Assessment of Quality and Acceptance Criteria of continuous cast Steel blooms by Comparing ultrasonic signals and Macro Structure
|
|
|
- Melvyn Simmons
- 6 years ago
- Views:
Transcription
1 NDE2002 predict. assure. improve. National Seminar of ISNT Chennai, Assessment of Quality and Acceptance Criteria of continuous cast Steel blooms by Comparing ultrasonic signals and Macro Structure Aristatil, S. Prasanna Venkatesan
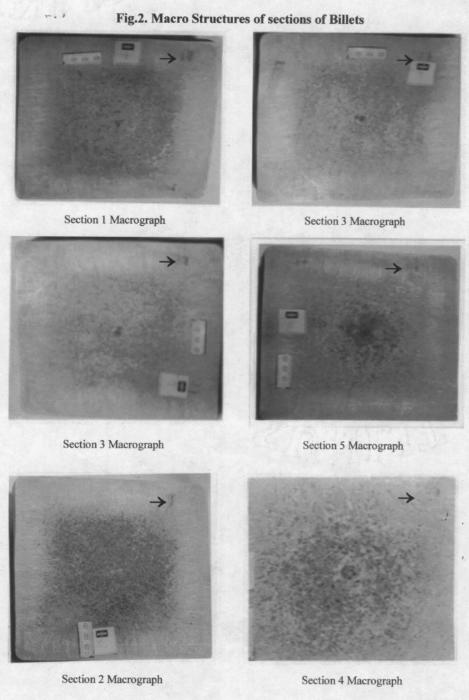
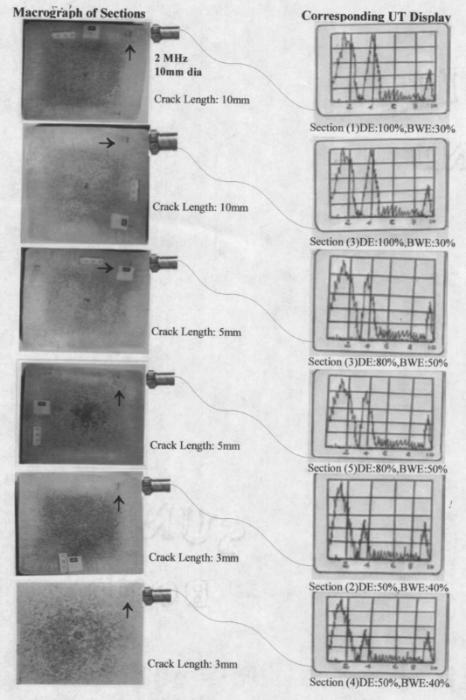
2 Assessment of Quality and Acceptance Criteria of continuous cast Steel blooms by Comparing ultrasonic signals and Macro Structure ( G. Aristatil 1, S. Prasanna Venkatesan 2 ) Introduction:- The quality of product will mainly depend upon the quality of raw material. The assessment of quality at the raw material stage will go a long way in assessing the final product quality and also saving on unproductive working of several forming machines. It has been the normal practice to manufacture tubes & pipes from the rolled billets. The introduction of continuous cast blooms for the manufacture of tubes & pipes is gaining momentum due to the fact that the elimination of hot rolling has a direct bearing on the productivity and the cost of manufacture. Since the concast + material has as cast structure, the ultrasonic indications have to be freshly studied with respect to macro structure of the bloom. This will enable for the proper assessment of the quality of the raw material Vis-à-Vis the acceptance criteria of the newly introduced raw material. The advantage expected out of this project is to fix the scientific means of Non-destructively setting the acceptance standard for these billets. The benefit being avoidance of processing defective billets which is eventually being rejected as that tube or pipe leading to slippage on customer Commitments. Concast Billets: In the early 1940 ' s research and development resulted in the perfection of methods for the continuous casting of molten steel directly into the form of Billets, by-passing the ingot stage and the necessity for hot rolling operations formerly required to produce such products. Defects: - The quality of continuously cast steel is dependent on the steel making and casting practices employed. It is affected by the interaction of chemical and physical factors, which must be closely controlled to obtain the full potential of the process. Typical defects experienced in con-cast Billets are Surface Longitudinal and transverse Cracks. Laps, Scale and entrapped inclusions and slag oscillation marks. + Concast is a general term used for Continuous casting 1. G.Aristatil M.tech (NDT),Department of Physics, Regional Engineering College-Trichy S.Prasnnavenkatesan, Senior manager/quality control,seamless Steel Tube Plant (SSTP),BHEL-Trichy Sub Surface Pinholes, blow holes inclusions Cracks Internal Cracks Porosity inclusions Segregation Experimentation: Testing is done with ESM2 /EEC make on blooms with normal probe of 2.5 MHz with 10 mm dia for segregating defective blooms.. Water is used as couplant. Scanning is done 100 %for a distance of 200 mm at the beginning and end of the bloom and sinusoidal scanning for the remaining portion on two mutually perpendicular sides of the bloom. Reference standard is a block made from the bloom with three holes of 4mm each drilled at ¼ T,½ T and ¾ T to draw DAC. The acceptance criteria is based on international steel manufacturers recommendation and it stipulates that any defect signal exceeding 20% of the back wall echo or defect signal exceeding 100% of the DAC shall be considered for rejection. No reduction of backwall echo is permitted. Test was conducted on number of blooms based on this procedure. The defect signals amplitude and their locations are recorded along with the length of the defect (later identified as micro cracks in the macro examination) This test is repeated on many more blooms to establish the repeatability.(as shown in fig3) Sample Preparation:- The defective portions on blooms are marked and made into sections by oxy - acetylene flame cutting following grinding for macro examination. The section of bloom, called billet is as shown in fig1. Macro etching: - The macro etching of the section of the bloom( 25 mm) was carried out with solution of hot hydrochloric acid solution.. With high resolution Camera, Photographs has been taken for these samples. The Macro structure of section of billets are as shown in fig2. Results: Section of Billet DE BWE Depth Crack Length 1 100% 30% 30mm 10mm 3 100% 30% 32mm 10mm 3 80% 50% 32mm 5mm 5 80% 50% 32mm 5mm 2 50% 40% 32mm 3mm 4 50% 40% 32mm 3mm
3 Results and Discussion: Sections 1 &3:- The Macrograph of billet section 1 and section 2 shows the inter dendritic cracks as shown in fig2. Also it shows the best-known form of internal defect the socalled segregation cracking resulting from tensile and compressive stresses near the still thin strand shell in Bloom caster. The defect echo of 100% with Back wall echo of 30% at a depth of approximately 32mm is the UT response.. The crack length obtained is nearly 10mm. The segregation of micro pores is also seen around the center of billet. The common rule followed for rejection of bloom is amplitude of DE and the reduction of BWE. In the sections 1 & 3, it is observed that 10mm cracks at same depth gives the same echo pattern of DE:100%, BWE:30%. Hence crack length is consistent with echo pattern. 9. Continuous Casting of Steel IRSID, BIARRITZ ASTM-Hand Book (Metallography) 11. Continuous Casting IV international iron and steel Congress Ultrasonic Testing of materials Karutkramer 1990 Sections 3 & 5:- Here the crack length of 5mm is observed at a depth of 32mm,with UT echo pattern of DE: 80% and BWE: 50%. So for the crack length of 5mm the echo pattern is 80/50. Sections 2 & 4:- Here the crack length of 3mm is observed at a depth of 32mm with UT echo pattern of DE:50% BWE:40%. For the crack of 3mm length the echo pattern is 50/40. Conclusion:- The test is carried out in number of Billets and number of sections of Billets. UT signal pattern is consistent with Crack lengths.hence these data s namely defect echo and or the reduction of backwall echo exceeding 50%can be used as an acceptance Criteria for selecting Good CC blooms for the manufacture of high quality tubes and pipes. References 1. South West Research Institute 1998, Annual report NDT 2. ARTICLES ASNT - Journal 3. ASTM Journal of testing and evaluation Vol -25, No.1, Steel Times Journal Vol 220, No.1, Materials evaluation Journal Vol 50, No.8, Aug The British Journal of NDT Vol 30, July Metals Hand Book-Vol-17,8 8. ASNT Hand Book, Vol-7,10
4 FIG.1 Billets and Billet Sections Section1 Bloom1 Section2 Bloom2 Section3 Bloom3 Section4 Bloom4 Section5 Bloom5
5
6 Fig 3
2. TEST RECORDS: All records of tests and analysis shall be kept in suitable forms approved by the Bureau.
 SCHEME OF TESTING AND INSPECTION FOR CERTIFICATION OF CARBON STEEL BILLETS, BLOOMS, SLABS AND BARS FOR FORGINGS ACCORDING TO IS:1875-1992 (Fifth Revision) 1. LABORATORY: A laboratory shall be maintained
SCHEME OF TESTING AND INSPECTION FOR CERTIFICATION OF CARBON STEEL BILLETS, BLOOMS, SLABS AND BARS FOR FORGINGS ACCORDING TO IS:1875-1992 (Fifth Revision) 1. LABORATORY: A laboratory shall be maintained
Available from the American Society for Nondestructive Testing (ASNT) 1711 Arlingate Plaza, P.O. Box 28518, Columbus, OH
 1711 Arlingate Plaza, P.O. Box 28518, Columbus, OH") Designation: OV-STD-NMIUS10-17 Standard Practice for DETECTION OF NON-METALLIC INCLUSIONS IN STEELS WITH HIGH CLEANLINESS DEMANDS SUCH AS CASE- OR THROUGH HARDENING BEARING STEELS BY THE ULTRASONIC METHOD
Designation: OV-STD-NMIUS10-17 Standard Practice for DETECTION OF NON-METALLIC INCLUSIONS IN STEELS WITH HIGH CLEANLINESS DEMANDS SUCH AS CASE- OR THROUGH HARDENING BEARING STEELS BY THE ULTRASONIC METHOD
Development of an Ultrasonic Technique to Optimize the Scarfing Depth and Length of First and Last CC Slabs of a Sequence of IF Grade at Tata Steel
 Indian Society for Non-Destructive Testing Hyderabad Chapter Proc. National Seminar on Non-Destructive Evaluation Dec. 7-9, 2006, Hyderabad Development of an Ultrasonic Technique to Optimize the Scarfing
Indian Society for Non-Destructive Testing Hyderabad Chapter Proc. National Seminar on Non-Destructive Evaluation Dec. 7-9, 2006, Hyderabad Development of an Ultrasonic Technique to Optimize the Scarfing
Bharat Heavy Electricals Limited (Seamless steel Tube Plant) Tiruchirappalli , TAMIL NADU, INDIA
 Tiruchirappalli , TAMIL NADU, INDIA") An ISO 9001 Company Bharat Heavy Electricals Limited (Seamless steel Tube Plant) Tiruchirappalli 620014, TAMIL NADU, INDIA TITLE: REQUEST FOR EXPRESSION OF INTEREST FOR SUPPLY OF 200 MM DIAMETER CONCAST
An ISO 9001 Company Bharat Heavy Electricals Limited (Seamless steel Tube Plant) Tiruchirappalli 620014, TAMIL NADU, INDIA TITLE: REQUEST FOR EXPRESSION OF INTEREST FOR SUPPLY OF 200 MM DIAMETER CONCAST
PART 6: Visual and Optical Inspector Level 1, 2 and 3
 CERTIFICATION SCHEME FOR PERSONNEL DOCUMENT No. CSWIP-ISO-NDT-11/93-R Requirements for the Certification of Personnel Engaged in Non- Destructive Testing in accordance with the requirements of BS EN ISO
CERTIFICATION SCHEME FOR PERSONNEL DOCUMENT No. CSWIP-ISO-NDT-11/93-R Requirements for the Certification of Personnel Engaged in Non- Destructive Testing in accordance with the requirements of BS EN ISO
36A0 INSPECTION Stephan Falter, Baker Hughes, a GE company, Germany,
 A 360 INSPECTION Stephan Falter, Baker Hughes, a GE company, Germany, details how innovations can enhance confidence in the operational integrity of seamless tube and pipe. S eamless tube and pipe is widely
A 360 INSPECTION Stephan Falter, Baker Hughes, a GE company, Germany, details how innovations can enhance confidence in the operational integrity of seamless tube and pipe. S eamless tube and pipe is widely
AEROSPACE MATERIAL SPECIFICATION
 AEROSPACE MATERIAL SPECIFICATION AMS 6414K Issued JAN 1964 Revised FEB 2007 Superseding AMS 6414J Steel, Bars, Forgings, and Tubing 0.80Cr - 1.8Ni - 0.25Mo (0.38-0.43C) (SAE 4340) Vacuum Consumable Electrode
AEROSPACE MATERIAL SPECIFICATION AMS 6414K Issued JAN 1964 Revised FEB 2007 Superseding AMS 6414J Steel, Bars, Forgings, and Tubing 0.80Cr - 1.8Ni - 0.25Mo (0.38-0.43C) (SAE 4340) Vacuum Consumable Electrode
Non Destructive Evaluation of Rolls of Hot Strip Mill of Tata Steel
 Non Destructive Evaluation of Rolls of Hot Strip Mill of Tata Steel J C Pandey, Manish Raj, & O N Mohanty NDE2002 predict. assure. improve. National Seminar of ISNT Chennai, 5. 7. 12. 2002 www.nde2002.org
Non Destructive Evaluation of Rolls of Hot Strip Mill of Tata Steel J C Pandey, Manish Raj, & O N Mohanty NDE2002 predict. assure. improve. National Seminar of ISNT Chennai, 5. 7. 12. 2002 www.nde2002.org
Offshore Mooring Chain
 OFFSHORE STANDARD DNV-OS-E302 Offshore Mooring Chain OCTOBER 2013 The electronic pdf version of this document found through http://www.dnv.com is the officially binding version FOREWORD DNV is a global
OFFSHORE STANDARD DNV-OS-E302 Offshore Mooring Chain OCTOBER 2013 The electronic pdf version of this document found through http://www.dnv.com is the officially binding version FOREWORD DNV is a global
ORGANISATION EUROPÉENNE POUR LA RECHERCHE NUCLÉAIRE EUROPEAN ORGANIZATION FOR NUCLEAR RESEARCH. Technical Sheet. N Ed. 1 EDMS N :
 ORGANISATION EUROPÉENNE POUR LA RECHERCHE NUCLÉAIRE EUROPEAN ORGANIZATION FOR NUCLEAR RESEARCH Materials Technical Specification GS-IS & EN-MME 22.07.2015 Technical Sheet N 700 - Ed. 1 EDMS N : 1531078
ORGANISATION EUROPÉENNE POUR LA RECHERCHE NUCLÉAIRE EUROPEAN ORGANIZATION FOR NUCLEAR RESEARCH Materials Technical Specification GS-IS & EN-MME 22.07.2015 Technical Sheet N 700 - Ed. 1 EDMS N : 1531078
Development of an Ultrasonic C-Scan Imaging Technique for Optimization of Electro Magnetic Stirrer to Improve Steel Billet Quality
 18th World Conference on Nondestructive Testing, 16-20 April 2012, Durban, South Africa Development of an Ultrasonic C-Scan Imaging Technique for Optimization of Electro Magnetic Stirrer to Improve Steel
18th World Conference on Nondestructive Testing, 16-20 April 2012, Durban, South Africa Development of an Ultrasonic C-Scan Imaging Technique for Optimization of Electro Magnetic Stirrer to Improve Steel
PART 3: Liquid Penetrant Inspector, Level 1, 2 and 3
 CERTIFICATION SCHEME FOR PERSONNEL Document No. CSWIP-ISO-NDT-11/93-R Requirements for the Certification of Personnel Engaged in Non- Destructive Testing in accordance with the requirements of BS EN ISO
CERTIFICATION SCHEME FOR PERSONNEL Document No. CSWIP-ISO-NDT-11/93-R Requirements for the Certification of Personnel Engaged in Non- Destructive Testing in accordance with the requirements of BS EN ISO
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING ME 6302 MANUFACTURING TECHNOLOGY 1 (QUESTION BANK) I-METAL CASTING PROCESSES PART-A (2 MARKS) 1.Name any four types of commonly used
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING ME 6302 MANUFACTURING TECHNOLOGY 1 (QUESTION BANK) I-METAL CASTING PROCESSES PART-A (2 MARKS) 1.Name any four types of commonly used
Materials & Processes in Manufacturing
 Materials & Processes in Manufacturing ME 151 Chapter 18 Hot Working Processes 1 Introduction Forming of materials their recrystallization temperature Higher temperatures weaken the metal making it more
Materials & Processes in Manufacturing ME 151 Chapter 18 Hot Working Processes 1 Introduction Forming of materials their recrystallization temperature Higher temperatures weaken the metal making it more
NON-DESTRUCTIVE EVALUATION OF CLOSE DIE FORGED MAIN BODY OF PRIMARY SYSTEM VALVES
 Proceedings of the National Seminar & Exhibition on Non-Destructive Evaluation NDE 2011, December 8-10, 2011 NON-DESTRUCTIVE EVALUATION OF CLOSE DIE FORGED MAIN BODY OF PRIMARY SYSTEM VALVES PK Sharma
Proceedings of the National Seminar & Exhibition on Non-Destructive Evaluation NDE 2011, December 8-10, 2011 NON-DESTRUCTIVE EVALUATION OF CLOSE DIE FORGED MAIN BODY OF PRIMARY SYSTEM VALVES PK Sharma
DNVGL-OS-E302 Edition July 2015
 OFFSHORE STANDARD DNVGL-OS-E302 Edition July 2015 The electronic pdf version of this document found through http://www.dnvgl.com is the officially binding version. The documents are available free of charge
OFFSHORE STANDARD DNVGL-OS-E302 Edition July 2015 The electronic pdf version of this document found through http://www.dnvgl.com is the officially binding version. The documents are available free of charge
PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGINGS
 p 1 of 6 UF-1 UF-12 PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGING the test temperature be higher than 20 F ( 29 C). Certification is required. An ultrasonic examination shall be made
p 1 of 6 UF-1 UF-12 PART UF REQUIREMENTS FOR PRESSURE VESSELS FABRICATED BY FORGING the test temperature be higher than 20 F ( 29 C). Certification is required. An ultrasonic examination shall be made
Specifications of Impeller forgings. Quantity: 2 No s. (Please find the attachment for material specification HY19391)
") Specifications of Impeller forgings Material Specification: HY19391 Grade: V X12 Cr13 G Dimensions: OD 830 X ID 370 X Thickness 120 (all are in mm) Quantity: 2 No s. (Please find the attachment for material
Specifications of Impeller forgings Material Specification: HY19391 Grade: V X12 Cr13 G Dimensions: OD 830 X ID 370 X Thickness 120 (all are in mm) Quantity: 2 No s. (Please find the attachment for material
PART 2: Magnetic Particle Inspector, Level 1, 2 and 3
 CERTIFICATION SCHEME FOR PERSONNEL DOCUMENT No. CSWIP-ISO-NDT-11/93-R Requirements for the Certification of Personnel Engaged in Non- Destructive Testing in accordance with the requirements of BS EN ISO
CERTIFICATION SCHEME FOR PERSONNEL DOCUMENT No. CSWIP-ISO-NDT-11/93-R Requirements for the Certification of Personnel Engaged in Non- Destructive Testing in accordance with the requirements of BS EN ISO
NUCLEAR POWER CORPORATION OF INDIA LIMITED (A Government of India Enterprise) Coolant Channel Design Group. SPECIFICATION No: PP-C-00003
 Coolant Channel Design Group. SPECIFICATION No: PP-C-00003") NUCLEAR POWER CORPORATION OF INDIA LIMITED (A Government of India Enterprise) Coolant Channel Design Group SPECIFICATION No: PP-C-00003 TECHNICAL SPECIFICATION ON MANUFACTURE OF ROLLER OF END FITTING PRESSURE
NUCLEAR POWER CORPORATION OF INDIA LIMITED (A Government of India Enterprise) Coolant Channel Design Group SPECIFICATION No: PP-C-00003 TECHNICAL SPECIFICATION ON MANUFACTURE OF ROLLER OF END FITTING PRESSURE
ENGINEERING STANDARD PENETRANT ACCEPTANCE CRITERIA ES Prepared by: H. HOPKINSON Date: Reviewed by: J. MOELLER Date:
 ENGINEERING STANDARD ES 2012 Prepared by: H. HOPKINSON Date: 12-21-90 Reviewed by: J. MOELLER Date: 12-27-90 Approved by: J. D. MOELLER Date: 12-27-90 John D. Moeller Director of Engineering 1 REVISIONS
ENGINEERING STANDARD ES 2012 Prepared by: H. HOPKINSON Date: 12-21-90 Reviewed by: J. MOELLER Date: 12-27-90 Approved by: J. D. MOELLER Date: 12-27-90 John D. Moeller Director of Engineering 1 REVISIONS
Weld defects analysis of 60 mm thick SS316L mock-ups of TIG and EB welds by Ultrasonic inspection for fusion reactor vacuum vessel applications
 More info about this article: http://www.ndt.net/?id=21122 Weld defects analysis of 60 mm thick SS316L mock-ups of TIG and EB welds by Ultrasonic inspection for fusion reactor vacuum vessel applications
More info about this article: http://www.ndt.net/?id=21122 Weld defects analysis of 60 mm thick SS316L mock-ups of TIG and EB welds by Ultrasonic inspection for fusion reactor vacuum vessel applications
Development of NDT Inspection Techniques For Heavy Wall. Stainless Steel Piping.
 NDE Pressure Lab Analysis Development of Inspection Techniques For Heavy Wall Presented by: Stainless Steel Piping. Brian K. Beresford Canspec Group Inc. Field Service Supervisor Tubular Services Presented
NDE Pressure Lab Analysis Development of Inspection Techniques For Heavy Wall Presented by: Stainless Steel Piping. Brian K. Beresford Canspec Group Inc. Field Service Supervisor Tubular Services Presented
SPECIFICATION FOR TITANIUM AND TITANIUM ALLOY FORGINGS
 TECHNICAL LITERATURE: ASME SB-381 [ASTM B381] Company Website: www.metalspiping.com Your Reliable Supplier of Titanium & Nickel Alloys SB-381 SPECIFICATION FOR TITANIUM AND TITANIUM ALLOY FORGINGS ð13þ
TECHNICAL LITERATURE: ASME SB-381 [ASTM B381] Company Website: www.metalspiping.com Your Reliable Supplier of Titanium & Nickel Alloys SB-381 SPECIFICATION FOR TITANIUM AND TITANIUM ALLOY FORGINGS ð13þ
Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe 1
 Designation: A 790/A 790M 04 Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe This standard is issued under the fixed designation A 790/A 790M; the number immediately
Designation: A 790/A 790M 04 Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe This standard is issued under the fixed designation A 790/A 790M; the number immediately
Evaluation of Copper Stave Remnant Thickness in Blast Furnace Using Ultrasonic Method
 , pp. 605 610 Evaluation of Copper Stave Remnant Thickness in Blast Furnace Using Ultrasonic Method Sriniwasagan BALAMURUGAN, 1) * Rajendran SHUNMUGASUNDARAM, 1) Mantu PATRA, 2) Sameeran PANI 2) and Monojit
, pp. 605 610 Evaluation of Copper Stave Remnant Thickness in Blast Furnace Using Ultrasonic Method Sriniwasagan BALAMURUGAN, 1) * Rajendran SHUNMUGASUNDARAM, 1) Mantu PATRA, 2) Sameeran PANI 2) and Monojit
ANALYZING DEFECTS IN WELDMENTS USING METALLOGRAPHY EXAMINATION
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 1, Issue 2008, Jan Dec 2008, pp. 06 13 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=1&itype=2008
International Journal of Mechanical Engineering and Technology (IJMET) Volume 1, Issue 2008, Jan Dec 2008, pp. 06 13 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=1&itype=2008
INTRODUCTION TO ULTRASONIC IN-LINE INSPECTION OF CRA PIPELINES. Herbert Willems, Gerhard Kopp NDT Global, Germany
 INTRODUCTION TO ULTRASONIC IN-LINE INSPECTION OF CRA PIPELINES Herbert Willems, Gerhard Kopp NDT Global, Germany ABSTRACT Pipelines manufactured from corrosion-resistant alloys (CRA) are becoming more
INTRODUCTION TO ULTRASONIC IN-LINE INSPECTION OF CRA PIPELINES Herbert Willems, Gerhard Kopp NDT Global, Germany ABSTRACT Pipelines manufactured from corrosion-resistant alloys (CRA) are becoming more
Feasibility study for Ultrasonic Examination of High thickness Austenitic Stainless Steel Forgings
 Feasibility study for Ultrasonic Examination of High thickness Austenitic Stainless Steel Forgings Ashutosh Singh L&T Special Steels and Heavy Forgings, More info about this article: http://www.ndt.net/?id=21156
Feasibility study for Ultrasonic Examination of High thickness Austenitic Stainless Steel Forgings Ashutosh Singh L&T Special Steels and Heavy Forgings, More info about this article: http://www.ndt.net/?id=21156
TMK HYDRA ART INSIDE SKIVED AND ROLLER BURNISHED COLD FINISHED SEAMLESS STEEL TUBES and PISTON RODS TUBES FOR HYDRAULIC CYLINDERS
 TMK HYDRA ART INSIDE SKIVED AND ROLLER BURNISHED COLD FINISHED SEAMLESS STEEL TUBES and PISTON RODS TUBES FOR HYDRAULIC CYLINDERS TMK is one of the world s leading producers of tubular products for the
TMK HYDRA ART INSIDE SKIVED AND ROLLER BURNISHED COLD FINISHED SEAMLESS STEEL TUBES and PISTON RODS TUBES FOR HYDRAULIC CYLINDERS TMK is one of the world s leading producers of tubular products for the
-SQA-SCOTTISH QUALIFICATIONS AUTHORITY HIGHER NATIONAL UNIT SPECIFICATION GENERAL INFORMATION PERFORMING LIQUID PENETRANT INSPECTION
 -SQA-SCOTTISH QUALIFICATIONS AUTHORITY HIGHER NATIONAL UNIT SPECIFICATION GENERAL INFORMATION -Unit Number- 2640407 -Superclass- -Title- WD PERFORMING LIQUID PENETRANT INSPECTION -----------------------------------------
-SQA-SCOTTISH QUALIFICATIONS AUTHORITY HIGHER NATIONAL UNIT SPECIFICATION GENERAL INFORMATION -Unit Number- 2640407 -Superclass- -Title- WD PERFORMING LIQUID PENETRANT INSPECTION -----------------------------------------
SUPERFICIAL DEFECTS ON AISI 1118 STEEL PLATES
 SUPERFICIAL DEFECTS ON AISI 1118 STEEL PLATES A.T.DUMITRESCU, A.CATANGIU University Valahia Targoviste Email: atdumitrescu@gmail.com, acatangiu@yahoo.co.uk Abstract: Even in the case of well established
SUPERFICIAL DEFECTS ON AISI 1118 STEEL PLATES A.T.DUMITRESCU, A.CATANGIU University Valahia Targoviste Email: atdumitrescu@gmail.com, acatangiu@yahoo.co.uk Abstract: Even in the case of well established
DILLINGER PRESSURE VESSEL COLLOQUIUM. Fabrication of heavy wall reactors made in CrMo(V) plates
 plates") DILLINGER PRESSURE VESSEL COLLOQUIUM DILLINGER HÜTTE GTS 16-17 September 2009 Fabrication of heavy wall reactors made in CrMo(V) plates Giacomo Fossataro (Walter Tosto SpA) Walter Tosto SpA was founded
DILLINGER PRESSURE VESSEL COLLOQUIUM DILLINGER HÜTTE GTS 16-17 September 2009 Fabrication of heavy wall reactors made in CrMo(V) plates Giacomo Fossataro (Walter Tosto SpA) Walter Tosto SpA was founded
Defect analysis in a casting component and measures to mitigate it using Non-Destructive Testing and Genetic Algorithm
 ISSN: 2454-2377, June 2015 Defect analysis in a casting component and measures to mitigate it using Non-Destructive Testing and Genetic Algorithm Saravana Kumar V 1., Dr. Dharmalingam 2 & Pandyrajan. R.
ISSN: 2454-2377, June 2015 Defect analysis in a casting component and measures to mitigate it using Non-Destructive Testing and Genetic Algorithm Saravana Kumar V 1., Dr. Dharmalingam 2 & Pandyrajan. R.
Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe
 SA-790/SA-790M ASME BPVC.II.A-2015 Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe 1. Scope 1.1 This specification covers seamless and straight-seam welded ferritic/austenitic
SA-790/SA-790M ASME BPVC.II.A-2015 Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe 1. Scope 1.1 This specification covers seamless and straight-seam welded ferritic/austenitic
Linear Magnetic Stray Flux Array based on GMR- Gradiometers
 Linear Magnetic Stray Flux Array based on GMR- Gradiometers Albert Kloster*, Michael Kröning*, Andriy Yashan* Jakov Smorodinsky**, Vladimir Ustinov** NDE2002 predict. assure. improve. National Seminar
Linear Magnetic Stray Flux Array based on GMR- Gradiometers Albert Kloster*, Michael Kröning*, Andriy Yashan* Jakov Smorodinsky**, Vladimir Ustinov** NDE2002 predict. assure. improve. National Seminar
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
 www.niagara-testing.com XYZ Mining Company XYZ Mine SAG Mill Gear Nondestructive Testing Report and Summary Provided by: Niagara Testing West Corporation Tucson, Arizona 85737 Steven Jacobs, Cell (520)
www.niagara-testing.com XYZ Mining Company XYZ Mine SAG Mill Gear Nondestructive Testing Report and Summary Provided by: Niagara Testing West Corporation Tucson, Arizona 85737 Steven Jacobs, Cell (520)
Welding Inspection Defects/Repairs Course Reference WIS 5
 Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
Copy from Welding Inspection Defects/Repairs Course Reference WIS 5 Weld Defects Defects which may be detected by visual inspection can be grouped under five headings Cracks Surface irregularities Contour
STEELMAKING AND CONTINUOUS CASTING PROCESS METALLUGY FACTORS INFLUENCING HOT DUCTILITY BEHAVIOR OF NIOBIUM BEARING STEELS. Steven G.
 STEELMAKING AND CONTINUOUS CASTING PROCESS METALLUGY FACTORS INFLUENCING HOT DUCTILITY BEHAVIOR OF NIOBIUM BEARING STEELS Steven G. JANSTO CBMM Reference Metals Company, Bridgeville, PA, USA, jansto@referencemetals.com
STEELMAKING AND CONTINUOUS CASTING PROCESS METALLUGY FACTORS INFLUENCING HOT DUCTILITY BEHAVIOR OF NIOBIUM BEARING STEELS Steven G. JANSTO CBMM Reference Metals Company, Bridgeville, PA, USA, jansto@referencemetals.com
Technologies for reliable titanium alloy forgings focusing on ultrasonic inspection in aerospace industry
 Technologies for reliable titanium alloy forgings focusing on ultrasonic inspection in aerospace industry Yoshinori Ito, Hiroyuki Takamatsu and Keiji Kinoshita Kobe Steel, Ltd. 1 Outline of aerospace sector
Technologies for reliable titanium alloy forgings focusing on ultrasonic inspection in aerospace industry Yoshinori Ito, Hiroyuki Takamatsu and Keiji Kinoshita Kobe Steel, Ltd. 1 Outline of aerospace sector
1.1.3 Studless link chain is normally deployed only once, being intended for long-term permanent mooring systems with pre-determined design life.
 (1993) (Rev.1 1997) (Rev.2 July 1999) (Rev.3 May 2004) (Rev.4 Sept 2006) (Rev.5 Dec 2009) (Corr.1 June 2011) (Rev.6 June 2016) Offshore Mooring Chain 1 GENERAL REQUIREMENTS 1.1 Scope 1.1.1 These requirements
(1993) (Rev.1 1997) (Rev.2 July 1999) (Rev.3 May 2004) (Rev.4 Sept 2006) (Rev.5 Dec 2009) (Corr.1 June 2011) (Rev.6 June 2016) Offshore Mooring Chain 1 GENERAL REQUIREMENTS 1.1 Scope 1.1.1 These requirements
Sub-surface inspection of welds No. 6.03
 Sub-surface inspection of welds Scope This Guidance Note applies to all welds in structural steelwork for bridges. It covers the sub-surface inspection of welds using ultrasonic inspection testing and
Sub-surface inspection of welds Scope This Guidance Note applies to all welds in structural steelwork for bridges. It covers the sub-surface inspection of welds using ultrasonic inspection testing and
EDDY CURRENT INSPECTION OF CLADDING MATERIAL ON VVER 440 REACTOR PRESSURE VESSELS
 EDDY CURRENT INSPECTION OF CLADDING MATERIAL ON VVER 440 REACTOR PRESSURE VESSELS D. Stanic 1 and B. Elsing 2 1 INETEC Institute for Nuclear Technology, CROATIA, 2 Fortum Power and Heat Oy, Loviisa Power
EDDY CURRENT INSPECTION OF CLADDING MATERIAL ON VVER 440 REACTOR PRESSURE VESSELS D. Stanic 1 and B. Elsing 2 1 INETEC Institute for Nuclear Technology, CROATIA, 2 Fortum Power and Heat Oy, Loviisa Power
AWS B1.10:1999 An American National Standard. Guide for the Nondestructive Examination of Welds
 AWS B1.10:1999 An American National Standard Guide for the Nondestructive Examination of Welds Key Words Guide, eddy current examination, magnetic particle examination, nondestructive examination, penetrant
AWS B1.10:1999 An American National Standard Guide for the Nondestructive Examination of Welds Key Words Guide, eddy current examination, magnetic particle examination, nondestructive examination, penetrant
1. Comparison of Inspection Methods
 NDT.net - The e-journal of Nondestructive Testing (May 2008) For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=25 Weld Inspection with EMAT Using Guided Waves Borja LOPEZ
NDT.net - The e-journal of Nondestructive Testing (May 2008) For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=25 Weld Inspection with EMAT Using Guided Waves Borja LOPEZ
Practical challenges during high temperature ultrasonic scanning
 Practical challenges during high temperature ultrasonic scanning Mr. P. Sukumaran Reliability & Maintenance Department, Equate Petrochemical Company Ahmadi, Kuwait Email: sukumap@equate.com Background:
Practical challenges during high temperature ultrasonic scanning Mr. P. Sukumaran Reliability & Maintenance Department, Equate Petrochemical Company Ahmadi, Kuwait Email: sukumap@equate.com Background:
Casting Defects - Sand Mold, Metal Casting
 1 de 9 28/11/2013 20:04 About Us Casting Products Casting Workshop Machining Workshop Inspection Certif Casting Defects - Sand Mold, Metal Casting Introducing various metal casting defects with many pictures
1 de 9 28/11/2013 20:04 About Us Casting Products Casting Workshop Machining Workshop Inspection Certif Casting Defects - Sand Mold, Metal Casting Introducing various metal casting defects with many pictures
Welding Defects, Causes and Prevention
 Welding Defects, and In welding the important objective is to obtain sound, defect free weld joint. But it is not always possible to get defect free joint. There will always be some kind of defects in
Welding Defects, and In welding the important objective is to obtain sound, defect free weld joint. But it is not always possible to get defect free joint. There will always be some kind of defects in
Forging Quality in Steel Ingot Manufacturing & Conversion
 Forging Quality in Steel Ingot Manufacturing & Conversion Patrick Anderson Section Manager Advanced Modeling Presentation at Forge Fair 2015 4/15/2015 Overview TimkenSteel Design for Center Soundness Virtual
Forging Quality in Steel Ingot Manufacturing & Conversion Patrick Anderson Section Manager Advanced Modeling Presentation at Forge Fair 2015 4/15/2015 Overview TimkenSteel Design for Center Soundness Virtual
REVISION CONTROL SHEET DOCUMENT TYPE : TECHNICAL SPECIFICATION TITLE : TECHNICAL SPECIFICATION FOR AUSTENITIC STAINLESS STEEL PIPES
 REVISION CONTROL SHEET DOCUMENT TYPE : TECHNICAL SPECIFICATION NO. : PC-M-308 TITLE : AUSTENITIC STAINLESS STEEL PIPES REV. NO. & DATE DESCRIPTION OF REVISION PREPARED BY CHECKED BY REVIEWED BY APPROVED
REVISION CONTROL SHEET DOCUMENT TYPE : TECHNICAL SPECIFICATION NO. : PC-M-308 TITLE : AUSTENITIC STAINLESS STEEL PIPES REV. NO. & DATE DESCRIPTION OF REVISION PREPARED BY CHECKED BY REVIEWED BY APPROVED
SPECIFICATION FOR ALUMINUM-ALLOY DIE AND HAND FORGINGS
 SPECIFICATION FOR ALUMINUM-ALLOY DIE AND HAND FORGINGS (Identical with ASTM Specification B 247-95a for the alloys covered except for the deletion of rolled ring forging and editorial differences. Certification
SPECIFICATION FOR ALUMINUM-ALLOY DIE AND HAND FORGINGS (Identical with ASTM Specification B 247-95a for the alloys covered except for the deletion of rolled ring forging and editorial differences. Certification
Nondestructive Testing of Defects in Additive Manufacturing Titanium Alloy Components
 Nondestructive Testing of Defects in Additive Manufacturing Titanium Alloy Components P. H. Yang 1, 2, 3, X. X. Gao 1, 2, 3, J. Liang 1, 2, 3, Y. W. Shi 1, 2, 3 1, 2, 3, N. Xu 1 AECC Beijing Institute
Nondestructive Testing of Defects in Additive Manufacturing Titanium Alloy Components P. H. Yang 1, 2, 3, X. X. Gao 1, 2, 3, J. Liang 1, 2, 3, Y. W. Shi 1, 2, 3 1, 2, 3, N. Xu 1 AECC Beijing Institute
SPECIFICATION FOR SEAMLESS FERRITIC ALLOY- STEEL PIPE FOR HIGH-TEMPERATURE SERVICE
 2007 SECTION II, PART A SA-335/SA-335M SPECIFICATION FOR SEAMLESS FERRITIC ALLOY- STEEL PIPE FOR HIGH-TEMPERATURE SERVICE SA-335/SA-335M (Identical with ASTM Specification A 335/A 335M-03 except for the
2007 SECTION II, PART A SA-335/SA-335M SPECIFICATION FOR SEAMLESS FERRITIC ALLOY- STEEL PIPE FOR HIGH-TEMPERATURE SERVICE SA-335/SA-335M (Identical with ASTM Specification A 335/A 335M-03 except for the
Superconductors Processing and Equipment. Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 18
 Ceramics, Glasses, Superconductors Processing and Equipment Text Reference: Manufacturing Engineering and Technology, g g g gy, Kalpakjian & Schmid, 6/e, 2010 Chapter 18 FIGURE 18.1 (a) Examples of typical
Ceramics, Glasses, Superconductors Processing and Equipment Text Reference: Manufacturing Engineering and Technology, g g g gy, Kalpakjian & Schmid, 6/e, 2010 Chapter 18 FIGURE 18.1 (a) Examples of typical
Cast Steel Propellers W27. (May 2000) (Rev.1 May 2004)
 (Rev.1 May 2004)") (May 2000) (Rev.1 May 2004) Cast Steel Propellers 1. Scope 1.1 These unified requirements are applicable to the manufacture of cast steel propellers, blades and bosses. 1.2 Where the use of alternative
(May 2000) (Rev.1 May 2004) Cast Steel Propellers 1. Scope 1.1 These unified requirements are applicable to the manufacture of cast steel propellers, blades and bosses. 1.2 Where the use of alternative
DNVGL-CP-0347 Edition May 2016
 CLASS PROGRAMME Approval of manufacturers DNVGL-CP-0347 Edition May 2016 The content of this service document is the subject of intellectual property rights reserved by ("DNV GL"). The user accepts that
CLASS PROGRAMME Approval of manufacturers DNVGL-CP-0347 Edition May 2016 The content of this service document is the subject of intellectual property rights reserved by ("DNV GL"). The user accepts that
Determination of Condition of Recrystallised Grains After Annealing of Cold Rolled IF Grade Steel Sheets Based on Ultrasonic Measurements
 Indian Society for Non-Destructive Testing Hyderabad Chapter Proc. National Seminar on Non-Destructive Evaluation Dec. 7-9, 2006, Hyderabad Determination of Condition of Recrystallised Grains After Annealing
Indian Society for Non-Destructive Testing Hyderabad Chapter Proc. National Seminar on Non-Destructive Evaluation Dec. 7-9, 2006, Hyderabad Determination of Condition of Recrystallised Grains After Annealing
1. Scope :- 2. Referenced Documents :-
 Standard Specification for Forged or Rolled N06030, N06022, N06035, N06200, N06059, N06686, N08020, N08024, N 08026, N08367, N10276, N10665, N10675, N 10629, N08031, N06045, N06025, and R20033 Alloy Pipe
Standard Specification for Forged or Rolled N06030, N06022, N06035, N06200, N06059, N06686, N08020, N08024, N 08026, N08367, N10276, N10665, N10675, N 10629, N08031, N06045, N06025, and R20033 Alloy Pipe
Al_Rafidain engineering Vol.13 No
 Ultrasonic Defect Sizing in Grey Cast Iron Compared with Steel, Using the Maximum Echo Amplitude Technique. Dr. S. I. Ibrahim Mech. Eng. Dept. /College of Engineering /Mosul University Abstract: In ultrasonic
Ultrasonic Defect Sizing in Grey Cast Iron Compared with Steel, Using the Maximum Echo Amplitude Technique. Dr. S. I. Ibrahim Mech. Eng. Dept. /College of Engineering /Mosul University Abstract: In ultrasonic
DETECTION AND QUANTIFICATION OF DETRIMENTAL CONDITIONS IN HDPE USING ULTRASONIC PHASED ARRAY
 DETECTION AND QUANTIFICATION OF DETRIMENTAL CONDITIONS IN HDPE USING ULTRASONIC PHASED ARRAY Caleb Frederick Structural Integrity Associates Huntersville, North Carolina U.S.A. ABSTRACT: For over thirty
DETECTION AND QUANTIFICATION OF DETRIMENTAL CONDITIONS IN HDPE USING ULTRASONIC PHASED ARRAY Caleb Frederick Structural Integrity Associates Huntersville, North Carolina U.S.A. ABSTRACT: For over thirty
Dieselstraße 55, D Heiligenhaus Innovative measuring technology for slab dimension and slab surface measurements
 Dieselstraße 55, D-42579 Heiligenhaus www.surcon-gmbh.de Innovative measuring technology for slab dimension and slab surface measurements Agenda Concept Product Spectrum X-3Dvision X-2Dvision Slab Dimension
Dieselstraße 55, D-42579 Heiligenhaus www.surcon-gmbh.de Innovative measuring technology for slab dimension and slab surface measurements Agenda Concept Product Spectrum X-3Dvision X-2Dvision Slab Dimension
Cracking Mechanism of High Carbon Slab after Machine Scarfing
 China Steel Technical Report, No. 21, pp. 7-12, M. H. (28) Chen, K. J. Lin, K. L. Huang and C. C. Yang 7 Cracking Mechanism of High Carbon after Machine Scarfing MING-HUNG CHEN, KUAN-JU LIN, KAI-LIANG
China Steel Technical Report, No. 21, pp. 7-12, M. H. (28) Chen, K. J. Lin, K. L. Huang and C. C. Yang 7 Cracking Mechanism of High Carbon after Machine Scarfing MING-HUNG CHEN, KUAN-JU LIN, KAI-LIANG
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working Forging & Rolling Mechanical Working of Metals In this method no machining process is carried out, but it is used to achieve optimum mechanical properties
Porosity The good, the Bad and the Ugly of Radiographic Testing
 19 th World Conference on Non-Destructive Testing 2016 Porosity The good, the Bad and the Ugly of Radiographic Testing Hugo VAUGHAN 1 1 South African Institute of Welding, Johannesburg, South Africa Contact
19 th World Conference on Non-Destructive Testing 2016 Porosity The good, the Bad and the Ugly of Radiographic Testing Hugo VAUGHAN 1 1 South African Institute of Welding, Johannesburg, South Africa Contact
PROCESS TO REDUCE REJECTION RATES OF FORGING DEFECTS
 PROCESS TO REDUCE REJECTION RATES OF FORGING DEFECTS ABSTRACT- this paper deals with the various forging defects that occur in a forging industry that causes high rejection rates in the components and
PROCESS TO REDUCE REJECTION RATES OF FORGING DEFECTS ABSTRACT- this paper deals with the various forging defects that occur in a forging industry that causes high rejection rates in the components and
SONASPECTION EXPERTS IN MANUFACTURING FLAWED SPECIMENS AND MOCK-UPS. Improving the world through engineering. Manufactured in the UK & USA
 SONASPECTION EXPERTS IN MANUFACTURING FLAED SPECIMENS AND MOCK-UPS Improving the world through engineering Manufactured in the UK & USA INTRODUCTION Sonaspection is the longest established manufacturer
SONASPECTION EXPERTS IN MANUFACTURING FLAED SPECIMENS AND MOCK-UPS Improving the world through engineering Manufactured in the UK & USA INTRODUCTION Sonaspection is the longest established manufacturer
Nondestructive Testing
 Nondestructive Testing Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Nondestructive inspections fundamentals Classification of nondestructive inspections Radiographic inspection Magnetic particle
Nondestructive Testing Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Nondestructive inspections fundamentals Classification of nondestructive inspections Radiographic inspection Magnetic particle
AEROSPACE MATERIAL SPECIFICATION
 AEROSPACE MATERIAL SPECIFICATION AMS 5659L Issued SEP 1965 Revised JAN 2004 Superseding AMS 5659K Steel, Corrosion-Resistant, Bars, Wire, Forgings, Rings, and Extrusions 15Cr - 4.5Ni - 0.30CB (Nb) - 3.5Cu
AEROSPACE MATERIAL SPECIFICATION AMS 5659L Issued SEP 1965 Revised JAN 2004 Superseding AMS 5659K Steel, Corrosion-Resistant, Bars, Wire, Forgings, Rings, and Extrusions 15Cr - 4.5Ni - 0.30CB (Nb) - 3.5Cu
NDT of Rail Welds during the Construction of the Rapid Transportation System in Kaohsiung
 ECNDT 2006 - Th.1.4.4 NDT of Rail Welds during the Construction of the Rapid Transportation System in Kaohsiung CHEN Pi-Kurn, China Steel Corporation, Kaohsiung, Taiwan Abstract. A railway line consists
ECNDT 2006 - Th.1.4.4 NDT of Rail Welds during the Construction of the Rapid Transportation System in Kaohsiung CHEN Pi-Kurn, China Steel Corporation, Kaohsiung, Taiwan Abstract. A railway line consists
Steel Forgings: Design, Production, Selection, Testing, and Application. Edward G. Nisbett. ASTM Stock No. MNL53
 Steel Forgings: Design, Production, Selection, Testing, and Application Edward G. Nisbett ASTM Stock No. MNL53 INTERNATIONAL Standards Worldwide ASTM International 100 Barr Harbor Drive PO Box C700 West
Steel Forgings: Design, Production, Selection, Testing, and Application Edward G. Nisbett ASTM Stock No. MNL53 INTERNATIONAL Standards Worldwide ASTM International 100 Barr Harbor Drive PO Box C700 West
Materials and Qualification Procedures for Ships
 Materials and Qualification Procedures for Ships Approval of a Works for the Manufacture of Non-heat treated ERW Steel Pipes Revision 2, Sept 2014 Lloyd s Register Group Limited, its subsidiaries and affiliates
Materials and Qualification Procedures for Ships Approval of a Works for the Manufacture of Non-heat treated ERW Steel Pipes Revision 2, Sept 2014 Lloyd s Register Group Limited, its subsidiaries and affiliates
Zamperla, Inc. Release Date: December 1, Fanny Road Effective Date: January 1, 2019 Boonton, New Jersey 07005
 Ride distributed by: Bulletin No: SB-01-2018 Zamperla, Inc. Release Date: December 1, 2018 49 Fanny Road Effective Date: January 1, 2019 Boonton, New Jersey 07005 Supersedes: USA Completion Date: Before
Ride distributed by: Bulletin No: SB-01-2018 Zamperla, Inc. Release Date: December 1, 2018 49 Fanny Road Effective Date: January 1, 2019 Boonton, New Jersey 07005 Supersedes: USA Completion Date: Before
Zamperla, Inc. Release Date: December 1, Fanny Road Effective Date: January 1, 2019 Boonton, New Jersey 07005
 Ride distributed by: Bulletin No: SB-01-2018 Zamperla, Inc. Release Date: December 1, 2018 49 Fanny Road Effective Date: January 1, 2019 Boonton, New Jersey 07005 Supersedes: USA Completion Date: Before
Ride distributed by: Bulletin No: SB-01-2018 Zamperla, Inc. Release Date: December 1, 2018 49 Fanny Road Effective Date: January 1, 2019 Boonton, New Jersey 07005 Supersedes: USA Completion Date: Before
Unit-III Rolling Process. Introduction
 Introduction Unit-III Rolling Process Rolling is one of the most important industrial metal forming operations. Hot Rolling is employed for breaking the ingots down into wrought products such as into blooms
Introduction Unit-III Rolling Process Rolling is one of the most important industrial metal forming operations. Hot Rolling is employed for breaking the ingots down into wrought products such as into blooms
How clean is your steel?
 How clean is your steel? why quantification of inclusions provides confidence in a long fatigue life Erik Claesson, Joakim Fagerlund, Lily Kamjou and Patrik Ölund 1 EXECUTIVE OVERVIEW The use of clean
How clean is your steel? why quantification of inclusions provides confidence in a long fatigue life Erik Claesson, Joakim Fagerlund, Lily Kamjou and Patrik Ölund 1 EXECUTIVE OVERVIEW The use of clean
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
Standard Specification for Titanium and Titanium Alloy Forgings 1
 Designation: B 381 06a Standard Specification for Titanium and Titanium Alloy Forgings 1 This standard is issued under the fixed designation B 381; the number immediately following the designation indicates
Designation: B 381 06a Standard Specification for Titanium and Titanium Alloy Forgings 1 This standard is issued under the fixed designation B 381; the number immediately following the designation indicates
Hull and machinery steel forgings
 (1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
(1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
ALUMINIUM ALLOY SAND AND CHILL CASTINGS Gr M
 ALUMINIUM ALLOY SAND AND CHILL CASTINGS Gr. 4635 M FOR INTERNAL USE ONLY REMOVE THIS PREFACE BEFORE ISSUE TO SUPPLIERS Comparable Standards: 1. INDIAN : IS: 617-1994 Grade-4635 M 2. GERMAN : DIN 1725-1983,
ALUMINIUM ALLOY SAND AND CHILL CASTINGS Gr. 4635 M FOR INTERNAL USE ONLY REMOVE THIS PREFACE BEFORE ISSUE TO SUPPLIERS Comparable Standards: 1. INDIAN : IS: 617-1994 Grade-4635 M 2. GERMAN : DIN 1725-1983,
MODERN ULTRASONIC TECHNIQUES FOR DEFECT DETECTION IN CAST MATERIALS
 MODERN ULTRASONIC TECHNIQUES FOR DEFECT DETECTION IN CAST MATERIALS INTRODUCTION S. Palit Sagar National Metallurgical Laboratory, Jamshedpur 831007 e-mail : sarmi@nmlindia.org In casting flaw detection
MODERN ULTRASONIC TECHNIQUES FOR DEFECT DETECTION IN CAST MATERIALS INTRODUCTION S. Palit Sagar National Metallurgical Laboratory, Jamshedpur 831007 e-mail : sarmi@nmlindia.org In casting flaw detection
SECTION WELDING
 SECTION 05050 WELDING PART 1 GENERAL 1.1 REFERENCES A. The following is a list of standards which may be referenced in this section: 1.2 DEFINITIONS 1. American Society of Mechanical Engineers (ASME):
SECTION 05050 WELDING PART 1 GENERAL 1.1 REFERENCES A. The following is a list of standards which may be referenced in this section: 1.2 DEFINITIONS 1. American Society of Mechanical Engineers (ASME):
ScanaVIPTOOL Steels VIP. It is the steel solution. Scana Steel USA (Steel Service center) What is VIP? Why VIP? Who needs VIP?
 What is VIP? Why VIP? Who needs VIP?") STEELUSA Scana USA ( Service center) What is VIP? VIP is the registered trademark for our products that are VIP treated for our VIP customers. VIP stands for Value added, Isotropy, Performance that are
STEELUSA Scana USA ( Service center) What is VIP? VIP is the registered trademark for our products that are VIP treated for our VIP customers. VIP stands for Value added, Isotropy, Performance that are
W-09 ANCHOR CHAIN CABLES AND ACCESSORIES FOR SHIPS
 Guideline No.: W-09(201510) W-09 ANCHOR CHAIN CABLES AND ACCESSORIES FOR SHIPS Issued date: October 20,2015 China Classification Society Foreword: This Guide is a part of CCS Rules, which contains technical
Guideline No.: W-09(201510) W-09 ANCHOR CHAIN CABLES AND ACCESSORIES FOR SHIPS Issued date: October 20,2015 China Classification Society Foreword: This Guide is a part of CCS Rules, which contains technical
Ontario ENGINEERING STANDARD SPECIFICATION 1/8 REV. SPECIALTY ENGINEERING MATERIALS ENGINEERING QA CLARABELLE MILL CAST Q & T STEEL LINERS
 1/8 Rev Description Approved by Reviewed by Issue Date YYYY/MM/DD 1 Document format and number changed. Previous number QA - 016 PB 011/1/4 PB 011/1/4 01/04/19 SPEC Reviewed 016 Regional Approvals removed,
1/8 Rev Description Approved by Reviewed by Issue Date YYYY/MM/DD 1 Document format and number changed. Previous number QA - 016 PB 011/1/4 PB 011/1/4 01/04/19 SPEC Reviewed 016 Regional Approvals removed,
Available online at ScienceDirect. 20th European Conference on Fracture (ECF20)
") Available online at www.sciencedirect.com ScienceDirect Procedia Materials Science 3 ( 2014 ) 924 929 20th European Conference on Fracture (ECF20) Fatigue limit prediction of large scale cast aluminum
Available online at www.sciencedirect.com ScienceDirect Procedia Materials Science 3 ( 2014 ) 924 929 20th European Conference on Fracture (ECF20) Fatigue limit prediction of large scale cast aluminum
WORK ROLL AND BACK UP ROLL (HOT MILLS and COLD MILLS) CHARACTERISTICS
 CHARACTERISTICS") CATEGORY: TYPE: AFFECTS: ROLL SURFACE INDICATIONS PIN HOLES AND POROSITIES WORK ROLL AND BACK UP ROLL (HOT MILLS and COLD MILLS) CHARACTERISTICS Pinholes and porosities are characterized as small randomly
CATEGORY: TYPE: AFFECTS: ROLL SURFACE INDICATIONS PIN HOLES AND POROSITIES WORK ROLL AND BACK UP ROLL (HOT MILLS and COLD MILLS) CHARACTERISTICS Pinholes and porosities are characterized as small randomly
Plain bearings Metallic multilayer plain bearings. Part 1: Non-destructive ultrasonic testing of bond of thickness greater than or equal to 0,5 mm
 INTERNATIONAL STANDARD ISO 4386-1 Third edition 2012-10-15 Plain bearings Metallic multilayer plain bearings Part 1: Non-destructive ultrasonic testing of bond of thickness greater than or equal to 0,5
INTERNATIONAL STANDARD ISO 4386-1 Third edition 2012-10-15 Plain bearings Metallic multilayer plain bearings Part 1: Non-destructive ultrasonic testing of bond of thickness greater than or equal to 0,5
AWS B1.10M/B1.10:2009 An American National Standard. Guide for the Nondestructive Examination of Welds
 An American National Standard Guide for the Nondestructive Examination of Welds An American National Standard Approved by the American National Standards Institute July 1, 2009 Guide for the Nondestructive
An American National Standard Guide for the Nondestructive Examination of Welds An American National Standard Approved by the American National Standards Institute July 1, 2009 Guide for the Nondestructive
Replacement of Conventional Rebar With Non-Conventional Prefabricated Cage System in RC Column
 SSRG Journal of Civil Engineering- (ICRTCETM-7) - Special Issue - April 7 Conference on Recent Trends in Civil Engineering, Technology and Management (ICRTCETM-7) Replacement of Conventional Rebar With
SSRG Journal of Civil Engineering- (ICRTCETM-7) - Special Issue - April 7 Conference on Recent Trends in Civil Engineering, Technology and Management (ICRTCETM-7) Replacement of Conventional Rebar With
Standard Specification for Carbon and Alloy Steel Forgings for Thin-Walled Pressure Vessels 1
 Designation: A 372/A 372M 03 An American National Standard Standard Specification for Carbon and Alloy Steel Forgings for Thin-Walled Pressure Vessels 1 This standard is issued under the fixed designation
Designation: A 372/A 372M 03 An American National Standard Standard Specification for Carbon and Alloy Steel Forgings for Thin-Walled Pressure Vessels 1 This standard is issued under the fixed designation
Course: WELDING AND FABRICATION. Qualification: 7 th Pass (or) Formal education who can read and write in telugu. Duration: 3 months
 Formal education who can read and write in telugu. Duration: 3 months") Course: WELDING AND FABRICATION Qualification: 7 th Pass (or) Formal education who can read and write in telugu Duration: 3 months Number of hours: 140 + 4 hours for evaluation Number of hours per week:
Course: WELDING AND FABRICATION Qualification: 7 th Pass (or) Formal education who can read and write in telugu Duration: 3 months Number of hours: 140 + 4 hours for evaluation Number of hours per week:
Reading assignment. Nondestructive evaluation (NDE) Nondestructive testing (NDT) Penetrant. Conventional NDE mthods. Topic 7
 Nondestructive testing (NDT) Penetrant. Conventional NDE mthods. Topic 7") Reading assignment Nondestructive evaluation (NDE) Topic 7 Notes on Nondestructive Evaluation in the course website. Sec. 8.2, 8.3 and 8.4, William Callister, Materials Science and Engineering, 6 th Ed.
Reading assignment Nondestructive evaluation (NDE) Topic 7 Notes on Nondestructive Evaluation in the course website. Sec. 8.2, 8.3 and 8.4, William Callister, Materials Science and Engineering, 6 th Ed.
Inspection of Steel Girder Bridges
 Course Outline Inspection of Steel Girder Bridges Bridge superstructure systems Defects in steel members Failure mechanics Fatigue Constrained Induced fracture (CIF) Inspection Inspection of Pin & Hanger
Course Outline Inspection of Steel Girder Bridges Bridge superstructure systems Defects in steel members Failure mechanics Fatigue Constrained Induced fracture (CIF) Inspection Inspection of Pin & Hanger
Ciorau, P. Ontario Power Generation Canada
 Contribution to Crack Sizing by Phased Array Ultrasonic Techniques. Part 2: Comparison with Optical, Magnetic Particles, Fracture Mechanics and Metallography for Last Significant Crack Tip. Ciorau, P.
Contribution to Crack Sizing by Phased Array Ultrasonic Techniques. Part 2: Comparison with Optical, Magnetic Particles, Fracture Mechanics and Metallography for Last Significant Crack Tip. Ciorau, P.
49 CFR Part 192. Not applicable to welding during manufacture of pipe and components
 49 CFR Part 192 Not applicable to welding during manufacture of pipe and components --- and other strange nomenclature A joining process that produces a coalescence of metals (or non-metals) by heating
49 CFR Part 192 Not applicable to welding during manufacture of pipe and components --- and other strange nomenclature A joining process that produces a coalescence of metals (or non-metals) by heating
Progress of some techniques on electromagnetic metallurgy
 Progress of some techniques on electromagnetic metallurgy Engang Wang To cite this version: Engang Wang. Progress of some techniques on electromagnetic metallurgy. 8th International Conference on Electromagnetic
Progress of some techniques on electromagnetic metallurgy Engang Wang To cite this version: Engang Wang. Progress of some techniques on electromagnetic metallurgy. 8th International Conference on Electromagnetic
BUREAU OF INDIAN STANDARDS Draft Indian Standard
 For Comments Only BUREAU OF INDIAN STANDARDS Draft Indian Standard STEEL PLATES FOR PRESSURE VESSEL FOR INTERMEDIATE AND HIGH TEMPERATURE SERVICE INCLUDING BOILERS (Third Revision of IS 2002) ICS 77.140.30
For Comments Only BUREAU OF INDIAN STANDARDS Draft Indian Standard STEEL PLATES FOR PRESSURE VESSEL FOR INTERMEDIATE AND HIGH TEMPERATURE SERVICE INCLUDING BOILERS (Third Revision of IS 2002) ICS 77.140.30
Contribution to Outer Ligament Evaluation by Phased Array Ultrasonic Techniques
 Contribution to Outer Ligament Evaluation by Phased Array Ultrasonic Techniques Ciorau, P. Ontario Power Generation Inc. Inspection and Maintenance Services Pickering Ontario CANADA peter.ciorau@opg.com
Contribution to Outer Ligament Evaluation by Phased Array Ultrasonic Techniques Ciorau, P. Ontario Power Generation Inc. Inspection and Maintenance Services Pickering Ontario CANADA peter.ciorau@opg.com