Module 4 Design for Assembly
|
|
|
- Stephanie Cain
- 6 years ago
- Views:
Transcription
1 Module 4 Design for Assembly
2 Lecture Review of Assembly Processes 1
3 Instructional Objective This lecture module intends to train the students on different types of assembly processes and how the same influence part design. Why Design for Assembly? Design for Assembly is an exercise to facilitate ease of assembly when manufacturing a component with multiple parts. Obviously, the reduction in the total number of parts for an assembly has the added benefit of reducing the total cost of parts in the assembly. Design for Assembly should ideally be considered at various stages during the selection of material, shape and processes so that the overall manufacturability and assembly of the component are facilitated. Assembly Processes and Guidelines The assembly processes involve the proper placement and appropriate integration of more than one parts to manufacture a final component. The assembly processes can be broadly classified into three classes: Adhesives, Fasteners and Welding. These classes can be further divided into several sub-classes. Fasteners Rivets The major virtue of rivets is the strength and performance of the joints. The riveted joints are simple to design, easy to assemble and economical. Following are some design rules to be followed for riveted joints. 1. Provide sufficient clearance around rivet locations to allow room for a standard riveting gun and avoid marring or damaging of the workpiece contact surface with the rivets [Figure 4.1.1(a)]. 2. Use eyelets and tubular rivets whenever they provide sufficient load bearing application for the intended application. Tubular and semi-tubular rivets, and eyelets require much lower clinching forces and can be hopper-fed, inserted, and set automatically on inexpensive equipment.
4 3. When riveting thick materials, buckling of rivets can be avoided by counter boring the rivet holes [Figure 4.1.1(b)]. 4. Rivet holes should not be too close or too far from the edges of the parts being joined [Figure 4.1.1(c)]. 5. Rivets should be of appropriate length to avoid incorrect clinching [Figure 4.1.1(d)]. 6. When joining pieces of different thickness, it is preferable to upset the rivet against the thicker and stronger material [Figure 4.1.1(e)]. 7. When joining soft or fragile materials with rivets, it is desirable to use metal washers to distribute the force of upsetting and prevent damage to the parts [Figure 4.1.1(f)].
5 Fig no Not Recommended Recommended (a) (b) (c) (d) (e) (f) Figure Guideline for riveted assemblies [1] Screw Fasteners Threaded fasteners include screws, bolts, and machine screws and are widely used to secure parts together. Some of the significant design guidelines are listed below when threaded fasteners are in use for an assembly. 1. When strong holding force is not required, screw fasteners may be used to reduce the assembly cost.
6 2. Provide sufficient clearance around the fastener locations to avoid marring or damaging of the workpiece contact surface with the rivets 3. Various types of screw heads are available [Figure 4.1.2(a)]. Hexagonal head and cross-recess types are preferred as these are less susceptible to driver slippage and marred surfaces. 4. When mating parts are susceptible to misalignment in application, machine screws with points that provide a piloting action and avoid cross threading are suggested. 5. Screw and washer assemblies are desirable as they reduce assembly cost [Figure 4.1.2(b)]. 6. Self-tapping screws are preferable to conventional screws because they eliminate the need for tapping operations on the parts to be assembled [Figure 4.1.2(c)]. 7. Use spring nuts whenever torque requirement for the intended application is not significant. These types of screws are inexpensive, easier to assemble and stay in place even when it is not engaged [Figure 4.1.2(d)]. 8. There should be proper allowance for access to the screw fastener by most of the driving and tightening tools. 9. Use of slotted nuts and cotter pins should be avoided whenever possible. 10. For smaller production quantities it is usually economical to employ separate nuts in comparison to tap screw threads into the base part.

7 Fig No (a) Cross Type Hexagonal Head (b) (c) Self-tapping screw (d) Spring Nuts Figure Guideline for Screw Fastener [1] Gasket and Seals Gaskets are used when a seal is required in an assembly of rigid parts without using properly prepared mating surfaces. Gaskets are made of lather, rubber or even of metals such as
8 copper and drastically reduce the manufacturing cost. Followings are a few design guidelines to make gaskets sufficiently economical in an assembly: 1. The gasket shape should be kept as simple as the product design permits. 2. Use circular sized ( O ) or other standard gasket instead of a specially designed one. 3. Requirement of a gasket can be avoided by making one of the basic parts of the assembly of plastic, rubber or other flexible material. 4. Gasket width of at least 3 mm is recommended to prevent damage from handling or assembly. 5. In threaded joints, at least one of the flange faces should have a smooth surface to avoid cutting or tearing the gasket. Adhesive Bonded Assembly Adhesive bonds are made by putting a thin film of liquid or semisolid adhesive between the parts and immobilizing the assembly until it solidifies. Adhesive may be in the solid or molten state or in liquid form. Adhesive bonding can be employed if one or more of the following characteristics are required from the assembly. 1. Weight of the finished assembly is not significantly large. 2. Porous, fragile, heat sensitive materials are to be joined. 3. Other fastening method cannot be applied either due to unsatisfactory appearance or due to the possibility of damaging the parts during application of other joining methods. 4. The joined part must be electrically insulated to prevent galvanic corrosion. Followings are a few design recommendations for adhesive joints: 1. As adhesive bonds resist shear, tensile, and compressive forces better than cleavage, design assemblies which will be subjected to similar load bearing applications [Figure 4.1.3(a)]. 2. The width of the joint overlap is more important than the joint length. Bond strength is proportional to the joint area only in the case of compressive and tensile forces. In assemblies loaded under shear forces, the stresses are concentrated at the joints end [Figure 4.1.3(b)]. 3. The thermal expansion coefficients of bonded parts should be as close as possible. A large difference in expansion coefficient would generate large shear stress when exposed to thermal gradients.
9 4. The surface preparation is a major step in adhesive bonding. Both the surfaces of the bonded parts should be cleaned properly to get a sound joint. Vapour degreasing and solvent wiping techniques may be applied to clean the surfaces. Smooth surfaces are preferred as these are more easily wet by spreading liquid adhesive. 5. Simple butt joints should be used only when fairly large bonded surfaces are involved and when cleavage stresses cannot be anticipated [Figure 4.1.3(c)]. Fig no Feasible Better and preferred a b c Figure Design recommendations for Adhesive Joints [1] Welding Welding is a process in which material of the similar type or class are brought together and joined through the formation of primary (and, occasionally, secondary) chemical bonds under the combined action of heat and pressure. Weldability of a material depends upon various factors like the metallurgical changes that are expected to occur during welding, gas
10 evolution and absorption, extent of oxidation, etc. Some typical applications of welding include the fabrication of ships, pressure vessels, automobile bodies, off shore platforms, bridges, welded pipes etc. Figure shows the classification of various welding processes as per the American Welding Society. Various welding process differ in the manner in which pressure and temperature are combined and achieved. A short introduction of various welding processes is given below. Design guidelines for welded joints are explained briefly in the subsequent lectures.

11 Figure Master Chart of Welding and Allied Processes [4]
12 Shielded metal arc welding process (SMAW) SMAW is primarily a manual welding process where the heat source is an electric arc formed between a consumable electrode and the base material [Figure 4.1.5]. The electrode is covered with a coating (flux), which is extruded on the surface of the electrode. During welding, the electrode coating decomposes and melts, providing a protective atmosphere around the weld area and forming a protective slag over the weld pool. SMAW process is the most popular amongst all other arc welding processes since the equipment is relatively easy to use, inexpensive, and portable. The filler metal and means for protecting the weld pool are provided by the covered electrode. However, the final weld quality in SMAW is greatly dependent on operator s skill. Entrapment of slag and lack of fusion are other common defects in SMAW. Since SMAW is a manual process, the productivity is quite low. Figure Schematic set-up for shielded metal arc welding process [4] Gas metal arc welding process (GMAW) GMAW process can be used as a semi-automatic or automatic process where the arc is struck between a continuously fed wire electrode and the workpiece [Figure 4.1.6]. The wire electrode is automatically fed from a spool using a wire feeder system through the welding torch. The shielding is supplied by an inert gas which flows down around the wire through a gas cap attached to the torch.
13 Figure Schematic set-up for gas metal arc welding process [4] Flux cored arc welding process (FCAW) FCAW is similar to GMAW except the fact that a tubular wire electrode filled with flux is used [Figure 4.1.7]. The flux, which is contained within the core of the tubular electrode, melts during welding and shields the weld pool from the atmosphere. The FCAW process combines the best characteristics of SMAW and GMAW. The flux for FCAW consumables can be designed to support larger weld pools out of position and provide higher penetration compared to using a solid wire (GMAW). Larger welds can be made in a single pass with larger diameter electrodes in FCAW where GMAW and SMAW would need multiple passes for equivalent weld sizes. This improves productivity and reduces distortion of a weld. Submerged arc welding process (SAW) Submerged arc welding (SAW) process employs a granular flux which is fed into the joint around the tip of the welding torch by a hose from a flux hopper [Figure 4.1.8]. The arc is struck between the wire and the work piece beneath the flux cover. Both the arc and the molten weld pool are completely shielded by the envelope of the molten flux and a layer of granular flux particles (which are yet to fuse). The filler or electrode metal is a continuouslyfed wire electrode like in GMAW and FCAW. However, higher deposition rates can be achieved using SAW by using larger diameter electrodes and higher currents ( A).

14 Figure Schematic set-up for flux cored arc welding process [4] Figure Schematic set-up for submerged arc welding process [4]
 [Figure 4.1.9]. Because of its extremely high melting temperature, the tungsten electrode is considered to be non-consumable.")
15 Gas tungsten arc welding process (GTAW) In the gas tungsten arc welding (GTAW) process, the arc is established between the tip of a non-consumable tungsten electrode and the work piece to melt the base and filler material (if a filler metal is used) [Figure 4.1.9]. Because of its extremely high melting temperature, the tungsten electrode is considered to be non-consumable. An inert shielding gas protects the molten weld pool and the non-consumable tungsten electrode. Figure Schematic set-up for gas tungsten arc welding process [4] Plasma arc welding process (PAW) The objective of the Plasma Arc Welding (PAW) process is to increase the energy level of the arc plasma in a controlled manner such that greater thickness can be welded with the minimum spread of the welding arc. This objective is achieved by providing a special gas nozzle around a tungsten electrode operating on direct current electrode negative (DCEN) polarity. The constricted plasma formed is highly ionized and concentrated. Two variants of the Plasma Arc Welding (PAW) process are commonly used. One is the transferred arc process and the second is the non-transferred arc process [Figure ]. In the transferred arc mode, an arc is struck between the electrode and the work piece. In the non-transferred mode, the arc is struck between the electrode and the nozzle, thus eliminating the necessity to have the work as a part of the electrical system.
].")
16 Figure Schematic set-up for plasma arc welding process [4] Resistance Spot and Seam Welding In this process, water-cooled, copper electrodes are used to clamp the sheets to be welded into place [Figure (a)]. The force applied to the electrodes ensures intimate contact between all the parts in the weld configuration. A current is then passed across the electrodes through the sheets. The contact resistance between the two pieces of sheet metal to be joined is much higher than the bulk resistance of the copper electrodes or of the sheet metal itself. Therefore, the highest resistive heating occurs between the two pieces of sheet metal. As current continues to flow, melting occurs and a weld nugget is formed between the two sheets. On termination of the welding current, the weld cools rapidly under the influence of the chilled electrodes. This causes the nugget to solidify, joining the two sheets of metal. Resistance spot welding is used extensively because it is a simple, fast, inexpensive, and versatile process, and also easy to automate. Resistance seam welding is a process of continuous joining of overlapping sheets by passing them between two rotating electrode wheels [Figure (b)]. Heat generated by the electric current flowing through the contact area and pressure provided by the wheels are sufficient to produce a leak-tight weld. Resistance seam welding is a high speed and clean process, which is used when continuous tight weld is required (fuel tanks, drums, domestic radiators).
 Resistance spot welding, (b) Resistance seam welding Various other joining processes like laser beam welding, electron beam welding, electroslag welding, thermit welding, brazing and soldering")
17 Figure (a) Resistance spot welding, (b) Resistance seam welding Various other joining processes like laser beam welding, electron beam welding, electroslag welding, thermit welding, brazing and soldering also find application in engineering field. Brazing and Soldering Processes Brazing and soldering fall in the category of solid-liquid joining processes since only the filler material and not the base materials melts during these processes. The parts to be joined are fitted together with tight tolerances and a liquid filler is distributed between the mating surfaces by capillary action. Though the base metals do not melt, still joining can be performed between the work materials which are otherwise unweldable. Brazing is a solid-liquid joining process, whereby the molten filler metal (the braze) is drawn into the gap between closely adjacent surfaces of parent materials by capillary attraction. The melting point of the filler metal is usually above 450 C, but always below the melting temperature of the parent material. To achieve a perfect joint, the filler and parent materials should be metallurgically compatible. There are many ways of brazing, and they all differ in the method of applying heat to the braze assembly, in particular, the joint area for the melting of the filler material. These include dip brazing, furnace brazing, induction brazing, infrared brazing, resistance brazing and torch brazing. Figure depicts a schematic set-up of furnace brazing process. Some of common brazing filler alloys include aluminum-silicon, copper-silver, copper-zinc, gold-silver, etc. [5].

18 Figure Schematic set-up of automated furnace brazing The wetting of the parent surfaces by the flowing brazing filler is critical for a good brazed joint quality. This is critical, in particular, for ceramics that are inherently difficult to join either to themselves of to metal structures due to the strong ionic and covalent bonding of the ceramics. If a braze alloy is melted between two ceramics, a poor quality joint is likely to result due to poor wetting, which is measured in terms of the contact angle between the braze and the substrate (ceramic surface) after melting. For good wetting, the contact angle should be lesser than One common remedy is to metallise the ceramic surface by electroplating the same to be brazed with Nickel or Copper if the specific ceramic is electrically conductive. Alternately, vapor deposition or a sputter coating can be used to deposit a metal onto the ceramic surface and subsequently, wetting of the plated ceramic surface by the brazing filler can improve. Another approach is to use an active metal hydride to form a reaction layer between the ceramic and the brazing filler alloy. Metal hydrides of Titanium or Zirconium are reduced and brazed simultaneously on the ceramic surface (without any a-priori metallization) in a controlled atomosphere (vacuum or inert gas) at relatively low temperature. Typically, Silver, Copper or Silver-Copper eutectic alloy are then used as brazing filler alloy. A recent improvement in this direction is the active metal process which is similar to metal hydrides. In both cases, the active element is (e,g, Titanium, Zirconium, Vanadium or Aluminum) reacts with the ceramic surface forming a reaction layer between the ceramic and the molten brazing filler alloy that will reduce the interfacial energy to such a level that wetting of the ceramic surface can take place. The active metal process is fast superseding the metal hydride process since the former uses the active metal along with the brazing filler alloy (Silver, Copper or Silver-Copper eutectic alloy) and hence, allows a is a one-step process. The most common active brazing filler alloys are based on Silver, Copper or Silver-Copper eutectic system with added Titanium.
 and good (right) wetting [5] Soldering refers to a typical group of solid-liquid joining processes that produce coalescence between the parts to be joined by")

19 Figure Schematic pictures showing poor (left) and good (right) wetting [5] Soldering refers to a typical group of solid-liquid joining processes that produce coalescence between the parts to be joined by heating them to the soldering temperature and by using a filler metal having liquidus temperature not exceeding 450ºC and below the solidus of the base metals. Usually, a nonferrous alloy is used as the solder material. Like brazing process, there are different types of soldering process viz. dip soldering, furnace soldering, induction soldering, infrared soldering, resistance soldering, torch soldering and wave soldering. The solders are classified according to whether or not they contain lead. The most common general-purpose solder confirms to a typical Pb (50%) and Sn (50%) composition. Figure shows a typical soldering action. Figure Actions performed during soldering
20 Guidelines for Part Handling Part handling is very significant during the assembly operation. Following are a set of guidelines that should be followed for the ease of handling: 1. Design parts that have end-to end symmetry and rotational symmetry about the axis of rotation. 2. Provide feature that will prevent jamming of parts. 3. Avoid feature that will allow tangling of parts when stored in bulk. 4. Avoid parts that stick together or are slippery, flexible, very small or large, hazardous to handler. Guideline for Insertion and fastening 1. Provide chamfer for little or no resistance for insertion and to guide two mating parts [Figure (a)]. 2. Standardize by using common parts, process and methods across all model to permit the use of higher volume processes [Figure (b)]. 3. Use pyramid assembly [Figure (c)]. 4. Avoid the necessity for holding parts down to maintain their orientation during manipulation of the subassembly [Figure (d)]. 5. Design so that a part is located properly before it is released [Figure (e)].

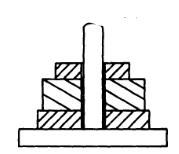
21 Fig. No. a b c d
22 e Figure Guidelines for Assembly [2]
23 Exercise 1. Give examples of permanent and temporary types of joining methods. 2. How the design of electrodes will change when plates of different thickness have to be spot weld? 3. Distinguish between friction welding and friction stir welding. References 1. James G. Bralla, Design For Manufacturability Handbook, McGraw Hill, G. Boothroyd, P. Dewhurst, W. A. Knight, Product Design for Manufacture and Assembly, Marcel Dekker, R. S. Parmar, Welding Engineering and Technology, Khanna Publishers, AWS Welding Handbook (Welding Processes Part 1), 9th Edition, Volume
Materials & Processes in Manufacturing
 2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 37 Arc Processes Chapter 38 Resistance Welding Chapter 39 Brazing and Soldering 1 Introduction Arc welding processes produce fusion
2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 37 Arc Processes Chapter 38 Resistance Welding Chapter 39 Brazing and Soldering 1 Introduction Arc welding processes produce fusion
Module 3 Selection of Manufacturing Processes. IIT Bombay
 Module 3 Selection of Manufacturing Processes Lecture 1 Review of Manufacturing Processes Instructional objectives By the end of this lecture, the student will learn what are the different types of manufacturing
Module 3 Selection of Manufacturing Processes Lecture 1 Review of Manufacturing Processes Instructional objectives By the end of this lecture, the student will learn what are the different types of manufacturing
Welding Processes. Consumable Electrode. Non-Consumable Electrode. High Energy Beam. Fusion Welding Processes. SMAW Shielded Metal Arc Welding
 Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Module 4 Design for Assembly
 Module 4 Design for Assembly Lecture 2 Design for Welding-I Instructional Objective By the end of this lecture, the student will learn: (a) how a weld joint should be designed to improve the joint performance,
Module 4 Design for Assembly Lecture 2 Design for Welding-I Instructional Objective By the end of this lecture, the student will learn: (a) how a weld joint should be designed to improve the joint performance,
Manufacturing Process-I Prof. Dr. D.K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process-I Prof. Dr. D.K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 03 Lecture - 02 Welding Process Classification Welcome
Manufacturing Process-I Prof. Dr. D.K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 03 Lecture - 02 Welding Process Classification Welcome
Manufacturing Process II. Welding Processes-1
 Manufacturing Process II Welding Processes-1 1. Introduction: The term joining is generally used for welding, brazing, soldering, and adhesive bonding, which form a permanent joint between the parts a
Manufacturing Process II Welding Processes-1 1. Introduction: The term joining is generally used for welding, brazing, soldering, and adhesive bonding, which form a permanent joint between the parts a
Chapter Outline. Joining Processes. Welding Processes. Oxyacetylene Welding. Fusion Welding Processes. Page 1. Welded Joints
 Joining Processes Chapter Outline R. Jerz 1 4/16/2006 R. Jerz 2 4/16/2006 Welding Processes Welded Joints Gas, electricity, or other heat source? Is electrode consumed? Is a filler material used? Is flux
Joining Processes Chapter Outline R. Jerz 1 4/16/2006 R. Jerz 2 4/16/2006 Welding Processes Welded Joints Gas, electricity, or other heat source? Is electrode consumed? Is a filler material used? Is flux
Joining Processes R. Jerz
 Joining Processes R. Jerz 1 4/16/2006 Chapter Outline R. Jerz 2 4/16/2006 Welding Processes Gas, electricity, or other heat source? Is electrode consumed? Is a filler material used? Is flux used? Anything
Joining Processes R. Jerz 1 4/16/2006 Chapter Outline R. Jerz 2 4/16/2006 Welding Processes Gas, electricity, or other heat source? Is electrode consumed? Is a filler material used? Is flux used? Anything
WELDING Topic and Contents Hours Marks
 Topic and Contents Hours Marks 3.1 Introduction 04 Marks Classification and selection of welding process. Working principle of Gas welding and types of flames. 3.2 Arc welding process 08 Marks Metal arc,
Topic and Contents Hours Marks 3.1 Introduction 04 Marks Classification and selection of welding process. Working principle of Gas welding and types of flames. 3.2 Arc welding process 08 Marks Metal arc,
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 1 Introduction Lecture - 2 Classification of Welding Processes -
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 1 Introduction Lecture - 2 Classification of Welding Processes -
COMPARISON OF WELDING/BONDING METHODS
 TYPE OF WELDING/BONDING Adhesive Bonding Diffusion Welding Electron Beam Welding Explosive Welding SUMMARY ADVANTAGES DISADVANTAGES Bond is established through use of an intermediate adhesive layer applied
TYPE OF WELDING/BONDING Adhesive Bonding Diffusion Welding Electron Beam Welding Explosive Welding SUMMARY ADVANTAGES DISADVANTAGES Bond is established through use of an intermediate adhesive layer applied
Brazing & Soldering. Brazing, Soldering, Adhesive-Bonding and Mechanical-Fastening. Brazing 12/2/2009
 Brazing, Soldering, Adhesive-Bonding and Mechanical-Fastening Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 32 Brazing & Soldering Joining processes
Brazing, Soldering, Adhesive-Bonding and Mechanical-Fastening Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 32 Brazing & Soldering Joining processes
Apart from technical factors, welding processes can also be classified on the fundamental approaches used for deposition of materials for developing
 Lecture: 3 Classification of Welding Processes II Apart from technical factors, welding processes can also be classified on the fundamental approaches used for deposition of materials for developing a
Lecture: 3 Classification of Welding Processes II Apart from technical factors, welding processes can also be classified on the fundamental approaches used for deposition of materials for developing a
Casting, Forming & Welding
 Casting, Forming & Welding (ME31007) Jinu Paul Dept. of Mechanical Engineering CFW- Welding marks distribution CFW Total Marks = 100 Casting =33, Forming = 33, Welding =33 End semester exam 50 % Mid semester
Casting, Forming & Welding (ME31007) Jinu Paul Dept. of Mechanical Engineering CFW- Welding marks distribution CFW Total Marks = 100 Casting =33, Forming = 33, Welding =33 End semester exam 50 % Mid semester
NAME 345 Welding Technology Lecture 09 SAW, ESW & Resistance Welding
 NAME 345 Welding Technology Lecture 09 Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000, Bangladesh Submerged
NAME 345 Welding Technology Lecture 09 Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology Dhaka-1000, Bangladesh Submerged
EML 2322L -- MAE Design and Manufacturing Laboratory. Welding
 EML 2322L -- MAE Design and Manufacturing Laboratory Welding Intro to Welding A weld is made when separate pieces of material to be joined combine and form one piece when heated to a temperature high enough
EML 2322L -- MAE Design and Manufacturing Laboratory Welding Intro to Welding A weld is made when separate pieces of material to be joined combine and form one piece when heated to a temperature high enough
Introduction. Online course on Analysis and Modelling of Welding. G. Phanikumar Dept. of MME, IIT Madras
 Introduction Online course on Analysis and Modelling of Welding G. Phanikumar Dept. of MME, IIT Madras Classification of Manufacturing Processes Manufacturing Processes Ingot Casting Shape Casting Power
Introduction Online course on Analysis and Modelling of Welding G. Phanikumar Dept. of MME, IIT Madras Classification of Manufacturing Processes Manufacturing Processes Ingot Casting Shape Casting Power
Copyright 1999 Society of Manufacturing Engineers FUNDAMENTAL MANUFACTURING PROCESSES Welding NARRATION (VO):
:") Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Welding SCENE 1. CG: Fusion Welding Processes white text centered on black SCENE 2. tape 528, 14:18:33-14:18:52
Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Welding SCENE 1. CG: Fusion Welding Processes white text centered on black SCENE 2. tape 528, 14:18:33-14:18:52
Introduction to Welding Technology
 Introduction to Welding Technology Welding is a fabrication process used to join materials, usually metals or thermoplastics, together. During welding, the pieces to be joined (the workpieces) are melted
Introduction to Welding Technology Welding is a fabrication process used to join materials, usually metals or thermoplastics, together. During welding, the pieces to be joined (the workpieces) are melted
3/26/2015. Processes of Arc Welding. Kate Gilland
 3/26/2015 Processes of Arc Welding Kate Gilland Processes of Arc Welding Introduction Welding is a powerful technological advance. It allows for things to be conjoined that may have not been thought to
3/26/2015 Processes of Arc Welding Kate Gilland Processes of Arc Welding Introduction Welding is a powerful technological advance. It allows for things to be conjoined that may have not been thought to
Welding Processes Classification Based On The Technological Criteria
 Welding Processes Classification Based On The Technological Criteria Welding is a process of joining metallic components with or without application of heat, with or without pressure and with or without
Welding Processes Classification Based On The Technological Criteria Welding is a process of joining metallic components with or without application of heat, with or without pressure and with or without
WELDING TECHNOLOGY AND WELDING INSPECTION
 WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
Lecture 3-2: Hull production Steel processing methods
 Kul-24.4130 Shipyard engineering Lecture 3-2: Hull production Steel processing methods Applied Mechanics Marine Technology Lecture in course contents Production planning Introduction Shipbuilding process
Kul-24.4130 Shipyard engineering Lecture 3-2: Hull production Steel processing methods Applied Mechanics Marine Technology Lecture in course contents Production planning Introduction Shipbuilding process
Lecture - 01 Introduction: Manufacturing and Joining
 Joining Technologies of Commercial Importance Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology Roorkee Lecture - 01 Introduction: Manufacturing and Joining
Joining Technologies of Commercial Importance Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology Roorkee Lecture - 01 Introduction: Manufacturing and Joining
The principle Of Tungsten Inert Gas (TIG) Welding Process
 Welding Process") The principle Of Tungsten Inert Gas (TIG) Welding Process This chapter presents the principle of tungsten inert gas (TIG) welding process besides important components of TIG welding system and their role.
The principle Of Tungsten Inert Gas (TIG) Welding Process This chapter presents the principle of tungsten inert gas (TIG) welding process besides important components of TIG welding system and their role.
Module - 4 Advanced Welding Processes Lecture - 1 Submerged Arc Welding (SAW)
") Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Advanced Welding Processes Lecture
Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Advanced Welding Processes Lecture
Design for welding: Design recommendations
 Design for welding: Design recommendations Arc welding can be used to weld almost any kind of assembly, including even complex structures. Arc weldments use a wide variety of ferrous and non ferrous metals.
Design for welding: Design recommendations Arc welding can be used to weld almost any kind of assembly, including even complex structures. Arc weldments use a wide variety of ferrous and non ferrous metals.
Solid-State Welding Processes. Solid State Bonding 12/2/2009. Cold Welding
 Solid-State Welding Processes Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Joining takes place without fusion at the
Solid-State Welding Processes Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Joining takes place without fusion at the
Lecture 23. Chapter 30 Fusion Welding Processes. Introduction. Two pieces are joined together by the application of heat
 Lecture 23 Chapter 30 Fusion Welding Processes Introduction Fusion welding Two pieces are joined together by the application of heat Melting and fusing the interface Filler metal Extra metal added (melted)
Lecture 23 Chapter 30 Fusion Welding Processes Introduction Fusion welding Two pieces are joined together by the application of heat Melting and fusing the interface Filler metal Extra metal added (melted)
Solid-State Welding Processes
 Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding Keyword: 16.1 Selection of pulse parameters
 Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding This chapter presents the influence of process parameters of pulse TIG welding process on the development of sound weld joint. Further, the
Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding This chapter presents the influence of process parameters of pulse TIG welding process on the development of sound weld joint. Further, the
Kasetsart University. INDT0204: Welding. Types of Welding
 Types of Welding Fusion Welding (Chap. 27) Oxyfuel Gas Welding Arc-Welding Processes Consumable-Electrode Nonconsumable-Electrode Others Electron-Beam Welding Laser-Beam Welding Solid State Welding (Chap.
Types of Welding Fusion Welding (Chap. 27) Oxyfuel Gas Welding Arc-Welding Processes Consumable-Electrode Nonconsumable-Electrode Others Electron-Beam Welding Laser-Beam Welding Solid State Welding (Chap.
Agenda. Hitsaustekniikka Kon Gas Metal Arc Welding Conventional control (solid wire) - Fundaments
 - Fundaments") Department of Engineering Design and Production Master Degree in Mechanical Engineering Hitsaustekniikka Kon-67.4200 Gas Metal Arc Welding Conventional control (solid wire) - Fundaments Materials Joining
Department of Engineering Design and Production Master Degree in Mechanical Engineering Hitsaustekniikka Kon-67.4200 Gas Metal Arc Welding Conventional control (solid wire) - Fundaments Materials Joining
Roll Bonding or Roll Welding
 1 2 3 4 Roll Bonding or Roll Welding The pressure required for welding is applied through a pair of rolls Can be performed hot (Hot Roll Bonding) Surface preparation is important for interfacial bonding
1 2 3 4 Roll Bonding or Roll Welding The pressure required for welding is applied through a pair of rolls Can be performed hot (Hot Roll Bonding) Surface preparation is important for interfacial bonding
Introduction to Joining Processes
 1. CLASSIFICATION OF JOINING METHODS The three basic options available for assembly and joining of engineering components may be designated: 1. mechanical 2. chemical 3. physical Some familiar examples:
1. CLASSIFICATION OF JOINING METHODS The three basic options available for assembly and joining of engineering components may be designated: 1. mechanical 2. chemical 3. physical Some familiar examples:
ASME B31.3 Process Piping
 ASME B31.3 Process Piping Charles Becht IV, PhD, PE Don Frikken, PE Instructors BECHT ENGINEERING COMPANY, INC. Fabrication and Installation - 1 Piping Development Process 1. Establish applicable system
ASME B31.3 Process Piping Charles Becht IV, PhD, PE Don Frikken, PE Instructors BECHT ENGINEERING COMPANY, INC. Fabrication and Installation - 1 Piping Development Process 1. Establish applicable system
Welding Engineering Prof. Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Welding Engineering Prof. Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 1 SMAW- 1 So, dear students,
Welding Engineering Prof. Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 1 SMAW- 1 So, dear students,
Upon completion of this module
 Welding 1.4 Upon completion of this module 1. Cite the advantages of welding over other joining methods 2. Name & identify the various welding and cutting processes currently used in industry 3. Recognize
Welding 1.4 Upon completion of this module 1. Cite the advantages of welding over other joining methods 2. Name & identify the various welding and cutting processes currently used in industry 3. Recognize
Joining. 10. Tool Design for Joining. Joining. Joining. Physical Joining. Physical Joining
 Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
Structure of Metals 1
 1 Structure of Metals Metals Basic Structure (Review) Property High stiffness, better toughness, good electrical conductivity, good thermal conductivity Why metals have these nice properties - structures
1 Structure of Metals Metals Basic Structure (Review) Property High stiffness, better toughness, good electrical conductivity, good thermal conductivity Why metals have these nice properties - structures
Chapter 1. Introduction Delmar, Cengage Learning
 Chapter 1 Introduction Objectives After completing this chapter, you will be able to: Discuss the role welding plays in the manufacture of modern products today Explain the primary steps used in welding
Chapter 1 Introduction Objectives After completing this chapter, you will be able to: Discuss the role welding plays in the manufacture of modern products today Explain the primary steps used in welding
Lecture 13 Submerged Arc Welding 13.1 Introduction 13.2 Components of SAW System
 Lecture 13 Submerged Arc Welding This chapter presents the principle of submerged arc welding process besides methods of manufacturing and characteristics of different types of fluxes used in this process.
Lecture 13 Submerged Arc Welding This chapter presents the principle of submerged arc welding process besides methods of manufacturing and characteristics of different types of fluxes used in this process.
Dissimilar Metals DISSIMILAR METALS. Weld Tech News VOL 1. NO. 14
 Dissimilar Metals Weld Tech News VOL 1. NO. 14 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Dissimilar Metals Weld Tech News VOL 1. NO. 14 WELD TECH NEWS is a newsletter for welders working primarily in maintenance and repair. Each issue contains useful information on materials (cast irons, steels,
Stud Welding. What is stud welding and how does it work? The 12 most important questions and answers
 I N F O Stud Welding What is stud welding and how does it work? The 12 most important questions and answers Time and cost savings New design potentials Unsurpassed economy Stud Welding Advantages... In
I N F O Stud Welding What is stud welding and how does it work? The 12 most important questions and answers Time and cost savings New design potentials Unsurpassed economy Stud Welding Advantages... In
PREVIEW COPY. Welding Principles. Table of Contents. Fundamentals of Welding...3. Oxyfuel Welding Equipment...35
 Welding Principles Table of Contents Lesson One Lesson Two Lesson Three Fundamentals of Welding...3 Welding Safety...19 Oxyfuel Welding Equipment...35 Lesson Four Arc Welding Equipment...53 Lesson Five
Welding Principles Table of Contents Lesson One Lesson Two Lesson Three Fundamentals of Welding...3 Welding Safety...19 Oxyfuel Welding Equipment...35 Lesson Four Arc Welding Equipment...53 Lesson Five
Resistance Welding. Resistance Welding (RW)
") Resistance Welding (RW) Resistance Welding 1 Resistance Welding is a welding process, in which work pieces are welded due to a combination of a pressure applied to them and a localized heat generated by
Resistance Welding (RW) Resistance Welding 1 Resistance Welding is a welding process, in which work pieces are welded due to a combination of a pressure applied to them and a localized heat generated by
COURSE: ADVANCED MANUFACTURING PROCESSES. Module No. 4: ADVANCED WELDING PROCESSES
 COURSE: ADVANCED MANUFACTURING PROCESSES Module No. 4: ADVANCED WELDING PROCESSES Lecture No-2: Resistance Welding Process Resistance welding process makes use of the electrical resistance for generating
COURSE: ADVANCED MANUFACTURING PROCESSES Module No. 4: ADVANCED WELDING PROCESSES Lecture No-2: Resistance Welding Process Resistance welding process makes use of the electrical resistance for generating
A Practical Design Guide for Welded Connections Part 1 Basic Concepts and Weld Symbols
 A Practical Design Guide for Welded Connections Part 1 Basic Concepts and Weld Symbols by James Doane, PhD, PE Course Overview This course is divided into 2 parts. Though it provides some basic concepts
A Practical Design Guide for Welded Connections Part 1 Basic Concepts and Weld Symbols by James Doane, PhD, PE Course Overview This course is divided into 2 parts. Though it provides some basic concepts
GAS METAL ARC WELDING (GMAW)
") GAS METAL ARC WELDING (GMAW) INTRODUCTION Gas Metal Arc Welding (GMAW) is also called Metal Inert Gas (MIG) arc welding. It uses consumable metallic electrode. There are other gas shielded arc welding
GAS METAL ARC WELDING (GMAW) INTRODUCTION Gas Metal Arc Welding (GMAW) is also called Metal Inert Gas (MIG) arc welding. It uses consumable metallic electrode. There are other gas shielded arc welding
Stud Welding. What is stud welding and how does it work? The 12 most important questions and answers
 I N F O Stud Welding What is stud welding and how does it work? The 12 most important questions and answers Time and cost savings New design potentials Unsurpassed economy Stud Welding Advantages... In
I N F O Stud Welding What is stud welding and how does it work? The 12 most important questions and answers Time and cost savings New design potentials Unsurpassed economy Stud Welding Advantages... In
International Journal of Advance Engineering and Research Development
 Scientific Journal of Impact Factor (SJIF): 5.71 International Journal of Advance Engineering and Research Development Volume 5, Issue 03, March -2018 e-issn (O): 2348-4470 p-issn (P): 2348-6406 Study
Scientific Journal of Impact Factor (SJIF): 5.71 International Journal of Advance Engineering and Research Development Volume 5, Issue 03, March -2018 e-issn (O): 2348-4470 p-issn (P): 2348-6406 Study
KCWONG. Shielded Metal Arc Welding (SMAW) Gas Metal Arc Welding (GMAW/MIG) Flux-cored Arc Welding (FCAW) Gas Tungsten Arc Welding (GTAW/TIG) KCWONG
 Gas Metal Arc Welding (GMAW/MIG) Flux-cored Arc Welding (FCAW) Gas Tungsten Arc Welding (GTAW/TIG) KCWONG") 1 Shielded Metal Arc Welding (SMAW) Gas Metal Arc Welding (GMAW/MIG) Flux-cored Arc Welding (FCAW) Gas Tungsten Arc Welding (GTAW/TIG) 2 Working Principle Equipment Filler metals Advantages Limitation
1 Shielded Metal Arc Welding (SMAW) Gas Metal Arc Welding (GMAW/MIG) Flux-cored Arc Welding (FCAW) Gas Tungsten Arc Welding (GTAW/TIG) 2 Working Principle Equipment Filler metals Advantages Limitation
Electric Arc Welding
 Electric Arc Welding Electricity is passed through an electrode which jumps between the electrode and the work piece. This causes an arc which produces great heat melting the electrode and the work piece
Electric Arc Welding Electricity is passed through an electrode which jumps between the electrode and the work piece. This causes an arc which produces great heat melting the electrode and the work piece
Fundamentals of Joining
 Fundamentals of Joining Chapter 30 30.1 Introduction to Consolidation Processes Consolidation Processes consist of Welding Brazing Soldering Fasteners Adhesives Shrink Fits Slots and Tabs Each Process
Fundamentals of Joining Chapter 30 30.1 Introduction to Consolidation Processes Consolidation Processes consist of Welding Brazing Soldering Fasteners Adhesives Shrink Fits Slots and Tabs Each Process
THERMAL SPRAY COATINGS
 THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
THERMAL SPRAY COATINGS THERMAL SPRAY is a group of processes in which metals, alloys, ceramics, plastics and composite materials in the form of powder, wire, or rod are fed to a torch or gun with which
Cladding with High Power Diode Lasers
 White Paper Cladding with High Power Diode Lasers Cladding is a well established process used in a variety of industries for improving the surface and near surface properties (e.g. wear, corrosion or heat
White Paper Cladding with High Power Diode Lasers Cladding is a well established process used in a variety of industries for improving the surface and near surface properties (e.g. wear, corrosion or heat
MANUFACTURING TECHNOLOGY - I UNIT-1 TWO MARKS
 MANUFACTURING TECHNOLOGY - I UNIT-1 TWO MARKS 1. Define foundry? 2. Define casting. 3. Define mould. 4. Define pattern 5. Name the various pattern materials? 6. How is distortion allowances is made on
MANUFACTURING TECHNOLOGY - I UNIT-1 TWO MARKS 1. Define foundry? 2. Define casting. 3. Define mould. 4. Define pattern 5. Name the various pattern materials? 6. How is distortion allowances is made on
GMAW (MIG) / FCAW / MCAW
 / FCAW / MCAW") Welding Processes GMAW () / FCAW / MCAW Gas Metal Arc Welding (GMAW), Flux Cored Arc Welding (FCAW) and Metal Cored Arc Welding (MCAW) Gas Metal Arc Welding (GMAW) GMA commonly referred to as Metal Inert
Welding Processes GMAW () / FCAW / MCAW Gas Metal Arc Welding (GMAW), Flux Cored Arc Welding (FCAW) and Metal Cored Arc Welding (MCAW) Gas Metal Arc Welding (GMAW) GMA commonly referred to as Metal Inert
Brazing & Braze Welding With Oxyacetylene
 Brazing & Braze Welding With Oxyacetylene 1 Definition A group of process that use heat to melt a metallic bonding agent, but not the base metal. The adhesion quality of the bonding agent binds the parts
Brazing & Braze Welding With Oxyacetylene 1 Definition A group of process that use heat to melt a metallic bonding agent, but not the base metal. The adhesion quality of the bonding agent binds the parts
NAME 345 Welding Technology Lecture 07 Shielded Metal Arc Welding (SMAW)
") NAME 345 Welding Technology Lecture 07 Shielded Metal Arc Welding (SMAW) Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology
NAME 345 Welding Technology Lecture 07 Shielded Metal Arc Welding (SMAW) Md. Habibur Rahman Lecturer Department of Naval Architecture & Marine Engineering Bangladesh University of Engineering & Technology
Technical Data & Welding Guidelines for Ferralium 255SD50 Super Duplex Stainless Steel
 Technical Data & Welding Guidelines for Ferralium 255SD50 Super Duplex Stainless Steel Technical Data & Welding Guidelines FERRALIUM Alloy 255 Ferralium 255SD50 Super Duplex Stainless Steel General FERRALIUM
Technical Data & Welding Guidelines for Ferralium 255SD50 Super Duplex Stainless Steel Technical Data & Welding Guidelines FERRALIUM Alloy 255 Ferralium 255SD50 Super Duplex Stainless Steel General FERRALIUM
Chapter 32 Resistance Welding and Solid State Welding. Materials Processing. Classification of Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 32 Resistance Welding and Solid State Welding Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
MET 33800 Manufacturing Processes Chapter 32 Resistance Welding and Solid State Welding Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
Hot-Dip Galvanized Fabrication Considerations
 Hot-Dip Galvanized Fabrication Considerations TECHNICAL BULLETIN JANUARY 27, 2016 Forming Hot-dip galvanized sheet can be formed almost as readily as uncoated cold rolled sheet. It can be formed in a variety
Hot-Dip Galvanized Fabrication Considerations TECHNICAL BULLETIN JANUARY 27, 2016 Forming Hot-dip galvanized sheet can be formed almost as readily as uncoated cold rolled sheet. It can be formed in a variety
HOBART BROTHERS Metal core Process. Basics of Welding Metal Cored Wires
 HOBART BROTHERS Metal core Process Basics of Welding Metal Cored Wires AWS Metal Core Classification AWS A5.18 E 70 C-6 M Electrode Tensile (ksi) Composite Impact Strength 3=20 ft. lbs. @ 0 F 6=20 ft.
HOBART BROTHERS Metal core Process Basics of Welding Metal Cored Wires AWS Metal Core Classification AWS A5.18 E 70 C-6 M Electrode Tensile (ksi) Composite Impact Strength 3=20 ft. lbs. @ 0 F 6=20 ft.
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 8 Submerged Arc Welding Welcome students. This
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 8 Submerged Arc Welding Welcome students. This
Metallurgical Processes
 Metallurgical Processes Chapter Thirty One: Welding Processes Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Welding processes divide into two major categories: Fusion Welding:
Metallurgical Processes Chapter Thirty One: Welding Processes Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Welding processes divide into two major categories: Fusion Welding:
Combat old foes with new technology in LNG tank construction
 Combat old foes with new technology in LNG tank construction Semi-automatic FCAW with alternating current reduces arc blow issues P. van Erk, D. Fleming The Lincoln Electric company 17-3-2012 Principle
Combat old foes with new technology in LNG tank construction Semi-automatic FCAW with alternating current reduces arc blow issues P. van Erk, D. Fleming The Lincoln Electric company 17-3-2012 Principle
ME E5 - Welding Metallurgy
 ME 328.3 E5 - Welding Metallurgy Purpose: To become more familiar with the welding process and its effects on the material To look at the changes in microstructure and the hardness in the Heat Affected
ME 328.3 E5 - Welding Metallurgy Purpose: To become more familiar with the welding process and its effects on the material To look at the changes in microstructure and the hardness in the Heat Affected
Design of Machine Elements I Prof. G. Chakraborty Department of Mechanical Engineering Indian Institute of Technology Kharagpur
 Design of Machine Elements I Prof. G. Chakraborty Department of Mechanical Engineering Indian Institute of Technology Kharagpur Lecture - 23 Design of Welded Joints-I Dear Student, let us begin lectures
Design of Machine Elements I Prof. G. Chakraborty Department of Mechanical Engineering Indian Institute of Technology Kharagpur Lecture - 23 Design of Welded Joints-I Dear Student, let us begin lectures
Manufacturing Process - I Prof. Dr. D.K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Prof. Dr. D.K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 11 Tungsten Inert Gas Welding Part 1 Welcome
Manufacturing Process - I Prof. Dr. D.K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 11 Tungsten Inert Gas Welding Part 1 Welcome
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING ME 6302 MANUFACTURING TECHNOLOGY 1 (QUESTION BANK) I-METAL CASTING PROCESSES PART-A (2 MARKS) 1.Name any four types of commonly used
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING ME 6302 MANUFACTURING TECHNOLOGY 1 (QUESTION BANK) I-METAL CASTING PROCESSES PART-A (2 MARKS) 1.Name any four types of commonly used
Variants of MIG/MAG Flux Cored Arc Welding (FCAW)
") Variants of MIG/MAG Flux Cored Arc Welding (FCAW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype:
Variants of MIG/MAG Flux Cored Arc Welding (FCAW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype:
ANSI/AWS D An American National Standard. Structural Welding Code Sheet Steel
 ANSI/AWS D1.3-98 An American National Standard Structural Welding Code Sheet Steel Key Words Sheet steel, allowable stresses, details of welded joints, workmanship qualification, visual acceptance criteria,
ANSI/AWS D1.3-98 An American National Standard Structural Welding Code Sheet Steel Key Words Sheet steel, allowable stresses, details of welded joints, workmanship qualification, visual acceptance criteria,
Comparison of BS and BS EN for steel materials
 Comparison of BS and BS EN for steel materials Appendix This table only highlights the comparison of BS and BS EN on steel materials, which are relevant to plan approval. Title of BS BS BS EN Title of
Comparison of BS and BS EN for steel materials Appendix This table only highlights the comparison of BS and BS EN on steel materials, which are relevant to plan approval. Title of BS BS BS EN Title of
Division 11 - Equipment Section 11401
 PART 1 - GENERAL 1.1 GENERAL A. Division 1 General Requirements applies and becomes a part of this Section of the Specification as fully as if repeated herein. B. Items of equipment which are included
PART 1 - GENERAL 1.1 GENERAL A. Division 1 General Requirements applies and becomes a part of this Section of the Specification as fully as if repeated herein. B. Items of equipment which are included
Beveling procedures and beveling machines beveling, a quick overview 1
 Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Resistance Welding Principle
 Resistance Welding Principle In resistance welding heat is generated by the electrical resistance of the work pieces and the interface between them. Pressure is supplied externally and is varied throughout
Resistance Welding Principle In resistance welding heat is generated by the electrical resistance of the work pieces and the interface between them. Pressure is supplied externally and is varied throughout
Chapter 31. Solid-State Welding Processes
 Chapter 31 Solid-State Welding Processes Roll Bonding Figure 31.1 Schematic illustration of the roll bonding or cladding process. Ultrasonic Welding Figure 31.2 (a) Components of an ultrasonic welding
Chapter 31 Solid-State Welding Processes Roll Bonding Figure 31.1 Schematic illustration of the roll bonding or cladding process. Ultrasonic Welding Figure 31.2 (a) Components of an ultrasonic welding
Advanced technology for cladding
 Advanced technology for cladding Oil and Gas www.commersald.com Via Labriola,42 41123 Modena - Italy Tel.+ 39 059 822374 Fax+ 39 059 333099 english version The requirements are growing New requirements
Advanced technology for cladding Oil and Gas www.commersald.com Via Labriola,42 41123 Modena - Italy Tel.+ 39 059 822374 Fax+ 39 059 333099 english version The requirements are growing New requirements
WELDING,FABRICATION AND REPAIRS
 WELDING,FABRICATION AND REPAIRS FABRICATION Flat profiles and formed sections can be fabricated into larger items or finished structures using conventional welding procedures. Liners may be fixed to existing
WELDING,FABRICATION AND REPAIRS FABRICATION Flat profiles and formed sections can be fabricated into larger items or finished structures using conventional welding procedures. Liners may be fixed to existing
Lesson 1 Introduction to Welding Technology. Contents
 Department of Engineering Design Lesson 1 Introduction to Welding Technology Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo
Department of Engineering Design Lesson 1 Introduction to Welding Technology Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI-00076 Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo
CHAPTER 28. Solid-State Welding Processes. Kalpakjian Schmid Manufacturing Engineering and Technology 2001 Prentice-Hall Page 28-1
 CHAPTER 28 Solid-State Welding Processes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 28-1 Roll Bonding Figure 28.1 Schematic illustration of the roll bonding, or cladding, process
CHAPTER 28 Solid-State Welding Processes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 28-1 Roll Bonding Figure 28.1 Schematic illustration of the roll bonding, or cladding, process
3 TIG welding. 3.1 A description of the method. 3.2 Equipment
 3 TIG welding 3.1 A description of the method TIG welding (also called Gas Tungsten Arc Welding, GTAW) involves striking an arc between a non-consumable tungsten electrode and the workpiece. The weld pool
3 TIG welding 3.1 A description of the method TIG welding (also called Gas Tungsten Arc Welding, GTAW) involves striking an arc between a non-consumable tungsten electrode and the workpiece. The weld pool
50948-RHN Putney. Friday, 15 December This document includes: Code Section Revision Dated
 50948-RHN Putney Friday, 15 December 2017 This document includes: Code Section Revision Dated Z11 Purpose made metalwork 1 Table of Contents Title Z11 Purpose made metalwork Page 3 Z11 Purpose made metalwork
50948-RHN Putney Friday, 15 December 2017 This document includes: Code Section Revision Dated Z11 Purpose made metalwork 1 Table of Contents Title Z11 Purpose made metalwork Page 3 Z11 Purpose made metalwork
WELDING CONSIDERATIONS WITH HOT-DIP GALVANIZED STEEL. John du Plessis
 WELDING CONSIDERATIONS WITH HOT-DIP GALVANIZED STEEL John du Plessis ABSTRACT Galvanizing has been in use for hundreds of years. Zinc forms a protective barrier between the steel and the environment. Welding
WELDING CONSIDERATIONS WITH HOT-DIP GALVANIZED STEEL John du Plessis ABSTRACT Galvanizing has been in use for hundreds of years. Zinc forms a protective barrier between the steel and the environment. Welding
Production Engineering II. Chapter Three. Welding & Bonding Technology. AAiT
 Production Engineering II Chapter Three Welding & Bonding Technology AAiT Introduction to welding Joiningis generally used for welding, brazing, soldering, and adhesive bonding which form a permanent joint
Production Engineering II Chapter Three Welding & Bonding Technology AAiT Introduction to welding Joiningis generally used for welding, brazing, soldering, and adhesive bonding which form a permanent joint
CHAPTER 3 SCOPE AND OBJECTIVES
 35 CHAPTER 3 SCOPE AND OBJECTIVES 3.1 MOTIVATION TO THE PRESENT WORK Limiting the emission of green house gases as well as the reduction of fuel consumption is an urgent area of research that needs to
35 CHAPTER 3 SCOPE AND OBJECTIVES 3.1 MOTIVATION TO THE PRESENT WORK Limiting the emission of green house gases as well as the reduction of fuel consumption is an urgent area of research that needs to
The Need For Protecting The Weld And Rationale
 The Need For Protecting The Weld And Rationale This chapter presents the need of protecting the weld and rationale behind variations in cleanliness of the weld developed by different welding processes.
The Need For Protecting The Weld And Rationale This chapter presents the need of protecting the weld and rationale behind variations in cleanliness of the weld developed by different welding processes.
Spot Welding Instrumental technique. Soumabha Bag CY08D
 Spot W Instrumental technique Soumabha Bag CY08D021 09-02-13 Introduction: W is a fabrication or sculptural process that joins materials, usually metals, by causing coalescence. This is in contrast with
Spot W Instrumental technique Soumabha Bag CY08D021 09-02-13 Introduction: W is a fabrication or sculptural process that joins materials, usually metals, by causing coalescence. This is in contrast with
Modification In Weld Overlay for Productivity and Corrosion Resistance
 IJSTE - International Journal of Science Technology & Engineering Volume 2 Issue 2 August 2015 ISSN (online): 2349-784X Modification In Weld Overlay for Productivity and Corrosion Resistance Nikhil V Farkade
IJSTE - International Journal of Science Technology & Engineering Volume 2 Issue 2 August 2015 ISSN (online): 2349-784X Modification In Weld Overlay for Productivity and Corrosion Resistance Nikhil V Farkade
SHRI ANGALAMMAN COLLEGE OF ENGINEERING AND TECHNOLOGY (An ISO 9001:2008 Certified Institution) Siruganoor, Tiruchirappalli
 Siruganoor, Tiruchirappalli") SHRI ANGALAMMAN COLLEGE OF ENGINEERING AND TECHNOLOGY (An ISO 9001:2008 Certified Institution) Siruganoor, Tiruchirappalli 621 105. Department of Mechanical Engineering PR 1204--MANUFACTURING TECHNOLOGY
SHRI ANGALAMMAN COLLEGE OF ENGINEERING AND TECHNOLOGY (An ISO 9001:2008 Certified Institution) Siruganoor, Tiruchirappalli 621 105. Department of Mechanical Engineering PR 1204--MANUFACTURING TECHNOLOGY
Reproduced from Information Handling Services(r) The Worldwide Standards Service Plus(c) 1998 by IHS Thu Nov 05 10:50:
 The Worldwide Standards Service Plus(c) 1998 by IHS Thu Nov 05 10:50:") ! AWS WHB-1 Welding Technology (Welding Handbook, Volume 1)! AWS WHB-1 APP A Terms and Definitions (Welding Handbook, Volume 1)! AWS WHB-1 APP B Metric Practice Guide (Welding Handbook, Volume 1)! AWS
! AWS WHB-1 Welding Technology (Welding Handbook, Volume 1)! AWS WHB-1 APP A Terms and Definitions (Welding Handbook, Volume 1)! AWS WHB-1 APP B Metric Practice Guide (Welding Handbook, Volume 1)! AWS
Section 906. STRUCTURAL STEEL
 906.01 Section 906. STRUCTURAL STEEL 906.01. General Requirements. Finished rolled shapes must be free from imperfections that affect strength and durability in accordance with ASTM A 6. Rolled shapes
906.01 Section 906. STRUCTURAL STEEL 906.01. General Requirements. Finished rolled shapes must be free from imperfections that affect strength and durability in accordance with ASTM A 6. Rolled shapes
Hail University College of Engineering Department of Mechanical Engineering. Joining Processes and Equipment. Fusion-Welding.
 Hail University College of Engineering Department of Mechanical Engineering Joining Processes and Equipment Fusion-Welding Ch 30 Joining is an all-inclusive term covering processes such as welding, brazing,
Hail University College of Engineering Department of Mechanical Engineering Joining Processes and Equipment Fusion-Welding Ch 30 Joining is an all-inclusive term covering processes such as welding, brazing,
.1 American Institute of Steel Construction (AISC) Specifications for Steel Buildings AISC
 Specifications for Steel Buildings AISC") 05 12 00 STRUCTURAL STEEL FRAMING Page 1 of 3 1 General 1.1 SECTION INCLUDES.1 Structural steel framing and support members 1.2 RELATED SECTIONS.1 Section 05 50 00 Metal Fabrications 1.3 REFERENCES.1 American
05 12 00 STRUCTURAL STEEL FRAMING Page 1 of 3 1 General 1.1 SECTION INCLUDES.1 Structural steel framing and support members 1.2 RELATED SECTIONS.1 Section 05 50 00 Metal Fabrications 1.3 REFERENCES.1 American
!!!! WARNING!!!! WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH.
 CAREFULLY!!!! WARNING!!!! CAREFULLY WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH. BEFORE USING THIS PRODUCT THE WELDER (END-USER) MUST READ AND UNDERSTAND THE COMPLETE PRODUCT WARNING LABEL
CAREFULLY!!!! WARNING!!!! CAREFULLY WELDING FUMES AND GASES CAN BE DANGEROUS TO YOUR HEALTH. BEFORE USING THIS PRODUCT THE WELDER (END-USER) MUST READ AND UNDERSTAND THE COMPLETE PRODUCT WARNING LABEL
VALLIAMMAI ENGINEERING COLLEGE SRM Nagar, Kattankulathur
 VALLIAMMAI ENGINEERING COLLEGE SRM Nagar, Kattankulathur 603 203 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK VII SEMESTER ME 6008-WELDING TECHNOLOGY Regulation 2013 Academic Year 2017 18 Prepared
VALLIAMMAI ENGINEERING COLLEGE SRM Nagar, Kattankulathur 603 203 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK VII SEMESTER ME 6008-WELDING TECHNOLOGY Regulation 2013 Academic Year 2017 18 Prepared
GMAW Unit Topics. During this overview, we will discuss the following topics:
 GMAW (MIG Welding) GMAW Unit Topics During this overview, we will discuss the following topics: Safety GMAW Basics Equipment Set-Up Welding Variables Process Advantages and Limitations AWS Connection National
GMAW (MIG Welding) GMAW Unit Topics During this overview, we will discuss the following topics: Safety GMAW Basics Equipment Set-Up Welding Variables Process Advantages and Limitations AWS Connection National