Pressure Oxidation of Molybdenum Concentrates
|
|
|
- Denis Parrish
- 6 years ago
- Views:
Transcription
1 Colorado School of Mines Pressure Oxidation of Molybdenum Concentrates MME Senior Design Project Spring 2013 Kyle Gough, Sarah Holmes, Neal Matosky, Tiffani Oney, Jordan Rutledge 4/23/2013 Submitted to: Dr. Corby Anderson
2 2 Table of Contents Figures and Tables... 3 Executive Summary Introduction Background Roasting Scope Literature Survey Concentrate Analysis Experimental Method Experimental Results and Discussion Tables of Recoveries Stat-Ease Optimizations Process Design Criteria Flowsheet Economics Conclusions Appendices Appendix 1: Molybdenum Concentrate Roasting Contracts Appendix 2: Robinson Mine Daily Production Summary Appendix 3: Robinson Mine Flowsheet Appendix 4: Mass Balance for Alkaline System Appendix 5: Stat Ease Model for Acidic System Appendix 6: Stat Ease Model for Alkaline System Appendix 7: Design Criteria Calculations Appendix 8: Economics References... 82
3 3 Figures and Tables Figure 1. Mineral liberation analysis of molybdenum concentrate [1] Figure 2. Multiple hearth roasting furnace placed in a molybdenum roasting plant [3] Figure 3. Eh-pH diagram for molybdenum [6] Figure 4. Eh-pH diagram for rhenium [6] Figure 5. Eh-pH diagram for copper in chalcopyrite form at 25 C and 1 atmosphere total pressure [7] Figure 6. Particle size versus percent cumulative passing Figure 7. Mineral liberation analysis of molybdenum concentrate [1] Figure 8. Linear regression model to determine approximate stirring speed Figure 9. Response surface model for molybdenum recovery from the acidic system Figure 10. Response surface model for rhenium recovery from the acidic system Figure 11. Response surface model for copper recovery from the acidic system Figure 12. Response surface model for molybdenum recovery from the alkaline system Figure 13. Response surface model for rhenium recovery from the alkaline system Figure 14. Design criteria for Robinson Mine acidic pressure oxidation system Figure 15. Flowsheet for the acidic pressure oxidation leaching of the molybdenum concentrate Figure 16. NPV sensitivity, showing that revenue per ton molybdenum concentrate treated has the greatest effect on NPV Table 1. Robinson Mine concentrate [1] Table 2. Production summary of Robinson Mine [2] Table 3. Particle size distribution of molybdenum concentrate for representative sample of 200 g Table 4. Robinson Mine concentrate [1] Table 5. Design matrix used for experimental procedure Table 6. The recoveries of molybdenum, rhenium, and copper from acidic pressure leaching, considering the experimental factors of grind time, solids concentration, initial acidity, temperature, and time [1] Table 7. The recoveries of molybdenum, rhenium, and copper from alkaline pressure leaching, considering the experimental factors of time, temperature, solids concentration, and NaOH concentration Table 8. Summary of economics... 34
4 4 Executive Summary Nearly all molybdenum concentrates are refined through pyrometallurgy as it is a well-defined process that produces desirable results. However, due to the copper penalties and low-grade molybdenum content of the studied molybdenum concentrate from the Robinson Mine of KGHM Polska Miedz (37.5% molybdenum, 1.59% copper), pyrometallurgy is not a viable option. The global roasting facilities will not accept it and they will not pay for the rhenium content. The significant presence (0.159%) of rhenium, a high-priced metal used in nickelsuperalloys, serves as major motivation for processing of this concentrate. Pressure oxidation offers an alternative to a pyrometallurgical circuit by extracting molybdenum and rhenium from the concentrate without penalization due to the presence of copper. This study compares and evaluates the economic feasibility and payback of both alkaline and acidic pressure oxidation systems. Following limited experimentation, the alkaline process proved to be less efficient than the acidic process. At optimum temperature and time parameters the alkaline leach recovers only half that of optimum recovery of the previous study involving acidic leaching. However, with development of current practices and equipment, alkaline pressure oxidation still shows some potential for selective leaching. Moving forward with design, it is currently recommended to use acidic pressure oxidation leaching to extract molybdenum and rhenium from the Robinson Mine concentrate. This paper assesses the potential of alkaline pressure oxidation, evaluates and compares the economic feasibility of alkaline versus acidic pressure oxidation, and outlines design criteria for acidic pressure oxidation in application to the Robinson Mine. In summary, the pressure oxidation process chosen appears technically viable. As well, a capital investment of about $ 7 M USD to build a plant to treat the Robinson concentrate would offer a before tax payback period of under one year with an NPV of about $ 45 M USD at an 8 % discount rate and IRR of over 100 %. Qualifying Statement This report was prepared for the KGHM Polska Miedz Robinson Mine and is based on information available at the time of the report preparation. It is believed the information, estimates, conclusions and recommendations contained herein are reliable under the conditions and subject to the qualifications set forth. Furthermore, the information, estimates, conclusions and recommendations are based on the experience of the noted MME Senior Design Group and data supplied by others, but the actual result of the work is dependent, in part, on factors over which the noted MME Senior Design Group has no control. This report is intended to be used exclusively by KGHM Polska Miedz s Robinson Mine. Any other use of or reliance on this report is at the sole risk of the party that so relies.
5 5 SCOPE OF WORK Client Name: KGHM Polska Miedz - Robinson Mine, Dr. Corby Anderson Project Name: Pressure Oxidation of Molybdenum Concentrates 1.0 Introduction The purpose of this study is to initially evaluate and compare an acidic versus alkaline system for the pressure oxidation of molybdenum concentrate for the benefit of the Robinson Mine. Generally pyrometallurgical methods to treat molybdenum concentrates require multiple steps of processing; however, pressure oxidation offers a more direct treatment of the concentrate and thus a potentially more economically viable option. Experimentation and analysis for the acidic system was completed by a previous team under the lead of Dr. Corby Anderson. The alkaline system was tested under similar conditions by the 2013 Senior Design Team within Colorado School of Mines laboratories. 1.1 Background The specific molybdenum concentrate was from KGHM Polska Miedz s Robinson Mine in Ely, Nevada. The concentrate elemental analysis and quantitative mineral phase analysis by mineral liberation analysis are shown in Table 1 and Figure 1: Table 1. Robinson Mine concentrate [1]. Mo, % Cu, % Re, % Fe, % TS, % TC, %
6 6 Figure 1. Mineral liberation analysis of molybdenum concentrate [1]. Typical contractually required values of a molybdenum concentrate are 50+ % molybdenum and < 1% copper 1. Therefore, this is an off-grade molybdenum concentrate with substantial rhenium credits that is not acceptable for roasting. Although the molybdenum concentrate of the Robinson Mine deposit contains low-grade copper and molybdenum, rhenium s high price and high-grade presence in the concentrate served as a major motivation in considering a pressure oxidation process. Currently, smelting costs to refine the low-grade molybdenum and high-grade rhenium Robinson Mine molybdenum concentrate greatly outweigh the economic value of finding a 1 Appendix 1: Molybdenum Concentrate Roasting Contracts
7 7 roaster to take the concentrate. From a review of the Robinson Mine production data 2, it appeared that molybdenum and, likely, rhenium recovery is being reduced in the flotation plant in order to produce an acceptable grade of molybdenum concentrate. Therefore, a pressure oxidation system was considered as a potential alternative to smelting for the economic benefit of KGHM Polska Miedz and the Robinson Mine. Acidic pressure oxidation is a more common process than alkaline for molybdenum refining. A key distinction is that copper is soluble only in an acidic leach solution. However, rhenium and molybdenum are soluble in an alkaline environment and can therefore be recovered selectively from a concentrate via an alkaline pressure oxidation system. As the price of rhenium is currently high, a successful pressure leaching system could offer substantial economic payback. Currently, the Robinson Mine produces a molybdenum flotation concentrate as a secondary product to copper 3. Flotation is also used to produce a primary copper and gold concentrate. Table 2 displays the production summary for Table 2. Production summary of Robinson Mine [2] Cu Production (M lbs) Cu Production (Tonnes) 53,407 47,244 43,137 Au Production (k oz) Waste Mined (Mt) Ore Milled (Mt) Cu Grade (%) Au Grade (g/t) Cu Recovery (%) Au Recovery (%) See Appendix 2: Robinson Mine Daily Production Summary 3 See Appendix 3: Robinson Mine Flowsheet.
8 8 1.2 Roasting Pyrometallurgy remains as the primary means by which most metals are processed metallurgically. Included in this method of treating metals is roasting, a process that involves a gas-solid reaction where solid is introduced to high-temperature environments in order to further purify the desired components. Nearly all molybdenum concentrates today are subjected to a roasting process, as it is a well-defined process that gives desirable results. Multiple options of furnaces exist that all accomplish the desired goal of roasting of molybdenum concentrates. However, the most widely used piece of equipment is the multiplehearth furnace, shown in Figure 2. Figure 2. Multiple hearth roasting furnace placed in a molybdenum roasting plant [3]. Molybdenum concentrate is fed from the roaster feed bin to the belt feeder, where discharge occurs into the screw conveyor following which the concentrate is fed into the roaster. Multiple hearth roasters have 12 hearths, each of which is air-cooled. Rabble blades rake the material until
9 9 it drops to the next hearth down the furnace. Between hearths 3 to 9 most of the sulfur of the MoS 2 is eliminated and in the last three hearths the remaining sulfur is removed, yielding molybdenum trioxide (MoO 3 ). Rhenium is collected as a dust and further refined from rhenium heptoxide (Re 2 O 7 ). Regardless of the consistency provided by multiple hearth furnaces in yielding quality product there are several limitations that raise the question of whether or not pyrometallurgy is the most ideal process by which to process molybdenum concentrate. Primarily, the escape of dust and creation of sulfur dioxide are potential environmental concerns that can be mediated by the substitution by a hydrometallurgical process, such as pressure oxidation. As well, pyrometallurgical rhenium production is not direct. 2.0 Scope The use of pressure oxidation to leach a metal is a relatively new process and uses lower temperatures than pyrometallurgical extraction techniques. Pressure oxidation uses either an acidic or alkaline leaching system driven by elevated temperature, steam pressure, and oxygen in order to induce a reaction. The pressure within the autoclave is elevated from steam pressure and as oxygen is added to the closed container. As the solution is stirred, an environment is created that can be controlled to effectively leach the desired material [4]. This process has been used by many companies including Rio Tinto, ASARCO, and Freeport McMoRan [5]. Different metals can be leached out depending on the conditions in the autoclave, specifically focusing on whether it is an acidic or alkaline environment. The decision to choose an acidic or alkaline leaching is primarily dependent on the desired material to be recovered. For example, silver and gold concentrates are both generally treated by acidic leaching, while alkaline leaching
10 10 tends to be used for aluminum production via the Bayer Process. The alkaline pressure oxidation process was chosen for the concentrate specified in this report based on Eh-pH diagrams and a desire to determine selectivity of molybdenum and rhenium over copper. The Eh-pH diagrams may found in Figures 3, 4, & 5. Based on these diagrams, it is evident that molybdenum and rhenium are both soluble at high ph values, while copper remains insoluble. This allows molybdenum and rhenium to be leached into solution for recovery, while copper remains in the solid. Figure 3. Eh-pH diagram for molybdenum [6]. Figure 4. Eh-pH diagram for rhenium [6].
11 11 Figure 5. Eh-pH diagram for copper in chalcopyrite form at 25 C and 1 atmosphere total pressure [7]. Currently, the demand for molybdenum and rhenium is very high. Molybdenum is primarily used as a hardening mechanism in steel. As of January 2013, molybdenum was valued at $11.84 per pound, compared to common copper priced at only $3.65 per pound. However, rhenium is the most valuable of the three at $2, per pound [8] as it is used in products such as in nickel-based superalloys, making it an important and rare metal. Pressure oxidation has key design parameters that can be changed and controlled in order to extract the metals efficiently. The parameters focused on in this study are temperature, leaching time, solids concentration, and the concentration of either acidic or alkaline leach solution (in the
12 12 previous acidic study concentrate grinding was also considered). Other parameters that can be changed include pressure and stirring speed. If the process is executed for a longer time, the recovery is normally better. By changing the concentration of the solids, the solution will become more or less saturated in the autoclave. Lastly, stirring speed is dependent on the autoclave s design. If the speed is too fast, the lining of the autoclave may be worn down by rapidly moving solid particles. However, too slow of a stirring speed and the solids will remain at the bottom of the autoclave where much of the material will remain unreacted. 3.0 Literature Survey Commonly, treatment of molybdenum concentrates has been a multiple-step process involving roasting, whereas pressure oxidation is direct leaching of the desired material into solution. Although it is not as common applied of a process, pressure oxidation has the potential to effectively treat off-grade concentrate. In addition, many environmental restraints have become progressively stricter for pyrometallurgical processes; this further decreases the feasibility of using roasting for an off-grade concentrate. The use of hydrometallurgy, specifically pressure oxidation, has shown promise in several recent studies for the treatment of molybdenum concentrates [9]. The use of hydrometallurgical methods to recover metal from concentrates is three-fold: the first step being the dissolution of metal, the second step being the purification of the leaching solution, and the third step being the recovery from the purified solution. Although many reactions are often thermodynamically favorable, often they are not kinetically feasible consequently promoting the use of increased temperature and pressure. Increasing temperature greatly increases the reaction rate of a system which in turn allows for faster production. The
13 13 first and most well-known hydrometallurgical pressure operation is the Bayer process in which alumina is removed from bauxite [3]. A study completed by Kaixi Jiang from the Beijing General Research Institute of Mining and Metallurgy outlines the benefits of using a pressure oxidation unit rather than the traditional roasting circuit. Sulfur dioxide (SO 2 ) pollution was greatly reduced by the pressure oxidation method. While the study outlines the pressure oxidation of different non-ferrous elements such as gold, nickel and aluminum, the main focus remains on molybdenum concentrate. The concentrate used in the study was 44.95% molybdenum and 0.067% rhenium. The particle size analysis revealed that 91.77% of the concentrate was smaller than 200 mesh. The use of nitric acid in the pressure oxidation process was shown to help improve the reaction efficiency and decrease the necessary reaction time and temperature. A concentrate from the Baoshan Copper Mine in China showed promising results with the use of nitric acid; however, the production of nitric oxide and nitrogen dioxide posed many safety problems. This study prefers the use of an alkaline system using either sodium hydroxide (NaOH) or sodium carbonate (Na 2 CO 3 ) as the leaching agent opposed to an acidic system utilizing sulfuric acid. Alkaline leaching requires lower reaction temperatures and operation pressures and in general has lower equipment costs than acidic systems. However, the high production cost in consumption of NaOH often limits the use of alkaline systems. The reaction equations for the alkaline and acidic leach systems are shown below: Alkaline: MoS 2 + 6NaOH + 9/2O 2 = Na 2 MoO 4 + 2Na 2 SO 4 + 3H 2 O 2ReS NaOH + 19/2O 2 = 2NaReO 4 + 4Na 2 SO 4 + 5H 2 O
14 14 Acidic: MoS 2 + 3H 2 O + 9/2O 2 = H 2 MoO 4 + 2H 2 SO 4 4ReS O H 2 O = 4HReO 4 + 8H 2 SO 4 Temperature, reaction time, and pressure proved to be influential factors in the alkaline system. Temperature was by far the most important variable within the system with an increase in temperature from 150ºC to 230ºC, the molybdenum oxidation increased from 23% to 98.75%. With the optimum operating conditions of 4 hours, 1.6MPa, and 180ºC, 99% of the molybdenum was oxidized and the leaching ratio for rhenium was around 95% [10]. In the study done by Mirvaliev and Inoue, two types of molybdenum concentrates were tested under acidic pressure oxidation conditions: low-grade (approximately 21% molybdenum) and high-grade (99.6% molybdenum). Experiments were performed in a 200 ml autoclave and a variation of rpm stirring rate and 1-10 g of concentrate in ml of solution. A range of g/l sulfuric acid was used for the leach. Molybdenum and a substantial amount of iron were extracted into the leach solution. The solution increased in ph approximately 20 minutes into leaching. Recovery of this concentrate can be achieved by flotation or oxidative leaching in alkaline solution. Mirvaliev and Inoue also experimented with an alkaline leach solution with the same concentrates. Alkaline agents used were NaOH, Na 2 CO 3, and ammonium hydroxide (NH 4 OH). For leaching times less than one hour, Na 2 CO 3 provided the best recovery of molybdenum, while NaOH was the better choice for longer leaching times. The ammonia solution provided a better recovery of molybdenum in higher copper concentrations. NaOH was more favorable in concentrates with fewer impurities. The alkaline solution can yield between 40-95% molybdenum recovery depending on alkaline concentration [11].
15 15 The Kennecott Copper operations, owned by Rio Tinto, have also experimented with pressure oxidation technology for molybdenum concentrate. The typical concentrate suggested for this type of treatment should contain an economically significant amount of molybdenum disulfide (usually at least 20%, but no higher than 50%), particle size of less than 100 mesh (U.S. Standard), and not include previously processed materials. The latter is due to an excess of gangue materials which cause the process to be less efficient. The particle size (P 80 ) was preferably at 200 or finer mesh to facilitate the oxidation step. The concentrate was between 5-40 or weight percent. The concentrate was slurried with water and an aqueous solution of metal salts and/or acid. Temperature varied between C but ranged mostly around 150 C. Partial pressure of oxygen was also controlled from psi. The oxygen could have been introduced as pure oxygen or oxygen enriched air. Timing of the reaction varied, but proceeded to completion at minimum 90% recovery. The parameters manipulated to selectively recover molybdenum and rhenium within the pregnant liquor were temperature, oxygen pressure, and weight percent solids added. The product of the oxidation reaction yielded soluble molybdic oxide, insoluble molybdenum trioxide, and other soluble metal sulfates [12]. The study by Wangzhong Mu in the Applied Mechanics and Materials journal outlined the transformation behavior for a Chilean molybdenum concentrate undergoing pressure oxidation. The concentrate was composed of 48.1% molybdenum, 0.10% copper, and 0.002% rhenium. The argument for the use of pressure oxidation over roasting of molybdenum concentrate was validated by a desire for reduction in environmental pollution and energy consumption. The transformation rate of molybdenum and leach rate were both monitored in the study. By the addition of sodium nitrate into the system the leaching rate was increased substantially. Raising the temperature from 110ºC to 150ºC increased the total transform rate and absolute transform
16 16 rate, while slightly slowing the leach rate. When increasing the acid concentration from 20 to 40 g/l, all three transformation rates increased. With a concentration of 1:4 of NaNO 3, 40g/L sulfuric acid, 150ºC temperature, two hour reaction time, 0.8MPa oxygen partial pressure, and liquid solid ration of 6:1, the total transformation of molybdenum reached 97.95% [13]. With increasing energy costs and environmental regulations, alternative methods to feasibly recover metals from molybdenum concentrates has been intensively researched. There are few known rhenium deposits, thus the majority of the rhenium is produced as a byproduct of molybdenum-copper concentrates [14]. The concentrate used in this study is an excellent candidate for pressure oxidation method due to the low-grade molybdenum but substantial rhenium credits. The previous work outlined in this literature review help to provide guidelines for the design of a successful pressure oxidation study. 4.0 Concentrate Analysis This report specifically compares the use of alkaline versus acidic pressure oxidation for the recovery of molybdenum and rhenium, however all data for acidic leaching was taken from a previous publication prepared by Dr. Corby Anderson [1]. Therefore, this procedure only outlines the experimental process for alkaline leaching. The particle size distribution of the molybdenum concentrate was determined using sieve analysis. In order to ensure a representative sample was used, a Jones splitter was employed until a sample of approximately 200 g was achieved (total of five splits). After collecting a representative sample, the particle size distribution was found by sieve analysis using a ROTAP. The collected data is presented in Table 3 and plotted in Figure 6. Also, the MLA and elemental analysis are again presented as Figure 7 and Table 4.
17 17 Table 3. Particle size distribution of molybdenum concentrate for representative sample of 200 g. U.S. Standard Mesh Size Sieve Size (μm) Mass Collected in Sieve (g) % Mass Passing (Cumulative) Remainder Total mass = Figure 6. Particle size versus percent cumulative passing.
![18 Figure 7. Mineral liberation analysis of molybdenum concentrate [1]. Table 4. Robinson Mine concentrate [1]. Mo, % Cu, % Re, % Fe, % TS, % TC, % 34.50 1.59 0.159 2.42 33.23 1.90 5.](/docs-images/75/72240596/images/18-0.jpg "0 Experimental Method The variables under consideration for alkaline pressure oxidation testing included time (30-120 minutes), temperature (120-160 C), solids concentration (10-30g/L), and NaOH")
18 18 Figure 7. Mineral liberation analysis of molybdenum concentrate [1]. Table 4. Robinson Mine concentrate [1]. Mo, % Cu, % Re, % Fe, % TS, % TC, % Experimental Method The variables under consideration for alkaline pressure oxidation testing included time ( minutes), temperature ( C), solids concentration (10-30g/L), and NaOH concentration (20-40g/L). With four factors being examined, a full 2 4 factorial design was chosen with three center points, totaling to 19 tests. Table 5 contains the experimental matrix. Once again, it is
19 19 important to note that oxygen pressure and stirring speed in the autoclave were kept constant at approximately 100 psig and 500 rpm, respectively. An Autoclave Engineers 2-Liter Titanium Grade 2 autoclave was used for the pressure oxidation experiments, following the procedure designed by Kimberly Conner in her Ph.D. thesis [15]. Because this autoclave does not specifically designate stirring speed in rpm, it was necessary to determine the manual percent output level through a linear regression model, displayed in Figure 8. Therefore, the stirring speed was kept constant at a manual percent output level of 29%, or approximately 500 rpm.
20 20 Table 5. Design matrix used for experimental procedure. Std. Run Factor A: Time (min) Factor B: Temperature ( C) Factor C: Solids Concentration (g/l) Factor D: NaOH Concentration (g/l)
21 21 Figure 8. Linear regression model to determine approximate stirring speed. To perform a run, one liter of alkaline leach feed solution was prepared based on the NaOH concentration in the experimental matrix. Then, the mass of molybdenum concentrate specified by the matrix was spilt and weighed out based on testing with one liter leach feed solution. At this point, the autoclave was charged with the alkaline leach feed solution and preheated to approximately 90 C. Upon reaching this temperature, the molybdenum concentrate sample was added to the solution and the autoclave was sealed. With the cooling water on, the agitator was set and oxygen added to the system. The autoclave was then run at the designated temperature and time as listed in the experimental matrix. Upon completion the autoclave was rapidly cooled by the cooling water to around 98 C and then opened. The contents of autoclave, including the leach solution and remaining solids mass, were placed in a beaker and, subsequently, filtered through #40 Whatman filter paper. The solids collected in the filter paper were placed in an oven
22 22 at about 90 C and allowed to dry overnight. Once dry, the mass of the solids remaining after experimentation was determined and the final volume of the filtered solution was measured. Representative samples of the collected solids and liquids from each test were sent to Hazen Research Inc. for ICP analysis to determine the grade and recovery of molybdenum, rhenium, and copper. 6.0 Experimental Results and Discussion 6.1 Tables of Recoveries A previous report prepared by Dr. Corby Anderson analyzes acidic pressure oxidation for the recovery of molybdenum, rhenium, and copper using the same molybdenum concentrates from the Robinson Mine. The data compiled in this report was used to develop a comparison study between acidic and alkaline pressure leaching. It is important to note that based on the chalcopyrite-molybdenite Eh-pH diagrams previously mentioned molybdenum, rhenium, and copper are all soluble in acid and will subsequently be leached into the acidic solution. Table 5 contains the data for molybdenum, rhenium, and copper recovery based on the experimental factors of grind time, solids concentration, initial acidity, temperature, and time. Unlike the alkaline experiments, five factors were considered including grinding, with a total of 13 tests completed, including three replicates [1]. Grinding was not considered in the alkaline pressure oxidation testing due to time constraints but may be used in future optimization studies.
23 23 Table 6. The recoveries of molybdenum, rhenium, and copper from acidic pressure leaching, considering the experimental factors of grind time, solids concentration, initial acidity, temperature, and time [1]. As evidenced by the data, acidic pressure oxidation resulted in high levels of recovery of molybdenum, rhenium, and copper. The test that produced the highest results for molybdenum had recoveries of 84.3% molybdenum, 80.2% rhenium, and 97.9% copper. The data for alkaline pressure leaching was compiled relating the experimental factors to recovery. The solid and liquid samples from the pressure oxidation tests were examined by Hazen Research, Inc. using ICP analysis. From this, mass balances were calculated. Table 6 contains the data for the alkaline testing 4. 4 See Appendix 4: Mass balance for alkaline system.
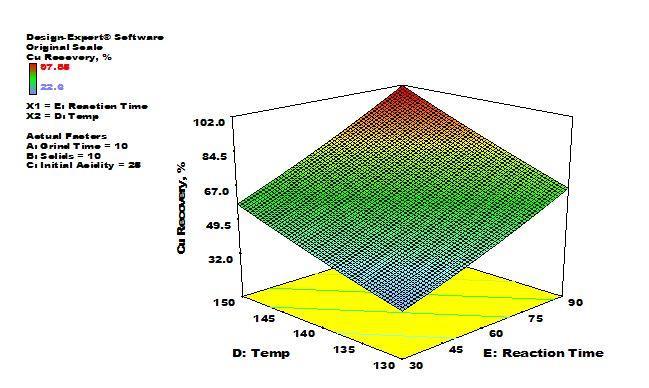
24 24 Table 7. The recoveries of molybdenum, rhenium, and copper from alkaline pressure leaching, considering the experimental factors of time, temperature, solids concentration, and NaOH concentration. It is evident that the recoveries of molybdenum and rhenium were significantly less than in the acidic system. Further work needs to be done to improve this. The test that produced the highest values had recoveries of 48.26% molybdenum and 47.75% rhenium 5. Copper recovery was minimal from the alkaline tests as it is not soluble in an alkaline environment. 6.2 Stat-Ease Optimizations Stat-Ease Design Expert matrices and software were used for analysis and optimization for the acidic and alkaline systems. In both systems, the Stat-Ease models fit extremely well. The specific data for each may be found in Appendix 3 and 4. Figures 9, 10, & 11 contain the 5 See Appendix 5: Stat-Ease model for acidic system.
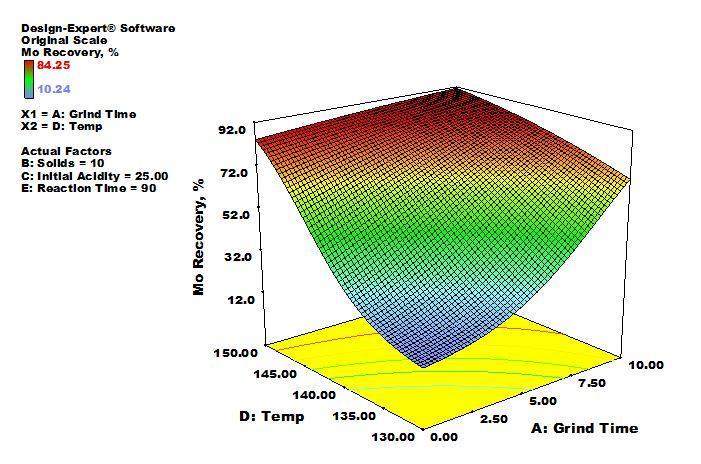
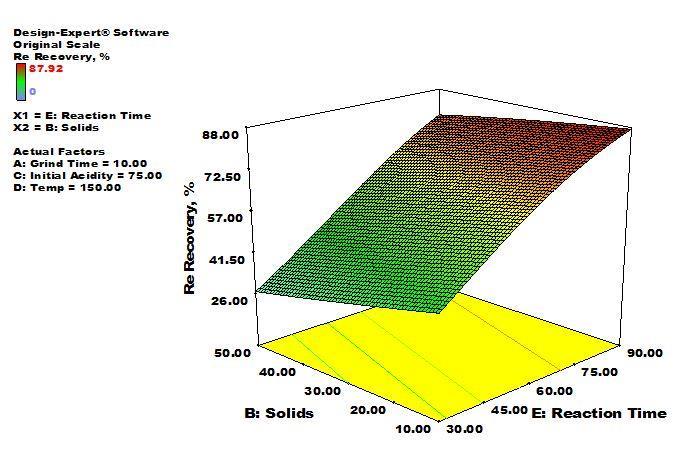
25 25 response surface models for acidic leaching of molybdenum, rhenium, and copper recovery, respectively. Additionally, the models produced the following equations for acidic pressure oxidation recoveries: Molybdenum: Logit (Mo Recovery, %) = (Grind Time) (Solids) (Initial Acidity) (Temp) (Reaction Time) (Grind Time x Solids) (Grind Time x Temp) (Solids x Temp) Rhenium: Logit (Re Recovery, %) = (Grind Time) (Solids) (Temp) (Reaction Time) (Solids x Temp) Copper: Sqrt(Cu Recovery, %) = (Grind Time) (Solids) -.008(Initial Acidity) (Temp) (Reaction Time)
26 26 Figure 9. Response surface model for molybdenum recovery from the acidic system. Figure 10. Response surface model for rhenium recovery from the acidic system.

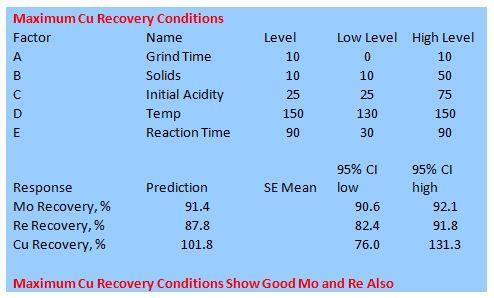
27 27 Figure 11. Response surface model for copper recovery from the acidic system. Based on the Stat-Ease optimization modeling, good molybdenum recovery was achieved by grinding, higher temperatures, low reaction times, & low solids and most likely attributed to molybdenum solubility limits. Additionally, it was found that greater rhenium recovery was based on extended reaction times and a lower slurry solids density. Copper recovery was enhanced with higher temperatures and longer reaction times. With this said, this report found it possible to produce copper leach recoveries around 100% and rhenium and molybdenum leach recoveries around 90% within the chosen parameters [1]. Similarly, the alkaline data was interpreted with Stat-Ease 6. Figures 12, 13, & 14 contain the response surface models for alkaline leaching of molybdenum, rhenium, and copper recovery, respectively. Additionally, the models produced the following equations for alkaline pressure oxidation recoveries: 6 See Appendix 6: State-Ease model for alkaline system.
(Time) + (5.95x10-4 )(Solids Conc) + (8.69x10-6 )(Time x Solids) Figure 12.")
28 28 Molybdenum: Log 10 ( Mo Extraction, %) = (Time) (Solids Conc) - (1.33x10-4 )(Time x Solids Conc) Rhenium: 1/ (Re Extraction, %) = (4.49x10-4 )(Time) + (5.95x10-4 )(Solids Conc) + (8.69x10-6 )(Time x Solids) Figure 12. Response surface model for molybdenum recovery from the alkaline system.
29 29 Figure 13. Response surface model for rhenium recovery from the alkaline system. Based on the study to date, the alkaline system was not nearly as effective in extracting molybdenum and rhenium. Copper extraction was not as significant in the alkaline system, as the primary purpose of using a basic solution was to insure that copper remained insoluble and did not become part of the leach solution. Therefore, copper was not analyzed using Stat-Ease for the alkaline experiments. The models showed that molybdenum and rhenium extraction for alkaline pressure oxidation was best at long reaction times with low solids concentration. However, it is clear that the acidic system is much more efficient in molybdenum and rhenium recovery. In order to improve recoveries in the alkaline system, more experimentation and analysis is necessary. 7.0 Process Design Criteria The alkaline pressure oxidation process offers an alternative to acidic leaching of off-grade molybdenum concentrates in which rhenium has substantial credits. The benefit of this process is
30 30 the extraction and refinement of rhenium. Sending this concentrate to other facilities to extract molybdenum is costly if one could be found. With concentrates similar to those of the Robinson Mine, alkaline pressure oxidation allows selective leaching of more valuable resources such as molybdenum and rhenium from copper. With the alkaline system, the leftover copper solids can be sent to a smelter. Following this experimentation, the alkaline process still proved to be less efficient than the acidic process. At optimum temperature and time parameters the alkaline leach recovers only half that of optimum recovery of the previous study involving acidic leaching. However, with development of current practices and equipment, alkaline pressure oxidation still shows some potential for selective leaching. Moving forward with the design, it is currently recommended to use acidic pressure oxidation leaching to extract molybdenum and rhenium from the Robinson Mine concentrate. In the low-temperature pressure oxidation system considered in this study, molybdenum concentrate is added to an acidic solution and the sulfides oxidize. This is shown in the following equations. Chalcopyrite Equation: 2CuFeS O 2 + 3H 2 SO 4 2CuSO 4 + Fe 2 SO 4 + 3H 2 O + 4S o (1) The sulfur conversion to elemental form also helps lower oxygen consumption. Molybdenite Equation: MoS 2 + 3/2O 2 + H 2 SO 4 MoO 2 SO 4 + H 2 O + 2S o (2) From here, the extracted aqueous solution is further processed via liquid-solid separation for the production of copper and molybdenum.
31 31 Based upon the acidic pressure leaching results, design criteria were developed. These are presented in Figure 14. Design Criteria - Acidic Pressure Oxidation 2.1 Concentration Characteristics UNITS VALUE SOURCECOMMENTS SOURCE KEY Production tons/day 1.3 KGHM Back calculation Alibaba Mo % 34.5 CAMP Analyzed CA Dr. Corby Anderson Cu % 1.59 CAMP Analyzed CAMP Analysis Company Re % CAMP Analyzed KGHM Robinson Mine TS % CAMP Analyzed MoPOxSenior Design Team Size (P80) microns 80.4 MoPOx Analyzed MP Moisture % TBD MoPOx Tested dry SME SME Mineral Processing Handboo 2.2 Pressure Oxidation Criteria UNITS VALUE SOURCECOMMENTS USGS US Geological Survey Grind Time min 10 CAMP Through testing Work Index (Wi) kw hrs/short ton SME Estimated Percent Solids g/l 10 CAMP Through testing Reaction Time min 90 CAMP Through testing Temperature deg C 150 CAMP Through testing Pressure psig 90 CAMP Through testing Sodium Nitrite (NaNO2) (Oxidizer) g/l 2 CAMP Through testing Initial Acidity g/l 25 CAMP Through testing Final Acidity g/l 21 MoPOx Estimated calculation Stirring Speed rpm 500 CAMP Through testing Mo Recovery % 84.3 CAMP Maximum Cu Recovery % 97.9 CAMP Maximum Re Recovery % 87.9 CAMP Maximum Acid Consumption tons acid/ton 0.4 MoPOx Estimated calculation Oxygen Consumption tons O 2 /ton 0.2 MoPOx Estimated calculation Reactors # 2 MoPOx Redundant circuit Reactor Capacity tons/batch 1 MoPOx Design capacity Cycles batches/day 2 MoPOx Design capacity Recycle Leach Solution % 50 MoPOx Estimated 2.3 Liquid-Solid Separation Criteria UNITS VALUE SOURCECOMMENTS Thickener Capacity tons/day 2 MoPOx Design capacity Thickener ft 2 /tpd 12 MoPOx Estimated; confirm with testing; Filter Press ft 2 5 MoPOx calculated based on 3tpd using cost mine data 2.4 Activated Carbon Adsorption UNITS VALUE SOURCECOMMENTS Neutralization Acid Consumption tons acid/ton 1.05 MoPOx Estimated based on 50% recycle Neutralization Soda Ash Consumptiontons soda ash/ton 1.13 MoPOx Estimated based on 50% recycle Total Acid Consumption tons acid/ton 1.45 MoPOx Total POx and Neutralization acid consumptions Adsorption Capacity tpd MoPOx Calculated Adsorption Time hrs 2 MoPOx Book: Extractive Metallurgy of Molybdenum Stripping Capacity (Ammonia Effluent)L/day 437 MoPOx Calculated Stripping Time hrs 2 MoPOx Book: Extractive Metallurgy of Molybdenum 2.5 Plant Operation Criteria UNITS VALUE SOURCECOMMENTS Operators (Labor) per shift 2 MoPOx Estimated Days of Operation days/year 350 CA Standard 2.6 Economics UNITS VALUE SOURCECOMMENTS Molybdenum $/short ton MP Copper $/short ton 7300 MP Rhenium $/short ton MP Soda Ash $/short ton 135 USGS Freight on board, Wyoming Sodium Nitrite (NaNO 2 ) $/short ton 405 Alibaba Sulfuric Acid $/short ton 100 CA Oxygen $/short ton 60 CA Power $/kw hrs 0.05 CA OPEX $/short ton MoPOx Estimated calculation CAPEX $ MoPOx Estimated calculation Revenue $/short ton MoPOx Estimated calculation Figure 14. Design criteria for Robinson Mine acidic pressure oxidation system 7. 7 See Appendix 7: Design Criteria Calculations
32 32 Then a preliminary engineering design was completed for a pressure oxidation system that would successfully recover rhenium and molybdenum from a concentrate given by the Robinson Mine. The battery limits of this study are defined from the grinding of the concentrate to the carbon adsorption system. Further molybdenum and rhenium recovery from activated carbon represents existing technology as is the recovery of the minor amounts of copper solubilized (e.g. cementation, crystallization, etc.). The grinding circuit consists of a closed circuit 4 x 4 ball mill that was chosen. Two tanks, the storage tank post grinding and a pressure oxidation feed tank were designed to hold 5 tons of material and be resistant to corrosion due to the water from the wet grinding. Two pressure oxidation units were designed to create redundancy in the case that one circuit failed. The pressure oxidation unit was planned to process one ton of material, and operate twice per day. The thickener was created to treat 5 tons of material with a 6.1m diameter. A filter press with the capacity of 1 ton/hr was specified. The neutralization system was designed with a tank and mixer and uses soda ash. Finally, the carbon adsorption system was made to treat daily production of molybdenum and rhenium. 7.1 Flowsheet Shown in Figure 15 is the flowsheet created for the acidic pressure oxidation leaching of the molybdenum concentrate. The reground concentrate enters the circuit through the autoclave where it is mixed with oxygen, water, and acid. The temperature is then raised and the reaction is completed. After the autoclave process, the solids are separated from the liquids and with the valuable molybdenum, and rhenium remaining in the leach solution will be recovered using activated carbon. While it is beyond the scope of this study the copper could then be recovered by for example crystallization, cementation, or electrowinning.
33 33 Figure 15. Flowsheet for the acidic pressure oxidation leaching of the molybdenum concentrate. 7.2 Economics In order to fully evaluate the financial benefits of using pressure oxidation over other methods to treat molybdenite concentrates, a pressure oxidation system from grinding to carbon adsorption was developed. Based on the design criteria, prepared for this report, the estimated factored
34 34 capital expenditure (CAPEX) for an acidic pressure oxidation system is $7,272,437. This value includes all equipment necessary and additions for installation, piping and instrumentation, auxiliaries, and engineering costs [16]. In addition, the operating expenditure (OPEX) was calculated to be $ per ton of molybdenum concentrate treated. Amounts for the OPEX are based on the formulated design criteria and the current value of the necessary supplies. Two operators will be used to run this system. In addition, the cost for maintenance and repairs was calculated to be approximately 2% of the CAPEX [17]. Finally, revenue for the acidic system was calculated to be $12, per ton. This estimate was based on a spot price per ton of molybdenum, rhenium, and copper and the overall expected recovery 8. With these values, it was possible to determine the net present value (NPV) and the internal rate of return (IRR). The annual before-tax profit was calculated to be about $8 million. Assuming a plant life of ten years and a discount rate of 8.0%, the NPV was calculated to be approximately $46 million and the IRR was estimated to be 108.1%. The payback period for this investment would be approximately 11 months and the profitability index is Economic values are summarized in Table 7. Table 8. Summary of economics. CAPEX $7,272,437 IRR 108.1% OPEX $ per ton NPV $45,520, Revenue $12,087 per ton Payback Period months Plant Life 10 years Profitability Index 6.26 Discount Rate 8.0% Before Tax Profit $7,867,699 per year 8 See Appendix 8: Economics
35 35 A sensitivity analysis was also performed to determine which value had the greatest effect on NPV relative to the base evaluation case shown in Table 7. Based on Figure 16, it is evident that the NPV is most sensitive to the revenue per ton molybdenum concentrate treated and rhenium values dominate this. Figure 16. NPV sensitivity, showing that revenue per ton molybdenum concentrate treated has the greatest effect on NPV. 8.0 Conclusions The concentrate from the Robinson Mine contains 34.5% molybdenum, 1.59% copper, and 0.159% rhenium. The molybdenum concentration is too low for roasting, but the rhenium
36 36 content has great value. Pressure oxidation provides a new processing opportunity for such concentrates. This study was a comparison of acidic and alkaline pressure oxidation. Alkaline pressure oxidation was tested to leach molybdenum and rhenium into solution. The testing variables were time, temperature, alkaline concentration, and solid concentration. The results of the testing varied, with the best recoveries at 48.3% of the molybdenum, 45.8% of the rhenium, and only 4.32% of copper. Using Stat Ease modeling data, the significant variables for alkaline pressure leaching were found to be time and solids concentration. These results were compared to a previous study using acidic pressure leaching. Using acidic pressure oxidation gave upwards of 80% recovery in all elements. Due to increased recovery in acidic pressure leaching, the acidic process was recommended; however, with more testing, it is possible to have alkaline pressure leaching become a viable option. A preliminary design was formulated for the acidic pressure oxidation system. Using an estimated CAPEX, OPEX, and Revenue, the payback period of the acidic was approximately 11 months (assuming a plant life of 10 years and a discount rate of 8.0%). This gives a before tax profit of $7,867,699 per year with and NPV of $ about 45 M USD and an IRR of 108 %. It is suggested to move forward with the acidic pressure oxidation system due to its high recovery system and profitability potential.
37 9.0 Appendices 9.1 Appendix 1: Molybdenum Concentrate Roasting Contracts 37
38 38
39 39
40 40
41 41

42 9.2 Appendix 2: Robinson Mine Daily Production Summary 42
43 Appendix 3: Robinson Mine Flowsheet [18]
44 Appendix 4: Mass Balance for Alkaline System Test ID Volume Hazen Liquids Results Hazen Solids Results L L g/ml g/l g/l g/l wt% wt% wt% Initial Volume Final Volume Density Cu Mo Re Cu Mo Re MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # < MP POX Test # MP POX Test # < < MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # Test ID grams Initial Solids SOLIDS grams Final Solids % Difference Solids MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test #
45 45 Test ID MOLYBDENUM grams grams grams grams grams Solid Mo Liquid Mo Final Liquid Average Calculated Mo In Mo Out Mo Out Mo Mo Extraction Solid Solid Soln In Out Extr % Extr % Mo Extr % % Head MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # Test ID RHENIUM grams grams grams grams grams Solid Re Liquid Re Final Liquid Average Calculated Re In Re Out Re Out Extraction Solid Solid Soln Re In Re Out Extr % Extr % Re Extr % % Head MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test #
46 46 Test ID COPPER grams grams grams grams grams Liquid Cu Final Liquid Average Calculated Cu In Cu Out Cu Out Extraction Solid Solid Soln Cu In Cu Out Extr % Cu Extr % % Head MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # OXYGEN Steam Oxygen Final Oxygen Oxygen Test ID Pressure In Pressure Out Consumed MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test # MP POX Test #
47 9.5 Appendix 5: Stat Ease Model for Acidic System 47
48 48
49 49
50 50
51 51
52 52
53 53
54 54
55 55
56 56
57 57
58 58
59 59
60 60
61 61
62 62
63 9.6 Appendix 6: Stat Ease Model for Alkaline System 63
64 64
65 65
66 66
67 67
68 68
69 69
70 70
71 71
72 72
73 73
74 74
75 75
76 76
77 77
78 78
79 Appendix 7: Design Criteria Calculations Final Acidity 25 g/l initial acidity 0.4 tons acid/ton consumed *(10g/L solids) = 4 g/l acid consumed 25 g/l 4 g/l = 21 g/l final acidity Acid and Oxygen Consumption Assume 1 ton conc Concentrate: Cu Mo 1.59% 34.50% Cu: Tons Cu Lbs Cu Grams Cu Mols Cu Mols CuFeS2 Mols O2 Grams O2 Lbs O2 Tons O2 Oxygen Tons Cu Lbs Cu Grams Cu Mols Cu Mols CuFeS2 Mols H2SO4 Grams H2SO4 Lbs H2SO4 Tons H2SO4 Acid Mo: Tons Mo Lbs Mo Grams Mo Mols Mo Mols MoS2 Mols O2 Grams O2 Lbs O2 Tons O2 Oxygen Tons Mo Lbs Mo Grams Mo Mols Mo Mols MoS2 Mols H2SO4 Grams H2SO4 Lbs H2SO4 Tons H2SO4 Acid Neutralization Acid Consumption: 1 ton of material at 10g/L solid = 2.5 tons H 2 SO tons acid consumed = 2.1 tons H 2 SO tons (50% recycle) = 1.05 tons H 2 SO 4 Soda Ash Consumption: Na2CO3 + H2SO4 Na2SO4 + CO2 + H2O Where it takes 108lb of soda ash to neutralize 98lb sulfuric acid [16] 1.08 ratio soda ash: sulfuric acid 1.05 tons acid = 1.13 tons soda ash Total Acid Consumption: 1.05 tons Neutralization Acid tons Reaction Acid = 1.45 tons acid consumed Adsorption Capacity: tons/day (2000 lb/ton) = 35.8 lbs/day Stripping Capacity (Ammonia Effluent): 12 L (20g Mo/1L)= 240g Mo=0.53 lb Mo (0.53lb/0.75L)= (309 lb/x) x =437.3 L effluent Capital Costs of Ball Mill: Using Chemical Engineering Consumer Price Index in the Chemical Engineering Magazine, the current price of a ball mill was interpreted from a linear fit from known values from 1959 to 2013 and price of a ball mill from ( )/( ) = =8.87(2103)+b b= Y(1990) = $90,000(579.4/575.4)= $
80 Appendix 8: Economics CAPEX ESTIMATE (+/- 35 %) [17], [18], [20], [21]


81 81 OPEX ESTIMATE (+/- 35 %) Revenue Estimation
EXTRACTIVE METALLURGY
 EXTRACTIVE METALLURGY Extractive metallurgy is the practice of removing valuable metals from an ore and refining the extracted raw metals into a purer form. In order to convert a metal oxide or sulfide
EXTRACTIVE METALLURGY Extractive metallurgy is the practice of removing valuable metals from an ore and refining the extracted raw metals into a purer form. In order to convert a metal oxide or sulfide
COPPER PRECIPITATION AND CYANIDE RECOVERY PILOT TESTING FOR THE NEWMONT YANACOCHA PROJECT
 COPPER PRECIPITATION AND CYANIDE RECOVERY PILOT TESTING FOR THE NEWMONT YANACOCHA PROJECT Michael Botz, Elbow Creek Engineering, Billings, MT Sevket Acar, Newmont Mining Corporation, Englewood, CO Introduction
COPPER PRECIPITATION AND CYANIDE RECOVERY PILOT TESTING FOR THE NEWMONT YANACOCHA PROJECT Michael Botz, Elbow Creek Engineering, Billings, MT Sevket Acar, Newmont Mining Corporation, Englewood, CO Introduction
By-products recovery via integrated copper operations at Rio Tinto Kennecott. EU Commission - Brussels 12 th Nov 2015
 By-products recovery via integrated copper operations at Rio Tinto Kennecott EU Commission - Brussels 12 th Nov 2015 Who we are Rio Tinto is a leading global business delivering value at each stage of
By-products recovery via integrated copper operations at Rio Tinto Kennecott EU Commission - Brussels 12 th Nov 2015 Who we are Rio Tinto is a leading global business delivering value at each stage of
Locked Cycle Leaching Test and Yellowcake Precipitation
 Locked Cycle Leaching Test and Yellowcake Precipitation In 2013, the Saskatchewan Research Council ( SRC ) in Saskatoon, SK, Canada commenced locked cycle alkaline leach testing on drill core samples from
Locked Cycle Leaching Test and Yellowcake Precipitation In 2013, the Saskatchewan Research Council ( SRC ) in Saskatoon, SK, Canada commenced locked cycle alkaline leach testing on drill core samples from
MANAGEMENT OF A COPPER SMELTER DUST FOR COPPER PROFIABILITY
 MANAGEMENT OF A COPPER SMELTER DUST FOR COPPER PROFIABILITY F.J. Algucil, I. García-Díaz, F. López, O. Rodríguez National Center for Metalurgical Research, CSIC INTRODUCTION Copper production by pyrometallurgical
MANAGEMENT OF A COPPER SMELTER DUST FOR COPPER PROFIABILITY F.J. Algucil, I. García-Díaz, F. López, O. Rodríguez National Center for Metalurgical Research, CSIC INTRODUCTION Copper production by pyrometallurgical
Extraction of Tin from Hardhead by Oxidation and Fusion with Sodium Hydroxide
 Journal of Metals, Materials and Minerals, Vol.22 No. pp. -6, 22 Extraction of Tin from Hardhead by Oxidation and Fusion with Sodium Hydroxide Chudhalak UNNKKH and Charkorn JRUPISITTHORN 2 Graduate student,
Journal of Metals, Materials and Minerals, Vol.22 No. pp. -6, 22 Extraction of Tin from Hardhead by Oxidation and Fusion with Sodium Hydroxide Chudhalak UNNKKH and Charkorn JRUPISITTHORN 2 Graduate student,
The Application of Diagnostic Leaching to Copper and Gold Ores
 The Application of Diagnostic Leaching to Copper and Gold Ores by Dr. Corby G. Anderson Director of The Center for Advanced Mineral & Metallurgical Processing Montana Tech Room 221 ELC Building Butte,
The Application of Diagnostic Leaching to Copper and Gold Ores by Dr. Corby G. Anderson Director of The Center for Advanced Mineral & Metallurgical Processing Montana Tech Room 221 ELC Building Butte,
INTMET Clustering Conference Fostering Innovation in the Iberian Pyrite Belt
 INTEGRATED INNOVATIVE METALLURGICAL SYSTEM TO BENEFIT EFFICIENTLY POLYMETALLIC, COMPLEX AND LOW GRADE ORES AND CONCENTRATES innovation programme under grant agreement No: 689515 INTRODUCTION Currently
INTEGRATED INNOVATIVE METALLURGICAL SYSTEM TO BENEFIT EFFICIENTLY POLYMETALLIC, COMPLEX AND LOW GRADE ORES AND CONCENTRATES innovation programme under grant agreement No: 689515 INTRODUCTION Currently
RECOVERY OF IRON-MOLYBDENUM ALLOY FROM COPPER SLAGS
 RECOVERY OF IRON-MOLYBDENUM ALLOY FROM COPPER SLAGS Fernando Parada & Roberto Parra University of Concepcion, Chile Toshiki Watanabe Daido Steel, Daido Material Div. Japan Mitsutaka Hino Tohoku University,
RECOVERY OF IRON-MOLYBDENUM ALLOY FROM COPPER SLAGS Fernando Parada & Roberto Parra University of Concepcion, Chile Toshiki Watanabe Daido Steel, Daido Material Div. Japan Mitsutaka Hino Tohoku University,
Modified Zincex Process by Técnicas Reunidas
 The Modified ZINCEX TM Process is an advantageous smelting hydrometallurgical process licensed by Técnicas Reunidas to produce ultra-pure Zinc cathodes and enable the recovery of other valuable metals.
The Modified ZINCEX TM Process is an advantageous smelting hydrometallurgical process licensed by Técnicas Reunidas to produce ultra-pure Zinc cathodes and enable the recovery of other valuable metals.
Characterization and Flotation of Sulfur from Chalcopyrite Concentrate Leaching Residue
 Journal of Minerals & Materials Characterization & Engineering, Vol. 2, No.1, pp1-9, 2003 http://www.jmmce.org, printed in the USA. All rights reserved Characterization and Flotation of Sulfur from Chalcopyrite
Journal of Minerals & Materials Characterization & Engineering, Vol. 2, No.1, pp1-9, 2003 http://www.jmmce.org, printed in the USA. All rights reserved Characterization and Flotation of Sulfur from Chalcopyrite
Outotec Hydrometallurgical Nickel Plants and Processes
 Outotec Hydrometallurgical Plants and Processes Our expertise and experience provide the path to optimized solutions and complete plants for the production of highquality nickel, from a wide range of nickel
Outotec Hydrometallurgical Plants and Processes Our expertise and experience provide the path to optimized solutions and complete plants for the production of highquality nickel, from a wide range of nickel
OUTOTEC ROASTING SOLUTIONS
 OUTOTEC ROASTING SOLUTIONS Outotec roasting solutions are based on our decades of experience in developing processing technologies for concentrates and ores. Safe, easy, and cost-efficient to operate,
OUTOTEC ROASTING SOLUTIONS Outotec roasting solutions are based on our decades of experience in developing processing technologies for concentrates and ores. Safe, easy, and cost-efficient to operate,
THE CESL PROCESS: SUCCESSFUL REFINING OF A COMPLEX COPPER SULPHIDE CONCENTRATE
 THE CESL PROCESS: SUCCESSFUL REFINING OF A COMPLEX COPPER SULPHIDE CONCENTRATE GLENN BARR AND WILLY GRIEVE 1 INTRODUCTION Cominco Engineering Services Ltd. (CESL) is a wholly - owned subsidiary of Cominco
THE CESL PROCESS: SUCCESSFUL REFINING OF A COMPLEX COPPER SULPHIDE CONCENTRATE GLENN BARR AND WILLY GRIEVE 1 INTRODUCTION Cominco Engineering Services Ltd. (CESL) is a wholly - owned subsidiary of Cominco
9/12/2018. Course Objectives MSE 353 PYROMETALLURGY. Prerequisite. Course Outcomes. Forms of Assessment. Course Outline
 Kwame Nkrumah University of Science & Technology, Kumasi, Ghana MSE 353 PYROMETALLURGY Course Objectives Understand the fundamental concepts of pyrometallurgy Understand the concepts of materials and energy
Kwame Nkrumah University of Science & Technology, Kumasi, Ghana MSE 353 PYROMETALLURGY Course Objectives Understand the fundamental concepts of pyrometallurgy Understand the concepts of materials and energy
PARAMETERS INFLUENCING THE LEACHABILITY OF CALCINES EMANATING FROM MICROWAVE ROASTED SPHALERITE AND PYRITE CONCENTRATES
 PARAMETERS INFLUENCING THE LEACHABILITY OF CALCINES EMANATING FROM MICROWAVE ROASTED SPHALERITE AND PYRITE CONCENTRATES Abstract Antoine Floribert Mulaba-Bafubiandi and T. Phiri The Southern African Institute
PARAMETERS INFLUENCING THE LEACHABILITY OF CALCINES EMANATING FROM MICROWAVE ROASTED SPHALERITE AND PYRITE CONCENTRATES Abstract Antoine Floribert Mulaba-Bafubiandi and T. Phiri The Southern African Institute
IN MINING & MINERAL PROCESSING
 index The following topics are discussed in this document: 1. Introduction 2. Gold Extraction & Processing 3. Cyanide Leaching 4. CIL & CIP 5. Bioleaching 6. Autoclaves 7. Solvent Extraction introduction
index The following topics are discussed in this document: 1. Introduction 2. Gold Extraction & Processing 3. Cyanide Leaching 4. CIL & CIP 5. Bioleaching 6. Autoclaves 7. Solvent Extraction introduction
INTERNATIONAL JOURNAL OF RESEARCH SCIENCE & MANAGEMENT
 PROCESS FOR RECOVERY CHROMIUM FROM ELECTROCHEMICAL MACHINING WASTE BY ACID LEACHING AND CHEMICAL PRECIPTATION Asst. Prof Dr. Saad K. Shather *, Dr. Hijran Z. Toama *, Shahad W. Hamed * * Dept. of Production
PROCESS FOR RECOVERY CHROMIUM FROM ELECTROCHEMICAL MACHINING WASTE BY ACID LEACHING AND CHEMICAL PRECIPTATION Asst. Prof Dr. Saad K. Shather *, Dr. Hijran Z. Toama *, Shahad W. Hamed * * Dept. of Production
Alkaline Glycine Systems as Alternatives Reagents for Copper Deposits of Complex Mineralogy
 Alkaline Glycine Systems as Alternatives Reagents for Copper Deposits of Complex Mineralogy Jacques Eksteen, Elsayed Oraby, Bennson Tanda Western Australian School of Mines Curtin University Introduction
Alkaline Glycine Systems as Alternatives Reagents for Copper Deposits of Complex Mineralogy Jacques Eksteen, Elsayed Oraby, Bennson Tanda Western Australian School of Mines Curtin University Introduction
GALVANOX TM A Novel Process for the Treatment of Copper Concentrates
 GALVANOX TM A Novel Process for the Treatment of Copper Concentrates David G. Dixon UBC Hydrometallurgy PRESENTATION OUTLINE GALVANOX HISTORY GALVANOX FEATURES GALVANOX CHEMISTRY BATCH LEACHING RESULTS
GALVANOX TM A Novel Process for the Treatment of Copper Concentrates David G. Dixon UBC Hydrometallurgy PRESENTATION OUTLINE GALVANOX HISTORY GALVANOX FEATURES GALVANOX CHEMISTRY BATCH LEACHING RESULTS
Hycroft Oxidation Pilot Plant Overview
 Hycroft Oxidation Pilot Plant Overview Hazen Research: AAO Pilot Plant Tour Friday, February 21, 2014 Bill Pennstrom Pennstrom Consulting Art Ibrado M3 Engineering Dennis Gertenbach Hazen Research INVESTIGATIVE
Hycroft Oxidation Pilot Plant Overview Hazen Research: AAO Pilot Plant Tour Friday, February 21, 2014 Bill Pennstrom Pennstrom Consulting Art Ibrado M3 Engineering Dennis Gertenbach Hazen Research INVESTIGATIVE
NEW TECHNOLOGY FOR LEAD
 NEW TECHNOLOGY FOR LEAD Fathi Habashi Department of Mining, Metallurgical, and Materials Engineering Laval University, Quebec City, Canada e-mail: Fathi.Habashi@arul.ulaval.ca Lead is an ancient metal,
NEW TECHNOLOGY FOR LEAD Fathi Habashi Department of Mining, Metallurgical, and Materials Engineering Laval University, Quebec City, Canada e-mail: Fathi.Habashi@arul.ulaval.ca Lead is an ancient metal,
 f. I - i,.. ; ~ ~ ~ /fy~.,.,.l -~,- -~ _
f. I - i,.. ; ~ ~ ~ /fy~.,.,.l -~,- -~ _ FEASIBILITY METALLURGICAL TESTING GOLIATH GOLD PROJECT TREASURY METALS INCORPORATED KM3406. September 4, 2012
 FEASIBILITY METALLURGICAL TESTING GOLIATH GOLD PROJECT TREASURY METALS INCORPORATED KM346 September 4, 212 ISO 91:28 Certificate No. FS 6317 ALS Metallurgy G&T METALLURGICAL SERVICES ADDRESS 2957 Bowers
FEASIBILITY METALLURGICAL TESTING GOLIATH GOLD PROJECT TREASURY METALS INCORPORATED KM346 September 4, 212 ISO 91:28 Certificate No. FS 6317 ALS Metallurgy G&T METALLURGICAL SERVICES ADDRESS 2957 Bowers
Non-Ferrous Extractive Metallurgy Prof. H. S. Ray Department of Metallurgical & Materials Engineering Indian Institute of Technology, Kharagpur
 Non-Ferrous Extractive Metallurgy Prof. H. S. Ray Department of Metallurgical & Materials Engineering Indian Institute of Technology, Kharagpur Lecture No. # 07 Principles of Hydrometalling Friends, we
Non-Ferrous Extractive Metallurgy Prof. H. S. Ray Department of Metallurgical & Materials Engineering Indian Institute of Technology, Kharagpur Lecture No. # 07 Principles of Hydrometalling Friends, we
Arsenic: The Argument for Hydrometallurgical Processing and Stabilization at the Mine Site
 Arsenic: The Argument for Hydrometallurgical Processing and Stabilization at the Mine Site David Dreisinger Industrial Research Chair in Hydrometallurgy University of British Columbia Vancouver, Canada
Arsenic: The Argument for Hydrometallurgical Processing and Stabilization at the Mine Site David Dreisinger Industrial Research Chair in Hydrometallurgy University of British Columbia Vancouver, Canada
RECOVERY OF GERMANIUM FROM LEAD BLAST FURNACE SLAG
 RECOVERY OF GERMANIUM FROM LEAD BLAST FURNACE SLAG Hakan Cengizler 1 and R Hurman Eric 2 1 Celal Bayar University, TMYO, Turgutlu - Turkey 2 University of the Witwatersrand, Johannesburg, School of Chemical
RECOVERY OF GERMANIUM FROM LEAD BLAST FURNACE SLAG Hakan Cengizler 1 and R Hurman Eric 2 1 Celal Bayar University, TMYO, Turgutlu - Turkey 2 University of the Witwatersrand, Johannesburg, School of Chemical
Waste Treatment and Utilization in Heavy Metal Metallurgy
 M2R2 Waste Treatment and Utilization in Heavy Metal Metallurgy Jiang Kaixi BGRIMM Apr. 12-13, 2012, Santiago, Chile 1 Introduction Production of top ten non-ferrous metals in China Ranking the position
M2R2 Waste Treatment and Utilization in Heavy Metal Metallurgy Jiang Kaixi BGRIMM Apr. 12-13, 2012, Santiago, Chile 1 Introduction Production of top ten non-ferrous metals in China Ranking the position
Discussion of the Environmental Impacts of the Solwara 1 Copper Concentration and Smelting Processes
 89 90 Discussion of the Environmental Impacts of the Solwara 1 Copper Concentration and Smelting Processes Tongling Non-Ferrous Metals Group copper smelter Image credit: nerin.com 91 Analysis IV Environmental
89 90 Discussion of the Environmental Impacts of the Solwara 1 Copper Concentration and Smelting Processes Tongling Non-Ferrous Metals Group copper smelter Image credit: nerin.com 91 Analysis IV Environmental
Mongolian Journal of Chemistry. Dissolution behaviour of freibergite-tetrahedrite concentrate in acidic dichromate solution
 Mongolian Journal of Chemistry 14 (40), 2013, p36-40 Mongolian Academy of Sciences Mongolian Journal of Chemistry The Institute of Chemistry & Chemical Technology Dissolution behaviour of freibergite-tetrahedrite
Mongolian Journal of Chemistry 14 (40), 2013, p36-40 Mongolian Academy of Sciences Mongolian Journal of Chemistry The Institute of Chemistry & Chemical Technology Dissolution behaviour of freibergite-tetrahedrite
Lake Victoria Mining Co. Gravity, Flotation and Cyanide Leach Test Work. Prepared for:
 Lake Victoria Mining Co. Gravity, Flotation and Cyanide Leach Test Work Prepared for: Dave Kalenuik Lake Victoria Mining Co. #810-675 West Hastings St. Vancouver, BC Canada V6B 1N2 (604) 719-2896 dkalenuik@gmail.com
Lake Victoria Mining Co. Gravity, Flotation and Cyanide Leach Test Work Prepared for: Dave Kalenuik Lake Victoria Mining Co. #810-675 West Hastings St. Vancouver, BC Canada V6B 1N2 (604) 719-2896 dkalenuik@gmail.com
GRAVITY CONCENTRATION AND FLOTATION OF SPANISH MOUNTAIN COMPOSITES
 GRAVITY CONCENTRATION AND FLOTATION OF SPANISH MOUNTAIN COMPOSITES SEPTEMBER 2010 2 1.0 SUMMARY 3 Gravity concentration and flotation testwork has been carried out on three composite samples from the Spanish
GRAVITY CONCENTRATION AND FLOTATION OF SPANISH MOUNTAIN COMPOSITES SEPTEMBER 2010 2 1.0 SUMMARY 3 Gravity concentration and flotation testwork has been carried out on three composite samples from the Spanish
NICKEL AND COBALT RECOVERY FROM MESABA CONCENTRATE
 NICKEL AND COBALT RECOVERY FROM MESABA CONCENTRATE By K Mayhew, R Mean, L O Connor and T Williams CESL* * CESL focuses on sustainable external and internal growth opportunities, technology transfer and
NICKEL AND COBALT RECOVERY FROM MESABA CONCENTRATE By K Mayhew, R Mean, L O Connor and T Williams CESL* * CESL focuses on sustainable external and internal growth opportunities, technology transfer and
POLYMETALLIC ORES HYDROMETALLURGICAL PROCESSING
 COBRE LAS CRUCES, S.A. Seville, Spain POLYMETALLIC ORES HYDROMETALLURGICAL PROCESSING CARLOS FRIAS, Technology and Innovation Director CONTENT COBRE LAS CRUCES PRESENTATION 1. IBERIAN PYRITE BELT HISTORY
COBRE LAS CRUCES, S.A. Seville, Spain POLYMETALLIC ORES HYDROMETALLURGICAL PROCESSING CARLOS FRIAS, Technology and Innovation Director CONTENT COBRE LAS CRUCES PRESENTATION 1. IBERIAN PYRITE BELT HISTORY
Powder Metallurgy & Mining
 Powder Metallurgy & Mining Research Article Article Anderson. 2013, 2:3 http://dx.doi.org/10.4172/2168-9806.1000115 Open Open Access NSC Hydrometallurgical Pressure Oxidation of Combined Copper and Molybdenum
Powder Metallurgy & Mining Research Article Article Anderson. 2013, 2:3 http://dx.doi.org/10.4172/2168-9806.1000115 Open Open Access NSC Hydrometallurgical Pressure Oxidation of Combined Copper and Molybdenum
Instructions of Using Eco-Goldex E Series Reagent in E-Waste Gold Stripping and Gold Recovery Procedures
 Instructions of Using Eco-Goldex E Series Reagent in E-Waste Gold Stripping and Gold Recovery Procedures Prepared by John Guo (P. Geo, Ph D) Eco-Goldex.com Tel: +1 438-825-5288 Email: john@eco-goldex.com
Instructions of Using Eco-Goldex E Series Reagent in E-Waste Gold Stripping and Gold Recovery Procedures Prepared by John Guo (P. Geo, Ph D) Eco-Goldex.com Tel: +1 438-825-5288 Email: john@eco-goldex.com
Dissolution of copper from a primary chalcopyrite ore calcined with and without Fe 2 O 3 in sulphuric acid solution
 Indian Journal of Chemical Technology Vol. 17, March 2010, pp. 145-149 Dissolution of copper from a primary chalcopyrite ore calcined with and without Fe 2 O 3 in sulphuric acid solution Mustafa Gülfen*
Indian Journal of Chemical Technology Vol. 17, March 2010, pp. 145-149 Dissolution of copper from a primary chalcopyrite ore calcined with and without Fe 2 O 3 in sulphuric acid solution Mustafa Gülfen*
ELIMINATION AND RECOVERY OF ANTIMONY FROM COPPER RESOURCES
 ELIMINATION AND RECOVERY OF ANTIMONY FROM COPPER RESOURCES Samuel A. Awe (1), Caisa Samuelsson (2), Åke Sandström (3) Minerals and Metals Research Laboratory, MiMeR, Division of Sustainable Process Engineering,
ELIMINATION AND RECOVERY OF ANTIMONY FROM COPPER RESOURCES Samuel A. Awe (1), Caisa Samuelsson (2), Åke Sandström (3) Minerals and Metals Research Laboratory, MiMeR, Division of Sustainable Process Engineering,
Recovery of Metals from Sn-Ag-Cu Solder Alloy Dross
 Proceedings of the International Conference on Mining, Material and Metallurgical Engineering Prague, Czech Republic, August 11-12, 2014 Paper No. 79 Recovery of Metals from Sn-Ag-Cu Solder Alloy Dross
Proceedings of the International Conference on Mining, Material and Metallurgical Engineering Prague, Czech Republic, August 11-12, 2014 Paper No. 79 Recovery of Metals from Sn-Ag-Cu Solder Alloy Dross
Soda Ash ( Sodium carbonate) Manufacture
 Manufacture") Soda Ash ( Sodium carbonate) Manufacture Pertinent properties Mol. Wt. 106 M.P. 851deg.C. B.P. Decomposes Soluble in water 8.9 gm/100gm at 20 deg.cel. Grade s: 99% sodium carbonate washing soda ( Na 2
Soda Ash ( Sodium carbonate) Manufacture Pertinent properties Mol. Wt. 106 M.P. 851deg.C. B.P. Decomposes Soluble in water 8.9 gm/100gm at 20 deg.cel. Grade s: 99% sodium carbonate washing soda ( Na 2
Mining. Mining: the extraction of valuable minerals or other geological materials from the Earth
 Mining Mining: the extraction of valuable minerals or other geological materials from the Earth Ore: rocks that contain high concentrations of metals/minerals 1 Categories of Mineral Resources: energy
Mining Mining: the extraction of valuable minerals or other geological materials from the Earth Ore: rocks that contain high concentrations of metals/minerals 1 Categories of Mineral Resources: energy
INTEC ZINC TECHNOLOGY
 Introduction INTEC ZINC TECHNOLOGY A paper for the First International Conference on Mining, Mineral Processing, Metallurgical and Environmental Engineering Zanjan, 1517 September, 2013 D. Sammut, Project
Introduction INTEC ZINC TECHNOLOGY A paper for the First International Conference on Mining, Mineral Processing, Metallurgical and Environmental Engineering Zanjan, 1517 September, 2013 D. Sammut, Project
THE FERRIC ION - GOD S GIFT TO HYDROMETALLURGISTS TO KEEP EM HUMBLE. By Chris Fleming SGS Lakefield Research Ltd.
 THE FERRIC ION - GOD S GIFT TO HYDROMETALLURGISTS TO KEEP EM HUMBLE By Chris Fleming SGS Lakefield Research Ltd. TOPICS The first SEx war There s nothing basic about basic iron sulphate 2 THE FIRST SEx
THE FERRIC ION - GOD S GIFT TO HYDROMETALLURGISTS TO KEEP EM HUMBLE By Chris Fleming SGS Lakefield Research Ltd. TOPICS The first SEx war There s nothing basic about basic iron sulphate 2 THE FIRST SEx
Chapter 20 CHEMISTRY. Metallurgy and the Chemistry of Metals. Dr. Ibrahim Suleiman
 CHEMISTRY Chapter 20 Metallurgy and the Chemistry of Metals Dr. Ibrahim Suleiman GENERAL PROPERTIES AND STRUCTURE OF METALS opaque good conductors of heat and electricity high malleability and ductility
CHEMISTRY Chapter 20 Metallurgy and the Chemistry of Metals Dr. Ibrahim Suleiman GENERAL PROPERTIES AND STRUCTURE OF METALS opaque good conductors of heat and electricity high malleability and ductility
A Novel Process For Recovery Of Te And Se From Copper Slimes Autoclave Leach Solution
 Journal of Minerals & Materials Characterization & Engineering, Vol. 2, No.1, pp53-64, 2003 http://www.jmmce.org, printed in the USA. All rights reserved A Novel Process For Recovery Of Te And Se From
Journal of Minerals & Materials Characterization & Engineering, Vol. 2, No.1, pp53-64, 2003 http://www.jmmce.org, printed in the USA. All rights reserved A Novel Process For Recovery Of Te And Se From
Development of an Innovative Copper Flowsheet at Phu Kham. M F Young and I Crnkovic
 Development of an Innovative Copper Flowsheet at Phu Kham M F Young and I Crnkovic Phu Kham Location in Laos Phu Kham Plant Layout Plant Layout showing Primary Grinding Rougher Flotation IsaMill Regrinding
Development of an Innovative Copper Flowsheet at Phu Kham M F Young and I Crnkovic Phu Kham Location in Laos Phu Kham Plant Layout Plant Layout showing Primary Grinding Rougher Flotation IsaMill Regrinding
PRODUCTION AND REFINING OF METALS (electrolytic C25); PRETREATMENT OF RAW MATERIALS
; PRETREATMENT OF RAW MATERIALS") CPC - C22B - 2017.08 C22B PRODUCTION AND REFINING OF METALS (electrolytic C25); PRETREATMENT OF RAW MATERIALS Metallurgical or chemical processes for producing or recovering metals from metal compounds,
CPC - C22B - 2017.08 C22B PRODUCTION AND REFINING OF METALS (electrolytic C25); PRETREATMENT OF RAW MATERIALS Metallurgical or chemical processes for producing or recovering metals from metal compounds,
Practice Brief GOLD PROCESSING. Revision Date: October 23, 2015
 Practice Brief GOLD PROCESSING Revision Date: October 23, 2015 Prepared by 330 Alison Blvd. Fredericton, New Brunswick Canada, E3C 0A9 Telephone: (506) 454-2359 www.thibault-process-engineering.ca Gold
Practice Brief GOLD PROCESSING Revision Date: October 23, 2015 Prepared by 330 Alison Blvd. Fredericton, New Brunswick Canada, E3C 0A9 Telephone: (506) 454-2359 www.thibault-process-engineering.ca Gold
CHLOR-ALKALI INDUSTRY
 CHLOR-ALKALI INDUSTRY The chlor-alkali industry represents of three major industrial chemicals: Soda ash (sodium carbonate-na 2 CO 3 ) Caustic soda (sodium hydroxide-naoh) Chlorine (Cl 2 ) These chemicals
CHLOR-ALKALI INDUSTRY The chlor-alkali industry represents of three major industrial chemicals: Soda ash (sodium carbonate-na 2 CO 3 ) Caustic soda (sodium hydroxide-naoh) Chlorine (Cl 2 ) These chemicals
Minco Plc Woodstock Manganese Property
 Minco Plc Woodstock Manganese Property Project Development Update and Summary of NI 43 101 Preliminary Economic Assessment Stephanie Goodine, P.Eng. Exploration, Mining and Petroleum New Brunswick Conference
Minco Plc Woodstock Manganese Property Project Development Update and Summary of NI 43 101 Preliminary Economic Assessment Stephanie Goodine, P.Eng. Exploration, Mining and Petroleum New Brunswick Conference
FLOWSHEET CONSIDERATIONS FOR COPPER-COBALT PROJECTS
 FLOWSHEET CONSIDERATIONS FOR COPPER-COBALT PROJECTS A.Nisbett 1, K Baxter 2, K Marte 3, M Urbani 4 1 Cognis Corporation, USA 2 Bateman Engineering Pty Ltd, Australia 3 Bateman Engineering Canada Corporation,
FLOWSHEET CONSIDERATIONS FOR COPPER-COBALT PROJECTS A.Nisbett 1, K Baxter 2, K Marte 3, M Urbani 4 1 Cognis Corporation, USA 2 Bateman Engineering Pty Ltd, Australia 3 Bateman Engineering Canada Corporation,
First Chalcopyrite Copper Concentrate Leaching using Albion Process TM Technology. Glenn Stieper
 First Chalcopyrite Copper Concentrate Leaching using Albion Process TM Technology Glenn Stieper BACKGROUND Glencore has an operating plant, Sable Zinc, in Zambia that was being un-utilised due to the lack
First Chalcopyrite Copper Concentrate Leaching using Albion Process TM Technology Glenn Stieper BACKGROUND Glencore has an operating plant, Sable Zinc, in Zambia that was being un-utilised due to the lack
Effect of Key Parameters on the Selective Acid Leach of Nickel from Mixed Nickel-Cobalt Hydroxide Kelly Byrne, William Hawker, James Vaughan*
 Effect of Key Parameters on the Selective Acid Leach of Nickel from Mixed Nickel-Cobalt Hydroxide Kelly Byrne, William Hawker, James Vaughan* The University of Queensland, School of Chemical Engineering
Effect of Key Parameters on the Selective Acid Leach of Nickel from Mixed Nickel-Cobalt Hydroxide Kelly Byrne, William Hawker, James Vaughan* The University of Queensland, School of Chemical Engineering
Lecture 23. Nitrophosphate Fertilizers Part 1
 Lecture 23 Nitrophosphate Fertilizers Part 1 Introduction Nitrophosphate is the generally accepted term for any fertilizer that is produced by a process involving treatment of phosphate rock with nitric
Lecture 23 Nitrophosphate Fertilizers Part 1 Introduction Nitrophosphate is the generally accepted term for any fertilizer that is produced by a process involving treatment of phosphate rock with nitric
NICKEL AND COBALT RECOVERY FROM A BULK COPPER-NICKEL CONCENTRATE USING THE CESL PROCESS
 NICKEL AND COBALT RECOVERY FROM A BULK COPPER-NICKEL CONCENTRATE USING THE CESL PROCESS D.L. Jones, K. Mayhew and L. O Connor CESL 12380 Horseshoe Way Richmond, British Columbia, Canada V7A 4Z1 ABSTRACT
NICKEL AND COBALT RECOVERY FROM A BULK COPPER-NICKEL CONCENTRATE USING THE CESL PROCESS D.L. Jones, K. Mayhew and L. O Connor CESL 12380 Horseshoe Way Richmond, British Columbia, Canada V7A 4Z1 ABSTRACT
Extractive Metallurgy of Rhenium: A Review
 Extractive Metallurgy of Rhenium: A Review Caelen D. Anderson, MCSM Dr. Patrick R. Taylor Dr. Corby G. Anderson Kroll Institute For Extractive Metallurgy George S. Ansell Department of Metallurgical and
Extractive Metallurgy of Rhenium: A Review Caelen D. Anderson, MCSM Dr. Patrick R. Taylor Dr. Corby G. Anderson Kroll Institute For Extractive Metallurgy George S. Ansell Department of Metallurgical and
Report No. A13575 Part 5
 CIL Extractive Testwork conducted upon Heap Leach (x2) and Drillhole (x2) Composites from the Mt Todd Gold Project for Vista Gold Australia Pty Ltd Report No. A13575 Part 5 April 2013 The results contained
CIL Extractive Testwork conducted upon Heap Leach (x2) and Drillhole (x2) Composites from the Mt Todd Gold Project for Vista Gold Australia Pty Ltd Report No. A13575 Part 5 April 2013 The results contained
ZINC RECOVERY FROM WASTES USING SPENT ACID FROM SCRAPPED LEAD ACID BATTERIES
 ZINC RECOVERY FROM WASTES USING SPENT ACID FROM SCRAPPED LEAD ACID BATTERIES Zdenek Kunicky, Kovohute Pribram nastupnicka, a.s., Czech Republic Jitka Jandova, Department of Metals and Corrosion Engineering,
ZINC RECOVERY FROM WASTES USING SPENT ACID FROM SCRAPPED LEAD ACID BATTERIES Zdenek Kunicky, Kovohute Pribram nastupnicka, a.s., Czech Republic Jitka Jandova, Department of Metals and Corrosion Engineering,
CLEANER PRODUCTION GUIDELINES IN SMELTING INDUSTRIESS
 2015 CLEANER PRODUCTION GUIDELINES IN COPPER SMELTING INDUSTRIESS Gujarat Cleaner Production Centre (Established by Industries & Mines Department, GoG) ENVIS Centre on: Cleaner Production/Technology Supported
2015 CLEANER PRODUCTION GUIDELINES IN COPPER SMELTING INDUSTRIESS Gujarat Cleaner Production Centre (Established by Industries & Mines Department, GoG) ENVIS Centre on: Cleaner Production/Technology Supported
Materials and Energy Balance in Metallurgical Processes. Prof. S. C. Koria. Department of Materials Science and Engineering
 Materials and Energy Balance in Metallurgical Processes Prof. S. C. Koria Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Module No. # 01 Lecture No. # 09 Basics
Materials and Energy Balance in Metallurgical Processes Prof. S. C. Koria Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Module No. # 01 Lecture No. # 09 Basics
Hydrometallurgical Options to Add Value to Copper Projects and Operations
 Hydrometallurgical Options to Add Value to Copper Projects and Operations Peter Rohner Core Resources, Brisbane www.coreresources.com.au 24 th March 2010 Company Overview Highlights Specialist services:
Hydrometallurgical Options to Add Value to Copper Projects and Operations Peter Rohner Core Resources, Brisbane www.coreresources.com.au 24 th March 2010 Company Overview Highlights Specialist services:
INNOVACIÓN EN PLANTAS HIDRO- METALÚRGICAS
 1º SEMINARIO INTERNACIONAL INNOVACIÓN EN PLANTAS HIDRO- METALÚRGICAS 1º INTERNATIONAL SEMINAR: INNOVATION IN HYDROMETALLURGICAL PLANTS A sustainable hydrometallurgical process to develop copper deposits
1º SEMINARIO INTERNACIONAL INNOVACIÓN EN PLANTAS HIDRO- METALÚRGICAS 1º INTERNATIONAL SEMINAR: INNOVATION IN HYDROMETALLURGICAL PLANTS A sustainable hydrometallurgical process to develop copper deposits
For personal use only
 9 December 2011 Bass Metals Confirms Commercial Robustness of Hellyer Gold Project (HGP) HIGHLIGHTS: A study on tailings treatment options confirms HGP as a robust project utilising the Albion Process
9 December 2011 Bass Metals Confirms Commercial Robustness of Hellyer Gold Project (HGP) HIGHLIGHTS: A study on tailings treatment options confirms HGP as a robust project utilising the Albion Process
WET ANALYSIS OF GOLD-SILVER ALLOYS OF HIGH GOLD CONTENT 1
 WET ANALYSIS OF GOLD-SILVER ALLOYS OF HIGH GOLD CONTENT EARLE R. CALEY AND LOWELL W. SHANK Department of Chemistry, The Ohio State University, Columbus, Ohio ABSTRACT -silver alloys dissolve completely
WET ANALYSIS OF GOLD-SILVER ALLOYS OF HIGH GOLD CONTENT EARLE R. CALEY AND LOWELL W. SHANK Department of Chemistry, The Ohio State University, Columbus, Ohio ABSTRACT -silver alloys dissolve completely
Figure 1: Schematic block-diagram of the project test work
 METHODOLOGY A brief schematic diagram for the project test work is presented in Figure 1 and comprises the following main steps: sample collection, sample preparation, chemical characterization, grinding
METHODOLOGY A brief schematic diagram for the project test work is presented in Figure 1 and comprises the following main steps: sample collection, sample preparation, chemical characterization, grinding
New project in Russia with semiautogenous mill selected according to the results of SAGDesign testing
 New project in Russia with semiautogenous mill selected according to the results of SAGDesign testing ABSTRACT 507 Yury V. Kulikov, Arkady Y. Senchenko* John Starkey TOMS institute, Ltd., Russia TOMS institute,
New project in Russia with semiautogenous mill selected according to the results of SAGDesign testing ABSTRACT 507 Yury V. Kulikov, Arkady Y. Senchenko* John Starkey TOMS institute, Ltd., Russia TOMS institute,
AN EFFICIENT APPROACH TO COBALT, COPPER AND NICKEL RECOVERY FROM RAFFINATES, EVAPORATION PONDS, AND OTHER LOW GRADE STREAMS
 AN EFFICIENT APPROACH TO COBALT, COPPER AND NICKEL RECOVERY FROM RAFFINATES, EVAPORATION PONDS, AND OTHER LOW GRADE STREAMS P.A.(Tony) Treasure Managing Director Electrometals Technologies Limited TABLE
AN EFFICIENT APPROACH TO COBALT, COPPER AND NICKEL RECOVERY FROM RAFFINATES, EVAPORATION PONDS, AND OTHER LOW GRADE STREAMS P.A.(Tony) Treasure Managing Director Electrometals Technologies Limited TABLE
FOR IMMEDIATE RELEASE 30 August 2018 TSX-V: AZR
 FOR IMMEDIATE RELEASE 30 August 2018 TSX-V: AZR AZARGA METALS ANNOUNCES POSITIVE, INDEPENDENT, PRELIMINARY ECONOMIC ASSESSMENT ( PEA ) ON UNKUR COPPER-SILVER PROJECT HIGHLIGHTS: Positive PEA result achieved
FOR IMMEDIATE RELEASE 30 August 2018 TSX-V: AZR AZARGA METALS ANNOUNCES POSITIVE, INDEPENDENT, PRELIMINARY ECONOMIC ASSESSMENT ( PEA ) ON UNKUR COPPER-SILVER PROJECT HIGHLIGHTS: Positive PEA result achieved
The Albion Process at the GPM Gold Project The success of a technology
 The Albion Process at the GPM Gold Project The success of a technology Paul Voigt, Glencore Technology (paul.voigt@glencore.com.au) David Walker, Core Resources (dwalker@coreresources.com.au) CIM Conference
The Albion Process at the GPM Gold Project The success of a technology Paul Voigt, Glencore Technology (paul.voigt@glencore.com.au) David Walker, Core Resources (dwalker@coreresources.com.au) CIM Conference
EFFECT OF MECHANICAL ACTIVATION ON THE KINETICS OF LEACHING OF CHALCOPYRITE IN THE FERRIC SULFATE MEDIA
 Iranian Journal of Materials Science & Engineering Vol. 7, Number 2, Spring 2010 EFFECT OF MECHANICAL ACTIVATION ON THE KINETICS OF LEACHING OF CHALCOPYRITE IN THE FERRIC SULFATE MEDIA M.Sh. Bafghi 1,*,
Iranian Journal of Materials Science & Engineering Vol. 7, Number 2, Spring 2010 EFFECT OF MECHANICAL ACTIVATION ON THE KINETICS OF LEACHING OF CHALCOPYRITE IN THE FERRIC SULFATE MEDIA M.Sh. Bafghi 1,*,
Development of Metal Recovery Process from Alkaline Manganese Batteries in Sulfuric Acid Solutions
 Materials Transactions, Vol. 48, No. 2 (27) pp. 244 to 248 #27 The Japan Institute of Metals Development of Metal Recovery Process from Alkaline Manganese Batteries in Sulfuric Acid Solutions Shun-Myung
Materials Transactions, Vol. 48, No. 2 (27) pp. 244 to 248 #27 The Japan Institute of Metals Development of Metal Recovery Process from Alkaline Manganese Batteries in Sulfuric Acid Solutions Shun-Myung
Hydrometallurgy Applications
 Hydrometallurgy Applications Puromet and Purogold resins for metals removal, recovery and sequestration The uses and advantages of ion exchange resins for sorption and recovery of target metals. This Application
Hydrometallurgy Applications Puromet and Purogold resins for metals removal, recovery and sequestration The uses and advantages of ion exchange resins for sorption and recovery of target metals. This Application
DOWNLOAD OR READ : THE LEACHING RATE OF TIN METAL IN OXYGENATED SODIUM HYDROXIDE SOLUTIONS PDF EBOOK EPUB MOBI
 DOWNLOAD OR READ : THE LEACHING RATE OF TIN METAL IN OXYGENATED SODIUM HYDROXIDE SOLUTIONS PDF EBOOK EPUB MOBI Page 1 Page 2 the leaching rate of tin metal in oxygenated sodium hydroxide solutions the
DOWNLOAD OR READ : THE LEACHING RATE OF TIN METAL IN OXYGENATED SODIUM HYDROXIDE SOLUTIONS PDF EBOOK EPUB MOBI Page 1 Page 2 the leaching rate of tin metal in oxygenated sodium hydroxide solutions the
Pressure Leaching of Copper Concentrates
 Pressure Leaching of Copper Concentrates John O. Marsden Senior Vice President Technology & Product Development 2004 Phelps Dodge Corporation Presentation Outline Safety share Introduction Global copper
Pressure Leaching of Copper Concentrates John O. Marsden Senior Vice President Technology & Product Development 2004 Phelps Dodge Corporation Presentation Outline Safety share Introduction Global copper
GOLD RECOVERY FROM COPPER GOLD GRAVITY CONCENTRATES USING THE INLINE LEACH REACTOR AND WEAK BASE RESIN ABSTRACT BACKGROUND
 GOLD RECOVERY FROM COPPER GOLD GRAVITY CONCENTRATES USING THE INLINE LEACH REACTOR AND WEAK BASE RESIN By Sandy Gray*, Nick Katsikaros* and Paul Fallon #, *Gekko Systems Pty Ltd, 321 Learmonth Road, Ballarat,
GOLD RECOVERY FROM COPPER GOLD GRAVITY CONCENTRATES USING THE INLINE LEACH REACTOR AND WEAK BASE RESIN By Sandy Gray*, Nick Katsikaros* and Paul Fallon #, *Gekko Systems Pty Ltd, 321 Learmonth Road, Ballarat,
Direct Nickel Process Breakthrough Technology. May 2015
 Direct Nickel Process Breakthrough Technology May 2015 Introduction Thinking Time MgO + H2O = Mg(OH)2 NiSO4 + Mg(OH)2 = MgSO4 + Ni (OH)2 Ni(NO3) 2+ Mg(OH)2 = Ni (OH)2 + Mg(NO3)2 Mg(NO3)2 = MgO + NO + NO2
Direct Nickel Process Breakthrough Technology May 2015 Introduction Thinking Time MgO + H2O = Mg(OH)2 NiSO4 + Mg(OH)2 = MgSO4 + Ni (OH)2 Ni(NO3) 2+ Mg(OH)2 = Ni (OH)2 + Mg(NO3)2 Mg(NO3)2 = MgO + NO + NO2
Extracting uranium from its ores
 Nuclear fuel cycle' Extracting uranium from its ores g by D.C. Seidel* The development of the uranium mining and ore processing industry is unique. In the space of a little less than 10 years it grew from
Nuclear fuel cycle' Extracting uranium from its ores g by D.C. Seidel* The development of the uranium mining and ore processing industry is unique. In the space of a little less than 10 years it grew from
WASTEFREE TECHNOLOGY FOR PROCESSING SMELTER SLAG FROM BOR COPPER MINE
 Journal of Mining and Metallurgy, 44 A (1) (2008) 44-50 J o u r n a l o f M i n i n g a n d M e t a l l u r g y Abstract WASTEFREE TECHNOLOGY FOR PROCESSING SMELTER SLAG FROM BOR COPPER MINE Rodoljub Stanojlovic
Journal of Mining and Metallurgy, 44 A (1) (2008) 44-50 J o u r n a l o f M i n i n g a n d M e t a l l u r g y Abstract WASTEFREE TECHNOLOGY FOR PROCESSING SMELTER SLAG FROM BOR COPPER MINE Rodoljub Stanojlovic
Study on copper kinetics in processing sulphide ore mixed with copper and zinc with sulfuric acid leaching under pressure
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Study on copper kinetics in processing sulphide ore mixed with copper and zinc with sulfuric acid leaching under pressure To cite
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Study on copper kinetics in processing sulphide ore mixed with copper and zinc with sulfuric acid leaching under pressure To cite
Evaluation of Grade Engineering using Enterprise Optimization. Michael Scott, Nick Redwood
 Evaluation of Grade Engineering using Enterprise Optimization Michael Scott, Nick Redwood Who we are Not for Profit Research Organization Site implementation of stepchange innovation Grade Engineering
Evaluation of Grade Engineering using Enterprise Optimization Michael Scott, Nick Redwood Who we are Not for Profit Research Organization Site implementation of stepchange innovation Grade Engineering
Teck's CESL Nickel Process: Advancing Towards a Commercial Ready Hydromet Solution for Low Grade Disseminated Nickel Sulphides
 Teck's CESL Nickel Process: Advancing Towards a Commercial Ready Hydromet Solution for Low Grade Disseminated Nickel Sulphides By Keith Mayhew, Tannice McCoy, Rob Mean and Adam Miller Teck Resources Limited
Teck's CESL Nickel Process: Advancing Towards a Commercial Ready Hydromet Solution for Low Grade Disseminated Nickel Sulphides By Keith Mayhew, Tannice McCoy, Rob Mean and Adam Miller Teck Resources Limited
GENARAL INTRODUCTION TO METALLURGY :Std: XI-CHEMISTRY
 GENARAL INTRODUCTION TO METALLURGY :Std: XI-CHEMISTRY 1. What is matrix? The ore is generally associated with rock impurities like clay, sand etc. called gangue or matrix 2. What is mineral? The natural
GENARAL INTRODUCTION TO METALLURGY :Std: XI-CHEMISTRY 1. What is matrix? The ore is generally associated with rock impurities like clay, sand etc. called gangue or matrix 2. What is mineral? The natural
Two-stage precipitation process of iron and arsenic from acid leaching solutions
 Two-stage precipitation process of iron and arsenic from acid leaching solutions N. J. BOLIN, J. E. SUNDKVIST Boliden Mineral AB, SE-936 81 Boliden, SWEDEN Received 20 September 2008; accepted 5 November
Two-stage precipitation process of iron and arsenic from acid leaching solutions N. J. BOLIN, J. E. SUNDKVIST Boliden Mineral AB, SE-936 81 Boliden, SWEDEN Received 20 September 2008; accepted 5 November
The effect of NaOH (natrium hydroxide) to slag nickel pyrometallurgy in different temperature and additive ratio
 to slag nickel pyrometallurgy in different temperature and additive ratio") The effect of NaOH (natrium hydroxide) to slag nickel pyrometallurgy in different temperature and additive ratio Rafaeldi Harlin Pangaribuan 1, Juan Patrick 1, Agus Budi Prasetyo 1, Ahmad Maksum 1,2, Badrul
The effect of NaOH (natrium hydroxide) to slag nickel pyrometallurgy in different temperature and additive ratio Rafaeldi Harlin Pangaribuan 1, Juan Patrick 1, Agus Budi Prasetyo 1, Ahmad Maksum 1,2, Badrul
Magnetic Conditioning of Flotation Feed to Increase Recovery of Fine Value Minerals at Boliden s Garpenberg Concentrator
 Magnetic Conditioning of Flotation Feed to Increase Recovery of Fine Value Minerals at Boliden s Garpenberg Concentrator Hamid-Reza Manouchehri (Ph.D.), Sandvik Mining, Sweden Hassna Aitahmed-Ali & Stellan
Magnetic Conditioning of Flotation Feed to Increase Recovery of Fine Value Minerals at Boliden s Garpenberg Concentrator Hamid-Reza Manouchehri (Ph.D.), Sandvik Mining, Sweden Hassna Aitahmed-Ali & Stellan
GRAVIMETRIC DETERMINATION OF SULFATE IN AN UNKNOWN SOLUTION
 GRAVIMETRIC DETERMINATION OF SULFATE IN AN UNKNOWN SOLUTION AIM The main objective of this experiment is to determine the concentration of sulfate ion in an unknown solution by using gravimetry. INTRODUCTION
GRAVIMETRIC DETERMINATION OF SULFATE IN AN UNKNOWN SOLUTION AIM The main objective of this experiment is to determine the concentration of sulfate ion in an unknown solution by using gravimetry. INTRODUCTION
What is: (a) aqua fortis, (b) aqua regia (c) Fixation of Nitrogen?
 aqua fortis, (b) aqua regia (c) Fixation of Nitrogen?") EXERCISE.1 Question 1: What is: (a) aqua fortis, (b) aqua regia (c) Fixation of Nitrogen? Solution 1: Book Name: Selina concise (a) Aqua fortis: Nitric acid is called aqua fortis. Aqua fortis means strong
EXERCISE.1 Question 1: What is: (a) aqua fortis, (b) aqua regia (c) Fixation of Nitrogen? Solution 1: Book Name: Selina concise (a) Aqua fortis: Nitric acid is called aqua fortis. Aqua fortis means strong
Kanowna Belle Pre-Oxidation Project
 Kanowna Belle Pre-Oxidation Project Kanowna Belle Processing Kanowna Belle treats both free milling and refractory ores with the free milling material being sourced predominantly from the East Kundana
Kanowna Belle Pre-Oxidation Project Kanowna Belle Processing Kanowna Belle treats both free milling and refractory ores with the free milling material being sourced predominantly from the East Kundana
Extracting a metal from its ore 2004 by David A. Katz. All rights reserved.
 Extracting a metal from its ore 2004 by David A. Katz. All rights reserved. Minerals are solid elements or compounds found naturally in the Earth's crust. Those minerals that contain sufficient metal to
Extracting a metal from its ore 2004 by David A. Katz. All rights reserved. Minerals are solid elements or compounds found naturally in the Earth's crust. Those minerals that contain sufficient metal to
Optimisation of the Leaching Parameters of a Gold Ore in Sodium Cyanide Solution
 National University of Science and Technolgy NuSpace Institutional Repository Chemical Engineering http://ir.nust.ac.zw Chemical Engineering Publications 2018-03 Optimisation of the Leaching Parameters
National University of Science and Technolgy NuSpace Institutional Repository Chemical Engineering http://ir.nust.ac.zw Chemical Engineering Publications 2018-03 Optimisation of the Leaching Parameters
Part 1 Pre-16 The platinum story
 Materials 1. Food 3 3 Part 1 Pre-16 The platinum story Teacher s notes This section includes information on platinum (which can be used along with the video), questions to test comprehension, a word search
Materials 1. Food 3 3 Part 1 Pre-16 The platinum story Teacher s notes This section includes information on platinum (which can be used along with the video), questions to test comprehension, a word search
The following are the completed but unbalanced equations. Each equation is numbered to match each step of the cycle:
 REACTIONS OF COPPER Copper will undergo many types of reactions. In this experiment you will observe a sequence of copper reactions. The sequence begins with copper metal and ends with copper metal, so
REACTIONS OF COPPER Copper will undergo many types of reactions. In this experiment you will observe a sequence of copper reactions. The sequence begins with copper metal and ends with copper metal, so
Alternative Models for the Calculation of CAPEX and OPEX for a Hydrometallurgical Plant
 Alternative Models for the Calculation of CAPEX and OPEX for a Hydrometallurgical Plant Harald Osthof, 1 Jürgen Antrekowitsch 2 and Stefan Steinlechner 2 1 Railly&Hill Metal Recovery Inc., Dubai 2 Department
Alternative Models for the Calculation of CAPEX and OPEX for a Hydrometallurgical Plant Harald Osthof, 1 Jürgen Antrekowitsch 2 and Stefan Steinlechner 2 1 Railly&Hill Metal Recovery Inc., Dubai 2 Department
Optimisation of Circuits for Pressure Leaching of Sulfide Ores and Concentrates
 Optimisation of Circuits for Pressure Leaching of Sulfide Ores and Concentrates Fadeela Saloojee and Frank K. Crundwell CM Solutions, Johannesburg, South Africa Corresponding author: fadeela@cm-solutions.co.za
Optimisation of Circuits for Pressure Leaching of Sulfide Ores and Concentrates Fadeela Saloojee and Frank K. Crundwell CM Solutions, Johannesburg, South Africa Corresponding author: fadeela@cm-solutions.co.za
Metallurgium TM. Lessons Learned from the Copper Industry Applied to Gold Extraction. John O. Marsden
 Metallurgium TM Lessons Learned from the Copper Industry Applied to Gold Extraction John O. Marsden Keynote Presentation at World Gold 2009 Conference, Johannesburg, South Africa, October 30 th, 2009 Overview
Metallurgium TM Lessons Learned from the Copper Industry Applied to Gold Extraction John O. Marsden Keynote Presentation at World Gold 2009 Conference, Johannesburg, South Africa, October 30 th, 2009 Overview
Optimization of circuits for pressure leaching of sulphide ores and concentrates
 Optimization of circuits for pressure leaching of sulphide ores and concentrates by F. Saloojee* and F.K. Crundwell* http://dx.doi.org/10.17159/2411-9717/2016/v116n6a5 Pressure leaching is an option for
Optimization of circuits for pressure leaching of sulphide ores and concentrates by F. Saloojee* and F.K. Crundwell* http://dx.doi.org/10.17159/2411-9717/2016/v116n6a5 Pressure leaching is an option for
Chemical reactions and electrolysis
 Chemical reactions and electrolysis Higher Revision Questions Name: Class: Date: Time: 95 minutes Marks: 95 marks Comments: Page of 29 (a) Magnesium metal is shaped to make magnesium ribbon. Explain why
Chemical reactions and electrolysis Higher Revision Questions Name: Class: Date: Time: 95 minutes Marks: 95 marks Comments: Page of 29 (a) Magnesium metal is shaped to make magnesium ribbon. Explain why
The TMAC Resources Inc. Hope Bay Project An Innovative Approach. Gerhard Bezuidenhout
 The TMAC Resources Inc. Hope Bay Project An Innovative Approach Gerhard Bezuidenhout Gekko s mission Global Footprint Global & Gold/Silver Focused - increasing coal/polymetallic focus Total 150 staff Team
The TMAC Resources Inc. Hope Bay Project An Innovative Approach Gerhard Bezuidenhout Gekko s mission Global Footprint Global & Gold/Silver Focused - increasing coal/polymetallic focus Total 150 staff Team
Published in German in METALL (Berlin) 28 (11), (1974) THE RECOVERY OF COPPER, IRON, AND SULFUR FROM CHALCOPYRITE CONCENTRATE BY REDUCTION
 28 (11), (1974) THE RECOVERY OF COPPER, IRON, AND SULFUR FROM CHALCOPYRITE CONCENTRATE BY REDUCTION") ublished in German in METALL (Berlin) 28 (11), 1051-54 (1974) THE RECOVERY OF COER, IRON, AND SULFUR FROM CHALCOYRITE CONCENTRATE BY REDUCTION Fathi Habashi Department of Mining & Metallurgy, Laval University
ublished in German in METALL (Berlin) 28 (11), 1051-54 (1974) THE RECOVERY OF COER, IRON, AND SULFUR FROM CHALCOYRITE CONCENTRATE BY REDUCTION Fathi Habashi Department of Mining & Metallurgy, Laval University
Owendale pilot plant program completed successfully
 12 June 2018 Owendale pilot plant program completed successfully Key Highlights Achieved goals set for program: o Metallurgical performance of flowsheet to produce refined Sc2O3 and a Ni/Co preconcentrate
12 June 2018 Owendale pilot plant program completed successfully Key Highlights Achieved goals set for program: o Metallurgical performance of flowsheet to produce refined Sc2O3 and a Ni/Co preconcentrate