed stream of abrasive particles mixed with high pressure air or gas are injected through a nozzle on the workpiece to be machined
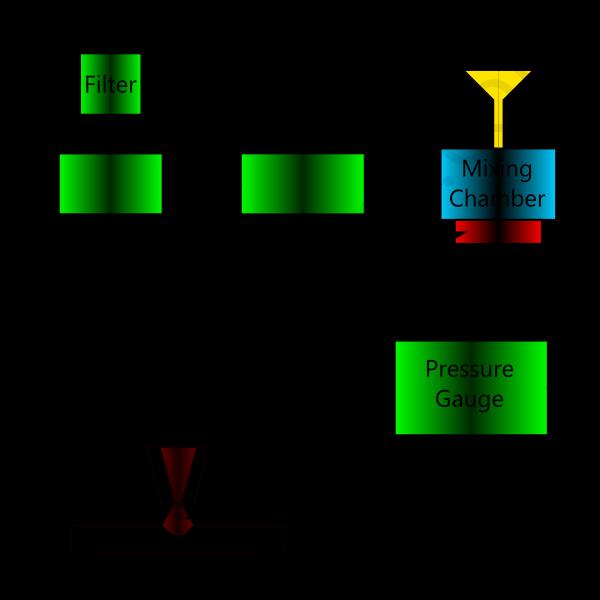
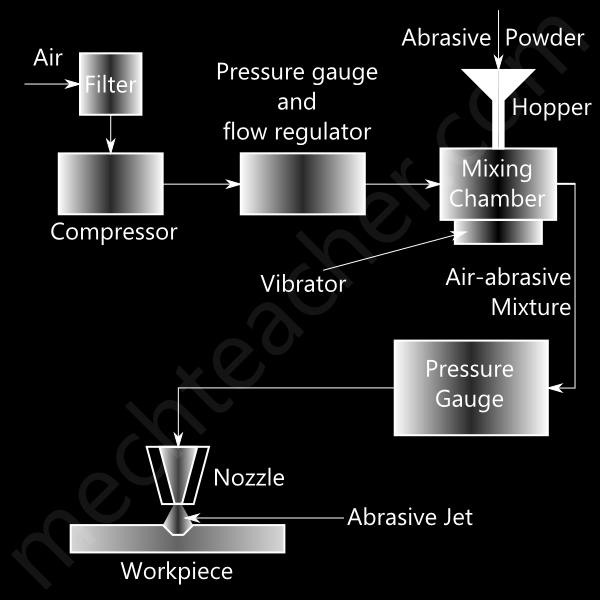
15 AJM Construction and working principle
16 AJM Process parameters Mass Flow rate Abrasive grain size Gas pressure Velocity of abrasive particles Mixing ratio Nozzle tip clearance
17 Characteristics Work material Abrasive Size of abrasive Flow rate Medium Velocity Pressure Nozzle material Life of nozzle Nozzle tip clearance Tolerance Machining operation AJM Hard and brittle materials Al2O3, SiC, glass powder Around 25 microns 2 to 20 g/min N2, CO2 or air 125 to 300m/s 2 to 8 kg/centimetre square Tungsten carbide or synthetic sapphire WC 12 to 12 hrs Sapphire 300 hrs 0.25mm to 15mm ±0.05 mm Drilling, deburring, cleaning
18 AJM Applications To machine hard and brittle materials Fine drilling and micro welding Machining of semiconductors Machining of intricate profiles Surface etching Surface preparation Cleaning and polishing of plastics, nylon and teflon
19 AJM Advantages Process is suitable to cut all materials Even diamond can be machined using diamond abrasives No direct contact between tool and workpiece Low initial investment Good surface finish Used to cut intricate hole shapes
20 AJM Disadvantages MRR is slow Soft material cannot be machined Machining accuracy is poor Nozzle wear rate is high Abrasive powder once used can never be used again Requires some kind of dust collection system Cleaning is essential after the operation
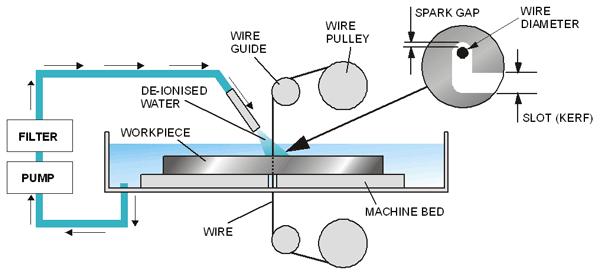
21 WATER JET MACHINING (WJM) Principle When high velocity of water jet comes out of the nozzle and strikes the material, its kinetic energy gets converted into pressure energy inducing a high stress in the work material. When this stress exceeds the ultimate shear stress of the material, small chips of the material got loosened and fresh surface is exposed Used to cut paper boards, plastics, wood, fibre glass, leather

22 WJM Construction and working
23 WJM Process parameters Material removal rate Geometry and surface finish of work material Wear rate of nozzle Disadvantages Initial cost is high Noisy operation Difficult to machine hard material
24 Characteristics Work material Tool Additives Pressure of water Mass flow rate Power MRR Feed rate Nozzle material Stand off distance WJM Soft and non-metallic materials Water or water with additives Glycerin, polyethylene oxide 100 to 1000 Mpa 8 lit/min 45 KW 0.6 Cu.m/S 1 to 4 mm/s Tungsten Carbide, synthetic sapphire 2 to 50 mm
25 WJM Advantages Water is used as energy medium and hence it is cheap, non-toxic and easy to dispose Low operating cost Low maintenance cost Work area remains clean and dust free Easily automated No thermal damage to work
26 ULTRASONIC MACHINING (USM) Principle A slurry of small abrasive particles are forced against the work piece by means of a vibrating tool and it causes the removal of metal from the work piece in the form of extremely small chips Also known as ultrasonic grinding or impact grinding Ultrasonic refers to high frequency above 20khz

27 USM Construction and working
28 USM Process parameters MRR Tool material Work material Surface finish Tool wear rate Abrasive material & abrasive slurry
29 Characteristics USM Abrasive Boron carbide, silicon carbide, diamond, aluminum oxide Abrasive slurry Abrasive grains + water(20 30 %) Vibration frequency Amplitude Wear ratio Tool material Work material Surface finish 20 to 30 KHz 25 to 100 microns 1.5:1 for tungsten carbide 100:1 for glass 50:1 for quartz 75:1 for ceramics 1:1 for steel Low carbon steel, stainless steel WC, Germanium, glass, quartz 0.2 to 0.7 micron
30 USM Advantages Extremely hard and brittle materials can be machined easily Noiseless operation Cost of metal removal is low No heat generation on this process Equipments are safe to operate No conductive materials can easily be machined
31 USM Disadvantages MRR is slow Softer materials are difficult to machine Wear rate of tool is high Initial setup cost is high High power consumption Tool cost is high Abrasive should be replaced periodically
32 USM Applications Holes as small as 0.1 mm can be drilled Precise and intricate shaped articles can be machined Efficiently applied to machine glass, ceramics, tungsten Used for making tungsten carbide and diamond wire drawing dies and dies for forging and extrusion process
33 USM Limitations Under ideal conditions Penetration rate 5cu.m/min Power 500 to 1000 W MRR on brittle materials 0.18 cu.m/j Hole Tolerance 25 microns Surface finish 0.2 to 0.7 microns Recent developments Instead of using slurry, the tool is impregnated with diamond dust In some cases it is impossible to rotate the tool, so the work piece will be rotated in some cases
34 UNCONVENTIONAL MACHINING PROCESS UNIT 3 Electrical Energy based processes Prepared by S. SENTHIL KUMAR AP / MECH SVCET
35 Electrical Energy based processes Electrical energy is directly used to cut the material to get the final shape and size Electrical discharge machining (EDM) Wire cut Electrical Discharge Machining (WC EDM)
36 Electrical Discharge Machining (EDM) Principle Metal is removed by producing powerful electric spark discharge between the tool (cathode) and the work material (anode) Also known as Spark erosion machining or electro erosion machining

37 EDM Construction and Working
38 Dielectric Fluid EDM Fluid medium which doesn t conduct electricity Dielectric fluids generally used are paraffin, white spirit, kerosene, mineral oil Must freely circulate between the work piece and tool which are submerged in it Eroded particles must be flushed out easily Should be reasonable price Dielectric fluid must be filtered before reuse so that chip contamination of fluid will not affect machining accuracy
39 EDM Functions of dielectric fluid Acts as an insulating medium Cools the spark region & helps in keeping the tool and work piece cool Carries away the eroded material along with it Maintains a constant resistance across the gap Remains electrically non-conductive
40 EDM Tool materials and tool wear Metallic materials Copper, Brass, Copper-tungsten Non metallic materials graphite Combination of metallic and non metallic Copper graphite Three most commonly used tool materials are Copper, graphite, copper-tungsten
41 EDM Tool materials Graphite Non-metallic Can be produced by molding, milling, grinding Wide range of grades are available for wide applications It is abrasive and gives better MRR and surface finish But costlier than copper Copper Second choice for tool material after graphite Can be produced by casting or machining Cu tools with very complex features are formed by chemical etching or electroforming Copper-tungsten Difficult to machine and also has low MRR Costlier than graphite and copper
42 EDM Selection of cutting tool is influenced by Size of electrode Volume of material to be removed Surface finish required Tolerance allowable Nature of coolant application Basic requirement of any tool materials are It should have low erosion rate Should be electrically conductive Should have good machinability Melting point of tool should be high Should have high electron emission
43 EDM Tool wear Tool does not comes in contact with the work So, life of tool is long and less wear takes place Wear ratio = vol. of work material removed vol. of electrode consumed Tool wear ratio for Brass electrode is 1:1 Copper of 2:1 Copper tungsten is 8:1 Graphite varies between 5 and 50:1
44 EDM Metal Removal Rate (MRR) Defined as volume of metal removed per unit time Depends upon current intensity and it increases with current Usually a rough cut with heavy current and finishing cut with a less current is performed MRR up to 80Cu.mm/S, can be obtained Surface finish of 0.25 microns is obtained Tolerances of the order of ±0.05 to 0.13 mm are commonly achieved
45 EDM Factors affecting MRR Increases with forced circulation of dielectric fluid Increases with capacitance Increases up to an optimal value of work-tool gap, after that it drops suddenly Increases up to an optimum value of spark discharge time, after that it decreases MRR is maximum, when the pressure is below atmospheric pressure
46 EDM Power generating circuits Resistance capacitance circuit (RC Circuit) R-C-L Circuit
47 EDM Rotary pulse generator circuit Controlled pulse generator circuit
48 EDM Process Parameters Operating parameters Electrical energy Voltage Time interval Instantaneous current Torque Pulse width Taper Surface finish Energy of the pulse Frequency of operation Current density
49 EDM Characteristics of EDM Metal removal technique Work material Tool material MRR Spark gap Spark frequency Volts Current Temperature Dielectric fluid By using powerful electric spark Electrically conductive materials Copper, alloy of Zinc, yellow brass, Copper-Tungsten 15 to 80 Cu.mm/S to 0.05 mm 200 to 500 KHz 30 to 250 V 5 to 60 A 10,000 degree celcius Petroleum based HC fluids, Paraffin, White Spirit
50 EDM Applications Production of complicated and irregular profiles Thread cutting in jobs Drilling of micro holes Helical profile drilling Curved hole drilling Re-sharpening of cutting tool and broaches Re-machining of die cavities without annealing Recent developments EDM change from using relaxation circuit to faster and more efficient impulse circuits Instead of using Cu; WC is used as electrode
51 Advantages EDM Can be used to machine various conductive materials Gives good surface finish Machining of very thin section is possible Does not leaves any chips or burrs on the work piece High accuracy is obtained Fine holes can be easily drilled Process once started does not need constant operators attention It is a quicker process Well suited to machine complicated components
52 EDM Disadvantages Used to machine only electrically conductive materials Non-metallic compounds such as plastics, ceramics or glass can never be machined Suitable for machining small work pieces Electrode wear and overcut are serious problems Perfect square corners can not be machined MRR is slow Power requirement is high The surface machined has been found to have micro holes
53 Wire Cut Electro-Discharge Machining (WC EDM)
54 WC EDM
55 Applications WC EDM Best suited for production of gears, tools, dies, rotors, turbine blades and cams Disadvantages Capital cost is high Cutting rate is slow Not suitable for large work pieces
56 WC EDM Features / Advantages of WC EDM Manufacturing electrode Electrode wear Surface finishing Complicated shapes Time utilization Straight holes Rejection Economical Cycle time Inspection time
57 Difference between EDM & WC EDM S. No Wire Cut EDM EDM 1 Very thin wire made of brass is used as tool Expensive alloy of silver and tungsten are used as electrode 2 Whole work piece is not submerged in dielectric medium Whole work piece is submerged in dielectric medium 3 Easy to machine complex two dimensional profiles Difficult to cut complex two dimensional profiles
Nontraditional Machining Processes
 Nontraditional Machining Processes The NTM processes can be divided into four basic categories: I. Chemical (Chemical reaction), II. Electrochemical (Electrolytic dissolution), III. Mechanical (Multipoint
Nontraditional Machining Processes The NTM processes can be divided into four basic categories: I. Chemical (Chemical reaction), II. Electrochemical (Electrolytic dissolution), III. Mechanical (Multipoint
PES INSTITUTE OF TECHNOLOGY - BANGALORE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore ) Department of Mechanical Engg.
 Department of Mechanical Engg.") PES INSTITUTE OF TECHNOLOGY - BANGALORE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore-560 0) Department of Mechanical Engineering Subject & code : Non Traditional Machining (ME665) Section
PES INSTITUTE OF TECHNOLOGY - BANGALORE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore-560 0) Department of Mechanical Engineering Subject & code : Non Traditional Machining (ME665) Section
Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications
 Unit 3 - EDM Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications Wire cut EDM Recent trends in EDM Synopsis
Unit 3 - EDM Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications Wire cut EDM Recent trends in EDM Synopsis
Electro Discharge Machining
 Electro Discharge Machining by Dr. P Saha Department of Mechanical Engineering IIT Kharagpur EDM Need control the spark energy to employ for machining Sparking frequency many thousands per second Final
Electro Discharge Machining by Dr. P Saha Department of Mechanical Engineering IIT Kharagpur EDM Need control the spark energy to employ for machining Sparking frequency many thousands per second Final
Introduction to Non-Traditional Machining. N. Sinha Department of Mechanical Engineering IIT Kanpur
 Introduction to Non-Traditional Machining N. Sinha Department of Mechanical Engineering IIT Kanpur Email: nsinha@iitk.ac.in Non-Traditional Machining Traditional machining is mostly based on removal of
Introduction to Non-Traditional Machining N. Sinha Department of Mechanical Engineering IIT Kanpur Email: nsinha@iitk.ac.in Non-Traditional Machining Traditional machining is mostly based on removal of
DHANALAKSHMI COLLEGE OF ENGINEERING, CHENNAI DEPARTMENT OF MECHNANICAL ENGINEERING ME6004 UNCONVENTIONAL MACHINING PROCESS UNIT I : INTRODUCTION
 DHANALAKSHMI COLLEGE OF ENGINEERING, CHENNAI DEPARTMENT OF MECHNANICAL ENGINEERING ME6004 UNCONVENTIONAL MACHINING PROCESS UNIT I : INTRODUCTION PART - A (2 Marks) 1. What do you mean by Unconventional
DHANALAKSHMI COLLEGE OF ENGINEERING, CHENNAI DEPARTMENT OF MECHNANICAL ENGINEERING ME6004 UNCONVENTIONAL MACHINING PROCESS UNIT I : INTRODUCTION PART - A (2 Marks) 1. What do you mean by Unconventional
Advanced Manufacturing Choices
 Advanced Manufacturing Choices Table of Content Mechanical Removing Techniques Ultrasonic Machining (USM) Sputtering and Focused Ion Beam Milling (FIB) Ultrasonic Machining In ultrasonic machining (USM),
Advanced Manufacturing Choices Table of Content Mechanical Removing Techniques Ultrasonic Machining (USM) Sputtering and Focused Ion Beam Milling (FIB) Ultrasonic Machining In ultrasonic machining (USM),
Electric Discharge Machining (EDM)
") 2 Electric Discharge Machining (EDM) EDM is a thermal material removal process in which material is removed by local melting or vaporizing small areas at the surface of workpiece. The EDM process removes
2 Electric Discharge Machining (EDM) EDM is a thermal material removal process in which material is removed by local melting or vaporizing small areas at the surface of workpiece. The EDM process removes
Electrochemical Grinding (ECG)
") Electrochemical Grinding (ECG) Introduction Equipment Methods Process parameters Advantages Limitations Applications Synopsis Introduction ECG also called electrolytic grinding is similar to ECM, except
Electrochemical Grinding (ECG) Introduction Equipment Methods Process parameters Advantages Limitations Applications Synopsis Introduction ECG also called electrolytic grinding is similar to ECM, except
A Review on Abrasive Jet Machining
 Journal for Research Volume 03 Issue 02 April 2017 ISSN: 2395-7549 A Review on Abrasive Jet Machining Mistri Ankit N. Shah Hardil D. UG Student UG Student Chhotubhai Gopalbhai Institute of Technology,
Journal for Research Volume 03 Issue 02 April 2017 ISSN: 2395-7549 A Review on Abrasive Jet Machining Mistri Ankit N. Shah Hardil D. UG Student UG Student Chhotubhai Gopalbhai Institute of Technology,
NON-CONVENTIONAL MACHINING METHODS
 NON-CONVENTIONAL MACHINING METHODS CONTENTS ABSTRACT CHAPTER 1: Introduction CHAPTER 2: Functions CHAPTER 3: Components CHAPTER 4: How car Suspension works CHAPTER 5: Types CHAPTER 6: Conclusion References
NON-CONVENTIONAL MACHINING METHODS CONTENTS ABSTRACT CHAPTER 1: Introduction CHAPTER 2: Functions CHAPTER 3: Components CHAPTER 4: How car Suspension works CHAPTER 5: Types CHAPTER 6: Conclusion References
Ultrasonic Machining (USM)
") Ultrasonic Machining (USM) 1 Introduction Ultrasonic machining (USM) is the removal of hard and brittle materials using an axially oscillating tool at ultrasonic frequencies [18 20 khz] During that oscillation,
Ultrasonic Machining (USM) 1 Introduction Ultrasonic machining (USM) is the removal of hard and brittle materials using an axially oscillating tool at ultrasonic frequencies [18 20 khz] During that oscillation,
NON TRADITIONAL MANUFACTURING PROCESSES
 NON TRADITIONAL MANUFACTURING PROCESSES The general grouping of some of the typical non-traditional processes are shown below: o Mechanical Processes USM AJM WJM and AWJM o Thermal Processes EBM LBM PAM
NON TRADITIONAL MANUFACTURING PROCESSES The general grouping of some of the typical non-traditional processes are shown below: o Mechanical Processes USM AJM WJM and AWJM o Thermal Processes EBM LBM PAM
Dr.RAVINDER KUMAR B.E.( Hons.), M.E., Ph.D. 1 Dr.Ravinder Kumar
, M.E., Ph.D. 1 Dr.Ravinder Kumar") ElectroChemical Machining & Grinding Dr.RAVINDER KUMAR B.E.( Hons.), M.E., Ph.D. 1 Dr.Ravinder Kumar Overview Electro-Chemical Machining Advantages and Disadvantages (ECM) Electro-Chemical Grinding (ECG)
ElectroChemical Machining & Grinding Dr.RAVINDER KUMAR B.E.( Hons.), M.E., Ph.D. 1 Dr.Ravinder Kumar Overview Electro-Chemical Machining Advantages and Disadvantages (ECM) Electro-Chemical Grinding (ECG)
USN. Hosur : 6A/6B/6C 10ME665. Discuss briefly. 1 a.
 USN 1 P E PESIT Bangalore South Campus Hosur road, 1km before Electronic City, Bengaluru -100 Department of Mechanical Engineering INTERNAL ASSESSMENT TEST 3 Solutions Subject & Code : NTM 10ME665 Name
USN 1 P E PESIT Bangalore South Campus Hosur road, 1km before Electronic City, Bengaluru -100 Department of Mechanical Engineering INTERNAL ASSESSMENT TEST 3 Solutions Subject & Code : NTM 10ME665 Name
Non Traditional Machining INTRODUCTION TO NTM
 Types of Manufacturing Processes: INTRODUCTION TO NTM Manufacturing processes can be broadly divided into two groups Primary manufacturing processes Secondary manufacturing processes. The Primary manufacturing
Types of Manufacturing Processes: INTRODUCTION TO NTM Manufacturing processes can be broadly divided into two groups Primary manufacturing processes Secondary manufacturing processes. The Primary manufacturing
Unconventional. Machining Processes. M. Adithan ATLANTIC PUBLISHERS & DISTRIBUTORS (P) LTD
 LTD") Unconventional M. Adithan ATLANTIC PUBLISHERS & DISTRIBUTORS (P) LTD Contents Preface v Introduction 110 Need of Unconventional 1 Characteristic Features of Modern 1 Processes Basic Principle of New Methods
Unconventional M. Adithan ATLANTIC PUBLISHERS & DISTRIBUTORS (P) LTD Contents Preface v Introduction 110 Need of Unconventional 1 Characteristic Features of Modern 1 Processes Basic Principle of New Methods
A COMPARATIVE STUDY IN FINDING THE MRR OF H30 AND SS304 MATERIAL IN EDM PROCESS P. SRINIVASA RAO. K. ESHWARA PRASAD Research Scholar,
 A COMPARATIVE STUDY IN FINDING THE MRR OF H30 AND SS304 MATERIAL IN EDM PROCESS P. SRINIVASA RAO K. ESHWARA PRASAD Research Scholar, Professor, Department of Mechanical Engineering, Department of Mechanical
A COMPARATIVE STUDY IN FINDING THE MRR OF H30 AND SS304 MATERIAL IN EDM PROCESS P. SRINIVASA RAO K. ESHWARA PRASAD Research Scholar, Professor, Department of Mechanical Engineering, Department of Mechanical
PES INSTITUTE OF TECHNOLOGY, BANGALORE SOUTH CAMPUS DEPARTMENT OF MECHANICAL ENGINEERING LESSON PLAN NON-TRADITIONAL MACHINING
 PES INSTITUTE OF TECHNOLOGY, BANGALORE SOUTH CAMPUS DEPARTMENT OF MECHANICAL ENGINEERING LESSON PLAN NON-TRADITIONAL MACHINING Faculty name : JAGADEESH BAGALI Subject code : 10ME665 Total No. of Lecture
PES INSTITUTE OF TECHNOLOGY, BANGALORE SOUTH CAMPUS DEPARTMENT OF MECHANICAL ENGINEERING LESSON PLAN NON-TRADITIONAL MACHINING Faculty name : JAGADEESH BAGALI Subject code : 10ME665 Total No. of Lecture
CHAPTER 5 APPLICATION OF WEB-ENABLED KNOWLEDGE BASE SYSTEM
 97 CHAPTER 5 APPLICATION OF WEB-ENABLED KNOWLEDGE BASE SYSTEM 5.1 SELECTION OF APPROPRIATE NON-TRADITIONAL MACHINING PROCESSES The selection and ranking procedure for the developed web-enabled knowledge
97 CHAPTER 5 APPLICATION OF WEB-ENABLED KNOWLEDGE BASE SYSTEM 5.1 SELECTION OF APPROPRIATE NON-TRADITIONAL MACHINING PROCESSES The selection and ranking procedure for the developed web-enabled knowledge
NON-TRADITIONAL MACHINING
 NON-TRADITIONAL MACHINING INTRODUCTION Non-traditional manufacturing processes is defined as a group of processes that remove excess material by various techniques involving mechanical, thermal, electrical
NON-TRADITIONAL MACHINING INTRODUCTION Non-traditional manufacturing processes is defined as a group of processes that remove excess material by various techniques involving mechanical, thermal, electrical
PARAMETER OPTIMIZATION ON EDM
 http:// PARAMETER OPTIMIZATION ON EDM Anil S. Kapse Department of Mechanical Engineering PLITMS, Buldhana (India) ABSTRACT Spark erosion is a non-traditional machining process which is used to work hard
http:// PARAMETER OPTIMIZATION ON EDM Anil S. Kapse Department of Mechanical Engineering PLITMS, Buldhana (India) ABSTRACT Spark erosion is a non-traditional machining process which is used to work hard
INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY
 IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Developments in Electrical Discharge Grinding process: A review Dr. Govindan P *1, Praveen V V 2 2 M.Tech student, *1 Assistant
IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Developments in Electrical Discharge Grinding process: A review Dr. Govindan P *1, Praveen V V 2 2 M.Tech student, *1 Assistant
Mold Design. Note. 13. Mold Manufacturing Techniques. Bong-Kee Lee School of Mechanical Engineering Chonnam National University.
 13. Mold Bong-Kee Lee Chonnam National University Note material removing methods machining electrical discharge machining (EDM) electro chemical machining (ECM) electro chemical and chemical etchings laser
13. Mold Bong-Kee Lee Chonnam National University Note material removing methods machining electrical discharge machining (EDM) electro chemical machining (ECM) electro chemical and chemical etchings laser
NONTRADITIONAL MACHINING AND THERMAL CUTTING PROCESSES
 NONTRADITIONAL MACHINING AND THERMAL CUTTING PROCESSES Mechanical Energy Processes Electrochemical Machining Processes Thermal Energy Processes Chemical Machining Application Considerations Nontraditional
NONTRADITIONAL MACHINING AND THERMAL CUTTING PROCESSES Mechanical Energy Processes Electrochemical Machining Processes Thermal Energy Processes Chemical Machining Application Considerations Nontraditional
CHAPTER 4 PERFORMANCE ANALYSIS OF TOOL MATERIALS AND DIELECTRIC FLUIDS
 52 CHAPTER 4 PERFORMANCE ANALYSIS OF TOOL MATERIALS AND DIELECTRIC FLUIDS 4.1 INTRODUCTION The experimental setup, composition of Monel 400 TM, properties, forms and applications of monel, stages of experiment,
52 CHAPTER 4 PERFORMANCE ANALYSIS OF TOOL MATERIALS AND DIELECTRIC FLUIDS 4.1 INTRODUCTION The experimental setup, composition of Monel 400 TM, properties, forms and applications of monel, stages of experiment,
ALUMEC. High strength aluminium
 High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
International Journal of Advanced Engineering Technology E-ISSN
 Research Article MACHINING OF GLASS AND CERAMIC WITH ALUMINA AND SILICON CARBIDE IN ABRASIVE JET MACHINING Bhaskar Chandra Kandpal 1 * Naveen Kumar 2 Rahul Kumar 3 Rahul Sharma 4 Sagar Deswal 5 Address
Research Article MACHINING OF GLASS AND CERAMIC WITH ALUMINA AND SILICON CARBIDE IN ABRASIVE JET MACHINING Bhaskar Chandra Kandpal 1 * Naveen Kumar 2 Rahul Kumar 3 Rahul Sharma 4 Sagar Deswal 5 Address
Electrochemical Die-Sinking (ECM) in Practice
 in Practice") Electrochemical Die-Sinking () in Practice Copyright by Maschinenfabrik Köppern GmbH & Co.KG. Distribution, forwarding or duplication of this document, whether in part or in full, is only allowed with
Electrochemical Die-Sinking () in Practice Copyright by Maschinenfabrik Köppern GmbH & Co.KG. Distribution, forwarding or duplication of this document, whether in part or in full, is only allowed with
MICROULTRASONIC MACHINING USING MULTITOOLS
 MICROULTRASONIC MACHINING USING MULTITOOLS EGASHIRA Kai, TANIGUCHI Tomoya, TSUCHIYA Hachiro and MIYAZAKI Makoto Kyoto Institute of Technology, Kyoto 606-8585, Japan Abstract Multitools have been fabricated
MICROULTRASONIC MACHINING USING MULTITOOLS EGASHIRA Kai, TANIGUCHI Tomoya, TSUCHIYA Hachiro and MIYAZAKI Makoto Kyoto Institute of Technology, Kyoto 606-8585, Japan Abstract Multitools have been fabricated
REVIEW ON IMPORTANCE OF ELECTRODES IN ELECTRICAL DISCHARGE MACHINING PROCESS
 REVIEW ON IMPORTANCE OF ELECTRODES IN ELECTRICAL DISCHARGE MACHINING PROCESS 1 1 Research Scholar, patel.nayan8888@gmail.com Mechanical, Sardar Vallabhbhai Patel Institute of Technology, Vasad, Gujarat,
REVIEW ON IMPORTANCE OF ELECTRODES IN ELECTRICAL DISCHARGE MACHINING PROCESS 1 1 Research Scholar, patel.nayan8888@gmail.com Mechanical, Sardar Vallabhbhai Patel Institute of Technology, Vasad, Gujarat,
CUTTING TOOL TECHNOLOGY
 CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
Question Bank for Microsystems Fabrication using Advanced Machining Processes
 Question Bank for Microsystems Fabrication using Advanced Machining Processes Q1. Short answer questions 1. Draw a schematic to classify all material removal processes. 2. What is size range of a bacterial
Question Bank for Microsystems Fabrication using Advanced Machining Processes Q1. Short answer questions 1. Draw a schematic to classify all material removal processes. 2. What is size range of a bacterial
OPTIMAL SELECTION OF PROCESS PARAMETERS OF ULTRASONIC MACHINING (USM) SYSTEM
 SYSTEM") OPTIMAL SELECTION OF PROCESS PARAMETERS OF ULTRASONIC MACHINING (USM) SYSTEM BY H. L A L C H H U A N V E L A B.E. (Mech), MNNIT, Allahabad (Formerly M.N.R.E.C., Allahabad), 1987; M.Tech. (Mech), IT-BHU,
OPTIMAL SELECTION OF PROCESS PARAMETERS OF ULTRASONIC MACHINING (USM) SYSTEM BY H. L A L C H H U A N V E L A B.E. (Mech), MNNIT, Allahabad (Formerly M.N.R.E.C., Allahabad), 1987; M.Tech. (Mech), IT-BHU,
CHAPTER 2 ABRASIVE WATER JET MACHINING
 CHAPTER 2 ABRASIVE WATER JET MACHINING 2.1 INTRODUCTION Abrasive water jet machining (AWJM) is a mechanical material removal process used to erode holes and cavities by the impact of abrasive particles
CHAPTER 2 ABRASIVE WATER JET MACHINING 2.1 INTRODUCTION Abrasive water jet machining (AWJM) is a mechanical material removal process used to erode holes and cavities by the impact of abrasive particles
MULTI RESPONSE OPTIMIZATION OF PROCESS PARAMETERS FOR EDM OF COPPER AND HIGH SPEED STEEL
 MULTI RESPONSE OPTIMIZATION OF PROCESS PARAMETERS FOR EDM OF COPPER AND HIGH SPEED STEEL B Suneel Kumar* 1,P satish kumar 2 and Ch v s parameswra rao 3 1,2,3 PBR Visvodaya Institute of Technology and Science,
MULTI RESPONSE OPTIMIZATION OF PROCESS PARAMETERS FOR EDM OF COPPER AND HIGH SPEED STEEL B Suneel Kumar* 1,P satish kumar 2 and Ch v s parameswra rao 3 1,2,3 PBR Visvodaya Institute of Technology and Science,
Keywords: Electrical discharge machining, material removal rate, wear rate, surface roughness.
 [Nayak,3(7): July, 214] ISSN: 2277-9655 IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Study of the Effect of Machining Parameters on the Machining Characteristics of Tungsten
[Nayak,3(7): July, 214] ISSN: 2277-9655 IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Study of the Effect of Machining Parameters on the Machining Characteristics of Tungsten
Advanced Manufacturing Processes (AMPs) Ultrasonic Machining (USM) by Dr. Sunil Pathak Faculty of Engineering Technology
 Ultrasonic Machining (USM) by Dr. Sunil Pathak Faculty of Engineering Technology") Advanced Manufacturing Processes (AMPs) Ultrasonic Machining (USM) by Dr. Sunil Pathak Faculty of Engineering Technology sunilpathak@ump.edu.my Chapter Description Aims To provide and insight on advanced
Advanced Manufacturing Processes (AMPs) Ultrasonic Machining (USM) by Dr. Sunil Pathak Faculty of Engineering Technology sunilpathak@ump.edu.my Chapter Description Aims To provide and insight on advanced
1 Cutting Tool Materials of common use
 1 Cutting Tool Materials of common use Instructional Objectives At the end of this lesson, the students will be able to (i) Identify the needs and cite the chronological development of cutting tool materials.
1 Cutting Tool Materials of common use Instructional Objectives At the end of this lesson, the students will be able to (i) Identify the needs and cite the chronological development of cutting tool materials.
Review of effect of input parameters on output parameters of electrical discharge machining
 e- ISSN: 2348-6848, p- ISSN: 2348-795X Volume 2, Issue 06, June 2015 Review of effect of input parameters on output parameters of electrical discharge machining Hira Singh Assistant Professor in Mechanical
e- ISSN: 2348-6848, p- ISSN: 2348-795X Volume 2, Issue 06, June 2015 Review of effect of input parameters on output parameters of electrical discharge machining Hira Singh Assistant Professor in Mechanical
Artificial Neural Network Modeling for Prediction of performance in Abrasive Jet Drilling Process for Glass material
 5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Artificial Neural Network Modeling for Prediction of performance
5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Artificial Neural Network Modeling for Prediction of performance
Review Paper Current Research Trends in Electrical Discharge Machining: A Review
 Research Journal of Engineering Sciences ISSN 2278 9472 Review Paper Current Research Trends in Electrical Discharge Machining: A Review Kumar Sandeep Dept. of Mechanical Engineering, University Institute
Research Journal of Engineering Sciences ISSN 2278 9472 Review Paper Current Research Trends in Electrical Discharge Machining: A Review Kumar Sandeep Dept. of Mechanical Engineering, University Institute
Polycrystalline diamond blanks and cut shapes for inserts and round tools. TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts
 Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERINGS Hyperion offers a vast selection of superior
Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERINGS Hyperion offers a vast selection of superior
GRINDING AND OTHER ABRASIVE PROCESSES
 GRINDING AND OTHER ABRASIVE PROCESSES Grinding Related Abrasive Process Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel Generally used as
GRINDING AND OTHER ABRASIVE PROCESSES Grinding Related Abrasive Process Abrasive Machining Material removal by action of hard, abrasive particles usually in the form of a bonded wheel Generally used as
AISI D2 Cold work tool steel
 T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
Engineering Materials
 Engineering Materials Lecture 2 MEL120: Manufacturing Practices 1 Selection of Material A particular material is selected is on the basis of following considerations 1. Properties of material 1. Properties
Engineering Materials Lecture 2 MEL120: Manufacturing Practices 1 Selection of Material A particular material is selected is on the basis of following considerations 1. Properties of material 1. Properties
Polishing-, Ceramic Stones & Accessories
 Polishing-, Ceramic Stones & Accessories 5 a company A COMPANY Content Polishing-, Ceramic Stones & Accessories 5 Polishing-, Ceramic Stones & Accessories Polishing Stones...2 Ceramic Stones...16 Super
Polishing-, Ceramic Stones & Accessories 5 a company A COMPANY Content Polishing-, Ceramic Stones & Accessories 5 Polishing-, Ceramic Stones & Accessories Polishing Stones...2 Ceramic Stones...16 Super
Masterflex Polishing Products
 Masterflex Polishing Products How to Order Masterflex Polishing Products When ordering it is important to give as much information about the operation as possible so that the correct grading is supplied.
Masterflex Polishing Products How to Order Masterflex Polishing Products When ordering it is important to give as much information about the operation as possible so that the correct grading is supplied.
Experimental Study of Machining Characteristics of C 45 Steel using Electro Discharge Machining
 International Journal of Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Experimental
International Journal of Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Experimental
CHAPTER 2 CASE STUDY-I COMPARATIVE ANALYSIS OF EDM FOR INCONEL 718 AND 625
 23 CHAPTER 2 CASE STUDY-I COMPARATIVE ANALYSIS OF EDM FOR INCONEL 718 AND 625 2.1 INTRODUCTION Inconel 625 and 718 super alloys are extremely versatile austenitic nickel based super alloys with excellent
23 CHAPTER 2 CASE STUDY-I COMPARATIVE ANALYSIS OF EDM FOR INCONEL 718 AND 625 2.1 INTRODUCTION Inconel 625 and 718 super alloys are extremely versatile austenitic nickel based super alloys with excellent
Efect of Silicon Carbide (Sic) Abrasive Particles Mixed In Die Electric Fluid on the Performance of Edm by Regression Analysis
 Abrasive Particles Mixed In Die Electric Fluid on the Performance of Edm by Regression Analysis") International Journal of Engineering Research and Development e-issn: 2278-067X, p-issn: 2278-800X, www.ijerd.com Volume 11, Issue 07 (July 2015), PP.35-42 Efect of Silicon Carbide (Sic) Abrasive Particles
International Journal of Engineering Research and Development e-issn: 2278-067X, p-issn: 2278-800X, www.ijerd.com Volume 11, Issue 07 (July 2015), PP.35-42 Efect of Silicon Carbide (Sic) Abrasive Particles
INVESTIGATION OF EDM HOLE DRILLING
 INVESTIGATION OF EDM HOLE DRILLING Hemant Pawar 1 and Rahul Shelke 2 1 Research scholar, ME MFG, EESCOET 2 Principal, EESCOET Abstract This paper presents an investigation of holes drilling using electrical
INVESTIGATION OF EDM HOLE DRILLING Hemant Pawar 1 and Rahul Shelke 2 1 Research scholar, ME MFG, EESCOET 2 Principal, EESCOET Abstract This paper presents an investigation of holes drilling using electrical
Pollution Prevention in Machining and Metal Fabrication
 ... Pollution Prevention in Machining and Metal Fabrication A Manual for Technical Assistance Providers Excerpts March 2001... CHAPTER 5 Innovative Pollution Prevention Technologies Industry vendors have
... Pollution Prevention in Machining and Metal Fabrication A Manual for Technical Assistance Providers Excerpts March 2001... CHAPTER 5 Innovative Pollution Prevention Technologies Industry vendors have
Studies on electric-discharge machining of non-contact seal face grooves
 Journal of Materials Processing Technology 14 (23) 363 367 Studies on electric-discharge machining of non-contact seal face grooves S.L. Chen, Q.C. Hsu Department of Mechanical Engineering, National Kaohsiung
Journal of Materials Processing Technology 14 (23) 363 367 Studies on electric-discharge machining of non-contact seal face grooves S.L. Chen, Q.C. Hsu Department of Mechanical Engineering, National Kaohsiung
The Convenience Stores For Metal
 TOOL STEEL SELECTOR GUIDE Application Suggested Grades Arbors... O1, A2, A6 Battering Tools... S5, S1, S7 Blacksmith Tools... S5, S1 Boiler-Shop Tools... S5, S1, S7 Bolt Clippers... S5, S1 Boring Tools...
TOOL STEEL SELECTOR GUIDE Application Suggested Grades Arbors... O1, A2, A6 Battering Tools... S5, S1, S7 Blacksmith Tools... S5, S1 Boiler-Shop Tools... S5, S1, S7 Bolt Clippers... S5, S1 Boring Tools...
Fatima Michael College of Engineering & Technology
 ME6004 UNCONVENTIONAL MACHINING PROCESSES L T P C (COMMON TO MECHANICAL AND PRODUCTION) 3 0 0 3 OBJECTIVES: To learn about various unconventional machining processes, the various process parameters and
ME6004 UNCONVENTIONAL MACHINING PROCESSES L T P C (COMMON TO MECHANICAL AND PRODUCTION) 3 0 0 3 OBJECTIVES: To learn about various unconventional machining processes, the various process parameters and
Leveraging the Precision of Electroforming over Alternative Processes When Developing Nano-scale Structures
 VOLUME 4 - ELECTROFORMING Leveraging the Precision of over Alternative Processes When Developing Nano-scale Structures Electrical and mechanical component and subsystem designers generally have five techniques
VOLUME 4 - ELECTROFORMING Leveraging the Precision of over Alternative Processes When Developing Nano-scale Structures Electrical and mechanical component and subsystem designers generally have five techniques
NPTEL
 NPTEL Syllabus Advanced Machining Processes - Video course COURSE OUTLINE This course on 'Advanced Machining Processes' is also known as "Unconventional Machining Processes", Modern Machining Processes",
NPTEL Syllabus Advanced Machining Processes - Video course COURSE OUTLINE This course on 'Advanced Machining Processes' is also known as "Unconventional Machining Processes", Modern Machining Processes",
Polycrystalline diamond blanks and cut shapes for inserts and round tools. TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts
 Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERING Hyperion offers a vast selection of superior
Polycrystalline diamond blanks and cut shapes for inserts and round tools TOOLMAKER SOLUTIONS Compax PCD Tool Blanks and Inserts COMPAX PCD PRODUCT OFFERING Hyperion offers a vast selection of superior
Investigation of Recast Layer Formed on Titanium Alloy Machined by Wire Electric Discharge Machining
 IJIRST International Journal for Innovative Research in Science & Technology Volume 3 Issue 04 September 2016 ISSN (online): 2349-6010 Investigation of Recast Layer Formed on Titanium Alloy Machined by
IJIRST International Journal for Innovative Research in Science & Technology Volume 3 Issue 04 September 2016 ISSN (online): 2349-6010 Investigation of Recast Layer Formed on Titanium Alloy Machined by
[IDSTM: January 2017] ISSN Impact Factor
![[IDSTM: January 2017] ISSN Impact Factor](/thumbs/85/92419704.jpg "[IDSTM: January 2017] ISSN Impact Factor") INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES &MANAGEMENT OPTIMISATION OF PROCESS PARAMETERS FOR INCONEL 718 IN EDM Pardeep*, SoniKumari, Ravinder Singh Gulia Assistant Professor, Department of Mechanical
INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES &MANAGEMENT OPTIMISATION OF PROCESS PARAMETERS FOR INCONEL 718 IN EDM Pardeep*, SoniKumari, Ravinder Singh Gulia Assistant Professor, Department of Mechanical
A METALCUTTING TECHNICAL ARTICLE BETTER TOGETHER: Non Defective Bonding of Resistance Spot Welding Electrodes
 A METALCUTTING TECHNICAL ARTICLE BETTER TOGETHER: Non Defective Bonding of Resistance Spot Welding Electrodes CONTENTS 1. INTRODUCTION 3 2. TRADITIONAL METHODS OF ELECTRODE BONDING 4 3. PROBLEMS WITH TRADITIONAL
A METALCUTTING TECHNICAL ARTICLE BETTER TOGETHER: Non Defective Bonding of Resistance Spot Welding Electrodes CONTENTS 1. INTRODUCTION 3 2. TRADITIONAL METHODS OF ELECTRODE BONDING 4 3. PROBLEMS WITH TRADITIONAL
Fundamentals of Metal Forming
 Fundamentals of Metal Forming Chapter 15 15.1 Introduction Deformation processes have been designed to exploit the plasticity of engineering materials Plasticity is the ability of a material to flow as
Fundamentals of Metal Forming Chapter 15 15.1 Introduction Deformation processes have been designed to exploit the plasticity of engineering materials Plasticity is the ability of a material to flow as
Unconventional machining process
 A Course Material on Unconventional machining process By Mr. M.MANIKANDAN, M.E. ASSISTANT PROFESSOR DEPARTMENT OF MECHANICAL ENGINEERING SASURIE COLLEGE OF ENGINEERING VIJAYAMANGALAM 638 056 QUALITY CERTIFICATE
A Course Material on Unconventional machining process By Mr. M.MANIKANDAN, M.E. ASSISTANT PROFESSOR DEPARTMENT OF MECHANICAL ENGINEERING SASURIE COLLEGE OF ENGINEERING VIJAYAMANGALAM 638 056 QUALITY CERTIFICATE
A REVIEW : Optimization of Process Parameter in Wire Electric Discharge Machining (WEDM) For Machining.
 For Machining.") A REVIEW : Optimization of Process Parameter in Wire Electric Discharge Machining (WEDM) For Machining. Anand R. Patel 1, Kiran A. Patel 2, Priyesh N. Santoki 3 1 P.G. Student Production (Mechanical),
A REVIEW : Optimization of Process Parameter in Wire Electric Discharge Machining (WEDM) For Machining. Anand R. Patel 1, Kiran A. Patel 2, Priyesh N. Santoki 3 1 P.G. Student Production (Mechanical),
Buyers Guide to Perforated Metals
 101 Commerce Street Glastonbury, CT 06033 Phone: 800.443.5218 & 860.659.0591 Fax:: 860.659.8705 Web: ConardCorp.com Buyers Guide to Perforated Metals Presented by Conard Corporation Share this guide 2
101 Commerce Street Glastonbury, CT 06033 Phone: 800.443.5218 & 860.659.0591 Fax:: 860.659.8705 Web: ConardCorp.com Buyers Guide to Perforated Metals Presented by Conard Corporation Share this guide 2
Cutting Tool Materials and Cutting Fluids. Dr. Mohammad Abuhaiba
 Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
NTB DiaCer NTB CeraCBN
 NTB DiaCer NTB CeraCBN Diamond & CBN Grinding Wheels 1.0 Super-Abrasive Diamond and CBN Vitrified Grinding Wheels Super-Abrasive wheels play a key role in the grinding process for Advanced Ceramics, Semi-Conductor,
NTB DiaCer NTB CeraCBN Diamond & CBN Grinding Wheels 1.0 Super-Abrasive Diamond and CBN Vitrified Grinding Wheels Super-Abrasive wheels play a key role in the grinding process for Advanced Ceramics, Semi-Conductor,
PRODUCTS WELDSTONE TUCOMET TUNGSTEN-COPPER TUNGSTEN COMPONENTS
 PRODUCTS WELDSTONE TUNGSTEN COMPONENTS TUCOMET TUNGSTEN-COPPER BRAND TUCOMET is the brand name of a product group which is made from tungsten and copper. TUCOMET products are well known for their high
PRODUCTS WELDSTONE TUNGSTEN COMPONENTS TUCOMET TUNGSTEN-COPPER BRAND TUCOMET is the brand name of a product group which is made from tungsten and copper. TUCOMET products are well known for their high
UNIT 8: Non-traditional machining processes: Manufacturing processes can be broadly divided into two groups and they are
 UNIT 8: Non-traditional machining processes: Principle, need, equipment, operation and LBM, plasma arc machining, Electro chemical machining, ultrasonic machining, abrasive jet machining, water jet machining.
UNIT 8: Non-traditional machining processes: Principle, need, equipment, operation and LBM, plasma arc machining, Electro chemical machining, ultrasonic machining, abrasive jet machining, water jet machining.
Classified according to EU Directive 1999/45/EC For further information see our Material Safety Data Sheets.
 This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties
This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties
INVESTIGATION ON EDM OF SS316 ALLOY MATERIAL USING COPPER ELECTRODE FOR IMPROVING MRR AND TWR
 INVESTIGATION ON EDM OF SS316 ALLOY MATERIAL USING COPPER ELECTRODE FOR IMPROVING MRR AND TWR *Selvarajan L 1, Rajavel R 2, Gopi P 3, GokulKumar M 4 and Kasthuri N 5 1 Associate Professor, Head of the
INVESTIGATION ON EDM OF SS316 ALLOY MATERIAL USING COPPER ELECTRODE FOR IMPROVING MRR AND TWR *Selvarajan L 1, Rajavel R 2, Gopi P 3, GokulKumar M 4 and Kasthuri N 5 1 Associate Professor, Head of the
Experimental investigation and thermal modeling on electro discharge drilling of PCD
 University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Mechanical (and Materials) Engineering -- Dissertations, Theses, and Student Research Mechanical & Materials Engineering,
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Mechanical (and Materials) Engineering -- Dissertations, Theses, and Student Research Mechanical & Materials Engineering,
Parameter optimization of Electro Discharge Machine of AISI 304 Steel by using Taguchi Method.
 Parameter optimization of Electro Discharge Machine of AISI 304 Steel by using Taguchi Method. Kapil Banker 1, Ujjval Prajapati 2, Jaimin Prajapati 3, Paras Modi 4 1 Assistant Professor, 2, 3, 4 UG Scholars
Parameter optimization of Electro Discharge Machine of AISI 304 Steel by using Taguchi Method. Kapil Banker 1, Ujjval Prajapati 2, Jaimin Prajapati 3, Paras Modi 4 1 Assistant Professor, 2, 3, 4 UG Scholars
Ultra-met. carbide metalworking technologies (800) (866)
 (866)") CEMENTED CARBIDE GRAIN STRUCTURES January 2006 720 North Main Street P.O. Box 313 Urbana, OH 43078 800.543.9952 866.543.9952 937.653.7133 Fax: 937.653.4754 CEMENTED CARBIDE GRAIN STRUCTURES January 2006
CEMENTED CARBIDE GRAIN STRUCTURES January 2006 720 North Main Street P.O. Box 313 Urbana, OH 43078 800.543.9952 866.543.9952 937.653.7133 Fax: 937.653.4754 CEMENTED CARBIDE GRAIN STRUCTURES January 2006
Experimental Investigation of Machining Parameters for EDM Using D2 tool Steel
 Experimental Investigation of Machining Parameters for EDM Using D2 tool Steel Shubham Gupta 1, Harsh Pandey 2, Saurabh Sen 3 1&3 M-Tech Research Scholar 2 Assistant Prof. Dept.of MechianicalEngg Dr. C.
Experimental Investigation of Machining Parameters for EDM Using D2 tool Steel Shubham Gupta 1, Harsh Pandey 2, Saurabh Sen 3 1&3 M-Tech Research Scholar 2 Assistant Prof. Dept.of MechianicalEngg Dr. C.
Effects of the Edm Combined Ultrasonic Vibration on the Machining Properties of Si 3 N 4
 Materials Transactions, Vol. 51, No. 11 (2010) pp. 2113 to 2120 #2010 The Japan Institute of Metals EXPRESS REGULAR ARTICLE Effects of the Edm Combined Ultrasonic Vibration on the Machining Properties
Materials Transactions, Vol. 51, No. 11 (2010) pp. 2113 to 2120 #2010 The Japan Institute of Metals EXPRESS REGULAR ARTICLE Effects of the Edm Combined Ultrasonic Vibration on the Machining Properties
Variation in surface roughness of AISI D2 Tool steel after machining on EDM (Electrical Discharge Machine): A Review
: A Review") Variation in surface roughness of AISI D2 Tool steel after machining on EDM (Electrical Discharge Machine): A Review Praveen Kumar Singh 1, Anshika Gupta 2, Lalta Prasad 3 and Ashiwani Kumar 4 Department
Variation in surface roughness of AISI D2 Tool steel after machining on EDM (Electrical Discharge Machine): A Review Praveen Kumar Singh 1, Anshika Gupta 2, Lalta Prasad 3 and Ashiwani Kumar 4 Department
INTERNATIONAL JOURNAL OF PRODUCTION TECHNOLOGY AND MANAGEMENT (IJPTM)
") INTERNATIONAL JOURNAL OF PRODUCTION TECHNOLOGY AND MANAGEMENT (IJPTM) International Journal of Production Technology and Management (IJPTM), ISSN 0976 68 (Print), ISSN 0976 69 (Online) Volume, Issue, January
INTERNATIONAL JOURNAL OF PRODUCTION TECHNOLOGY AND MANAGEMENT (IJPTM) International Journal of Production Technology and Management (IJPTM), ISSN 0976 68 (Print), ISSN 0976 69 (Online) Volume, Issue, January
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY
 PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
Parametric Optimization of Electrical Discharge Machining Process for Machining of AISI5160 with Copper Electrode using Taguchi Method
 IJRMET Vo l. 7, Is s u e 2, Ma y - Oc t 2017 ISSN : 2249-5762 (Online) ISSN : 2249-5770 (Print) Parametric Optimization of Electrical Discharge Machining Process for Machining of AISI5160 with Copper Electrode
IJRMET Vo l. 7, Is s u e 2, Ma y - Oc t 2017 ISSN : 2249-5762 (Online) ISSN : 2249-5770 (Print) Parametric Optimization of Electrical Discharge Machining Process for Machining of AISI5160 with Copper Electrode
Mounted Points. Table of Contents 2 I 203. Power Tools Contents Page. Power Tools Contents Page
 203 Table of Contents Power Tools Contents Page General Information 3 Your Quick Product Selection Guide 4-5 Peripheral Speeds, Safety Notes 6 Mounted Points Vitrified Bond, Aluminum Oxide, Hardness Grade
203 Table of Contents Power Tools Contents Page General Information 3 Your Quick Product Selection Guide 4-5 Peripheral Speeds, Safety Notes 6 Mounted Points Vitrified Bond, Aluminum Oxide, Hardness Grade
CHAPTER 8 CONCLUSIONS AND RECOMMENDATIONS
 CHAPTER 8 CONCLUSIONS AND RECOMMENDATIONS 8.1 CONCLUSIONS In this investigation, modelling of some of the most important technological parameters is proposed for rotary electrical discharge machining process.
CHAPTER 8 CONCLUSIONS AND RECOMMENDATIONS 8.1 CONCLUSIONS In this investigation, modelling of some of the most important technological parameters is proposed for rotary electrical discharge machining process.
CHAPTER 21. Cutting-Tool Materials and Cutting Fluids. Kalpakjian Schmid Manufacturing Engineering and Technology 2001 Prentice-Hall Page 21-1
 CHAPTER 21 Cutting-Tool Materials and Cutting Fluids Manufacturing Engineering and Technology 2001 Prentice-Hall Page 21-1 Cutting Tool Material Hardnesses Figure 21.1 The hardness of various cutting-tool
CHAPTER 21 Cutting-Tool Materials and Cutting Fluids Manufacturing Engineering and Technology 2001 Prentice-Hall Page 21-1 Cutting Tool Material Hardnesses Figure 21.1 The hardness of various cutting-tool
International Journal of Advance Engineering and Research Development OPTIMIZATION OF MATERIAL REMOVAL RATE IN WIRE ELECTRIC DISCHARGE MACHINING
 Scientific Journal of Impact Factor (SJIF): 5.71 International Journal of Advance Engineering and Research Development Volume 5, Issue 03, March -2018 e-issn (O): 2348-4470 p-issn (P): 2348-6406 OPTIMIZATION
Scientific Journal of Impact Factor (SJIF): 5.71 International Journal of Advance Engineering and Research Development Volume 5, Issue 03, March -2018 e-issn (O): 2348-4470 p-issn (P): 2348-6406 OPTIMIZATION
Electric Discharge Machining : Modelling and Current Advanced Developments in Aerospace
 IJIRST International Journal for Innovative Research in Science & Technology Volume 2 Issue 05 October 2015 ISSN (online): 2349-6010 Electric Discharge Machining : Modelling and Current Advanced Developments
IJIRST International Journal for Innovative Research in Science & Technology Volume 2 Issue 05 October 2015 ISSN (online): 2349-6010 Electric Discharge Machining : Modelling and Current Advanced Developments
PROCESS OPTIMIZATION USING DOE FOR REALIZING DESIRED VALUE OF SURFACE ROUGHNESS OVER EDM
 PROCESS OPTIMIZATION USING DOE FOR REALIZING DESIRED VALUE OF SURFACE ROUGHNESS OVER EDM 1 Javed Mujawar, 2 V.V.Potdar, 3 Swapnil S. Kulkarni 1 M.E (Mech), A.G.Patil Institute of Technology, Solapur, India
PROCESS OPTIMIZATION USING DOE FOR REALIZING DESIRED VALUE OF SURFACE ROUGHNESS OVER EDM 1 Javed Mujawar, 2 V.V.Potdar, 3 Swapnil S. Kulkarni 1 M.E (Mech), A.G.Patil Institute of Technology, Solapur, India
Experimental Investigations of Traveling Wire Electro-Chemical Spark Machining (TW-ECSM) of Borosilicate Glass
 of Borosilicate Glass") Basanta Kumar Bhuyan and Vinod Yadava Department of Mechanical Engineering, Motilal Nehru National Institute of Technology, Allahabad 211 004, Uttar Pradesh, India E-mail: bkbhuyan@mnnit.ac.in, vinody@mnnit.ac.in
Basanta Kumar Bhuyan and Vinod Yadava Department of Mechanical Engineering, Motilal Nehru National Institute of Technology, Allahabad 211 004, Uttar Pradesh, India E-mail: bkbhuyan@mnnit.ac.in, vinody@mnnit.ac.in
EFFECTS OF POLARITY PARAMETER ON MACHINING OF TOOL STEEL WORKPIECE USING ELECTRICAL DISCHARGE MACHINING
 National Conference in Mechanical Engineering Research and Postgraduate Students (1 st NCMER 2010) 26-27 MAY 2010, FKM Conference Hall, UMP, Kuantan, Pahang, Malaysia; pp. 621-626 ISBN: 978-967-5080-9501
National Conference in Mechanical Engineering Research and Postgraduate Students (1 st NCMER 2010) 26-27 MAY 2010, FKM Conference Hall, UMP, Kuantan, Pahang, Malaysia; pp. 621-626 ISBN: 978-967-5080-9501
An intelligent and automated system for EDM hole drilling of super alloys
 An intelligent and automated system for EDM hole drilling of super alloys Oguzhan Yilmaz 1, A. Tolga Bozdana, M. Ali Okka and I. Huseyin Filiz 1 Department of Mechanical Engineering, The University of
An intelligent and automated system for EDM hole drilling of super alloys Oguzhan Yilmaz 1, A. Tolga Bozdana, M. Ali Okka and I. Huseyin Filiz 1 Department of Mechanical Engineering, The University of
Contents. EDM of Tool Steel
 tool steel Contents Introduction... 3 The basic principles of EDM... 3 The effects of the EDM process on tool steels... 3 Measuring the effects... 5 Achieving best tool performance... 8 Polishing by EDM...10
tool steel Contents Introduction... 3 The basic principles of EDM... 3 The effects of the EDM process on tool steels... 3 Measuring the effects... 5 Achieving best tool performance... 8 Polishing by EDM...10
Electrical Discharge Machining A State of Art Trinkle Yuvaraj Saindane 1, H. G. Patil 2
 Electrical Discharge Machining A State of Art Trinkle Yuvaraj Saindane 1, H. G. Patil 2 1 PG Student, D. N. Patel College of Engineering Shahada, MS, India 2 HOD, D. N. Patel College of Engineering Shahada,
Electrical Discharge Machining A State of Art Trinkle Yuvaraj Saindane 1, H. G. Patil 2 1 PG Student, D. N. Patel College of Engineering Shahada, MS, India 2 HOD, D. N. Patel College of Engineering Shahada,
Hitesh B Prajapati, 3072 P a g e Asst. Prof. Mechanical Engineering Department, U.V. Patel College of Engineering, GANPAT UNIVERSITY,
 and Applications (IJERA) ISSN: -9 www.ijera.com Vol., Issue, May-Jun, pp.- Experimental Investigation Of Performance Of Different Electrode Materials In Electro Discharge Machining For Material Removal
and Applications (IJERA) ISSN: -9 www.ijera.com Vol., Issue, May-Jun, pp.- Experimental Investigation Of Performance Of Different Electrode Materials In Electro Discharge Machining For Material Removal
EFFECT OF COPPER-GRAPHITE ELECTRODE DURING ELECTRICAL DISCHARGE MACHINING OF TUNGSTEN CARBIDE (90WC-10Co)
") The 5 th PSU-UNS International Conference on Engineering and 577 Technology (ICET-2011), Phuket, May 2-3, 2011 Prince of Songkla University, Faculty of Engineering Hat Yai, Songkhla, Thailand 90112 EFFECT
The 5 th PSU-UNS International Conference on Engineering and 577 Technology (ICET-2011), Phuket, May 2-3, 2011 Prince of Songkla University, Faculty of Engineering Hat Yai, Songkhla, Thailand 90112 EFFECT
An Experimental Investigation of Material Removal Rate on EDM of Cold Work Tool Steel D2 Ankit Patel 1 T S Bisoniya 2
 IJSRD - International Journal for Scientific Research & Development Vol. 3, Issue 02, 2015 ISSN (online): 2321-013 An Experimental Investigation of Material Removal Rate on EDM of Cold Work Tool Steel
IJSRD - International Journal for Scientific Research & Development Vol. 3, Issue 02, 2015 ISSN (online): 2321-013 An Experimental Investigation of Material Removal Rate on EDM of Cold Work Tool Steel
> RX12UF. Cobalt content w/w. Grade. Properties and recommendations. HARTMETALL ESTECH AG 6285 Hitzkirch
 pli > Ultra-fine grain carbides are characterized by a very high hardness and wear resistance. They are used for milling tools and drills for processing abrasive, soft and tough materials, in nozzles and
pli > Ultra-fine grain carbides are characterized by a very high hardness and wear resistance. They are used for milling tools and drills for processing abrasive, soft and tough materials, in nozzles and
OPTIMIZATION OF THE PROCESS PARAMETERS OF D2STEEL ON EDM USING GREY RELATIONAL ANALYSIS
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 9, Issue 11, November 2018, pp. 119 124, Article ID: IJMET_09_11_19 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=9&itype=11
International Journal of Mechanical Engineering and Technology (IJMET) Volume 9, Issue 11, November 2018, pp. 119 124, Article ID: IJMET_09_11_19 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=9&itype=11
Current Research trends on Wire Electrodes for Wire Electrical Discharge Machining
 168 Jatinder Kapoor, Dr. Sehijpal Singh, Dr. Jaimal Singh Khamba Current Research trends on Wire Electrodes for Wire Electrical Discharge Machining Jatinder Kapoor 1, Dr. Sehijpal Singh 2, Dr. Jaimal Singh
168 Jatinder Kapoor, Dr. Sehijpal Singh, Dr. Jaimal Singh Khamba Current Research trends on Wire Electrodes for Wire Electrical Discharge Machining Jatinder Kapoor 1, Dr. Sehijpal Singh 2, Dr. Jaimal Singh
2890 Ligonier St. Latrobe, PA Phone Fax Toll Free
 Your Best Choice For Carbide Components 2890 Ligonier St. Latrobe, PA 15650 Phone 724.532.3041 Fax 724.532.3043 Toll Free 800.862.7066 www.extramet.net OUR HISTORY OUR MISSION Extramet s Primary Objective
Your Best Choice For Carbide Components 2890 Ligonier St. Latrobe, PA 15650 Phone 724.532.3041 Fax 724.532.3043 Toll Free 800.862.7066 www.extramet.net OUR HISTORY OUR MISSION Extramet s Primary Objective
Analytical Methods for Materials
 Analytical Methods for Materials Lesson 4 Metallography Suggested Reading Y. Leng, Materials Characterization, 2 nd Edition, (2013), Wiley, Hoboken, NJ Chapter 1. Reference Goodhew, Humphreys and Beanland,
Analytical Methods for Materials Lesson 4 Metallography Suggested Reading Y. Leng, Materials Characterization, 2 nd Edition, (2013), Wiley, Hoboken, NJ Chapter 1. Reference Goodhew, Humphreys and Beanland,