Extrusion of complex shapes
|
|
|
- Jessica Burns
- 6 years ago
- Views:
Transcription
1 Extrusion of complex shapes 1

2 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross section Products: bars, solid and hollow sections, tubes, strips ram container dead metal zone and shear surface bar Die opening 2


3 Nonlubricated hot extrusion container billet Direct or forward extrusion stem Indirect or backward extrusion 3

4 Lubricated hot extrusion Die opening ram bar billet 4

5 Hydrostatic extrusion billet fluid Die opening container seal ram Hydrostatic fluid is forcing to flow the billet through the die opening It is used for materials which can not be formed by other extrusion processes 5

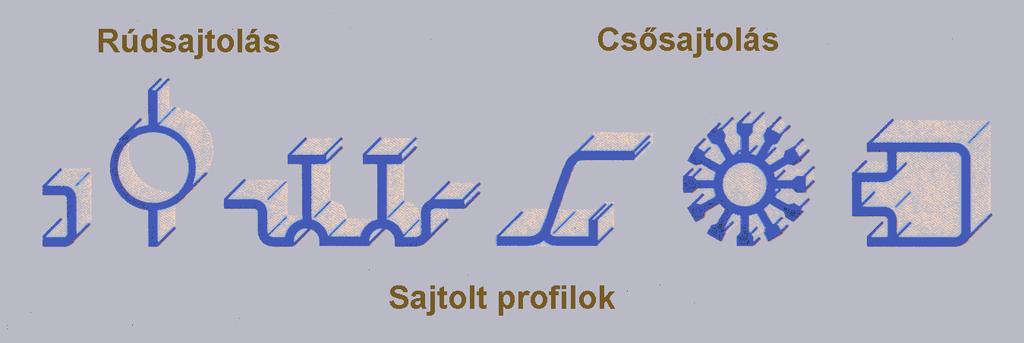
6 Extruded Profiles 6
7 Comparison of processes Hydrostatic Nonlubricated Lubricated Characterisation of process The material flows by internal shear Lubricant film between billet and container Fluid around the billet Billet material Aluminium alloys Cu,Ti alloys, steels Special alloys Lubricants No Grease or glass High pressure oil 7
8 Comparison of processes: forward and backward extrusion Advantages of backward extrusion: Reduction in maximum load Billet length is not limited by friction No heat is generated by frictionűincreased tool life Disadvantages: Impurities in the billet surface affect the surface of extruded bar The length of extruded bar or tube is limited by the length of the stem 8
9 Materials for hot extrusion Material Aluminium and Al alloys Temperature ( o C) Application Pipes, wire, bars, structural sections Copper and Cu alloys Wire, rod, bars for electrical conductors Steels Limited application, simpler sections 9
10 Drawing of rods, wires and tubes 10
11 Principle of rod and tube drawing Drawing tool is a conic die Distinction between wire and rod: Wire D < 5 mm; Rod D > 5 mm Wire drawing: continuous uncoiled => drawing => re-coiled Rod drawing: single-die machines (drawing bench) these benches do not require coiling of the as-drawn product 11
12 The drawing process: The deformation made by indirect compression The dies are made of tool steel, cemented WC or diamond For tube drawing we have to use inner dies if we want to reduce the wall thickness Drawing processes are very productive, because of high working speed 12
13 Tooling of rod and wire drawing Die ring Workpiece Cross-sectional area of a rod, bar, and wire is reduced by pulling metal through a die by means of tensile force applied to the exit side of the workpiece 13


14 Rod drawing bench Die Draw head Die holder Jaw Conic die Drawing bench The pulling force cannot exceed the strength of the wire or rod being drawn Area reduction per drawing pass is smaller than 30-35% 14
15 Tube drawing Die Mandrel 15
16 Superplastic Sheet Forming 16
17 Principles (1) Superplasticity: exceptional ductility easy deformation under low tension or pressure Tensile ductility (elongation): % Types of superplasticity: Micrograin Transformation Internal stresses 17
18 Principles (2) Conditions of micrograin superplasticity: Very fine grain size (5 10 µm) Relatively high temperature Controlled, very low strain rate (0,0001 0,01 s -1 ) Only a limited number of commercial alloys are superplastic Forming methods are different from conventional forming processes 18

19 Producing fine grain size 19
20 Theoretical considerations Flow stress curve: Where: n: strain hardening exponent m: strain rate sensitivity Uniform strain is dependent from n and m: n m σ f = c ϕe & ϕe ( if T = const.) ε u n = 1 m if m 1 then ε u 20

21 Affect of temperature and strain rate on m-value 21
22 Characteristics of superplastic alloys Temp. C o Strain rate s -1 Grain size µm m ε % Al- 33Cu * ,8-0, Al- 6Cu- 0,5Zr , Ti-6Al- 4V ,
23 Superplastic forming processes Blow or vacuum forming Deep drawing Forging Extrusion Dieless drawing 23

24 Blow forming Free form of sheet metal Used for automotive body parts Temperature: constant Time: min 24

25 Thermo-forming: moving die + gas pressure 25

26 Superplastic deep drawing Heated die and sheet Water-cooled punch 26
27 Components produced by SP forming 27
28 Summary The SPF is unique in terms of the complexity of parts that can be produced Main characteristics: High ductility of materials Non-conventional manufacturing methods SPF processes are being increasily used for a wide range of applications 28
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
2
 1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
1 2 3 4 5 6 7 Direct -Straightforward steady forward force by hydraulic ram Indirect -Has the advantage that there is no friction between billet and chamber (no movement) -Note dummy block at face of ram
Chapter 15 Extrusion and Drawing of Metals
 Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Manufacturing Process - I
 Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Manufacturing Process - I UNIT II Metal Forming Processes Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik
Casting. Forming. Sheet metal processing. Powder- and Ceramics Processing. Plastics processing. Cutting. Joining.
 Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 8: Forming Processes (Rolling, Extrusion, Forging, Drawing) DR. SOTIRIS L. OMIROU Forming Processes - Definition & Types - Forming processes are those in which
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 8: Forming Processes (Rolling, Extrusion, Forging, Drawing) DR. SOTIRIS L. OMIROU Forming Processes - Definition & Types - Forming processes are those in which
Bulk Deformation Processes
 Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types
Bulk Deformation Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What is Bulk Deformation? Classification of Bulk Deformation Processes Types
Objectives. This chapter provides fundamental background on processes of drawing of rods, wires and tubes.
 WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
UNIT III BULK DEFORMATION PROCESS
 Hot Working of Metals UNIT III BULK DEFORMATION PROCESS Hot working is defined as the process of altering the shape or size of a metal by plastic deformation with the temperature above the recrystallisation
Hot Working of Metals UNIT III BULK DEFORMATION PROCESS Hot working is defined as the process of altering the shape or size of a metal by plastic deformation with the temperature above the recrystallisation
ME 333 Manufacturing Processes II
 ME 333 Manufacturing Processes II Chapter 5 Metal Working Processes Mechanical Engineering University of Gaziantep Dr. A. Tolga Bozdana www.gantep.edu.tr/~bozdana Introduction Metal forming involves large
ME 333 Manufacturing Processes II Chapter 5 Metal Working Processes Mechanical Engineering University of Gaziantep Dr. A. Tolga Bozdana www.gantep.edu.tr/~bozdana Introduction Metal forming involves large
CHAPTER FOUR Forming Processes
 CHAPTER FOUR Forming Processes Forming, shown in Fig. 4.1, is the process of changing the shape of the product without chip formation. The volume of the metal of the product remains constant before and
CHAPTER FOUR Forming Processes Forming, shown in Fig. 4.1, is the process of changing the shape of the product without chip formation. The volume of the metal of the product remains constant before and
A given material (shapeless or a simple geometry) Rolling, extrusion, forging, bending, drawing (plastic deformation)
 Rolling, extrusion, forging, bending, drawing (plastic deformation)") A given material (shapeless or a simple geometry) Primary shaping processes Metal forming processes Metal cutting processes Metal treatment processes A complex geometry (shape, size, accuracy, tolerances,
A given material (shapeless or a simple geometry) Primary shaping processes Metal forming processes Metal cutting processes Metal treatment processes A complex geometry (shape, size, accuracy, tolerances,
Hail University College of Engineering Department of Mechanical Engineering. Metal Extrusion and Drawing Processes and Equipment.
 Hail University College of Engineering Department of Mechanical Engineering Metal Extrusion and Drawing Processes and Equipment Ch 15 Metal Extrusion and Drawing Extrusion and drawing involve, respectively,
Hail University College of Engineering Department of Mechanical Engineering Metal Extrusion and Drawing Processes and Equipment Ch 15 Metal Extrusion and Drawing Extrusion and drawing involve, respectively,
MANUFACTURING SCIENCE-I Time: 1 hour (EME-402) Max. marks:30
 Max. marks:30") B.Tech. [SEM-IV (ME-41,42,43 & 44] QUIZ TEST-1 (Session: 2010-11) MANUFACTURING SCIENCE-I Time: 1 hour (EME-402) Max. marks:30 Note: All questions are compulsory. Q-1). Why there is no material wastage
B.Tech. [SEM-IV (ME-41,42,43 & 44] QUIZ TEST-1 (Session: 2010-11) MANUFACTURING SCIENCE-I Time: 1 hour (EME-402) Max. marks:30 Note: All questions are compulsory. Q-1). Why there is no material wastage
Fundamental Course in Mechanical Processing of Materials. Exercises
 Fundamental Course in Mechanical Processing of Materials Exercises 2017 3.2 Consider a material point subject to a plane stress state represented by the following stress tensor, Determine the principal
Fundamental Course in Mechanical Processing of Materials Exercises 2017 3.2 Consider a material point subject to a plane stress state represented by the following stress tensor, Determine the principal
Module 3 Selection of Manufacturing Processes. IIT Bombay
 Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Materials & Processes in Manufacturing
 Materials & Processes in Manufacturing ME 151 Chapter 18 Hot Working Processes 1 Introduction Forming of materials their recrystallization temperature Higher temperatures weaken the metal making it more
Materials & Processes in Manufacturing ME 151 Chapter 18 Hot Working Processes 1 Introduction Forming of materials their recrystallization temperature Higher temperatures weaken the metal making it more
Mechanical behavior of crystalline materials - Stress Types and Tensile Behaviour
 Mechanical behavior of crystalline materials - Stress Types and Tensile Behaviour 3.1 Introduction Engineering materials are often found to posses good mechanical properties so then they are suitable for
Mechanical behavior of crystalline materials - Stress Types and Tensile Behaviour 3.1 Introduction Engineering materials are often found to posses good mechanical properties so then they are suitable for
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
MEEN Nanoscale Issues in Manufacturing
 MEEN 489-500 Nanoscale Issues in Manufacturing Equal Channel Angular Extrusion (ECAE) Lecture 1 : Bulk Nanostructured Materials 1-ECAE 1 Bulk Nanostructured Materials Theme 2: Fabrication of bulk materials
MEEN 489-500 Nanoscale Issues in Manufacturing Equal Channel Angular Extrusion (ECAE) Lecture 1 : Bulk Nanostructured Materials 1-ECAE 1 Bulk Nanostructured Materials Theme 2: Fabrication of bulk materials
Chapter 16 Bulk Forming Processes. Materials Processing. Types of Deformation (Chapter 16) MET Manufacturing Processes
 MET Manufacturing Processes") MET 33800 Manufacturing Processes Chapter 16 Bulk Forming Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters 11-13
MET 33800 Manufacturing Processes Chapter 16 Bulk Forming Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters 11-13
Aspects of wire drawing and tube drawing
 Aspects of wire drawing and tube drawing R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Joint Initiative of IITs and IISc Funded by MHRD Page 1 of 8 Table of Contents 1. Further
Aspects of wire drawing and tube drawing R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Joint Initiative of IITs and IISc Funded by MHRD Page 1 of 8 Table of Contents 1. Further
PLATE FORGING FOR CONTROLLING WALL THICKNESS DISTRIBUTION OF PRODUCTS
 PLATE FORGING FOR CONTROLLING WALL THICKNESS DISTRIBUTION OF PRODUCTS Ken-ichiro Mori Department of Mechanical Engineering, Toyohashi University of Technology, Japan Summary Plate forging processes for
PLATE FORGING FOR CONTROLLING WALL THICKNESS DISTRIBUTION OF PRODUCTS Ken-ichiro Mori Department of Mechanical Engineering, Toyohashi University of Technology, Japan Summary Plate forging processes for
Types of Strain. Engineering Strain: e = l l o. Shear Strain: γ = a b
 Types of Strain l a g Engineering Strain: l o l o l b e = l l o l o (a) (b) (c) Shear Strain: FIGURE 2.1 Types of strain. (a) Tensile. (b) Compressive. (c) Shear. All deformation processes in manufacturing
Types of Strain l a g Engineering Strain: l o l o l b e = l l o l o (a) (b) (c) Shear Strain: FIGURE 2.1 Types of strain. (a) Tensile. (b) Compressive. (c) Shear. All deformation processes in manufacturing
Hot Forming. Kalpakjian
 Hot Forming Kalpakjian Hot Working: Forging Open Die Forging www.smeedwerkunica.nl Paul Berenson, www.paulb.com T.Green, WIT Forging: Heat Loss Metal near die surfaces are coolest, flow less www.freedomalloysusa.com
Hot Forming Kalpakjian Hot Working: Forging Open Die Forging www.smeedwerkunica.nl Paul Berenson, www.paulb.com T.Green, WIT Forging: Heat Loss Metal near die surfaces are coolest, flow less www.freedomalloysusa.com
Unit-III Rolling Process. Introduction
 Introduction Unit-III Rolling Process Rolling is one of the most important industrial metal forming operations. Hot Rolling is employed for breaking the ingots down into wrought products such as into blooms
Introduction Unit-III Rolling Process Rolling is one of the most important industrial metal forming operations. Hot Rolling is employed for breaking the ingots down into wrought products such as into blooms
Chapter 8: Strain Hardening and Annealing
 Slide 1 Chapter 8: Strain Hardening and Annealing 8-1 Slide 2 Learning Objectives 1. Relationship of cold working to the stress-strain curve 2. Strain-hardening mechanisms 3. Properties versus percent
Slide 1 Chapter 8: Strain Hardening and Annealing 8-1 Slide 2 Learning Objectives 1. Relationship of cold working to the stress-strain curve 2. Strain-hardening mechanisms 3. Properties versus percent
Manufacturing process I Course Supervisor Walid Khraisat
 Manufacturing process I Course Supervisor Walid Khraisat . Course Objectives The following basic course objectives are expected to be achieved during the course Be able to discuss/explain the importance
Manufacturing process I Course Supervisor Walid Khraisat . Course Objectives The following basic course objectives are expected to be achieved during the course Be able to discuss/explain the importance
Metals Technology. Forming II.
 Metals Technology Forming II. Today s topic Rolling Forging Extrusion Sheet metal forming Rolling techniques Flat rolling Material s flow in the rolling gap Flat rolling Rolling arrangement Flat rolling
Metals Technology Forming II. Today s topic Rolling Forging Extrusion Sheet metal forming Rolling techniques Flat rolling Material s flow in the rolling gap Flat rolling Rolling arrangement Flat rolling
ME 4563 ME 4563 ME Introduction to Manufacturing Processes. College of Engineering Arkansas State University.
 Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Methods for manufacturing metal sheets, bars, wires tubes or the like. (covered by B21C 37/00)
") CPC - B21C - 2017.08 B21C MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING
CPC - B21C - 2017.08 B21C MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING
Types Of Extrusion. FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact.
 direct; (b) indirect; (c) hydrostatic; (d) impact.") Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
1. Definitions and classification of Metal forming processes
 1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
CHAPTER 4 1/1/2016. Mechanical Properties of Metals - I. Processing of Metals - Casting. Hot Rolling of Steel. Casting (Cont..)
") Processing of Metals - Casting CHAPTER 4 Mechanical Properties of Metals - I Most metals are first melted in a furnace. Alloying is done if required. Large ingots are then cast. Sheets and plates are then
Processing of Metals - Casting CHAPTER 4 Mechanical Properties of Metals - I Most metals are first melted in a furnace. Alloying is done if required. Large ingots are then cast. Sheets and plates are then
Forging die design and Forging defects
 Forging die design and Forging defects 1.1 Forging die-design aspects: Die design is more empirical and requires experience. Design of die depends on the processing steps, nature of work piece material,
Forging die design and Forging defects 1.1 Forging die-design aspects: Die design is more empirical and requires experience. Design of die depends on the processing steps, nature of work piece material,
Fundamentals of Metal Forming
 Fundamentals of Metal Forming Chapter 15 15.1 Introduction Deformation processes have been designed to exploit the plasticity of engineering materials Plasticity is the ability of a material to flow as
Fundamentals of Metal Forming Chapter 15 15.1 Introduction Deformation processes have been designed to exploit the plasticity of engineering materials Plasticity is the ability of a material to flow as
MULTI-STAGE COLD FORGING
 MULTI-STAGE COLD FORGING June 2018 For more information about our products and services, please contact your nearest Unisteel representative. Alternatively, visit our website now at www.unisteeltech.com
MULTI-STAGE COLD FORGING June 2018 For more information about our products and services, please contact your nearest Unisteel representative. Alternatively, visit our website now at www.unisteeltech.com
INTRODUCTION AND CONCEPTS OF ROLLING, FORGING AND EXTRUSION
 INTRODUCTION AND CONCEPTS OF ROLLING, FORGING AND EXTRUSION In mechanical working process the raw material is the metal in some form which is subjected to external force. The raw material is obtained by
INTRODUCTION AND CONCEPTS OF ROLLING, FORGING AND EXTRUSION In mechanical working process the raw material is the metal in some form which is subjected to external force. The raw material is obtained by
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING ME 6302 MANUFACTURING TECHNOLOGY 1 (QUESTION BANK) I-METAL CASTING PROCESSES PART-A (2 MARKS) 1.Name any four types of commonly used
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING ME 6302 MANUFACTURING TECHNOLOGY 1 (QUESTION BANK) I-METAL CASTING PROCESSES PART-A (2 MARKS) 1.Name any four types of commonly used
Cold Metalforming Processes
 UNIVERSITY of MISKOLC Faculty of Materials Science and Engineering Antal Kerpely Doctoral School of Materials Science & Technology Cold Metalforming Processes Dr. Sándor Kovács COURSE DESCRIPTION 2016.
UNIVERSITY of MISKOLC Faculty of Materials Science and Engineering Antal Kerpely Doctoral School of Materials Science & Technology Cold Metalforming Processes Dr. Sándor Kovács COURSE DESCRIPTION 2016.
Chapter 7: Dislocations and strengthening mechanisms. Strengthening by grain size reduction
 Chapter 7: Dislocations and strengthening mechanisms Mechanisms of strengthening in metals Strengthening by grain size reduction Solid-solution strengthening Strain hardening Recovery, recrystallization,
Chapter 7: Dislocations and strengthening mechanisms Mechanisms of strengthening in metals Strengthening by grain size reduction Solid-solution strengthening Strain hardening Recovery, recrystallization,
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
Bulk Forming Processes
 Bulk Forming Processes Chapter 16 16.1 Introduction Metal has been shaped by deformation processes for several thousand years Forging, rolling, and wire drawing were performed in the Middle Ages The Industrial
Bulk Forming Processes Chapter 16 16.1 Introduction Metal has been shaped by deformation processes for several thousand years Forging, rolling, and wire drawing were performed in the Middle Ages The Industrial
Extrusion. Subjects of interest
 Chapter 4 Extrusion Subjects of interest Introduction/objectives Classification of extrusion processes Extrusion equipment (Presses, dies and tools) Hot extrusion Deformation, lubrication, and defects
Chapter 4 Extrusion Subjects of interest Introduction/objectives Classification of extrusion processes Extrusion equipment (Presses, dies and tools) Hot extrusion Deformation, lubrication, and defects
Chapter Four EXTRUDABILITY & QUENCH SENSITIVITY
 Chapter Four EXTRUDABILITY & QUENCH SENSITIVITY Metal Response and Extrudability Mechanical Properties Data flow stress ductility temperature Localized Deformation Extrudability Testing Flow Stress Data
Chapter Four EXTRUDABILITY & QUENCH SENSITIVITY Metal Response and Extrudability Mechanical Properties Data flow stress ductility temperature Localized Deformation Extrudability Testing Flow Stress Data
Frictional Condition Evaluation in Hot Magnesium Forming Using T- Shape and Ring Compression Tests
 College of Engineering Society of Manufacturing University of Tehran Engineering of Iran 3 rd International Conference on Manufacturing Engineering ICME211, Tehran, Iran 27-29 December 211 Frictional Condition
College of Engineering Society of Manufacturing University of Tehran Engineering of Iran 3 rd International Conference on Manufacturing Engineering ICME211, Tehran, Iran 27-29 December 211 Frictional Condition
Unit4 (Class10) Rolling
 Rolling") Unit4 (Class10) Rolling What we learnt in the last class Effect of Hydrostatic Stress on Mechanical Working Process, Workability of Metals, Workability Limit Diagram(WLD), Residual Stress in Wrought Products.
Unit4 (Class10) Rolling What we learnt in the last class Effect of Hydrostatic Stress on Mechanical Working Process, Workability of Metals, Workability Limit Diagram(WLD), Residual Stress in Wrought Products.
Wire Drawing Cold Forming Sheet Metal Forming Rolling
 We have made it easy for you to find a PDF Ebooks without any digging. And by having access to our ebooks online or by storing it on your computer, you have convenient answers with wire drawing cold forming
We have made it easy for you to find a PDF Ebooks without any digging. And by having access to our ebooks online or by storing it on your computer, you have convenient answers with wire drawing cold forming
Forming - Bulk Forming
 Forming - Bulk Forming Manufacturing Technology II Lecture 4 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technologies Prof. Dr.-Ing. Dr.-Ing. E. h. F. Klocke Outline
Forming - Bulk Forming Manufacturing Technology II Lecture 4 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technologies Prof. Dr.-Ing. Dr.-Ing. E. h. F. Klocke Outline
BMM3643 Manufacturing Processes Bulk Metal Forming Processes (Forging Operations)
") BMM3643 Manufacturing Processes Bulk Metal Forming Processes (Forging Operations) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will introduced
BMM3643 Manufacturing Processes Bulk Metal Forming Processes (Forging Operations) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will introduced
PARAMETERS AFFECTING MECHANICAL WORKING PROCESSES The following parameters influence the Mechanical Working Process:
 PARAMETERS AFFECTING MECHANICAL WORKING PROCESSES The following parameters influence the Mechanical Working Process: i) Temperature of Metal ii) Strain Rate iii) Friction iv) Nature of Forces v) Metal
PARAMETERS AFFECTING MECHANICAL WORKING PROCESSES The following parameters influence the Mechanical Working Process: i) Temperature of Metal ii) Strain Rate iii) Friction iv) Nature of Forces v) Metal
Surface finish or precision. Relationship between the two types of variables is established through: Experience Experiments Modeling
 METAL FORMING Hot & Cold Forming: Process based on the metal ability (Plasticity) to flow plastically while remaining in solid state, without deterioration of its properties Advantages: No material waste
METAL FORMING Hot & Cold Forming: Process based on the metal ability (Plasticity) to flow plastically while remaining in solid state, without deterioration of its properties Advantages: No material waste
18 FUNDAMENTALS OF METAL FORMING. Metal Forming and Sheet Metalworking 18.1 OVERVIEW OF METAL FORMING. Chapter Contents
 Part V Metal Forming and Sheet Metalworking 18 FUNDAMENTALS OF METAL FORMING Chapter Contents 18.1 Overview of Metal Forming 18.2 Material Behavior in Metal Forming 18.3 Temperature in Metal Forming 18.4
Part V Metal Forming and Sheet Metalworking 18 FUNDAMENTALS OF METAL FORMING Chapter Contents 18.1 Overview of Metal Forming 18.2 Material Behavior in Metal Forming 18.3 Temperature in Metal Forming 18.4
Practicability of High Temperature and High Strain Rate Superplastic Deep Drawing Process for AA3003 Alloy Cylindrical Cups
 International Journal of Engineering Inventions e-issn: 2278-7461, p-issn: 2319-6491 Volume 5, Issue 3 [February 2016] PP: 16-23 Practicability of High Temperature and High Strain Rate Superplastic Deep
International Journal of Engineering Inventions e-issn: 2278-7461, p-issn: 2319-6491 Volume 5, Issue 3 [February 2016] PP: 16-23 Practicability of High Temperature and High Strain Rate Superplastic Deep
Chapter 15 Fundamentals of Metal Forming. Materials Processing. Deformation Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 15 Fundamentals of Metal Forming Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MET 33800 Manufacturing Processes Chapter 15 Fundamentals of Metal Forming Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS
 COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
A CRITICAL EVALUATION OF THE DOUBLE CUP EXTRUSION TEST FOR SELECTION OF COLD FORGING LUBRICANTS
 A CRITICAL EVALUATION OF THE DOUBLE CUP EXTRUSION TEST FOR SELECTION OF COLD FORGING LUBRICANTS Timothy Schrader, Manas Shirgaokar, Taylan Altan ERC for Net Shape Manufacturing, the Ohio State University,
A CRITICAL EVALUATION OF THE DOUBLE CUP EXTRUSION TEST FOR SELECTION OF COLD FORGING LUBRICANTS Timothy Schrader, Manas Shirgaokar, Taylan Altan ERC for Net Shape Manufacturing, the Ohio State University,
Simulation of Hot Extrusion of an Aluminum Alloy with Modeling of Microstructure
 Simulation of Hot Extrusion of an Aluminum Alloy with Modeling of Microstructure A. Ockewitz, a, D.-Z. Sun,b, F. Andrieux,c and S. Mueller 2,d Fraunhofer Institute for Mechanics of Materials IWM, Woehlerstrasse,
Simulation of Hot Extrusion of an Aluminum Alloy with Modeling of Microstructure A. Ockewitz, a, D.-Z. Sun,b, F. Andrieux,c and S. Mueller 2,d Fraunhofer Institute for Mechanics of Materials IWM, Woehlerstrasse,
Effect of die coating on Forming of Micro-parts by Forward-Backward Extrusion of 6063 Aluminum Alloy
 IWMF214, 9 th INTERNATIONAL WORKSHOP ON MICROFACTORIES OCTOBER -8, 214, HONOLULU, U.S.A. / 1 Effect of die coating on Forming of Micro-parts by Forward-Backward Extrusion of 663 Aluminum Alloy Norio Takatsuji
IWMF214, 9 th INTERNATIONAL WORKSHOP ON MICROFACTORIES OCTOBER -8, 214, HONOLULU, U.S.A. / 1 Effect of die coating on Forming of Micro-parts by Forward-Backward Extrusion of 663 Aluminum Alloy Norio Takatsuji
Bulk Deformation Rolling Processes Forging Processes Extrusion Processes Wire and Bar Drawing Sheet Metal Forming Bending Operations Deep or Cup
 Metal Forming Bulk Deformation Rolling Processes Forging Processes Extrusion Processes Wire and Bar Drawing Sheet Metal Forming Bending Operations Deep or Cup Drawing Shearing Processes Miscellaneous Processes
Metal Forming Bulk Deformation Rolling Processes Forging Processes Extrusion Processes Wire and Bar Drawing Sheet Metal Forming Bending Operations Deep or Cup Drawing Shearing Processes Miscellaneous Processes
HOT WORK TOOL STEEL. voestalpine BÖHLER Edelstahl GmbH & Co KG
 HOT WORK TOOL STEEL voestalpine Edelstahl GmbH & Co KG www.voestalpine.com/bohler-edelstahl FOR THE HIGHEST THERMAL LOAD As the leading producer of tool steel worldwide voestalpine is focused on solving
HOT WORK TOOL STEEL voestalpine Edelstahl GmbH & Co KG www.voestalpine.com/bohler-edelstahl FOR THE HIGHEST THERMAL LOAD As the leading producer of tool steel worldwide voestalpine is focused on solving
FINITE VOLUME ANALYSIS OF TWO-STAGE FORGING PROCESS FOR ALUMINIUM 7075 ALLOY
 FINITE VOLUME ANALYSIS OF TWO-STAGE FORGING PROCESS FOR ALUMINIUM 7075 ALLOY M. Vidya Sagar a and A. Chennakesava Reddy b a Associate Professor, Department of Mechanical Engineering, JNTUH College of Engineering,
FINITE VOLUME ANALYSIS OF TWO-STAGE FORGING PROCESS FOR ALUMINIUM 7075 ALLOY M. Vidya Sagar a and A. Chennakesava Reddy b a Associate Professor, Department of Mechanical Engineering, JNTUH College of Engineering,
A New Less-Loading Extrusion Technology of Mg Alloy Tube Workpiece
 2nd International Forum on Electrical Engineering and Automation (IFEEA 215) A New Less-Loading Extrusion Technology of Mg Alloy Tube Workpiece Qiang Wang1,a, Zhimin Zhang2,b, Yong Xue1,Jianmin Yu2 1 Dept.
2nd International Forum on Electrical Engineering and Automation (IFEEA 215) A New Less-Loading Extrusion Technology of Mg Alloy Tube Workpiece Qiang Wang1,a, Zhimin Zhang2,b, Yong Xue1,Jianmin Yu2 1 Dept.
Unit III. Open Die Forging The work piece is compressed between two flat dies facilitating lateral flow of material without constraint,
 Unit III What is Bulk Deformation? Metal forming operations which cause significant shape change by plastic deformation in metallic parts are referred to bulk deformation processes. In most of the cases
Unit III What is Bulk Deformation? Metal forming operations which cause significant shape change by plastic deformation in metallic parts are referred to bulk deformation processes. In most of the cases
Metal extrusion. Metal stamping
 Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Chapter 2: Mechanical Behavior of Materials
 Chapter : Mechanical Behavior of Materials Definition Mechanical behavior of a material relationship - its response (deformation) to an applied load or force Examples: strength, hardness, ductility, stiffness
Chapter : Mechanical Behavior of Materials Definition Mechanical behavior of a material relationship - its response (deformation) to an applied load or force Examples: strength, hardness, ductility, stiffness
Thermal effects and friction in forming
 Thermal effects and friction in forming R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Joint Initiative of IITs and IISc Funded by MHRD Page 1 of 10 Table of Contents 1.Thermal
Thermal effects and friction in forming R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Joint Initiative of IITs and IISc Funded by MHRD Page 1 of 10 Table of Contents 1.Thermal
Bulk Deformation Forming - Rolling
 1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
where n is known as strain hardening exponent.
 5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
30ChGSA Included in 13 standards (CIS Countries)
") Standards GOST 10702-78 GOST 11268-76 GOST 12132-66 GOST 21729-76 GOST 23270-89 GOST 4543-71 GOST 8731-74 GOST 8733-87 GOST R 54159-10 TU 14-1-1213-75 TU 14-1-1409-75 TU 14-1-4118-76 TU 14-4-385-73 Steel
Standards GOST 10702-78 GOST 11268-76 GOST 12132-66 GOST 21729-76 GOST 23270-89 GOST 4543-71 GOST 8731-74 GOST 8733-87 GOST R 54159-10 TU 14-1-1213-75 TU 14-1-1409-75 TU 14-1-4118-76 TU 14-4-385-73 Steel
Available online at ScienceDirect. Procedia Engineering 81 (2014 )
") Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 628 633 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 628 633 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Lubricants for massive forming Cold, semi-hot and hot forging
 Lubricants for massive forming Cold, semi-hot and hot forging Tailor-made solutions for each application New forming technologies in the forging industry as well as increasing energy costs and more severe
Lubricants for massive forming Cold, semi-hot and hot forging Tailor-made solutions for each application New forming technologies in the forging industry as well as increasing energy costs and more severe
PRINCIPLES OF METAL WORKING PROCESSES
 PRINCIPLES OF METAL WORKING PROCESSES P. Poddar National Metallurgical Laboratory, famshedpur 831007 e-mail : palash@nmlindia.org INTRODUCTION Forging, dates back to ancient times, was associated with
PRINCIPLES OF METAL WORKING PROCESSES P. Poddar National Metallurgical Laboratory, famshedpur 831007 e-mail : palash@nmlindia.org INTRODUCTION Forging, dates back to ancient times, was associated with
Superplastic Forming Properties of TIMETAL 54M
 Superplastic Forming Properties of TIMETAL 54M October 2010 Yoji Kosaka and Phani Gudipati Henderson Technical Laboratory Titanium Metals Corporation 1 Outline Brief Introduction of TIMETAL 54M (Ti-54M)
Superplastic Forming Properties of TIMETAL 54M October 2010 Yoji Kosaka and Phani Gudipati Henderson Technical Laboratory Titanium Metals Corporation 1 Outline Brief Introduction of TIMETAL 54M (Ti-54M)
EXPERIMENTAL AND NUMERICAL ASPECTS REGARDING LEAD ALLOY PLASTIC DEFORMATION
 EXPERIMENTAL AND NUMERICAL ASPECTS REGARDING LEAD ALLOY PLASTIC DEFORMATION MARIANA POP *, DAN FRUNZA *, ADRIANA NEAG * Abstract. The aim of this paper is to present an experimental and finite element
EXPERIMENTAL AND NUMERICAL ASPECTS REGARDING LEAD ALLOY PLASTIC DEFORMATION MARIANA POP *, DAN FRUNZA *, ADRIANA NEAG * Abstract. The aim of this paper is to present an experimental and finite element
Revision (Class 18) Rolling. In this class Different MW Processes are revised
 Rolling. In this class Different MW Processes are revised") Revision (Class 18) In this class Different MW Processes are revised Rolling The workpiece is subjected to compressive forces and is deformed plastically. The cross section decreases and length gets elongated
Revision (Class 18) In this class Different MW Processes are revised Rolling The workpiece is subjected to compressive forces and is deformed plastically. The cross section decreases and length gets elongated
Chapter 4. Power Estimation in Strip Rolling Process 9/21/ Chapter 4: Rolling -IE252
 1Chapter 4: Rolling -IE252 Chapter 4 Power Estimation in Strip Rolling Process 4.1 Work and energy principle for estimating power on metal forming processes. The work and energy method is an approximate
1Chapter 4: Rolling -IE252 Chapter 4 Power Estimation in Strip Rolling Process 4.1 Work and energy principle for estimating power on metal forming processes. The work and energy method is an approximate
Forgeability Study of Medium Carbon Micro-Alloyed Forging Steel
 Forgeability Study of Medium Carbon Micro-Alloyed Forging Steel M. I. Equbal, R.K. Ohdar, B. Singh, P. Talukdar Abstract Micro-alloyed steel components are used in automotive industry for the necessity
Forgeability Study of Medium Carbon Micro-Alloyed Forging Steel M. I. Equbal, R.K. Ohdar, B. Singh, P. Talukdar Abstract Micro-alloyed steel components are used in automotive industry for the necessity
CHAPTER 2: LITERATURE SURVEY
 7 CHAPTER 2: LITERATURE SURVEY 2.1. Introduction The powder metallurgy processing is one of the oldest and economic routes for producing critical and complex shaped products [1-3]. P/M is one of the most
7 CHAPTER 2: LITERATURE SURVEY 2.1. Introduction The powder metallurgy processing is one of the oldest and economic routes for producing critical and complex shaped products [1-3]. P/M is one of the most
EFFECT OF EXTRUSION PARAMETERS AND DIE GEOMETRY ON THE PRODUCED BILLET QUALITY USING FINITE ELEMENT METHOD
 EFFECT OF EXTRUSION PARAMETERS AND DIE GEOMETRY ON THE PRODUCED BILLET QUALITY USING FINITE ELEMENT METHOD A.Ε. Lontos 1, F.A. Soukatzidis 2, D.A. Demosthenous 1, A.K. Baldoukas 2 1. Mechanical Engineering
EFFECT OF EXTRUSION PARAMETERS AND DIE GEOMETRY ON THE PRODUCED BILLET QUALITY USING FINITE ELEMENT METHOD A.Ε. Lontos 1, F.A. Soukatzidis 2, D.A. Demosthenous 1, A.K. Baldoukas 2 1. Mechanical Engineering
INDEX. forging Axisymmetric isothermal forging, cabbaging, compression of cylinders,
 INDEX Accuracy of simulation, 333 Air bending, 21, 141-147 Air rounding, 21 ALPID program, 136 Analysis in metal forming, 26-52 closed-die forging, 34, 35-36, 37 cold extrusion, 39-41 cold forging, 39-41
INDEX Accuracy of simulation, 333 Air bending, 21, 141-147 Air rounding, 21 ALPID program, 136 Analysis in metal forming, 26-52 closed-die forging, 34, 35-36, 37 cold extrusion, 39-41 cold forging, 39-41
Design and Optimization of Large-section Profile Die for AZ80 Alloy
 5th International Conference on Advanced Design and Manufacturing Engineering (ICADME 2015) Design and Optimization of Large-section Profile Die for AZ80 Alloy Minglong MA a *, Haizhen WANG, Kui ZHANG
5th International Conference on Advanced Design and Manufacturing Engineering (ICADME 2015) Design and Optimization of Large-section Profile Die for AZ80 Alloy Minglong MA a *, Haizhen WANG, Kui ZHANG
MECHANICAL PROPERTIES PROPLEM SHEET
 MECHANICAL PROPERTIES PROPLEM SHEET 1. A tensile test uses a test specimen that has a gage length of 50 mm and an area = 200 mm 2. During the test the specimen yields under a load of 98,000 N. The corresponding
MECHANICAL PROPERTIES PROPLEM SHEET 1. A tensile test uses a test specimen that has a gage length of 50 mm and an area = 200 mm 2. During the test the specimen yields under a load of 98,000 N. The corresponding
ATI 13-8 Supertough. ATI 13-8 Supertough Alloy. Technical Data Sheet INTRODUCTION SPECIFICATIONS PHYSICAL PROPERTIES HEAT TREATMENT HARDNESS
 ATI 13-8 Supertough Alloy (UNS S13800) INTRODUCTION ATI 13-8 Supertough Alloy (UNS S13800) is a modification of the standard ATI 13-8 alloy, and has superior fracture toughness and Charpy impact energies,
ATI 13-8 Supertough Alloy (UNS S13800) INTRODUCTION ATI 13-8 Supertough Alloy (UNS S13800) is a modification of the standard ATI 13-8 alloy, and has superior fracture toughness and Charpy impact energies,
Control Lines & Flatpacks Control Line
 CONTROL LINE MANUFACTURING This range includes control lines (hydraulic tubing) designed for use in harsh environments such as those created by chemical injection or well monitoring and other applications
CONTROL LINE MANUFACTURING This range includes control lines (hydraulic tubing) designed for use in harsh environments such as those created by chemical injection or well monitoring and other applications
Forging Dr. B Gharaibeh Production Processes 1
 Forging Dr. B Gharaibeh Production 1 Deformation Operations that induce shape changes on the workpiece by plastic deformation under forces applied by various tools and dies - Primary working processes
Forging Dr. B Gharaibeh Production 1 Deformation Operations that induce shape changes on the workpiece by plastic deformation under forces applied by various tools and dies - Primary working processes
Fabrication of Superplastic Aluminum Sheets by Equal-Channel Angular Pressing Followed by Isothermal Rolling
 Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 2010 The Japan Institute of Light Metals pp. 884-889 884 Fabrication of Superplastic Aluminum
Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 2010 The Japan Institute of Light Metals pp. 884-889 884 Fabrication of Superplastic Aluminum
(IJAER) 2012, Vol. No. 3, Issue No. VI, June ISSN:
 2012, Vol. No. 3, Issue No. VI, June ISSN:") EFFECT ON ROD AND TUBE EXTRUSION CONSIDERING VARIOUS DIE ANGLES USING PLASTICINES & NUMERICAL VALIDATION OF EXTRUSION EXPERIMENT RESULTS USING FINITE ELEMENT SIMULATION Anbesh Saxena 1, Prof. Ashish Saxena
EFFECT ON ROD AND TUBE EXTRUSION CONSIDERING VARIOUS DIE ANGLES USING PLASTICINES & NUMERICAL VALIDATION OF EXTRUSION EXPERIMENT RESULTS USING FINITE ELEMENT SIMULATION Anbesh Saxena 1, Prof. Ashish Saxena
Research on the Near-net Forging Processes for the Shell Body Made by High-strength Steel Taibin Wu1, a, b
 International Conference on Mechanics, Materials and Structural Engineering (ICMMSE 2016) Research on the Near-net Forging Processes for the Shell Body Made by High-strength Steel Taibin Wu1, a, b 1 Research
International Conference on Mechanics, Materials and Structural Engineering (ICMMSE 2016) Research on the Near-net Forging Processes for the Shell Body Made by High-strength Steel Taibin Wu1, a, b 1 Research
Experimental investigation on the rectangular cup formability of Al-alloy sheet by superplastic forming technique
 Journal of Scientific & Industrial Research Vol. 73, January 2014, pp. 46-50 Experimental investigation on the rectangular cup formability of Al-alloy sheet by superplastic forming technique G Kumaresan
Journal of Scientific & Industrial Research Vol. 73, January 2014, pp. 46-50 Experimental investigation on the rectangular cup formability of Al-alloy sheet by superplastic forming technique G Kumaresan
Questions concerning the contents of the lecture Manufacturing Technology
 Questions concerning the contents of the lecture Manufacturing Manufaturing I 1. Introduction to Manufacturing No related questions 2. Measuring and Testing in Production 1. Explain systematic errors and
Questions concerning the contents of the lecture Manufacturing Manufaturing I 1. Introduction to Manufacturing No related questions 2. Measuring and Testing in Production 1. Explain systematic errors and
VTU NOTES QUESTION PAPERS NEWS RESULTS FORUMS
 Sheet Metal Forming Introduction Sheet metal is simply metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking, and can be cut and bent into a variety of different
Sheet Metal Forming Introduction Sheet metal is simply metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking, and can be cut and bent into a variety of different
Mechanical behavior of crystalline materials- Comprehensive Behaviour
 Mechanical behavior of crystalline materials- Comprehensive Behaviour In the previous lecture we have considered the behavior of engineering materials under uniaxial tensile loading. In this lecture we
Mechanical behavior of crystalline materials- Comprehensive Behaviour In the previous lecture we have considered the behavior of engineering materials under uniaxial tensile loading. In this lecture we
A method for evaluating friction using a backward extrusion-type forging
 Journal of Materials Processing Technology, 33 (1992) 19-123 Elsevier 13-9';)- J/ 19 A method for evaluating friction using a backward extrusion-type forging G. Shen Department of ndustrial and Systems
Journal of Materials Processing Technology, 33 (1992) 19-123 Elsevier 13-9';)- J/ 19 A method for evaluating friction using a backward extrusion-type forging G. Shen Department of ndustrial and Systems
METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN
 METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN New York Oxford OXFORD UNIVERSITY PRESS 1989 CONTENTS Symbols, xiii 1. Introduction, 1 1.1 Process Modeling, 1 1.2 The
METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN New York Oxford OXFORD UNIVERSITY PRESS 1989 CONTENTS Symbols, xiii 1. Introduction, 1 1.1 Process Modeling, 1 1.2 The
ISSN: ISO 9001:2008 Certified International Journal of Engineering and Innovative Technology (IJEIT) Volume 5, Issue 4, October 2015
 Volume 5, Issue 4, October 2015") Analysis of the influence of new combined process "Equal channel angular pressing-drawing" on the microstructure and properties of copper wire Naizabekov A., Lezhnev S., Volokitin, A., Volokitina I., Panin
Analysis of the influence of new combined process "Equal channel angular pressing-drawing" on the microstructure and properties of copper wire Naizabekov A., Lezhnev S., Volokitin, A., Volokitina I., Panin
Development of Hot Drawing Process for Nitinol Tube
 Development of Hot Drawing Process for Nitinol Tube Wei Chen 1,2,3, H. Wang 2, Lei Zhang 1, Xiusan Tang 1 1 Academy of Armored Forces Engineering, China; 2 Faculty of Engineering and Surveying, University
Development of Hot Drawing Process for Nitinol Tube Wei Chen 1,2,3, H. Wang 2, Lei Zhang 1, Xiusan Tang 1 1 Academy of Armored Forces Engineering, China; 2 Faculty of Engineering and Surveying, University
CHAPTER 14. Forging of Metals
 CHAPTER 14 Forging of Metals 2 3 4 5 6 Forging (a) (b) (a) Schematic illustration of the steps involved in forging a bevel gear with a shaft. Source: Forging Industry Association. (b) Landing-gear components
CHAPTER 14 Forging of Metals 2 3 4 5 6 Forging (a) (b) (a) Schematic illustration of the steps involved in forging a bevel gear with a shaft. Source: Forging Industry Association. (b) Landing-gear components
Forming of locally made sheet steels
 Forming of locally made sheet steels Issues and Opportunities HH1 Dipl.-Ing. Holger Heinzel (HERA) Prof. Thomas Neitzert (AUT) Slide 1 HH1 Local or locally? Holger Heinzel, 29/10/2006 Content Local material
Forming of locally made sheet steels Issues and Opportunities HH1 Dipl.-Ing. Holger Heinzel (HERA) Prof. Thomas Neitzert (AUT) Slide 1 HH1 Local or locally? Holger Heinzel, 29/10/2006 Content Local material