Workshop Series 2016
|
|
|
- Audrey Britney Campbell
- 6 years ago
- Views:
Transcription


1 Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
2
3 300 Ton Machine : Machine Hour rate $/Hr Current Cycle Time: New Cycle time: Cycle time savings: Cycle time savings: 30 seconds 29 seconds 2 seconds per minute 2 Minutes per hour Cycle time savings: (5000 hrs per year) 10,000 Minutes or 166 hours Total $ amount savings: 166 x 35 = $ 5810 Total $ amount saved: (10 Machine shop) 58,100 Benjamin Franklin once said Beware of little expenses; a small leak can sink a great ship.
4 Key Considerations Productivity improvement is not all about cycle time reduction Minimizing rejects/rework, automation, reducing down time. What prevents one from speeding up cycle time? a. Dimensional issues b. Aesthetic/Cosmetic issues
 Ejection (2) Where is the best return on investment of")
5 Cycle Time Optimization Mold Filling (5) Packing (3) Holding (3) Cooling (25) Ejection (2) Where is the best return on investment of your time?
6 Cycle Time Optimization Temperatures Melt & mold Fill, Pack and Hold Cooling time Mold Open-Close Ejection Process window
7 Temperature Melt temperature affects cycle time BTU s (heat) IN = BTU s (heat) OUT Heat always travels from HOT to COLD at a given rate based on each material s rate of transmission or thermal diffusivity Some materials give off heat faster than others Parts Must be cooled below Heat Distortion Temperature (HDT) of the Plastics in order to eject it out of the mold without warpage The Hotter the melt..longer the cooling time Avoid too high or too low Melt temperature.. Refer to material supplier s Data sheet for recommended settings And use it as starting point

8 Mold Temperature Temperature setting on Mold heater vs. Actual Steel Temperature
9 Mold filling ( Injection) Inject the material into the mold in fastest possible time. Velocity profiling helps with visual problems associated with too slow or too fast injection speeds. Why can t we inject the material faster in the mold?

10 Mold Packing and holding The ideal holding time is the gate freeze time and can only be determined by gate freeze study.

11 A very simple study is performed to determine this time. Samples molded with different holding times are weighed and the time after which the weight remains constant is set as the holding time. As the holding time is increased more and more plastic enters the cavity increasing the weight. But as soon as the gate is frozen, the plastic cannot get into the cavity and the part weight remains constant. This is called the gate freeze time or the gate seal time. See the picture on the next page. You will notice that the part weight remains constant after 9 seconds. The holding time is set to one second higher than the gate seal time to ensure that the gate is frozen during every shot. In the case of the graph below the time was set to 10 seconds. This will ensure consistency and any small variations will be compensated for. Holding Time Procedure for determining the Hold Time. 1. Set the injection speed to the value obtained from the viscosity curve experiment. 2. Set the process at the center of the process window from the process window study. 3. Set the cooling time to a value to ensure that the part is cooled before ejection. 4. Drop the holding time to zero and start molding. Mold approximately 5 to 8 shots. 5. Increase the holding time to one second and collect a shot. 6. Increase the holding time to two seconds and collect a shot. Similarly collect shots at increments of one second. 7. Weigh the shots and plot a graph of part weight versus time similar to the graph in the picture. 8. Determine the gate seal time. (Source:

12 Concept of Heat Transfer & Cooling

13 Cooling time Mold cooling accounts for more than two-thirds of the total cycle time in the production of injection molded thermoplastic parts Cooling time is a function of : material properties melt temperature mold wall temperature part wall thickness

14 Cooling Considerations Molding Cycle.80% is cooling time Flow type.laminar or Turbulent Flow rate GPM Reynolds number of > than 5000 for turbulent flow Thermal conductivity of mold steel Plastic material s Heat Content Waterlines Part Design Rule of Thumb: 7/16 Diameter Waterline requires 1.5 GPM to achieve turbulent flow.
15 What affects Cooling time? Dimensional tolerance is the controlling factor Visual and functional issues such as warpage Screw recovery time Too thick sprue and runner No water in some parts of the mold such as core pins Type of metal (thermal conductivity)
 Is the return pressure at")


16 Cycle time savings from proper Water Management Points to Consider at the Machine Is the supply pressure adequate (50 psi min) Is the return pressure at least 40 psi less than the supply Adequate pipe sizing for the number of machines in service Is the GPM flow adequate to cool the molds properly Is there an adequate number of valves on each manifold Are the supply/return manifolds in close proximity to the mold Are the valves properly sized Source: Pulse cooling-west

17 Waterlines size and Placement Basics Water pressure differential 25 to 30 psi Water Temperature differential < than 4 F Typical Flow rate 1.5 GPM each line Source: DSM

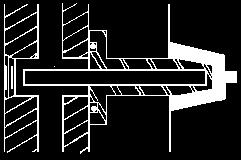
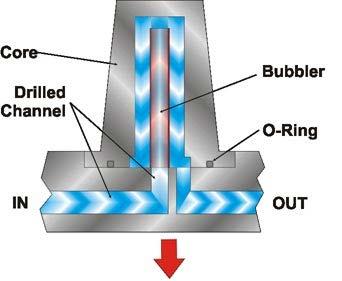
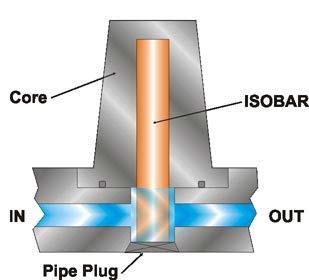
18 Special Techniques Heat Pipe (Thermal Pin High thermal conductivity alloys What is a heat pipe? A heat pipe consists of a sealed aluminum or copper container whose inner surfaces have a capillary wicking material. Inside the container is a liquid under its own pressure, that enters the pores of the capillary material, wetting all internal surfaces. Applying heat at any point along the surface of the heat pipe causes the liquid at that point to boil and enter a vapor state. When that happens, the liquid picks up the latent heat of vaporization. The gas, which then has a higher pressure, moves inside the sealed container to a colder location where it condenses. Thus, the gas gives up the latent heat of vaporization and moves heat from the input to the output end of the heat pipe. Heat pipes have an effective thermal conductivity many thousands of times that of copper. Heat pipes can be built in almost any size and shape.

19 Heat Pipes

20 High Thermal conductivity alloys MoldMax Ampcoloy


21 Water Recirculating System Open loop cooling system Typical closed cooling system.
22 Mold Open & Mold Close Open and close the mold as fast as possible without damaging the mold or the machine Close the mold as soon as the part is cleared Ejection Limit ejection to single stroke

23 Key Questions to ask. is runner controlling the cycle? is it cavity in a multi-cavity mold or process related? Part design issues? Too thick/thin walls? Deep ribs? Possible to investigate fast cycling resins? Loosen up tolerances?
24 Troubleshooting Techniques
25 Problem Solving (Trouble Shooting) Conventional techniques and troubleshooting charts Sink Marks Description Sink Marks occur during the cooling process if certain areas of the part are not cooled sufficiently causing them to contract. Possible Solutions Decrease amount of regrind use. Decrease back pressure. Confirm that the non-return valve being used is not leaking excessively. Decrease melt temperature. Do this if the sink marks are near the gate or thick walled areas. Decrease mold temperature. Do this if the sink marks are near the gate or thick walled areas. Decrease injection rate. Do this if the sink marks are near the gate or thick walled areas. Dry material. Increase injection pressure. Do this if the sink marks are away from the gate or in thin walled areas. Increase injection speed. Do this if the sink marks are away from the gate or in thin walled areas. Increase mold temperature. Do this if the sink marks are away from the gate or in thin walled areas. Increase injection-hold. Increase shot size and confirm that the a cushion is being maintained. Increase size of sprue and/or runners and/or gates. Relocate gates on or as near as possible to thick sections. Increase cooling time. If possible change the mold design to maintain an even wall thickness throughout the part.


26 Problem Solving If a part has been produced satisfactorily and it goes bad, something has changed. The principle is not to change conditions immediately. The cause should be identified and rectified. Never adjust one condition to compensate for a failure or change in another condition. For example, if melt temperature has increased, don t reduce speeds or pressures or mold temperature to compensate. Identify problem, that is to say reduce melt temperature to what it was before, by checking and replacing thermocouples, etc. Source: GE Plastics
27 Problem Solving Ask questions DEFINE THE PROBLEMS COLLECT DATA - ACT what has changed? what is at fault? when did it start? how often does it occur? where is fault? is the fault randomly situated or always in same place? Identify causes of defects test, observe, conclude and study history of faults injection speed: test screw speed: test back pressure: test melt temperature: test machine check mold temperature control material cushion

28 Factors affecting Quality of Molded parts Where is the problem stemming from? Filling Phase Surface defects, Jetting, Blush, Gate Fracture, burning, flow marks, Molecular orientation, Knit lines Packing Phase Flash, Some surface details Holding Phase Voids, sinks, warpage, part density Cooling Phase Part dimensions, Warpage Source: Bayer


29 Sink Marks A sink mark is a local surface depression that typically occurs in moldings with thicker sections, or at locations above ribs, bosses, and internal fillets. Gas Assist Pack & Hold Phase Wall Thickness Hot spots in the mold Material change Additives





30 Jetting Jetting occurs when polymer melt is pushed at a high velocity through restrictive areas, such as the nozzle, runner, or gate, into open, thicker areas, without forming contact with the mold wall. The buckled, snake-like jetting stream causes contact points to form between the folds of melt in the jet, creating small-scale "welds" FIGURE 2. Using an overlap gate to avoid jetting
31 Burning (burn Marks) Burn marks are small, dark or black spots that appear near the end of the flow path of a molded part or in the blind area where the air trap forms. 1. Venting 2. Fast injection speed 3. Too high melt temperature




32 Weld (Knit) Lines A weld line (also called a weld mark or a knit line) is formed when separate melt fronts traveling in opposite directions meet. A meld line occurs if two emerging melt fronts flow parallel to each other and create a bond between them. Weld and meld lines can be caused by holes or inserts in the part, multiple gates, or variable wall thickness where hesitation or race tracking occurs. If weld or meld lines can't be avoided, position them at low-stress and low-visibility areas by adjusting the gate position and dimension. Improve the strength of weld and meld lines by increasing the local temperature and pressure at their locations.
33 Weld Lines VENTING SLOW INJECTION SPEED EXCESSIVE MOLD RELEASE LONG FLOW LENGTH TOO LOW A MELT TEMPERATURE

34 Gate blush Gate Blush is a melt fracture at the gate that is usually caused by sharp corners, excessive injection speed, gate size or gate design. It appears as a dull spot on the part. Source: Bayer

35 Bubbles Bubbles form due to moisture in the resin or due to trapped air in the mold

36 Splay (silver streaks) Silver streaks are the splash appearance of moisture, air, or charred plastic particles on the surface of a molded part, which are fanned out in a direction emanating from the gate location.


37 Voids A void occurring in the center of the thick part is usually caused by excessive shrinkage from thick walls or under packing.




38 Warpage Dimensional distortion in a plastics part after molding is referred to as warpage. Warpage is caused by uneven post molding shrinkage and Overpacking

39 Rules to Forget If you twist enough knobs or punch enough numbers the problems will go away. The machine has a mind of its own. All problems are because of the bad part design, bad tooling, or bad set-up. It takes a genius to operate a molding machine. It ain t my $#@% Fault! Rules to Remember The fastest cycle that produces the most parts use a. Minimum allowable melt Temperature b. Minimum pressure for low stress parts c. Minimum time fast fill, fast cool, etc. All problems have a logical cause Data drives decisions Think-Observe-Act Source: Anonymous
40 Contact Information Vishu Shah Consultek J Ramona Avenue Chino, CA PH: Web:
41 Any Questions?




42
CONSULTEK CRADLE & VIAL. Tooling Modifications. Analysis and Recommendations.
 CONSULTEK CONSULTING FOR PLASTICS INDUSTRY www.consultekusa.com www.theplasticsconsultant.com VISHU SHAH TEL : 714-674-1981 460-D West Lambert Road FAX : 714-674-1981 Brea, CA 92821 vishu@consultekusa.com
CONSULTEK CONSULTING FOR PLASTICS INDUSTRY www.consultekusa.com www.theplasticsconsultant.com VISHU SHAH TEL : 714-674-1981 460-D West Lambert Road FAX : 714-674-1981 Brea, CA 92821 vishu@consultekusa.com
Processing Guide CONTENTS
 CONTENTS INTRODUCTION SAFETEY GUIDELINES EQUIPMENT PROCESSING o INJECTION MOLDING GENERAL CONDITIONS START UP MOLD FILLING DRYING REGRIND SHRINKAGE o DESIGN RUNNERS AND GATES VENTING MOLD SURFACES EJECTION
CONTENTS INTRODUCTION SAFETEY GUIDELINES EQUIPMENT PROCESSING o INJECTION MOLDING GENERAL CONDITIONS START UP MOLD FILLING DRYING REGRIND SHRINKAGE o DESIGN RUNNERS AND GATES VENTING MOLD SURFACES EJECTION
PP/TPO Processing Guidelines and Troubleshooting Guide
 PP/TPO Processing Guidelines and Troubleshooting Guide This guideline provides valuable information to help with some of the many problems that may arise when working with polypropylene. The suggestions
PP/TPO Processing Guidelines and Troubleshooting Guide This guideline provides valuable information to help with some of the many problems that may arise when working with polypropylene. The suggestions
HIGH DENSITY FORMULATIONS PROCESSING GUIDE
 Gravi-Tech HIGH DENSITY FORMULATIONS PROCESSING GUIDE GRAVI-TECH Density Modified Formulations Gravi-Tech polymer-metal composites are high-density materials developed as thermoplasticbased alternatives
Gravi-Tech HIGH DENSITY FORMULATIONS PROCESSING GUIDE GRAVI-TECH Density Modified Formulations Gravi-Tech polymer-metal composites are high-density materials developed as thermoplasticbased alternatives
Santoprene TPV. TPV troubleshooting guide for injection molding
 Santoprene TPV TPV troubleshooting guide for injection molding TABLE OF CONTENTS - 3 CONTENT The following table provides an overview of most problems/defects. Please click on the desired problem phrase
Santoprene TPV TPV troubleshooting guide for injection molding TABLE OF CONTENTS - 3 CONTENT The following table provides an overview of most problems/defects. Please click on the desired problem phrase
Stanyl ForTii F11. Recommendations for injection molding MATERIAL HANDLING
 GRADE CODING Stanyl ForTii TM glass fiber reinforced and halogen-free flame retardant injection molding grades. MATERIAL HANDLING Storage In order to prevent moisture pick up and contamination, supplied
GRADE CODING Stanyl ForTii TM glass fiber reinforced and halogen-free flame retardant injection molding grades. MATERIAL HANDLING Storage In order to prevent moisture pick up and contamination, supplied
INJECTION MOLDING DESIGN GUIDELINES
 INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
INJECTION MOLDING DESIGN GUIDELINES INJECTION MOLDED PARTS Injection molding is used for manufacturing a wide variety of parts, from small components like AAA battery boxes to large components like truck
Medical device design for injection molding
 Medical device design for injection molding Contents Beginning medical device design for injection molding...3 Design considerations for medical device injection molding...4 Plastic material selection
Medical device design for injection molding Contents Beginning medical device design for injection molding...3 Design considerations for medical device injection molding...4 Plastic material selection
INJECTION MOLDING OF PULSE ENGINEERING RESINS (unfilled & filled grades)
") INJECTION MOLDING OF PULSE ENGINEERING RESINS (unfilled & filled grades) TECHNICAL INFORMATION Drying PC/ABS (polycarbonate/acrylonitrile butadiene styrene) resins are hygroscopic they absorb water from
INJECTION MOLDING OF PULSE ENGINEERING RESINS (unfilled & filled grades) TECHNICAL INFORMATION Drying PC/ABS (polycarbonate/acrylonitrile butadiene styrene) resins are hygroscopic they absorb water from
automotive, medical device and so on. well known for Hasco and Meusburge standards. Project details as below : French Plastic
 French Plastic injection moulder in China, Please French invested mold maker with Chinese joint venture manufacture for electronics, electrical, home appliance, LED lighting, automotive, medical device
French Plastic injection moulder in China, Please French invested mold maker with Chinese joint venture manufacture for electronics, electrical, home appliance, LED lighting, automotive, medical device
Copyright Notice. HCL Technologies Ltd. All rights reserved. A DEFINITIVE GUIDE TO DESIGN FOR MANUFACTURING SUCCESS
 Title Subtitle Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted,
Title Subtitle Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted,
NX Mold Flow Analysis solutions
 Siemens PLM Software NX Mold Flow Analysis solutions Using mold filling simulation to optimize plastic part designs Benefits Optimizes plastic part designs and molding process parameters Optimizes wall
Siemens PLM Software NX Mold Flow Analysis solutions Using mold filling simulation to optimize plastic part designs Benefits Optimizes plastic part designs and molding process parameters Optimizes wall
The Tool Hub. Efficient Cooling
 O The Tool Hub Efficient Cooling V1 Conformal cooling channels is a good way to decrease deformation and increase productivity. Below is a core ready for final machining. CLEAR EFFICIENT FAIR Efficient
O The Tool Hub Efficient Cooling V1 Conformal cooling channels is a good way to decrease deformation and increase productivity. Below is a core ready for final machining. CLEAR EFFICIENT FAIR Efficient
Injection Molding APPENDIX A A.1 INTRODUCTION
 APPENDIX A Injection Molding A.1 INTRODUCTION Injection molding is a process where solid plastic is melted, injected into a mold, and then cooled back to a solid as shown in Figure A.1. Plastic injection
APPENDIX A Injection Molding A.1 INTRODUCTION Injection molding is a process where solid plastic is melted, injected into a mold, and then cooled back to a solid as shown in Figure A.1. Plastic injection
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY
 PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
PLASTICS TODAY THE MAGAZINE OF PLASTICS MANUFACTURING PRODUCTIVITY Selecting the 'Right' Thermocouple: There Are More Choices Today Used every day by most processors, thermocouples tend to be taken for
Available online at ScienceDirect. Procedia Manufacturing 2 (2015 )
") Available online at www.sciencedirect.com ScienceDirect Procedia Manufacturing 2 (2015 ) 246 250 2nd International Materials, Industrial, and Manufacturing Engineering Conference, MIMEC2015, 4-6 February
Available online at www.sciencedirect.com ScienceDirect Procedia Manufacturing 2 (2015 ) 246 250 2nd International Materials, Industrial, and Manufacturing Engineering Conference, MIMEC2015, 4-6 February
Injection Molding T. Gutowski. D. Roylance 1
 Injection Molding 2.810 T. Gutowski D. Roylance 1 V-6 air intake manifold Water control valve Brass Vs injection mold www.mnrubber.com 2 Short history of plastics 1866 Celluloid 1891 Rayon 1907 Bakelite
Injection Molding 2.810 T. Gutowski D. Roylance 1 V-6 air intake manifold Water control valve Brass Vs injection mold www.mnrubber.com 2 Short history of plastics 1866 Celluloid 1891 Rayon 1907 Bakelite
Injection molding faults in styrene copolymers and their prevention. BASF Plastics key to your success
 Injection molding faults in styrene copolymers and their prevention BASF Plastics key to your success 4 I. Injection molding faults. Streaks. Moisture streaks/splay marks. Burning streaks/silver streaks.3
Injection molding faults in styrene copolymers and their prevention BASF Plastics key to your success 4 I. Injection molding faults. Streaks. Moisture streaks/splay marks. Burning streaks/silver streaks.3
Injection Molding Fall 2002 Professor Tim Gutowski
 Injection Molding 2.810 Fall 2002 Professor Tim Gutowski Short history of plastics 1862 first synthetic plastic 1866 Celluloid 1891 Rayon 1907 Bakelite 1913 Cellophane 1926 PVC 1933 Polyethylene 1938 Teflon
Injection Molding 2.810 Fall 2002 Professor Tim Gutowski Short history of plastics 1862 first synthetic plastic 1866 Celluloid 1891 Rayon 1907 Bakelite 1913 Cellophane 1926 PVC 1933 Polyethylene 1938 Teflon
Sample Pages. Suhas Kulkarni. Robust Process Development and Scientific Molding. Theory and Practice ISBN:
 Sample Pages Suhas Kulkarni Robust Process Development and Scientific Molding Theory and Practice ISBN: 978-3-446-42275-9 For further information and order see http://www.hanser.de/978-3-446-42275-9 or
Sample Pages Suhas Kulkarni Robust Process Development and Scientific Molding Theory and Practice ISBN: 978-3-446-42275-9 For further information and order see http://www.hanser.de/978-3-446-42275-9 or
Injection Molding Guide for KEPITAL
 Injection Molding Guide for KEPITAL R&D Center 1. Safety recommendations (1) Safety precautions during processing In processing KEPITAL, an extraction hood should be equipped over the barrel unit and measures
Injection Molding Guide for KEPITAL R&D Center 1. Safety recommendations (1) Safety precautions during processing In processing KEPITAL, an extraction hood should be equipped over the barrel unit and measures
2nd International Conference on Electronics, Network and Computer Engineering (ICENCE 2016)
") 2nd International Conference on Electronics, Network and Computer Engineering (ICENCE 2016) Computer Simulation on Injection Molding Process of Automotive Engine Air intake Manifold Based on Moldflow Hanwu
2nd International Conference on Electronics, Network and Computer Engineering (ICENCE 2016) Computer Simulation on Injection Molding Process of Automotive Engine Air intake Manifold Based on Moldflow Hanwu
Fundamentals of Casting
 Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
PLASTICS ENGINEERING TECHNOLOGY CERTIFICATE PROGRAM
 CAL POLY POMONA PLASTICS ENGINEERING TECHNOLOGY CERTIFICATE PROGRAM PLASTICS 101 THEORY AND PRACTICE Winter This course is designed to introduce students to basic concepts and techniques used throughout
CAL POLY POMONA PLASTICS ENGINEERING TECHNOLOGY CERTIFICATE PROGRAM PLASTICS 101 THEORY AND PRACTICE Winter This course is designed to introduce students to basic concepts and techniques used throughout
Abstract. 2. DesignofPartandCoolingChannels. 1. Introduction. Page 344
 A Simulation Study of Conformal Cooling Channels in Plastic Injection Molding Omar A. Mohamed, S.H. Masood, Abul Saifullah Faculty of Engineering and Industrial Science, Swinburne University of Technology,
A Simulation Study of Conformal Cooling Channels in Plastic Injection Molding Omar A. Mohamed, S.H. Masood, Abul Saifullah Faculty of Engineering and Industrial Science, Swinburne University of Technology,
TORLON. molding TORLON. Polyamide-imide Molding Guide
 TORLON molding TORLON Polyamide-imide Molding Guide Contents About TORLON Polymers..................................... 1 Introduction to High-Quality Molding of TORLON Resin............. 1 Injection Molding
TORLON molding TORLON Polyamide-imide Molding Guide Contents About TORLON Polymers..................................... 1 Introduction to High-Quality Molding of TORLON Resin............. 1 Injection Molding
Injection Moulding Guidelines. Injection Moulding Guidelines 1
 Injection Moulding Guidelines Injection Moulding Guidelines 1 2 Injection Moulding Guidelines Table of contents 1. Introduction 3 2. Product overview 4 3. Machine selection and auxiliary equipment 5 4.
Injection Moulding Guidelines Injection Moulding Guidelines 1 2 Injection Moulding Guidelines Table of contents 1. Introduction 3 2. Product overview 4 3. Machine selection and auxiliary equipment 5 4.
Injection molding of standard & high heat PLA compounds. 2
 Page 1 of 5 Date previous version 21 Apr 2016 PROCESSING GUIDE INJECTION MOLDING OF STANDARD AND HIGH HEAT PLA COMPOUNDS Interested in solutions for bioplastics? Please contact us at 2 www.total-corbion.com
Page 1 of 5 Date previous version 21 Apr 2016 PROCESSING GUIDE INJECTION MOLDING OF STANDARD AND HIGH HEAT PLA COMPOUNDS Interested in solutions for bioplastics? Please contact us at 2 www.total-corbion.com
The cause and avoidance of sink marks on plastic injection molded parts
 The cause and avoidance of sink marks on plastic injection molded parts Sink marks may occur where there is a thicker section of plastic compared to the general wall thickness. The greater the difference
The cause and avoidance of sink marks on plastic injection molded parts Sink marks may occur where there is a thicker section of plastic compared to the general wall thickness. The greater the difference
NO ONE HAS MORE VARIETY. With a wide selection of mold bases to match nearly any application,
 PICK A MOLD BASE ANY MOLD BASE NO ONE HAS MORE VARIETY With a wide selection of mold bases to match nearly any application, DME makes it easy to get the mold base you need. But first, it s important to
PICK A MOLD BASE ANY MOLD BASE NO ONE HAS MORE VARIETY With a wide selection of mold bases to match nearly any application, DME makes it easy to get the mold base you need. But first, it s important to
TECHNICAL DATA SHEET GRILON AG-30 H
 TECHNICAL DATA SHEET GRILON AG-30 H BLACK 9836 Product description Grilon AG-30 H black 9836 is a normal viscosity, specially heat stabilised PA 66 injection moulding grade with 30% glass fibres. Grilon
TECHNICAL DATA SHEET GRILON AG-30 H BLACK 9836 Product description Grilon AG-30 H black 9836 is a normal viscosity, specially heat stabilised PA 66 injection moulding grade with 30% glass fibres. Grilon
Physical Foaming vs. Chemical Foaming
 Physical Foaming vs. Chemical Foaming The Foaming Market: The foam injection molding market can be separated into high pressure foam molding and low pressure foam molding. In general, low pressure foam
Physical Foaming vs. Chemical Foaming The Foaming Market: The foam injection molding market can be separated into high pressure foam molding and low pressure foam molding. In general, low pressure foam
Solidification of Metals in Molds
 Metal Casting Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification
Metal Casting Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification
TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL
 TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL Product description Grivory GV-5H natural is a 50% glass-fibre reinforced engineering thermoplastic material based on a combination of semicrystalline Polyamide
TECHNICAL DATA SHEET GRIVORY GV-5H NATURAL Product description Grivory GV-5H natural is a 50% glass-fibre reinforced engineering thermoplastic material based on a combination of semicrystalline Polyamide
TECHNICAL DATA SHEET GRILON TSM-30
 TECHNICAL DATA SHEET GRILON TSM-0 Grilon TSM-0 is a heat stabilised, normal viscosity PA66 + PA6 injection moulding grade with 0% mineral. Grilon TSM-0 has the following important properties: Excellent
TECHNICAL DATA SHEET GRILON TSM-0 Grilon TSM-0 is a heat stabilised, normal viscosity PA66 + PA6 injection moulding grade with 0% mineral. Grilon TSM-0 has the following important properties: Excellent
Molded Case Cover Visual Defect Analysis, solution and Recommendations
 Molded Case Cover Visual Defect Analysis, solution and Recommendations Vishu Shah October 16, 2004 Background information Cover for the molded case is molded in a 700 ton Van Dorn using Rhetech 8 melt
Molded Case Cover Visual Defect Analysis, solution and Recommendations Vishu Shah October 16, 2004 Background information Cover for the molded case is molded in a 700 ton Van Dorn using Rhetech 8 melt
ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS
 Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
Proceedings in Manufacturing Systems, Volume 11, Issue 2, 2016, 95 100 ISSN 2067-9238 ANALYSIS OF TEMPERATURE INFLUENCE ON INJECTION MOLDING PROCESS Karel RAZ 1,*, Martin ZAHALKA 2 1) PhD, Lecturer, Eng.,
TECHNICAL DATA SHEET GRILON AZ 3
 TECHNICAL DATA SHEET GRILON AZ 3 General product description Grilon AZ 3 is a normal viscosity, high impact modified PA66 injection moulding grade. Grilon AZ 3 has the following important properties: Excellent
TECHNICAL DATA SHEET GRILON AZ 3 General product description Grilon AZ 3 is a normal viscosity, high impact modified PA66 injection moulding grade. Grilon AZ 3 has the following important properties: Excellent
Part 1: Designing for Moldability
 Part 1: Designing for Moldability Chapter 1 Injection pressure Equations Factors that influence injection pressure requirements Chapter 2 Filling pattern Melt front velocity influences filling pattern
Part 1: Designing for Moldability Chapter 1 Injection pressure Equations Factors that influence injection pressure requirements Chapter 2 Filling pattern Melt front velocity influences filling pattern
-- (High Pressure Die Casting (cold chamber for Aluminum, Hot chamber for Zinc, Hot or cold chamber for Magnesium)- with and without vacuum,
- with and without vacuum,") DIE CASTING ALUMINUM AND ZINC for INJECTION MOLDERS If Casey Stengel were around, he probably would have said something like: Die Casting is just like Injection Molding Only different. There are many similarities.
DIE CASTING ALUMINUM AND ZINC for INJECTION MOLDERS If Casey Stengel were around, he probably would have said something like: Die Casting is just like Injection Molding Only different. There are many similarities.
Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials 1
 Designation: 02 Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials 1 This standard is issued under the fixed designation ; the number immediately following
Designation: 02 Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials 1 This standard is issued under the fixed designation ; the number immediately following
Roctool Induction Heating in Autodesk Moldflow Insight
 Roctool Induction Heating in Autodesk Moldflow Insight Steve Verschaeve Vice President of Business Development 2018 Autodesk, Inc. Agenda: Roctool Technology Induction Heating/Cooling Technology Autodesk
Roctool Induction Heating in Autodesk Moldflow Insight Steve Verschaeve Vice President of Business Development 2018 Autodesk, Inc. Agenda: Roctool Technology Induction Heating/Cooling Technology Autodesk
Styrene-Butadiene Copolymers THE CLEAR CHOICE TM. TIB 202 Injection Molding
 TIB 202 Injection Molding Introduction K-Resin styrene-butadiene copolymers (SBC) are a family of clean resins produced by Chevron Phillips Chemical Company LP. K-Resin SBC were commercialized in the early
TIB 202 Injection Molding Introduction K-Resin styrene-butadiene copolymers (SBC) are a family of clean resins produced by Chevron Phillips Chemical Company LP. K-Resin SBC were commercialized in the early
Intelli-Gent Mold TM the Intelligent Molding Solution
 1 Intelli-Gent Mold TM the Intelligent Molding Solution Intelli-Gent Mold TM Concept The process of Molding has changed considerably over the last decade relative to the microprocessor speeds of the Machines,
1 Intelli-Gent Mold TM the Intelligent Molding Solution Intelli-Gent Mold TM Concept The process of Molding has changed considerably over the last decade relative to the microprocessor speeds of the Machines,
FOUNTAIN FLOW STANDARD INJECTION MOULDING. Mold Temperature Tg Polymer
 FOUNTAIN FLOW STANDARD INJECTION MOULDING Mold Temperature Tg Polymer Polymer Melt Instantaneous Frozen Skin Layer As the molten polymer enters the cavity and comes into contact with the (relatively) cool
FOUNTAIN FLOW STANDARD INJECTION MOULDING Mold Temperature Tg Polymer Polymer Melt Instantaneous Frozen Skin Layer As the molten polymer enters the cavity and comes into contact with the (relatively) cool
DESIGN GUIDE. Gravi-Tech Density-Modified Formulations
 DESIGN GUIDE Gravi-Tech Density-Modified Formulations TABLE OF CONTENTS Chapter 1. Product Summary.... 5 Chapter 2. Process Settings.... 6 Chapter 3. Part Design Guidelines.... 8 Wall Thickness.... 8 Minimizing
DESIGN GUIDE Gravi-Tech Density-Modified Formulations TABLE OF CONTENTS Chapter 1. Product Summary.... 5 Chapter 2. Process Settings.... 6 Chapter 3. Part Design Guidelines.... 8 Wall Thickness.... 8 Minimizing
Good looking rubber parts with fast cycle times and reusable scrap define DuraGrip
 Injection Molding Guide DuraGrip Melt Processible Elastomer ElastomerThermoplastic Good looking rubber parts with fast cycle times and reusable scrap define DuraGrip The 6000 and 6100 Series of DuraGrip
Injection Molding Guide DuraGrip Melt Processible Elastomer ElastomerThermoplastic Good looking rubber parts with fast cycle times and reusable scrap define DuraGrip The 6000 and 6100 Series of DuraGrip
Is Conformal Cooling Right for You?
 December 2016 Is Conformal Cooling Right for You? Matt Dachel A key benefit of injection molding is the ability to economically mass-produce dimensionally stable parts. The injection molding cycle can
December 2016 Is Conformal Cooling Right for You? Matt Dachel A key benefit of injection molding is the ability to economically mass-produce dimensionally stable parts. The injection molding cycle can
CONFORMAL COOLING IN ACTION
 CONFORMAL COOLING IN ACTION New manufacturing techniques set the stage for more efficient cooling systems that reduce cycle time, warpage, and visual defects. The right idea for higher efficiency The faster
CONFORMAL COOLING IN ACTION New manufacturing techniques set the stage for more efficient cooling systems that reduce cycle time, warpage, and visual defects. The right idea for higher efficiency The faster
TECHNICAL DATA SHEET GRILON AG-35
 TECHNICAL DATA SHEET GRILON AG-35 Grilon AG-35 is a heat stabilised, normal viscosity PA 66 injection moulding grade with 35% glass fibres. High stiffness High tensile strength High heat distortion temperature
TECHNICAL DATA SHEET GRILON AG-35 Grilon AG-35 is a heat stabilised, normal viscosity PA 66 injection moulding grade with 35% glass fibres. High stiffness High tensile strength High heat distortion temperature
TECHNICAL DATA SHEET GRILON TSS/4
 TECHNICAL DATA SHEET GRILON TSS/4 General product description Grilon TSS/4 is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS/4 has the following important
TECHNICAL DATA SHEET GRILON TSS/4 General product description Grilon TSS/4 is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS/4 has the following important
TECHNICAL DATA SHEET GRILON TS V0
 TECHNICAL DATA SHEET GRILON TS V0 General product description Grilon TS V0 is an unreinforced, normal viscosity, self-extinguishing PA66 + PA6 injection moulding grade. Grilon TS V0 has the following important
TECHNICAL DATA SHEET GRILON TS V0 General product description Grilon TS V0 is an unreinforced, normal viscosity, self-extinguishing PA66 + PA6 injection moulding grade. Grilon TS V0 has the following important
TECHNICAL DATA SHEET GRILON BZ 3/2
 TECHNICAL DATA SHEET GRILON BZ 3/2 General product description Grilon BZ 3/2 is an unreinforced, high impact resistant PA6 injection moulding and extrusion grade. Grilon BZ 3/2 has the following important
TECHNICAL DATA SHEET GRILON BZ 3/2 General product description Grilon BZ 3/2 is an unreinforced, high impact resistant PA6 injection moulding and extrusion grade. Grilon BZ 3/2 has the following important
SOLIDWORKS PLASTICS OPTIMIZE THE DESIGN OF PLASTIC PARTS AND INJECTION MOLDS VERIFY MANUFACTURABILITY
 SUPPORTING EXCELLENCE OPTIMIZE THE DESIGN OF PLASTIC PARTS AND INJECTION MOLDS VERIFY MANUFACTURABILITY Plastics makes it easy for companies that design plastic parts or injection molds to predict and
SUPPORTING EXCELLENCE OPTIMIZE THE DESIGN OF PLASTIC PARTS AND INJECTION MOLDS VERIFY MANUFACTURABILITY Plastics makes it easy for companies that design plastic parts or injection molds to predict and
MAKING OF DIE CASTING TOOL
 MAKING OF DIE CASTING TOOL Sivamurugan. K 1, Saravanakumar. R 2, Saravanan. S.T 3 1 Lecturer (S.S), Dept of Mechanical Engineering, VSVN Polytechnic College, Tamilnadu, India 2 Lecturer, Dept of Plastic
MAKING OF DIE CASTING TOOL Sivamurugan. K 1, Saravanakumar. R 2, Saravanan. S.T 3 1 Lecturer (S.S), Dept of Mechanical Engineering, VSVN Polytechnic College, Tamilnadu, India 2 Lecturer, Dept of Plastic
TECHNICAL DATA SHEET GRILON TSZ 1
 TECHNICAL DATA SHEET GRILON TSZ 1 General product description Grilon TSZ 1 is a heat stabilised, normal viscosity, impact modified PA66 + PA6 injection moulding grade. Grilon TSZ 1 has the following important
TECHNICAL DATA SHEET GRILON TSZ 1 General product description Grilon TSZ 1 is a heat stabilised, normal viscosity, impact modified PA66 + PA6 injection moulding grade. Grilon TSZ 1 has the following important
And What to Do About Them. 6 Successful Moldex3D Case Studies You Can t Miss
 5 Common Injection Molding Problems And What to Do About Them 6 Successful Moldex3D Case Studies You Can t Miss CONTENTS CHALLENGE 1: WARPAGE CASE STUDY: Dr. Schneider Unternehmensgruppe CHALLENGE 2: WELD
5 Common Injection Molding Problems And What to Do About Them 6 Successful Moldex3D Case Studies You Can t Miss CONTENTS CHALLENGE 1: WARPAGE CASE STUDY: Dr. Schneider Unternehmensgruppe CHALLENGE 2: WELD
Autodesk Moldflow Communicator Molding processes
 Autodesk Moldflow Communicator 2012 Molding processes Revision 1, 23 March 2011. Contents Chapter 1 Molding processes..................................... 1 Thermoplastic injection molding analysis types
Autodesk Moldflow Communicator 2012 Molding processes Revision 1, 23 March 2011. Contents Chapter 1 Molding processes..................................... 1 Thermoplastic injection molding analysis types
Determining Appropriate Cooling System For Plastic Injection Molding Through Computer Simulation
 Determining Appropriate Cooling System For Plastic Injection Molding Through Computer Simulation Parag Chinchkhede 1, Dr. K. M. Ashtankar 2, 1Master Of Technology Final Year, VNIT Nagpur 2Assistant Professor,
Determining Appropriate Cooling System For Plastic Injection Molding Through Computer Simulation Parag Chinchkhede 1, Dr. K. M. Ashtankar 2, 1Master Of Technology Final Year, VNIT Nagpur 2Assistant Professor,
METROLOGY FIXTURES SUB-CONTRACT METROLOGY MOLDFLOW ANALYSIS. English Edition
 METROLOGY FIXTURES SUB-CONTRACT METROLOGY MOLDFLOW ANALYSIS English Edition WE RE VERUS Our passion is metrology and our focus is on supporting our global clients with a team of experienced design engineers,
METROLOGY FIXTURES SUB-CONTRACT METROLOGY MOLDFLOW ANALYSIS English Edition WE RE VERUS Our passion is metrology and our focus is on supporting our global clients with a team of experienced design engineers,
Mold Design. Equipment Drying Molding Conditions Troubleshooting Tips
 Introduction About This Injection Molding Processing Guide This injection molding guide contains general injection molding parameters that apply to all GE engineering thermoplastic resins. Mold Design
Introduction About This Injection Molding Processing Guide This injection molding guide contains general injection molding parameters that apply to all GE engineering thermoplastic resins. Mold Design
Correlation Study Using Moldflow MuCell for Lightweighting. Tim Lankisch Director of Engineering CAE Services Corporation
 Correlation Study Using Moldflow MuCell for Lightweighting Tim Lankisch Director of Engineering CAE Services Corporation Class summary This class focuses on a correlation study done using Moldflow s Microcellular
Correlation Study Using Moldflow MuCell for Lightweighting Tim Lankisch Director of Engineering CAE Services Corporation Class summary This class focuses on a correlation study done using Moldflow s Microcellular
NORYL RESIN INJECTION MOLDING GUIDE
 NORYL RESIN INJECTION MOLDING GUIDE SABIC Founded in 1976, SABIC is the first public, global multinational enterprise headquartered in the Middle East. Our products range from bulk commodity chemicals
NORYL RESIN INJECTION MOLDING GUIDE SABIC Founded in 1976, SABIC is the first public, global multinational enterprise headquartered in the Middle East. Our products range from bulk commodity chemicals
TECHNICAL DATA SHEET GRILON TSS
 TECHNICAL DATA SHEET GRILON TSS General product description Grilon TSS is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS has the following important
TECHNICAL DATA SHEET GRILON TSS General product description Grilon TSS is an unreinforced, heat stabilised, normal viscosity PA66 + PA6 injection moulding grade. Grilon TSS has the following important
Introduction Part and mold design Part design Mold filling analysis Mold design Tool steels and mold construction...
 Design guide Contents Introduction.................................. 3 Part and mold design................................. 3 Part design................................. 3 Mold filling analysis................................
Design guide Contents Introduction.................................. 3 Part and mold design................................. 3 Part design................................. 3 Mold filling analysis................................
SOLVAY SPECIALTY POLYMERS More Products with More Performance. Processing Guide. Torlon polyamide-imide (PAI)
") SOLVAY SPECIALTY POLYMERS More Products with More Performance Processing Guide Torlon polyamide-imide (PAI) Table of Contents Introduction.... 1 Torlon Polyamide-imide (PAI)....1 Guide to Injection Molding
SOLVAY SPECIALTY POLYMERS More Products with More Performance Processing Guide Torlon polyamide-imide (PAI) Table of Contents Introduction.... 1 Torlon Polyamide-imide (PAI)....1 Guide to Injection Molding
Plastic Pallet Molding 101 By Richard Morgan Wilmington Machinery
 Plastic Pallet Molding 101 By Richard Morgan Wilmington Machinery What Is A Plastic Pallet... Plastic pallets come in many shapes and sizes. It can be a 48 x 48 double deck, four way entry, heavy duty,
Plastic Pallet Molding 101 By Richard Morgan Wilmington Machinery What Is A Plastic Pallet... Plastic pallets come in many shapes and sizes. It can be a 48 x 48 double deck, four way entry, heavy duty,
Troubleshooting for silver streaks
 Troubleshooting for silver streaks Types of Silver Streaks Potential Causes Near gates Small gates Check the size of runner and gate Judgment based on experience Fluidity improvement test Shape of gate
Troubleshooting for silver streaks Types of Silver Streaks Potential Causes Near gates Small gates Check the size of runner and gate Judgment based on experience Fluidity improvement test Shape of gate
Evaluating the root causes of rubber molding defects through virtual molding
 Evaluating the root causes of rubber molding defects through virtual molding by Matt Proske and Harshal Bhogesra, Sigma Plastic Services Injection (and transfer) molding of elastomers is a complex operation.
Evaluating the root causes of rubber molding defects through virtual molding by Matt Proske and Harshal Bhogesra, Sigma Plastic Services Injection (and transfer) molding of elastomers is a complex operation.
11 FACTORS FOR EFFICIENT MOLD COOLING. Balancing speed and quality to reduce cycle time
 11 FACTORS FOR EFFICIENT MOLD COOLING Balancing speed and quality to reduce cycle time INTRODUCTION How cool is that? In every minute of cycle time, cooling consumes the vast majority of clock-ticks. That
11 FACTORS FOR EFFICIENT MOLD COOLING Balancing speed and quality to reduce cycle time INTRODUCTION How cool is that? In every minute of cycle time, cooling consumes the vast majority of clock-ticks. That
D-M-E Hot Runner Services. Total support for your hot runner systems
 D-M-E Hot Runner Services Total support for your hot runner systems 46 Hot Runner Services Moldflow Services Optimize Part and Mold Design Comprehensive Analysis and Modeling With today s shrinking time-to-market
D-M-E Hot Runner Services Total support for your hot runner systems 46 Hot Runner Services Moldflow Services Optimize Part and Mold Design Comprehensive Analysis and Modeling With today s shrinking time-to-market
3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella
 3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella Content PIMT what is it good for? PIMT- Best fit PIMT Growth engine - Wins Available resources for success Injected Parts
3D Printed Rapid Tools for Injection Molding Applications April 2014 Nadav Sella Content PIMT what is it good for? PIMT- Best fit PIMT Growth engine - Wins Available resources for success Injected Parts
Tips for Defect-Free Injection Molding of TPU
 1 2 Tips for Defect-Free Injection Molding of TPU Covestro Deutschland AG CHEMPARK Dormagen Alte Heerstraße Building F29 41538 Dormagen e-mail: info@covestro.com desmopan.com This information and our technical
1 2 Tips for Defect-Free Injection Molding of TPU Covestro Deutschland AG CHEMPARK Dormagen Alte Heerstraße Building F29 41538 Dormagen e-mail: info@covestro.com desmopan.com This information and our technical
Injection Mold Design and Optimization of Battery Air vent
 Injection Mold Design and Optimization of Battery Air vent Rahul S. Khichadi M.Tech student, VACOE Ahmednagar, Maharashtra, India-414201 Abstract In this paper, battery vent plug part for injection molding
Injection Mold Design and Optimization of Battery Air vent Rahul S. Khichadi M.Tech student, VACOE Ahmednagar, Maharashtra, India-414201 Abstract In this paper, battery vent plug part for injection molding
Injection Molding Handbook Herausgegeben von Tim A. Osswald, Lih-Sheng Turng, Paul Gramann
 Injection Molding Handbook Herausgegeben von Tim A. Osswald, Lih-Sheng Turng, Paul Gramann ISBN-10: 3-446-40781-2 ISBN-13: 978-3-446-40781-7 Inhaltsverzeichnis Weitere Informationen oder Bestellungen unter
Injection Molding Handbook Herausgegeben von Tim A. Osswald, Lih-Sheng Turng, Paul Gramann ISBN-10: 3-446-40781-2 ISBN-13: 978-3-446-40781-7 Inhaltsverzeichnis Weitere Informationen oder Bestellungen unter
TECHNICAL DATA SHEET GRILAMID L 20 LF GREY
 TECHNICAL DATA SHEET GRILAMID L 20 LF GREY General product description Grilamid L 20 LF grey is a medium viscosity graphite filled Polyamide 12 (PA12) grade suitable for both injection moulding and extrusion
TECHNICAL DATA SHEET GRILAMID L 20 LF GREY General product description Grilamid L 20 LF grey is a medium viscosity graphite filled Polyamide 12 (PA12) grade suitable for both injection moulding and extrusion
Porosity Control in Copper Rotor Die Castings
 Porosity Control in Copper Rotor Die Castings Abstract E. F. Brush, Jr., S. P. Midson, W. G. Walkington, D. T. Peters and J. G. Cowie This paper reports on the results of an investigation to minimize and
Porosity Control in Copper Rotor Die Castings Abstract E. F. Brush, Jr., S. P. Midson, W. G. Walkington, D. T. Peters and J. G. Cowie This paper reports on the results of an investigation to minimize and
Autonomous Engineering Applied to Investment Casting Process. ICI Conference October 15-18, 2017
 Autonomous Engineering Applied to Investment Casting Process ICI Conference October 15-18, 2017 Overview What is Autonomous Engineering? Traditional simulations vs new approach Case Study #1 Using Autonomous
Autonomous Engineering Applied to Investment Casting Process ICI Conference October 15-18, 2017 Overview What is Autonomous Engineering? Traditional simulations vs new approach Case Study #1 Using Autonomous
Successfully Processing High Temperature Thermoplastics
 Successfully Processing High Temperature Thermoplastics Jim Kostakes Entec Polymers August 13, 2015 Page 2 What Are High Temperature Thermoplastics? These are thermoplastics that can be used in applications
Successfully Processing High Temperature Thermoplastics Jim Kostakes Entec Polymers August 13, 2015 Page 2 What Are High Temperature Thermoplastics? These are thermoplastics that can be used in applications
THE EFFECT OF ORIENTATION ON MECHANICHAL PROPERTIES OF RECYCLED PET
 THE EFFECT OF ORIENTATION ON MECHANICHAL PROPERTIES OF RECYCLED PET Angela D. Hasenbalg, Western Washington University Abstract The use of plastic products is becoming more prevalent in society. Scrap
THE EFFECT OF ORIENTATION ON MECHANICHAL PROPERTIES OF RECYCLED PET Angela D. Hasenbalg, Western Washington University Abstract The use of plastic products is becoming more prevalent in society. Scrap
Plastics made perfect.
 Plastics made perfect. Plastic injection molding simulation of an electric hedge trimmer. Designed in Inventor software. Simulated in software. Rendered in 3ds Max software. Validation and Optimization
Plastics made perfect. Plastic injection molding simulation of an electric hedge trimmer. Designed in Inventor software. Simulated in software. Rendered in 3ds Max software. Validation and Optimization
TORLON Polyamide-Imide Processing and Curing
 TORLON Polyamide-Imide Processing and Curing TORLON Processing OVERVIEW Resin preparation Mold design Machine settings Processing temperatures Regrind Curing Machining Post machining curing General Processing
TORLON Polyamide-Imide Processing and Curing TORLON Processing OVERVIEW Resin preparation Mold design Machine settings Processing temperatures Regrind Curing Machining Post machining curing General Processing
Chapter 7 Evaluation of Injection-Molding Phenomena Part 1: Measurement of temperature distribution in the molded materials
 Chapter 7 Evaluation of Injection-Molding Phenomena Part 1: Measurement of temperature distribution in the molded materials 1. Evaluation of Injection-Molding Phenomena It is effective to evaluate the
Chapter 7 Evaluation of Injection-Molding Phenomena Part 1: Measurement of temperature distribution in the molded materials 1. Evaluation of Injection-Molding Phenomena It is effective to evaluate the
TECHNICAL DATA SHEET GRILAMID LV-3H
 TECHNICAL DATA SHEET GRILAMID LV-3H Product description Grilamid LV-3H is a 30% glass fibre reinforced, heat stabilised polyamide 12 injection moulding grade with the following product profile Good chemical
TECHNICAL DATA SHEET GRILAMID LV-3H Product description Grilamid LV-3H is a 30% glass fibre reinforced, heat stabilised polyamide 12 injection moulding grade with the following product profile Good chemical
Applying Elemental Gear Measurement to Mold Modification of Molded Plastic Gears Presented by Glenn Ellis, ABA-PGT Inc. Manchester CT.
 Applying Elemental Gear Measurement to Mold Modification of Molded Plastic Gears Presented by Glenn Ellis, ABA-PGT Inc. Manchester CT. Elemental inspection of molded plastic gears has not been practiced
Applying Elemental Gear Measurement to Mold Modification of Molded Plastic Gears Presented by Glenn Ellis, ABA-PGT Inc. Manchester CT. Elemental inspection of molded plastic gears has not been practiced
Injection Molding Design Guidelines
 Injection Molding Design Guidelines General Design Guidelines Issue VI, Mar 2015 2 Copyright Notice Geometric Limited. All rights reserved. No part of this document (whether in hardcopy or electronic form)
Injection Molding Design Guidelines General Design Guidelines Issue VI, Mar 2015 2 Copyright Notice Geometric Limited. All rights reserved. No part of this document (whether in hardcopy or electronic form)
Warpage minimization of structural component with glass fiber reinforced polymer by using HRS s FlexFlowtechnology: a practical case
 Warpage minimization of structural component with glass fiber reinforced polymer by using HRS s FlexFlowtechnology: a practical case CONNECT! Frankfurt/Main 3 May 2017 Table of content 1. 2. Introduction
Warpage minimization of structural component with glass fiber reinforced polymer by using HRS s FlexFlowtechnology: a practical case CONNECT! Frankfurt/Main 3 May 2017 Table of content 1. 2. Introduction
Thixomolding of Magnesium
 Thixomolding of Magnesium Basic Features of Magnesium ASTM Mg alloy designation system - Alloys- Major alloying ingredient, aluminum Secondary alloying ingredient, zinc Fourth composition of this alloy
Thixomolding of Magnesium Basic Features of Magnesium ASTM Mg alloy designation system - Alloys- Major alloying ingredient, aluminum Secondary alloying ingredient, zinc Fourth composition of this alloy
TECHNICAL DATA SHEET GRILON TSG-30/4 V0
 TECHNICAL DATA SHEET GRILON TSG-30/4 V0 Product Description Grilon TSG-30/4 V0 is a heat stabilised, flameretardant, self-extinguishing engineering thermoplastic, reinforced with glass-fibre 30% (by weight)
TECHNICAL DATA SHEET GRILON TSG-30/4 V0 Product Description Grilon TSG-30/4 V0 is a heat stabilised, flameretardant, self-extinguishing engineering thermoplastic, reinforced with glass-fibre 30% (by weight)
Ten glorious years of service to industry & customers ENGINEERING SERVICE OVER VIEW & IMPORTANT PROJECT- CASE STUDY
 ENGINEERING SERVICE OVER VIEW & IMPORTANT PROJECT- CASE STUDY STRESS ANALYSIS Structural Strength of Turbine Casing Client : Hydro Power sector Scope of work: To analyse the given structure to bear the
ENGINEERING SERVICE OVER VIEW & IMPORTANT PROJECT- CASE STUDY STRESS ANALYSIS Structural Strength of Turbine Casing Client : Hydro Power sector Scope of work: To analyse the given structure to bear the
An activegate Control Technology. egate. For Large Part Applications. Electric Actuation for Superior Part Quality
 An activ Control Technology For Large Part Applications Electric Actuation for Superior Part Quality H O T R U N N E R T E C H N O L O G Y Synventive is the world s leading manufacturer of hot runner systems
An activ Control Technology For Large Part Applications Electric Actuation for Superior Part Quality H O T R U N N E R T E C H N O L O G Y Synventive is the world s leading manufacturer of hot runner systems
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL
 TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
TECHNICAL DATA SHEET GRIVORY HTV-4X1 NATURAL Product description Grivory HTV-4X1 natural is a 40% glass-fibre reinforced engineering thermoplastic material based on a semi-crystalline, partially aromatic
How Will It Mold? Brand-New Test Method Relates Material, Mold & Machine. feature mold design
 feature mold design How Will It Mold? Brand-New Test Method Relates Material, Mold & Machine By John Beaumont, Beaumont Technologies Inc. "Can I mold that part with this material in this machine?" It s
feature mold design How Will It Mold? Brand-New Test Method Relates Material, Mold & Machine By John Beaumont, Beaumont Technologies Inc. "Can I mold that part with this material in this machine?" It s
Queen's University Belfast Polymer Processing Research Centre. Injection Moulding Hands-On Training Seminar
 Queen's University Belfast Polymer Processing Research Centre Injection Moulding Hands-On Training Seminar 22 nd 23 rd June 2015 Queen s University Polymer Processing Research Centre Title: Queens University
Queen's University Belfast Polymer Processing Research Centre Injection Moulding Hands-On Training Seminar 22 nd 23 rd June 2015 Queen s University Polymer Processing Research Centre Title: Queens University
Using Aesthetic Additives in Engineering Thermal Plastics for In Mold Automotive Applications. Presented by: Patrick Gaule Industrial Designer Fitch
 Using Aesthetic Additives in Engineering Thermal Plastics for In Mold Automotive Applications Presented by: Patrick Gaule Industrial Designer Fitch Types of Aesthetic Additives in ETP Molded in effects
Using Aesthetic Additives in Engineering Thermal Plastics for In Mold Automotive Applications Presented by: Patrick Gaule Industrial Designer Fitch Types of Aesthetic Additives in ETP Molded in effects
PhD. Student, Dept. of Technologies and Materials, Faculty of Mechanical Engineering, Technical University of Kosice, Slovakia
 Research Paper APPLICATION OF CA SYSTEMS AT DESIGN AND SIMULATION OF PLASTIC MOLDED PARTS B. Duleba 1*, F. Greškovič 2 Address for Correspondence 1 PhD. Student, Dept. of Technologies and Materials, Faculty
Research Paper APPLICATION OF CA SYSTEMS AT DESIGN AND SIMULATION OF PLASTIC MOLDED PARTS B. Duleba 1*, F. Greškovič 2 Address for Correspondence 1 PhD. Student, Dept. of Technologies and Materials, Faculty
Processing And Troubleshooting Guide (FN-6) Processing Fortron. Polyphenylene Sulfide (PPS)
 Processing Fortron. Polyphenylene Sulfide (PPS)") Processing And Troubleshooting Guide (FN-6) Processing Fortron Polyphenylene Sulfide (PPS) Recommended Injection Molding Setup Conditions Unreinforced Grades Reinforced Grades 0205P4, 0214P2 1130 Series,
Processing And Troubleshooting Guide (FN-6) Processing Fortron Polyphenylene Sulfide (PPS) Recommended Injection Molding Setup Conditions Unreinforced Grades Reinforced Grades 0205P4, 0214P2 1130 Series,
MATERIAL PROCESSING GUIDE
 MATERIAL PROCESSING GUIDE Pocket Reference COMPOSITE PELLETS Introduction to Long Fiber Material & Machine Preparation Machine Operation Problem Solving Typical Processing Guidelines Introduction to Long
MATERIAL PROCESSING GUIDE Pocket Reference COMPOSITE PELLETS Introduction to Long Fiber Material & Machine Preparation Machine Operation Problem Solving Typical Processing Guidelines Introduction to Long
Pails - Part Cost Reduction Opportunities. Rob Giles October 20, 2010
 Pails - Part Cost Reduction Opportunities Rob Giles October 20, 2010 Pail Part Cost 9% 5% 6% Resin Primary Equipment Energy (Incl. Process Utilities) Other 80% 5 Gallon Pail Part Cost Reduction Material
Pails - Part Cost Reduction Opportunities Rob Giles October 20, 2010 Pail Part Cost 9% 5% 6% Resin Primary Equipment Energy (Incl. Process Utilities) Other 80% 5 Gallon Pail Part Cost Reduction Material
Materials and Design 28 (2007)
") Materials and Design 28 (2007) 1467 1476 Materials & Design www.elsevier.com/locate/matdes An experimental investigation of the effects of hot runner system on injection moulding process in comparison
Materials and Design 28 (2007) 1467 1476 Materials & Design www.elsevier.com/locate/matdes An experimental investigation of the effects of hot runner system on injection moulding process in comparison