WELDING CHARACTERISTICS OF CORROSION RESISTANT NI-BASED ALLOYS MONEL 400 AND HASTELLOY C-276 THIN FOIL WELDED BY PULSED ND:YAG LASER 1
|
|
|
- Sheila Parrish
- 6 years ago
- Views:
Transcription
1 WELDING CHARACTERISTICS OF CORROSION RESISTANT NI-BASED ALLOYS MONEL 400 AND HASTELLOY C-276 THIN FOIL WELDED BY PULSED ND:YAG LASER 1 Vicente A. Ventrella 2 José Roberto Berretta 3 Wagner de Rossi 3 Abstract In this paper a Nd:YAG pulsed laser beam was used to join Monel 400 and Hastelloy C-276 thin foils, and the effects of pulse energy on the quality of the welding joints characteristics were analyzed. Pulsed laser processing is expected to be the method of choice because it allows more precise heat control compared with arc and plasma processing. Welding thin foils is very important in many industrial applications. The need for joints between different thicknesses often appears in complex components, especially the combination with a more corrosion resistant material. Due to differences in thermal conductivity, fusion temperature and solubility of the materials, brittle phases can appear and deteriorate the tensile strength of the joint. Pulsed laser systems have the capability to weld thin foils without filler metal (autogenous welding), high energy density and low heat-input. The pulse energy was varied from 1.0 J to 2.25 J at an increment of 0.25 J and a 4 ms pulse duration. The macro and microstructures of the welds were analyzed by optical microscopy. Sound laser welds without discontinuities were obtained with 1.5 J and 1.75 J pulse energy. Results indicate that using a precise control of the pulse energy, and so a control of the dilution rate, is possible to weld Monel 400 and Hastelloy C-276 thin foils by pulsed Nd:YAG laser. Key words: Laser welding; Nd:YAG; Monel 400; Hastelloy C Technical contribution to 67 th ABM International Congress, July, 31 th to August 3 rd, 2012, Rio de Janeiro, RJ, Brazil. Depto. de Eng. Mecânica, Universidade Estadual Paulista (Unesp), SP, Brasil; ventrella@dem.feis.unesp.br Instituto de Pesquisas Energéticas e Nucleares (IPEN), Centro de Lasers e Aplicações, SP, Brasil. 1720
2 1 INTRODUCTION Laser is one of the highest power density sources available to industry today. It is similar in power density to an electron beam. Laser processes represent part of the new technology of high-energy-density processing. A basic laser consists of two mirrors which are placed parallel to each other to form an optical oscillator, that is, a chamber in which light travelling down the optic axis between the mirrors, and where there is an active medium which is capable of amplifying the light oscillations by the mechanism of stimulated emission. There is also some system for pumping the active medium so that it has the energy to become active. Lasers generate light energy that can be absorbed into materials and converted to heat energy. Because of high power density of the laser beam, laser welding is characterized by very narrow fusion zone, narrow weld width and high penetration. (1) Monel 400, an important nickel-copper alloy, and Hastelloy C-276, a nickel-based alloy with high concentrations of Cr and Mo, are more corrosion resistant than stainless steels. This characteristic together with their good ductility and easy of cold working make them generally very attractive for a wide variety of applications; nearly all of which exploit their corrosion resistance in atmospheric, salt water and various acid and alkaline media. The alloys are used for marine engineering, chemical and hydrocarbon processing equipment, valves, pumps, sensors and heat exchangers. Nickel and cooper, the principal constituent metals of the alloy are less corrosion resistant than Monel 400 under reducing and oxidizing conditions, respectively. (2) Welding thin foil materials is very important in many industrial applications. The need for joints between thin foils often appears in complex components, especially the combination with a more corrosion resistant material. Due to differences in thermal conductivity, fusion temperature and solubility of the materials, brittle phases can appear and deteriorate the tensile strength of the joint. Pulsed laser systems have the capability to weld different materials without filler metal (autogenous welding), high energy density and low heat-input. Industrial components are being made smaller to reduce energy consumption and save space, which creates a growing need for microwelding of thin foil less than 100 µm thick. For this purpose, laser processing is expected to be the method of choice because it allows more precise heat control compared with arc and plasma processing. (3) Welding with pulsed Nd:YAG Laser System is characterized by periodic heating of the weld pool by a high peak power density pulsed laser beam incident that allow melting and solidification to take place consecutively. However, due to very high peak power density involved, the solidification time is shorter than continuous laser and conventional welds. Combination of process parameters such as pulse energy [E p ], pulse duration [t p ], repetition rate [R r ], beam spot size [Ф b ] and welding speed [v] determines the welding mode, that is, conduction or keyhole. (4-6) Research examining the Nd:YAG laser for continuous welding, pulsed welding, dissimilar sheet welding and coated sheet welding has been published. Kim et al. (7) reported successful welding of Inconel 600 tubular components of nuclear power plant using a pulsed Nd:YAG laser. Ventrella et al. (8) using a homemade Nd:YAG Pulsed Laser System studied thin foil welding of austenitic stainless steel. Ping and Molian (9) utilized a nanosecond pulsed Nd:YAG laser system to weld 60 µm of thin AISI 304 stainless steel foil. The present work has been carried out to investigate the influence of the pulse energy on neodymium: yttrium aluminum garnet (Nd:YAG) laser welding of nickel- 1721
3 based alloys couples of Monel 400 and Hastelloy C-276 thin foil and its effect on weld joint characteristics. 2 EXPERIMENTAL This study used a pulsed Nd:YAG laser system. The experimental setup of the laser system is shown in Figure 1. Monel 400 and Hastelloy C-276 with thickness of 100 µm was used as base metal. Table 1 and Table 2 show the detail chemical compositions of the base metal, respectively. Before welding, the specimens were prepared and cleaned to ensure that all samples presented the same surface conditions with a homogeneous finish. Figure 1. Experimental setup of the laser system. Table 1. Chemical composition of Monel 400 (wt %) Type Ni Cu Fe Si Mn C S Monel Rem Table 2. Chemical composition of Hastelloy C-276 (wt %) Elements C Cr Ni Mn Si Mo Co W Fe Hastelloy C-276 0,01 15,88 Bal 0,52 0,03 15,64 1,51 3,38 5,35 To evaluate the influence of the pulse energy, welding was performed using specimens of Monel 400 and Hastelloy C-276 positioned as similar lap joints. Both materials were welded with the same conditions and a beam spot size (Ф b ) and beam angle (A b ) of 0.2 mm and 90 degrees, respectively. The focus point was fixed on the surface of the work-piece. The welding speed ( and repetition rate (R r ) were fixed at 525 mm/min and 39 Hz, respectively. The pulse energy (E p ) varied from 1.0 to 2.25 J at increments of 0.25 J with a 4 ms pulse duration (t p ). Thus, there was one controlled parameter in this process: the pulse energy. The specimens were held firmly using a jig, to fixture and prevent absence of contact and excessive distortion, as shown in Figure 2. Fixturing is extremely important for thin-section laser welding. Tolerances were held closely to maintain joint fitups without allowing either mismatch or gaps. 1722


4 The specimens were laser-welded in an argon atmosphere at a flow rate (F r ) of 12 l/min. Back shielding of the joint was not necessary because Ni-based alloys Monel 400 and Hastelloy C-276 are not oxidizable metals like Al and Ti. None of the specimens were subjected to any subsequent form of heat treatment or machining. After welding, the specimens were cut for the tensile-shear tests (Figure 3). Figure 2. Schematic of the hold-down fixture developed to hold the thin foils. Finally, part of the cut surfaces was prepared for metallographic inspection by polishing and etching to display a bead shape and microstructure. Metallographic samples were prepared with a solution of 50% nitric acid and 50% acetic acid. And Hastelloy C-276 samples with a solution of Metallographic samples were prepared with a solution of 40 ml hydrochloric acid, 2 ml nitric acid, 0.5 g copper chloride and 10 ml glycerol. The bead shape measurements were made using an optical microscope with an image analysis system. Figure 4 shows a schematic illustration of the transverse joint section with the analyzed geometric parameters. Figure 3. Schematic diagram of tensile test specimen design. Figure 4. Joint transversal section showing the analyzed geometric parameters [mm]. 1723

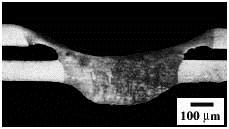
5 The strength of the welds was evaluated using Vickers microhardness and tensile shear strength tests. Microhardness tests were performed on a transverse section of the weld bead, parallel to the surface of the thin foils, in the region next to the connection line of the top foil. Microhardness tests identify possible effects of microstructural heterogeneities in the fusion zone and in the base metal. The reported data were the average of five individual results. For the tensile shear test, specimens were extracted from welded samples, and the width of the samples was reduced to 10 mm to lower the load required to fracture them. 3 RESULTS Figure 5a shows Monel 400 welded sample with 1.5 J pulse energy after the tensile shear test and Figure 5b a top view of the weld bead. The cross section macrostructures of Monel 400 and Hastelloy C-256 lap laser welds as a function of pulse energy (E p ) are summarized in Figures 6 and 7, respectively. In Figures 6a and 7a (specimen with 1.0 J pulse energy) no penetration at the bottom sheet and no depression at the top of the bead was observed, probably due to insufficient laser energy to bridge the couple. Due to the thin thickness, low pulse energy of the laser beam and the presence of a small gap, the molten pool just grew in the radial direction of the top foil resulting in a no bonded joint with the weld morphology observed in Figures 6a and 7a. Gaps between foils and gaps in the connection line increase stress and thus are detrimental to weld quality in terms of mechanical properties. When the pulse energy was increased on the other specimens, a connection region between the foils was observed, as shown in Figures 6b to 6f and Figures 7b to 7f. In Monel 400 and Hastelloy C-276 specimens, welded with 2.25 J pulse energy, an increase occurred with a depression at the top and a penetration bead. The concavity increased proportionally to the pulse energy (E p ). Moreover, it was evident that specimens welded with 2.0 and 2.25 J pulse energy undergo deformation during joint welding, which causes a large bending moment. Areas near the heat source of the upper foil are heated to higher temperatures and thus expand more than areas away from the heat source or regions of the lower foil. After the foil cools to the initial temperature, the final deformation remains. Like the material heated by the laser beam, the irradiance did not cause the material reach its boiling point; no significant amount of surface material was removed. (a) (b) Figure 5. Welded specimen after the tensile shear test (a) and a pulsed weld bead (b). 1724

: a) 1.0 J, b) 1.25 J, c) 1.50 J, d) 1.75 J, e) 2.")
.")

6 (a) (b) (c) (d) (e) (f) Figure 6. Cross sections of Monel 400 lap joints made with pulsed Nd:YAG laser welding with different pulse energies (E p ): a) 1.0 J, b) 1.25 J, c) 1.50 J, d) 1.75 J, e) 2.0 J and f) 2.25 J. All figures have the same magnification as shown in (f). (a) (b) (c) (d) (e) (f) Figure 7. Cross sections of Hastelloy C-276 lap joints made with pulsed Nd:YAG laser welding with different pulse energies (E p ): a) 1.0 J, b) 1.25 J, c) 1.50 J, d) 1.75 J, e) 2.0 J and f) 2.25 J. All figures have the same magnification as shown in (f). 1725
7 Bead Width [ m ] Monel 400 Hastelloy C-276 1,00 1,25 1,50 1,75 2,00 2,25 2,50 Pulse Energy [ J ] Figure 8. Bead width as a function of pulse energy [E p ]. Bead Depth [ m ] Monel 400 Hastelloy C-276 1,00 1,25 1,50 1,75 2,00 2,25 2,50 Pulse Energy [ J ] Figure 9. Bead depth as a function of pulse energy [E p ]. Connection Width [ m ] Monel 400 Hastelloy C-276 1,00 1,25 1,50 1,75 2,00 2,25 2,50 Pulse Energy [ J ] Figure 10. Connection width as a function of pulse energy [E p ]. Tensile Shear Strength [ MPa ] Monel 400 Hastelloy C Pulse Energy [ J ] Figure 11. Relationship between pulse energy and tensile shear strength. The tensile properties of the welded joint affected by pulse energy (Ep) can be explained by macro and microstructural analyses. When the pulse energy is too low, the welding molten pool has not enough time to form, and incomplete penetration is 1726

 Finally, the decrease in the UTS may be related to the change of the microstructures and HAZ extension.")
8 formed. As the pulse energy increases, the grains in the weld metal and in the HAZ become coarser. The heat-affected zone extension increases too. Discontinuities become more severe. Some precipitates can be present intergranularly and even continuously along the grain boundary. These microstructures changes contribute to a weakness of the weld joint, which reduces the tensile properties as reported in the literature. (10) Finally, the decrease in the UTS may be related to the change of the microstructures and HAZ extension. Therefore, based on the above analyses it can be concluded that the lower the pulse energy, provided complete penetration occurs, the higher the tensile properties of welded joints. Hardness profiles of the base metal, heat-affected zone and weld metal of AISI 316L stainless steel thin foils as a function of pulse energy are shown in Fig. 11. No significant difference between hardness of weld metal and the heat-affected zone was obtained; the hardness of the heat-affected zone was slightly higher than that of the weld metal regardless of the pulse energy. Base metal hardness was always lower than that of HAZ and weld metal. These results are valid for all joints. This is expected because the mechanical properties of steel, in general, are based on its microstructures. (11) Figure 12 illustrates typical microstructures of Monel 400 weld joint. Figure 12a shows the fusion line solidification structure at the top of the weld where the unmelted base metal grains act as substrates for nucleation of the fusion zone columnar grains (epitaxial growth), which are perpendicular to the fusion boundary. Figure 12b shows the heat affected zone at the bottom of the joint where the effects of the large thermal gradient in this region are evident. Comparing thin and thick foil welding, it can be concluded that the grains in the solid state coarsen with decreasing parent metal thickness. This shows that the volume of the parent metal plays an important role during the welding thermal cycle. As the material volume decreases, the time to cooling increases and the heat-affected zone appearance coarsens. This indicates that in thin foil welding, heat-affected zone control is of considerable importance for welded joint quality. (a) (b) Figure 12. Typical optical microstructures of the fusion zone (a) and heat-affected-zone of Monel 400 welded joint (1,5 J). Both figures have the same magnification as shown in (a). As can be seen in Figure 11, the microhardness values (HV10) decreased as the joint energy increased (1.0 J to 2.25J) to maximum energy (2.25 Joules). During the solidification of the fusion zone, the material generally loses original strength that is induced by strain hardening. Microhardness profiles in welded joints obtained with lower energy show increasing of the hardness in the fusion zone and a finer microstructure that is induced by rapid cooling. 1727
9 4 DISCUSSION The macroscopic examination of the cross sections of all specimens also indicated that the weld pool morphology is essentially symmetrical about the axis of the laser beam. A hemispherical weld bead was formed in a similar manner to conventional arc fusion welding processes. This symmetry at the top and bottom was observed in all joints independent of the pulse energy, which suggests a steady fluid flow in the weld pool; however, as the pulse energy increased, a high depression formed at the top. Liao and Yu (12) and Manonmani et al. (13) reported that, in pulsed laser welding with the same incident angle of AISI 304 stainless steel the characteristic lengths of the weld increased as the laser energy increased. The same tendency was observed in the present work as the pulse energy increased to 2.0 J. With pulse energy greater than 2.0 J, excessive burnthrough occurred and an excess of melt material at the root region was observed. This reduced the radial conductive heat transfer at the top foil, and the bead width decreased slightly, as shown in Figure 6f. These macrostructural results indicate that weld metal characteristics are sensitive to pulse energy variation. To obtain an acceptable weld profile, intimate contact between couples is necessary. The presence of an air gap in the weld joint restringes heat transfer between the workpieces. This results in a lack of fusion of the bottom element or the formation of a hole on the superior element of the joint. As the pulse energy increases, the concavity at the top of the weld and the excess of material at the weld root increase; consequently, the weld joint is weakened. Moreover, higher pulse energy extended the heat-affect zone. In summary, the most acceptable Monel 400 and Hastelloy C-276 weld beads were obtained at pulse energy of 1.5 and 1.75 joules, where the molten pool bridged the couple and the weld bead profile showed minimum underfill. The maximum depth (full penetration) was observed at pulse energy of 1.75 joules and the maximum tensile shear test exhibited 487 MPa to Monel 400 and 790 MPa to Hastelloy C-276. No undercut and minimum porosity were observed. No evidence of hot cracking was observed in the weld metal and this is attributed to the rapid solidification conditions typical of the pulsed Nd:YAG laser welding process. 5 CONCLUSION The results obtained from this study demonstrate that is possible to weld 100 µm thickness of Monel 400 and Hastelloy C-276 thin foils, in terms of microstructural and mechanical reliability, by precisely controlling the laser pulse energy. The better performance was due to the high quality joint; a joint marked by good penetration, no underfill and free from microcracks and porosity. This was obtained at an energy pulse of 1.5 J, a repetition rate [R r ] of 39 Hz and a 4 ms pulse duration. This reflects one of the most notable features of pulsed laser welding compared with other processes; welding with low heat input. The work also shows that the process is very sensitive to the gap between couples which prevents good heat transfer between the foils. The shape and dimensions of the thin foil weld bead observed in the present work depended not only on the pulse energy, but also on the presence of gaps between foils. Bead width, connection width and bead depth increased as the pulse energy increased. The ultimate tensile strength (UTS) of the welded joints initially increased and then decreased as the pulse energy increased. The specimen welded with 1.5 J attained the maximum tensile shear strength. In all the specimens, fracture 1728
10 occurred in the top foil heat-affected zone next to the fusion line. The microhardness was almost uniform across the parent metal, HAZ and weld metal. A slight increase in the fusion zone compared to those measured in the base metal was observed. This is related to the microstructural refinement in the fusion zone, induced by rapid cooling. Acknowledgements The authors gratefully acknowledge the financial support of CNPq. REFERENCES 1 Bertolotti, M.; Masers and Lasers, Bristol:Adam Hilger, SINGH,V.B.; GUPTA, A.: The electrochemical corrosion and passivation behavior of Monel 400 in concentrated acids and their mixtures. In: Journal of Materials Science, 36 (2001), pp ABE, N., FUNADA, Y., IMANADA, T., TSUKAMOTO,M., Microwelding of thin stainless steel foil with a direct diode laser. Transaction of JWRI, 34, p.19-23, ION, J.C., Laser Processing of Engineering Materials, UK, Ed. Elsevier, DULEY, W.W., Laser Welding, USA, Ed.John Wiley&Sons, STEEN, W.M., 2005, Laser Material Processing, USA, Springer, KIM, D.J.; KIM, C.J. AND CHUNG, C.M., Repair welding of etched tubular components of nuclear power plant by Nd:YAG laser. Journal of Materials Processing Technology, 14, p.51-56, VENTRELLA, V.A.; BERRETTA, J.R.; ROSSI, W., Pulsed Nd:YAG laser seam welding of AISI 316L stainless steel thin foils. Journal of Materials Processing Technology, 210, p , PING, D. AND MOLIAN,P., Q-switch Nd:YAG laser welding of AISI stainless steel foils. Materials Science & Engineering A, 486, p , QUAN,Y.J., CHEN,Z.H., GONG,X.S., YU,Z.H., Effects of heat input on microstructure and tensile properties of laser welded magnesium alloy AZ31. Materials Characterization, 59, p , ABDEL, M.B., Effect of laser parameters on fusion zone shape and solidification structure of austenitic stainless steels. Materials Letters 32, p , LIAO, Y. AND YU, M. Effects of laser beam energy and incident angle on the pulse laser welding of stainless steel thin sheet. Journal of Materials Processing Technology 190, p , MANONMANI, K., MURUGAN,N. AND BUVANASEKARAN,G. Effects of process parameters on the bead geometry of laser beam butt welded stainless steel sheets. International Journal of Advanced Manufacturing Technology, 32, p ,
The Many Facets and Complexities of 316L and the Effect on Properties
 The Many Facets and Complexities of 316L and the Effect on Properties Ingrid Hauer Miller Höganäs AB, Höganäs, Sweden state and country Ingrid.hauer@hoganas.com, +46702066244 Abstract One of the most widely
The Many Facets and Complexities of 316L and the Effect on Properties Ingrid Hauer Miller Höganäs AB, Höganäs, Sweden state and country Ingrid.hauer@hoganas.com, +46702066244 Abstract One of the most widely
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304
 A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
A COMPARATIVE STUDY OF LASER, CMT, LASER-PULSE MIG HYBRID AND LASER-CMT HYBRID WELDED ALUMINIUM ALLOY Paper 1304 Chen Zhang, Ming Gao, Geng Li, Xiaoyan Zeng Wuhan National Laboratory for Optoelectronics,
PULSED LASER WELDING
 PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
CHARACTERIZATION OF THE DISSIMILAR WELDING - AUSTENITIC STAINLESS STEEL WITH FILLER METAL OF THE NICKEL ALLOY
 2007 International Nuclear Atlantic Conference - INAC 2007 Santos, SP, Brazil, September 30 to October 5, 2007 ASSOCIAÇÃO BRASILEIRA DE ENERGIA NUCLEAR - ABEN ISBN: 978-85-99141-02-1 CHARACTERIZATION OF
2007 International Nuclear Atlantic Conference - INAC 2007 Santos, SP, Brazil, September 30 to October 5, 2007 ASSOCIAÇÃO BRASILEIRA DE ENERGIA NUCLEAR - ABEN ISBN: 978-85-99141-02-1 CHARACTERIZATION OF
Results are presented in Table 1. The tube was fabricated from a Type 347 and no unusual conditions were noted.
 1. Introduction Hydroprocessing units such as isomax in oil refineries upgrade hydrocarbon feedstocks by converting heavier feeds into more valuable lighter products. The reactions occur under a hydrogen-rich
1. Introduction Hydroprocessing units such as isomax in oil refineries upgrade hydrocarbon feedstocks by converting heavier feeds into more valuable lighter products. The reactions occur under a hydrogen-rich
Rajiv Suman 1, Dr. P.C.Gope 2 1 Research Scholar, Department of mechanical Engineering, College of Technology. Pantnagar (GBPUAT) Uttarakhand,INDIA
 Uttarakhand,INDIA") Microstructure and Mechanical Property Changes during TIG elding of 31-2 (IS-737) Aluminium Alloy Rajiv Suman 1, Dr. P.C.Gope 2 1 Research Scholar, Department of mechanical Engineering, College of Technology.
Microstructure and Mechanical Property Changes during TIG elding of 31-2 (IS-737) Aluminium Alloy Rajiv Suman 1, Dr. P.C.Gope 2 1 Research Scholar, Department of mechanical Engineering, College of Technology.
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process
 Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process") Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Effect of the plasma arc welding procedure on mechanical properties of DP700 steel
 Available online at www.sciencedirect.com Procedia Materials Science 1 (2012 ) 50 57 11 th International Congress on Metallurgy & Materials SAM/CONAMET 2011. Effect of the plasma arc welding procedure
Available online at www.sciencedirect.com Procedia Materials Science 1 (2012 ) 50 57 11 th International Congress on Metallurgy & Materials SAM/CONAMET 2011. Effect of the plasma arc welding procedure
Available online at ScienceDirect. Physics Procedia 56 (2014 ) Veli Kujanpää*
 Veli Kujanpää*") Available online at www.sciencedirect.com ScienceDirect Physics Procedia 56 (2014 ) 630 636 8 th International Conference on Photonic Technologies LANE 2014 Thick-section laser and hybrid welding of austenitic
Available online at www.sciencedirect.com ScienceDirect Physics Procedia 56 (2014 ) 630 636 8 th International Conference on Photonic Technologies LANE 2014 Thick-section laser and hybrid welding of austenitic
Influence of Shielding Gas on Aluminum Alloy 5083 in Gas Tungsten Arc Welding
 Available online at www.sciencedirect.com Procedia Engineering 29 (2012) 2465 2469 2012 International Workshop on Information and Electronics Engineering (IWIEE) Influence of Shielding Gas on Aluminum
Available online at www.sciencedirect.com Procedia Engineering 29 (2012) 2465 2469 2012 International Workshop on Information and Electronics Engineering (IWIEE) Influence of Shielding Gas on Aluminum
ATI 2205 ATI Technical Data Sheet. Duplex Stainless Steel GENERAL PROPERTIES. (UNS S31803 and S32205)
") ATI 2205 Duplex Stainless Steel (UNS S31803 and S32205) GENERAL PROPERTIES ATI 2205 alloy (UNS S31803 and/or S32205) is a nitrogen-enhanced duplex stainless steel alloy. The nitrogen serves to significantly
ATI 2205 Duplex Stainless Steel (UNS S31803 and S32205) GENERAL PROPERTIES ATI 2205 alloy (UNS S31803 and/or S32205) is a nitrogen-enhanced duplex stainless steel alloy. The nitrogen serves to significantly
In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser
 In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser Yousuke KAWAHITO*, Masaharu KAWASAKI* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
In-process Monitoring and Adaptive Control during Micro Welding with CW Fiber Laser Yousuke KAWAHITO*, Masaharu KAWASAKI* and Seiji KATAYAMA* * Osaka University, Joining and Welding Research Institute
LASER BEAM DEFOCUSING EFFECTS ON LASER WELDS SURFACES
 HENRI COANDA GERMANY GENERAL M.R. STEFANIK AIR FORCE ACADEMY ARMED FORCES ACADEMY ROMANIA SLOVAK REPUBLIC INTERNATIONAL CONFERENCE of SCIENTIFIC PAPER AFASES 2011 Brasov, 26-28 May 2011 LASER BEAM DEFOCUSING
HENRI COANDA GERMANY GENERAL M.R. STEFANIK AIR FORCE ACADEMY ARMED FORCES ACADEMY ROMANIA SLOVAK REPUBLIC INTERNATIONAL CONFERENCE of SCIENTIFIC PAPER AFASES 2011 Brasov, 26-28 May 2011 LASER BEAM DEFOCUSING
STRESS CORROSION CRACKING OF STAINLESS STEELS IN HIGH PRESSURE ALKALINE ELECTROLYSERS
 STRESS CORROSION CRACKING OF STAINLESS STEELS IN HIGH PRESSURE ALKALINE ELECTROLYSERS Haraldsen, K. 1 and Leth-Olsen, H. 1 1 Corporate Research Centre, Norsk Hydro ASA, P.O.Box 2560, 3908 Porsgrunn, Norway
STRESS CORROSION CRACKING OF STAINLESS STEELS IN HIGH PRESSURE ALKALINE ELECTROLYSERS Haraldsen, K. 1 and Leth-Olsen, H. 1 1 Corporate Research Centre, Norsk Hydro ASA, P.O.Box 2560, 3908 Porsgrunn, Norway
LASER SURFACE MELTING OF 17-4 PH PRECIPITATION-HARDENABLE STAINLESS STEEL Paper 1203
 LASER SURFACE MELTING OF 7- PH PRECIPITATION-HARDENABLE STAINLESS STEEL Paper 0 Zhichao Cheng, Chi Tat Kwok, Kin Ho Lo, Department of Electromechanical Engineering, University of Macau, Taipa, Macau Abstract
LASER SURFACE MELTING OF 7- PH PRECIPITATION-HARDENABLE STAINLESS STEEL Paper 0 Zhichao Cheng, Chi Tat Kwok, Kin Ho Lo, Department of Electromechanical Engineering, University of Macau, Taipa, Macau Abstract
An Experimental Investigation on Spot Weld Growth on Dissimilar Joints of 304L Austenitic Stainless Steel and Medium Carbon Steel (Part 1)
") International Journal of Advances in Applied Sciences (IJAAS) Vol. 2, No. 1, March 2013, pp. 25~32 ISSN: 2252-8814 25 An Experimental Investigation on Spot Weld Growth on Dissimilar Joints of 304L Austenitic
International Journal of Advances in Applied Sciences (IJAAS) Vol. 2, No. 1, March 2013, pp. 25~32 ISSN: 2252-8814 25 An Experimental Investigation on Spot Weld Growth on Dissimilar Joints of 304L Austenitic
ATI ATI 2205 Alloy (UNS S31803 and S32205) Duplex Stainless Steel. Technical Data Sheet
 Duplex Stainless Steel. Technical Data Sheet") Alloy (UNS S31803 and S32205) Duplex Stainless Steel GENERAL PROPERTIES alloy (UNS S31803 and/or S32205) is a nitrogenenhanced duplex stainless steel alloy. The nitrogen serves to significantly improve
Alloy (UNS S31803 and S32205) Duplex Stainless Steel GENERAL PROPERTIES alloy (UNS S31803 and/or S32205) is a nitrogenenhanced duplex stainless steel alloy. The nitrogen serves to significantly improve
Click to edit Master title style
 Click to edit Master title style Zhili Feng, Xinghua Yu, Jeff Bunn, Andrew Payzant- ORNL Demetrios Tzelepis, TARDEC Click to edit Outline Master title style Background Hydrogen Inducted Cracking (HIC)
Click to edit Master title style Zhili Feng, Xinghua Yu, Jeff Bunn, Andrew Payzant- ORNL Demetrios Tzelepis, TARDEC Click to edit Outline Master title style Background Hydrogen Inducted Cracking (HIC)
Microstructure and Strength Properties of Austenitic and Ferritic Stainless Steels When Brazed with Ni-Cr-P Amorphous Brazing Foils
 Microstructure and Strength Properties of Austenitic and Ferritic Stainless Steels When Brazed with Ni-Cr-P Amorphous Brazing Foils Eric Theisen and Will Coughlan Metglas, Inc., Conway, SC, USA eric.theisen@metglas.com
Microstructure and Strength Properties of Austenitic and Ferritic Stainless Steels When Brazed with Ni-Cr-P Amorphous Brazing Foils Eric Theisen and Will Coughlan Metglas, Inc., Conway, SC, USA eric.theisen@metglas.com
Welding Processes. Consumable Electrode. Non-Consumable Electrode. High Energy Beam. Fusion Welding Processes. SMAW Shielded Metal Arc Welding
 Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Microstructural Investigation of Direct Metal Deposition of H13 Steel on High Strength Copper Substrate
 P Proceedings of the World Congress on Engineering 2009 Vol I Microstructural Investigation of Direct Metal Deposition of H13 Steel on High Strength Copper Substrate M. Khalid Imran, S.H. Masood and Milan
P Proceedings of the World Congress on Engineering 2009 Vol I Microstructural Investigation of Direct Metal Deposition of H13 Steel on High Strength Copper Substrate M. Khalid Imran, S.H. Masood and Milan
Heat treatment and effects of Cr and Ni in low alloy steel
 Bull. Mater. Sci., Vol. 34, No. 7, December 2011, pp. 1439 1445. Indian Academy of Sciences. Heat treatment and effects of Cr and Ni in low alloy steel MOHAMMAD ABDUR RAZZAK Materials and Metallurgical
Bull. Mater. Sci., Vol. 34, No. 7, December 2011, pp. 1439 1445. Indian Academy of Sciences. Heat treatment and effects of Cr and Ni in low alloy steel MOHAMMAD ABDUR RAZZAK Materials and Metallurgical
Multispot laser welding to improve process stability
 Lasers in Manufacturing Conference 2015 Multispot laser welding to improve process stability K.S. Hansen a *, F.O. Olsen a, M. Kristiansen b, O. Madsen b a IPU Technology Development, Produktionstorvet
Lasers in Manufacturing Conference 2015 Multispot laser welding to improve process stability K.S. Hansen a *, F.O. Olsen a, M. Kristiansen b, O. Madsen b a IPU Technology Development, Produktionstorvet
Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets
 Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets N. SIVA SHANMUGAM 1*, G. BUVANASHEKARAN 2 AND K. SANKARANARAYANASAMY 1 1 Department of Mechanical Engineering, National
Finite Element Simulation of Nd:YAG laser lap welding of AISI 304 Stainless steel sheets N. SIVA SHANMUGAM 1*, G. BUVANASHEKARAN 2 AND K. SANKARANARAYANASAMY 1 1 Department of Mechanical Engineering, National
A Review of Suitability for PWHT Exemption Requirements in the Aspect of Residual Stresses and Microstructures
 Transactions, SMiRT-23 Division IX, Paper ID 612 (inc. assigned division number from I to X) A Review of Suitability for PWHT Exemption Requirements in the Aspect of Residual Stresses and Microstructures
Transactions, SMiRT-23 Division IX, Paper ID 612 (inc. assigned division number from I to X) A Review of Suitability for PWHT Exemption Requirements in the Aspect of Residual Stresses and Microstructures
In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser.
 Title Author(s) In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser KAWAHITO, Yousuke; KATAYAMA, Seiji Citation Transactions of JWRI. 38(2) P.5-P.11 Issue Date 2009-12
Title Author(s) In-Process Monitoring and Adaptive Control in Micro Welding with a Single-Mode Fiber Laser KAWAHITO, Yousuke; KATAYAMA, Seiji Citation Transactions of JWRI. 38(2) P.5-P.11 Issue Date 2009-12
Diode laser beam absorption in laser transformation hardening of low alloy steel
 Diode laser beam absorption in laser transformation hardening of low alloy steel Henrikki Pantsar and Veli Kujanpää Citation: Journal of Laser Applications 16, 147 (2004); doi: 10.2351/1.1710879 View online:
Diode laser beam absorption in laser transformation hardening of low alloy steel Henrikki Pantsar and Veli Kujanpää Citation: Journal of Laser Applications 16, 147 (2004); doi: 10.2351/1.1710879 View online:
Characterization of Titanium Alloy Friction Stir Butt-Welds TIMET 54M, ATI 425 and BOATI Standard Grain
 Characterization of Titanium Alloy Friction Stir Butt-Welds TIMET 54M, ATI 425 and BOATI Standard Grain A. Cantrell, K. Gangwar, and M. Ramulu University of Washington Dan Sanders The Boeing Company 7th
Characterization of Titanium Alloy Friction Stir Butt-Welds TIMET 54M, ATI 425 and BOATI Standard Grain A. Cantrell, K. Gangwar, and M. Ramulu University of Washington Dan Sanders The Boeing Company 7th
Nucleus geometry and mechanical properties of resistance spot welded coated uncoated DP automotive steels
 Bull. Mater. Sci., Vol. 36, No. 6, November 2013, pp. 1049 1055. c Indian Academy of Sciences. Nucleus geometry and mechanical properties of resistance spot welded coated uncoated DP automotive steels
Bull. Mater. Sci., Vol. 36, No. 6, November 2013, pp. 1049 1055. c Indian Academy of Sciences. Nucleus geometry and mechanical properties of resistance spot welded coated uncoated DP automotive steels
1. Project special reports
 1. Project special reports 1.1 Deformation localisation and EAC in inhomogeneous microstructures of austenitic stainless steels Ulla Ehrnstén 1, Wade Karlsen 1, Janne Pakarinen 1, Tapio Saukkonen 2 Hänninen
1. Project special reports 1.1 Deformation localisation and EAC in inhomogeneous microstructures of austenitic stainless steels Ulla Ehrnstén 1, Wade Karlsen 1, Janne Pakarinen 1, Tapio Saukkonen 2 Hänninen
Finite element analysis of residual stress in the welded zone of a high strength steel
 Bull. Mater. Sci., Vol. 27, No. 2, April 2004, pp. 127 132. Indian Academy of Sciences. Finite element analysis of residual stress in the welded zone of a high strength steel LI YAJIANG*, WANG JUAN, CHEN
Bull. Mater. Sci., Vol. 27, No. 2, April 2004, pp. 127 132. Indian Academy of Sciences. Finite element analysis of residual stress in the welded zone of a high strength steel LI YAJIANG*, WANG JUAN, CHEN
In-Process Monitoring and Adaptive Control during Pulsed YAG Laser Spot Welding of Aluminum Alloy Thin Sheets
 JLMN-Journal of Laser Micro/Nanoengineering, Vol.1, No. 1, 2006 In-Process Monitoring and Adaptive Control during Pulsed YAG Laser Spot Welding of Aluminum Alloy Thin Sheets Yousuke KAWAHITO * and Seiji
JLMN-Journal of Laser Micro/Nanoengineering, Vol.1, No. 1, 2006 In-Process Monitoring and Adaptive Control during Pulsed YAG Laser Spot Welding of Aluminum Alloy Thin Sheets Yousuke KAWAHITO * and Seiji
E-BRITE E-BRITE. Technical Data Sheet. Stainless Steel: Superferritic GENERAL PROPERTIES PLANAR SOLID OXIDE FUEL CELLS CHEMICAL COMPOSITION
 E-BRITE Stainless Steel: Superferritic (UNS 44627, ASTM Type XM-27) GENERAL PROPERTIES E-BRITE alloy is a high purity ferritic stainless steel which combines excellent resistance to corrosion and oxidation
E-BRITE Stainless Steel: Superferritic (UNS 44627, ASTM Type XM-27) GENERAL PROPERTIES E-BRITE alloy is a high purity ferritic stainless steel which combines excellent resistance to corrosion and oxidation
MODELING OF LASER BASED DIRECT METAL DEPOSITION PROCESS
 MODELING OF LASER BASED DIRECT METAL DEPOSITION PROCESS Jayanth N PG Student PSG College of Technology jayanthnagaraj@gmail.com Ravi K R Associate Professor PSG College of Technology Krravi.psgias@gmail.com
MODELING OF LASER BASED DIRECT METAL DEPOSITION PROCESS Jayanth N PG Student PSG College of Technology jayanthnagaraj@gmail.com Ravi K R Associate Professor PSG College of Technology Krravi.psgias@gmail.com
A Study of Influence of Parameters of Dissimilar Materials Joining on Friction Stir Welding Process by Design of Experimental
 Proceedings of the 5th IASME/WSEAS Int. Conference on Heat Transfer, Thermal Engineering and Environment, Athens, Greece, August 25-27, 2007 129 A Study of Influence of Parameters of Dissimilar Materials
Proceedings of the 5th IASME/WSEAS Int. Conference on Heat Transfer, Thermal Engineering and Environment, Athens, Greece, August 25-27, 2007 129 A Study of Influence of Parameters of Dissimilar Materials
MACHINES DESIGN SSC-JE STAFF SELECTION COMMISSION MECHANICAL ENGINEERING STUDY MATERIAL MACHINES DESIGN
 1 SSC-JE STAFF SELECTION COMMISSION MECHANICAL ENGINEERING STUDY MATERIAL C O N T E N T 2 1. MACHINE DESIGN 03-21 2. FLEXIBLE MECHANICAL ELEMENTS. 22-34 3. JOURNAL BEARINGS... 35-65 4. CLUTCH AND BRAKES.
1 SSC-JE STAFF SELECTION COMMISSION MECHANICAL ENGINEERING STUDY MATERIAL C O N T E N T 2 1. MACHINE DESIGN 03-21 2. FLEXIBLE MECHANICAL ELEMENTS. 22-34 3. JOURNAL BEARINGS... 35-65 4. CLUTCH AND BRAKES.
THE EFFECT OF WET UNDERWATER WELDING ON COLD CRACKING SUSCEPTIBILITY OF DUPLEX STAINLESS STEEL
 DOI: 10.1515/adms-2016-0010 J. Łabanowski, K. Prokop-Strzelczyńska, G. Rogalski, D. Fydrych Gdansk University of Technology, Faculty of Mechanical Engineering, Department of Materials and Welding Engineering,11/12
DOI: 10.1515/adms-2016-0010 J. Łabanowski, K. Prokop-Strzelczyńska, G. Rogalski, D. Fydrych Gdansk University of Technology, Faculty of Mechanical Engineering, Department of Materials and Welding Engineering,11/12
PTA WELDING OF DUPLEX STAINLESS STEEL USİNG Cu/Ni INTERLAYER
 PTA WELDING OF DUPLEX STAINLESS STEEL USİNG Cu/Ni INTERLAYER Ihsan Kirik 1, Niyazi Ozdemir 1, Serdar Mercan 2, Zulkuf Balalan 1 1 University of Firat, Faculty of Technology, Department of Metallurgy and
PTA WELDING OF DUPLEX STAINLESS STEEL USİNG Cu/Ni INTERLAYER Ihsan Kirik 1, Niyazi Ozdemir 1, Serdar Mercan 2, Zulkuf Balalan 1 1 University of Firat, Faculty of Technology, Department of Metallurgy and
Cost effective manufacturing of tungsten heavy alloy foil and sheet material
 Manuscript refereed by Mr Dov Chaiat (Tungsten Powder Technology, Israel) Cost effective manufacturing of tungsten heavy alloy foil and sheet material D. Handtrack, B. Tabernig, H. Kestler, L.S. Sigl PLANSEE
Manuscript refereed by Mr Dov Chaiat (Tungsten Powder Technology, Israel) Cost effective manufacturing of tungsten heavy alloy foil and sheet material D. Handtrack, B. Tabernig, H. Kestler, L.S. Sigl PLANSEE
PRELIMINARY INVESTIGATIONS OF LOW-NICKEL STAINLESS STEELS FOR STRUCTURAL APPLICATIONS
 PRELIMINARY INVESTIGATIONS OF LOW-NICKEL STAINLESS STEELS FOR STRUCTURAL APPLICATIONS J. Kerr and R. Paton Mintek, Private Bag X3015, Randburg. 2125. South Africa. E-mail: jonathank@mintek.co.za ABSTRACT
PRELIMINARY INVESTIGATIONS OF LOW-NICKEL STAINLESS STEELS FOR STRUCTURAL APPLICATIONS J. Kerr and R. Paton Mintek, Private Bag X3015, Randburg. 2125. South Africa. E-mail: jonathank@mintek.co.za ABSTRACT
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties
 Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Arch. Metall. Mater., Vol. 61 (2016), No 2B, p
, No 2B, p") Arch. Metall. Mater., Vol. 61 (2016), No 2B, p. 997 1001 DOI: 10.1515/amm-2016-0170 B. SZWED* #, M. KONIECZNY* MICROSTRUCTURE AND MECHANICAL PROPERTIES OF JOINTS OF TITANIUM WITH STAINLESS STEEL PERFORMED
Arch. Metall. Mater., Vol. 61 (2016), No 2B, p. 997 1001 DOI: 10.1515/amm-2016-0170 B. SZWED* #, M. KONIECZNY* MICROSTRUCTURE AND MECHANICAL PROPERTIES OF JOINTS OF TITANIUM WITH STAINLESS STEEL PERFORMED
ATI 825 ATI 825. Technical Data Sheet. Nickel-base Alloy INTRODUCTION PRODUCT FORMS SPECIFICATIONS & CERTIFICATES (UNS N08825)
") ATI 825 Nickel-base (UNS N08825) INTRODUCTION ATI 825 alloy (UNS N08825) is an austenitic nickel-iron-chromium-molybdenum-copper alloy containing high levels of chromium, nickel, molybdenum and copper
ATI 825 Nickel-base (UNS N08825) INTRODUCTION ATI 825 alloy (UNS N08825) is an austenitic nickel-iron-chromium-molybdenum-copper alloy containing high levels of chromium, nickel, molybdenum and copper
Available online at Fatigue Received 4 March 2010; revised 9 March 2010; accepted 15 March 2010
 Available online at www.sciencedirect.com Procedia Procedia Engineering Engineering 2 (2010) 00 (2009) 697 705 000 000 Procedia Engineering www.elsevier.com/locate/procedia Fatigue 2010 Fatigue behaviour
Available online at www.sciencedirect.com Procedia Procedia Engineering Engineering 2 (2010) 00 (2009) 697 705 000 000 Procedia Engineering www.elsevier.com/locate/procedia Fatigue 2010 Fatigue behaviour
XRD and TEM analysis of microstructure in the welding zone of 9Cr 1Mo V Nb heat-resisting steel
 Bull. Mater. Sci., Vol. 25, No. 3, June 2002, pp. 213 217. Indian Academy of Sciences. XRD and TEM analysis of microstructure in the welding zone of 9Cr 1Mo V Nb heat-resisting steel LI YAJIANG*, WANG
Bull. Mater. Sci., Vol. 25, No. 3, June 2002, pp. 213 217. Indian Academy of Sciences. XRD and TEM analysis of microstructure in the welding zone of 9Cr 1Mo V Nb heat-resisting steel LI YAJIANG*, WANG
Effect of Precipitation Hardening on Microstructural Characteristics of 15-5 Ph Steel
 International Journal of Engineering Research and Development e-issn: 2278-067X, p-issn: 2278-800X, www.ijerd.com Volume 9, Issue 1 (November 2013), PP. 22-26 Effect of Precipitation Hardening on Microstructural
International Journal of Engineering Research and Development e-issn: 2278-067X, p-issn: 2278-800X, www.ijerd.com Volume 9, Issue 1 (November 2013), PP. 22-26 Effect of Precipitation Hardening on Microstructural
EXPERIMENTAL INVESTIGATIONS ON TIG WELDING OF ALUMINIUM 6351 ALLOY
 EXPERIMENTAL INVESTIGATIONS ON TIG WELDING OF ALUMINIUM 6351 ALLOY * Venkata Ramana M 1, Sriram P S N 2 and Jayanthi A 3 Department of Automobile Engineering, VNR Vignana Jyothi Institute of Engineering
EXPERIMENTAL INVESTIGATIONS ON TIG WELDING OF ALUMINIUM 6351 ALLOY * Venkata Ramana M 1, Sriram P S N 2 and Jayanthi A 3 Department of Automobile Engineering, VNR Vignana Jyothi Institute of Engineering
Injection Moulding and Heat Treatment of Ni-Cr-Si-B Alloy Powder
 Injection Moulding and Heat Treatment of Ni-Cr-Si-B Alloy Powder M. Y. Anwar 1, M. Ajmal 1, M. T. Z. Butt 2 and M. Zubair 1 1. Department of Met. & Materials Engineering, UET Lahore. 2. Faculty of Engineering
Injection Moulding and Heat Treatment of Ni-Cr-Si-B Alloy Powder M. Y. Anwar 1, M. Ajmal 1, M. T. Z. Butt 2 and M. Zubair 1 1. Department of Met. & Materials Engineering, UET Lahore. 2. Faculty of Engineering
MICROMECHANISMS OF CLEAVAGE FRACTURE IN THE HAZ OF C-MN COMMERCIAL STEEL WELD
 MICROMECHANISMS OF CLEAVAGE FRACTURE IN THE HAZ OF C-MN COMMERCIAL STEEL WELD C. Moya-Gutiérrez, A. Martín-Meizoso, I. Ocaña-Arizcorreta CEIT, Centro de Estudios e Investigaciones Técnicas de Guipúzcoa
MICROMECHANISMS OF CLEAVAGE FRACTURE IN THE HAZ OF C-MN COMMERCIAL STEEL WELD C. Moya-Gutiérrez, A. Martín-Meizoso, I. Ocaña-Arizcorreta CEIT, Centro de Estudios e Investigaciones Técnicas de Guipúzcoa
FAILURE STUDY IN SIDE PLATES OF A VIBRATING SIEVE S. R. Allah Karam 1, M. Khodadad 1, M. Saadat Talab 1 and A.R. Moeini 2
 International Journal of Mechanical and Materials Engineering (IJMME), Vol. 4 (2009), No. 2, 118 122. FAILURE STUDY IN SIDE PLATES OF A VIBRATING SIEVE S. R. Allah Karam 1, M. Khodadad 1, M. Saadat Talab
International Journal of Mechanical and Materials Engineering (IJMME), Vol. 4 (2009), No. 2, 118 122. FAILURE STUDY IN SIDE PLATES OF A VIBRATING SIEVE S. R. Allah Karam 1, M. Khodadad 1, M. Saadat Talab
Application of Forced Freeze during Flash-Butt Welding for Coil Joining of Advanced High Strength Steels (AHSS)
") Application of Forced Freeze during Flash-Butt Welding for Coil Joining of Advanced High Strength Steels (AHSS) Michael Prokop * and Jerry E. Gould ** * Taylor-Winfield Technologies ** EWI Abstract Recent
Application of Forced Freeze during Flash-Butt Welding for Coil Joining of Advanced High Strength Steels (AHSS) Michael Prokop * and Jerry E. Gould ** * Taylor-Winfield Technologies ** EWI Abstract Recent
C Si Mn Cr P S N Nb <0.030 <1.0 < to 18 <0.040 <0.030 < xC to 0.6
 General overview UGIMA 4511 is an improved machinability niobium-stabilised ferritic stainless steel containing between 16 and 17% chromium. Apart from good corrosion resistance, this grade is characterised
General overview UGIMA 4511 is an improved machinability niobium-stabilised ferritic stainless steel containing between 16 and 17% chromium. Apart from good corrosion resistance, this grade is characterised
APPLICATION OF NEW GMAW WELDING METHODS USED IN PREFABRICATION OF P92 (X10CRWMOVNB9-2) PIPE BUTT WELDS
 PIPE BUTT WELDS") APPLICATION OF NEW GMAW WELDING METHODS USED IN PREFABRICATION OF P92 (X10CRWMOVNB9-2) PIPE BUTT WELDS ABSTRACT Michael URZYNICOK ZELKOT, Koszęcin, POLAND Krzysztof KWIECIŃSKI, Jacek SŁANIA INSTITUTE OF
APPLICATION OF NEW GMAW WELDING METHODS USED IN PREFABRICATION OF P92 (X10CRWMOVNB9-2) PIPE BUTT WELDS ABSTRACT Michael URZYNICOK ZELKOT, Koszęcin, POLAND Krzysztof KWIECIŃSKI, Jacek SŁANIA INSTITUTE OF
The Relationship between Residual Stresses and Transverse Weld Cracks in Thick Steel Plate
 WELDING RESERCH The Relationship between Residual Stresses and Transverse Weld Cracks in Thick Steel Plate The relationship between longitudinal residual stresses (s x direction) and transverse weld cracks
WELDING RESERCH The Relationship between Residual Stresses and Transverse Weld Cracks in Thick Steel Plate The relationship between longitudinal residual stresses (s x direction) and transverse weld cracks
Effect Of Friction Stir Processing On Mechanical Properties And Microstructure Of The Cast Pure Aluminum
 INTERNATIONAL JOURNAL OF SCIENTIFIC & TECHNOLOGY RESEARCH VOLUME 2, ISSUE 12, DECEMBER 2013 ISSN 2277-8616 Effect Of Friction Stir Processing On Mechanical Properties And Microstructure Of The Cast Pure
INTERNATIONAL JOURNAL OF SCIENTIFIC & TECHNOLOGY RESEARCH VOLUME 2, ISSUE 12, DECEMBER 2013 ISSN 2277-8616 Effect Of Friction Stir Processing On Mechanical Properties And Microstructure Of The Cast Pure
Rapidly Solidified Fe-Mn-based Shape Memory Alloys P. Donner, E. Hornbogen, Institut fur Werkstoffe, Ruhr-Universität Bochum, D Bochum
 267 Rapidly Solidified Fe-Mn-based Shape Memory Alloys P. Donner, E. Hornbogen, Institut fur Werkstoffe, Ruhr-Universität Bochum, D - 4630 Bochum Introduction Meltspinning is a method well suited to obtain
267 Rapidly Solidified Fe-Mn-based Shape Memory Alloys P. Donner, E. Hornbogen, Institut fur Werkstoffe, Ruhr-Universität Bochum, D - 4630 Bochum Introduction Meltspinning is a method well suited to obtain
The use of lasers has increased and
 Ozden Feature Feb_Layout 1 1/11/13 10:52 AM Page 38 s Offer Advantages for Welding Steel Wheel Rims The properties of laser-welded wheel rims were considered good enough for the process to be used in production
Ozden Feature Feb_Layout 1 1/11/13 10:52 AM Page 38 s Offer Advantages for Welding Steel Wheel Rims The properties of laser-welded wheel rims were considered good enough for the process to be used in production
Triyono, Jamasri, M.N. Ilman, R. Soekrisno. International Journal of Engineering & Technology IJET-IJENS Vol: 11 No:
 International Journal of Engineering & Technology IJET-IJENS Vol: 11 No: 03 118 Comparative Study of Fatigue Assessment Methods with and without Considering Residual Stress on Resistance Spot-Welded Unequal
International Journal of Engineering & Technology IJET-IJENS Vol: 11 No: 03 118 Comparative Study of Fatigue Assessment Methods with and without Considering Residual Stress on Resistance Spot-Welded Unequal
Statistical Model to Evaluate the Weldability, Mechanical and metallurgical Properties of the Processes GMAW and FCAW
 , July 2-4, 2014, London, U.K. Statistical Model to Evaluate the Weldability, Mechanical and metallurgical Properties of the Processes GMAW and FCAW Barbedo, N.D., Corrêa, E. O., Castro, C. A. C. Abstract
, July 2-4, 2014, London, U.K. Statistical Model to Evaluate the Weldability, Mechanical and metallurgical Properties of the Processes GMAW and FCAW Barbedo, N.D., Corrêa, E. O., Castro, C. A. C. Abstract
Experimental Study on Autogenous TIG Welding of Mild Steel Material Using Lathe Machine
 Experimental Study on Autogenous TIG Welding of Mild Steel Material Using Lathe Machine Abhimanyu Chauhan M Tech. Scholar Production Engineering, Marudhar Engineering College, Bikaner, Rajasthan, India,
Experimental Study on Autogenous TIG Welding of Mild Steel Material Using Lathe Machine Abhimanyu Chauhan M Tech. Scholar Production Engineering, Marudhar Engineering College, Bikaner, Rajasthan, India,
Direct Metal Laser Re-Melting (DMLR) of 316L Stainless Steel Powder Part 1: Analysis of Thin Wall Structures
 of 316L Stainless Steel Powder Part 1: Analysis of Thin Wall Structures") Direct Metal Laser Re-Melting (DMLR) of 316L Stainless Steel Powder Part 1: Analysis of Thin Wall Structures Rhys Morgan, Adam Papworth, Chris Sutcliffe, Pete Fox, Bill O Neill Research in Advanced Technologies
Direct Metal Laser Re-Melting (DMLR) of 316L Stainless Steel Powder Part 1: Analysis of Thin Wall Structures Rhys Morgan, Adam Papworth, Chris Sutcliffe, Pete Fox, Bill O Neill Research in Advanced Technologies
Surface Characterization of Laser Polished Indirect-SLS Parts
 Surface Characterization of Laser Polished Indirect-SLS Parts Jorge A. Ramos, David L. Bourell, Joseph J. Beaman Laboratory for Freeform Fabrication The University of Texas at Austin, Austin, Texas 78712
Surface Characterization of Laser Polished Indirect-SLS Parts Jorge A. Ramos, David L. Bourell, Joseph J. Beaman Laboratory for Freeform Fabrication The University of Texas at Austin, Austin, Texas 78712
Effect of TIG Welding Parameters on the Properties of 304L Automated Girth Welded Pipes Using Orbital Welding Machine
 Research Reviews: Journal of Material Science DOI: 10.4172/2321-6212.1000201 e-issn: 2321-6212 www.rroij.com Effect of TIG Welding Parameters on the Properties of 304L Automated Girth Welded Pipes Using
Research Reviews: Journal of Material Science DOI: 10.4172/2321-6212.1000201 e-issn: 2321-6212 www.rroij.com Effect of TIG Welding Parameters on the Properties of 304L Automated Girth Welded Pipes Using
11.3 Polishing with Laser Radiation
 196 E. Willenborg 11.3 Polishing with Laser Radiation Edgar Willenborg The surface roughness of a part or product strongly influences its properties and functions. Among these can be counted abrasion and
196 E. Willenborg 11.3 Polishing with Laser Radiation Edgar Willenborg The surface roughness of a part or product strongly influences its properties and functions. Among these can be counted abrasion and
Metallurgical Investigations of Synergic MIG Welding of 304L Stainless Steel Ravi Butola a,*, Mohit Tyagi a, Jitendra Kumar b a
 Metallurgical Investigations of Synergic MIG Welding of 304L Stainless Steel Ravi Butola a,*, Mohit Tyagi a, Jitendra Kumar b a Department of Mechanical and Production & Industrial Engineering, Delhi Technological
Metallurgical Investigations of Synergic MIG Welding of 304L Stainless Steel Ravi Butola a,*, Mohit Tyagi a, Jitendra Kumar b a Department of Mechanical and Production & Industrial Engineering, Delhi Technological
STANDARD FERRITIC STAINLESS STEELS
 T e c h n i c a l B r o c h u r e STANDARD FERRITIC STAINLESS STEELS Unity AISI UNS EN U-40910 409 S40910 1.4512 U-430 430 S43000 1.4016 U-430DDQ 430 S43000 1.4016 U-439 439 S43035 1.4510 - S43940 U-1.4509
T e c h n i c a l B r o c h u r e STANDARD FERRITIC STAINLESS STEELS Unity AISI UNS EN U-40910 409 S40910 1.4512 U-430 430 S43000 1.4016 U-430DDQ 430 S43000 1.4016 U-439 439 S43035 1.4510 - S43940 U-1.4509
Hot-crack test for aluminium alloys welds using TIG process
 EPJ Web of Conferences 6, 07001 (2010) DOI:10.1051/epjconf/20100607001 Owned by the authors, published by EDP Sciences, 2010 Hot-crack test for aluminium alloys welds using TIG process A. Niel,a, F. Deschaux-beaume,
EPJ Web of Conferences 6, 07001 (2010) DOI:10.1051/epjconf/20100607001 Owned by the authors, published by EDP Sciences, 2010 Hot-crack test for aluminium alloys welds using TIG process A. Niel,a, F. Deschaux-beaume,
Laser Welding of Thin Sheet Steel with Surface Oxidation
 Surface oxidation enhances the absorption of laser energy significantly and has little influence on the mechanical properties of laser welds ABSTRACT. The joining of thin sheet steel generally involves
Surface oxidation enhances the absorption of laser energy significantly and has little influence on the mechanical properties of laser welds ABSTRACT. The joining of thin sheet steel generally involves
Solidification Morphology Analysis of SLM of Cu Powder
 Solidification Morphology Analysis of SLM of Cu Powder Jorge A. Ramos Grez Pontificia Universidad Católica de Chile Mechanical and Metallurgical Engineering Department David L. Bourell The University of
Solidification Morphology Analysis of SLM of Cu Powder Jorge A. Ramos Grez Pontificia Universidad Católica de Chile Mechanical and Metallurgical Engineering Department David L. Bourell The University of
Effect of Low Feed Rate FSP on Microstructure and Mechanical Properties of Extruded Cast 2285 Aluminum Alloy
 614 J. Mater. Sci. Technol., Vol.23 No.5, 2007 Effect of Low Feed Rate FSP on Microstructure and Mechanical Properties of Extruded Cast 2285 Aluminum Alloy L.Karthikeyan 1), V.S.Senthilkumar 2), D.Viswanathan
614 J. Mater. Sci. Technol., Vol.23 No.5, 2007 Effect of Low Feed Rate FSP on Microstructure and Mechanical Properties of Extruded Cast 2285 Aluminum Alloy L.Karthikeyan 1), V.S.Senthilkumar 2), D.Viswanathan
APPLICATION OF MAGNETIC PULSE WELDING FOR ALUMINIUM ALLOYS AND SPCC STEEL SHEET JOINTS. Tomokatsu Aizawa, Mehrdad Kashani and Keigo Okagawa
 APPLICATION OF MAGNETIC PULSE WELDING FOR ALUMINIUM ALLOYS AND SPCC STEEL SHEET JOINTS Tomokatsu Aizawa, Mehrdad Kashani and Keigo Okagawa ABSTRACT The magnetic pulse welding (MPW) is a cold weld process
APPLICATION OF MAGNETIC PULSE WELDING FOR ALUMINIUM ALLOYS AND SPCC STEEL SHEET JOINTS Tomokatsu Aizawa, Mehrdad Kashani and Keigo Okagawa ABSTRACT The magnetic pulse welding (MPW) is a cold weld process
Resistance Spot Welding of AA5052 Sheet Metal of Dissimilar Thickness
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Resistance Spot Welding of AA5052 Sheet Metal of Dissimilar Thickness To cite this article: N A Mat Din et al 2016 IOP Conf. Ser.:
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Resistance Spot Welding of AA5052 Sheet Metal of Dissimilar Thickness To cite this article: N A Mat Din et al 2016 IOP Conf. Ser.:
Available online at ScienceDirect. Physics Procedia 56 (2014 )
") Available online at www.sciencedirect.com ScienceDirect Physics Procedia 56 (2014 ) 284 293 8 th International Conference on Photonic Technologies LANE 2014 Laser cladding of TiAl intermetallic alloy on
Available online at www.sciencedirect.com ScienceDirect Physics Procedia 56 (2014 ) 284 293 8 th International Conference on Photonic Technologies LANE 2014 Laser cladding of TiAl intermetallic alloy on
Mechanical Properties of Metals. Goals of this unit
 Mechanical Properties of Metals Instructor: Joshua U. Otaigbe Iowa State University Goals of this unit Quick survey of important metal systems Detailed coverage of basic mechanical properties, especially
Mechanical Properties of Metals Instructor: Joshua U. Otaigbe Iowa State University Goals of this unit Quick survey of important metal systems Detailed coverage of basic mechanical properties, especially
9. Welding Defects 109
 9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
Experiment E: Martensitic Transformations
 Experiment E: Martensitic Transformations Introduction: The purpose of this experiment is to introduce students to a family of phase transformations which occur by shear rather than diffusion. In metals,
Experiment E: Martensitic Transformations Introduction: The purpose of this experiment is to introduce students to a family of phase transformations which occur by shear rather than diffusion. In metals,
voestalpine Additive Manufacturing Center Singapore Pte Ltd
 voestalpine Additive Manufacturing Center Singapore Direct Metal Deposition, DMD. 30 th November 2017 www.voestalpine.com voestalpine Additive Manufacturing Center. Singapore Direct Metal Deposition» Company
voestalpine Additive Manufacturing Center Singapore Direct Metal Deposition, DMD. 30 th November 2017 www.voestalpine.com voestalpine Additive Manufacturing Center. Singapore Direct Metal Deposition» Company
This article appeared in a journal published by Elsevier. The attached copy is furnished to the author for internal non-commercial research and
 This article appeared in a journal published by Elsevier. The attached copy is furnished to the author for internal non-commercial research and education use, including for instruction at the authors institution
This article appeared in a journal published by Elsevier. The attached copy is furnished to the author for internal non-commercial research and education use, including for instruction at the authors institution
VDM Alloy 80 A Nicrofer 7520 Ti
 VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA)
") LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA) Jörg Hermsdorf Laser Zentrum Hannover, Germany OUTLINE Motivation Innovation Technology Project Concept Welding and Cladding Results
LASER GUIDED AND STABILIZED GAS METAL ARC WELDING PROCESSES (LGS-GMA) Jörg Hermsdorf Laser Zentrum Hannover, Germany OUTLINE Motivation Innovation Technology Project Concept Welding and Cladding Results
Study on Microstructure, Tensile Test and Hardness 316 Stainless Steel Jointed by TIG Welding
 Study on Microstructure, Tensile Test and Hardness 316 Stainless Steel Jointed by TIG Welding M.sc Halil İbrahim KURT Gaziantep Vocational High School Gaziantep University Gaziantep, 27310, Turkey hiakurt@gmail.com
Study on Microstructure, Tensile Test and Hardness 316 Stainless Steel Jointed by TIG Welding M.sc Halil İbrahim KURT Gaziantep Vocational High School Gaziantep University Gaziantep, 27310, Turkey hiakurt@gmail.com
Influence of Niobium or Molybdenum in Titanium Alloy for Permanent Implant Application Yuswono Marsumi 1, a and Andika Widya Pramono 1,b
 Advanced Materials Research Vol. 900 (2014) pp 53-63 (2014) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/amr.900.53 Influence of Niobium or Molybdenum in Titanium Alloy for Permanent
Advanced Materials Research Vol. 900 (2014) pp 53-63 (2014) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/amr.900.53 Influence of Niobium or Molybdenum in Titanium Alloy for Permanent
Residual Stress Measurement Techniques: A Review
 Residual Stress Measurement Techniques: A Review Nasir Khan 1, Research Scholar Amity University, Gwalior Dr. Anshul Gangele 2 Professor, Amity University Gwalior Abstract Compressive residual stresses
Residual Stress Measurement Techniques: A Review Nasir Khan 1, Research Scholar Amity University, Gwalior Dr. Anshul Gangele 2 Professor, Amity University Gwalior Abstract Compressive residual stresses
Lap Joint of A5083 Aluminum Alloy and SS400 Steel by Friction Stir Welding
 Materials Transactions, Vol. 46, No. 4 (2005) pp. 835 to 841 #2005 The Japan Institute of Metals Lap Joint of A5083 Aluminum Alloy and SS400 Steel by Friction Stir Welding Kittipong Kimapong* and Takehiko
Materials Transactions, Vol. 46, No. 4 (2005) pp. 835 to 841 #2005 The Japan Institute of Metals Lap Joint of A5083 Aluminum Alloy and SS400 Steel by Friction Stir Welding Kittipong Kimapong* and Takehiko
AEROSPACE MATERIAL SPECIFICATION
 AEROSPACE MATERIAL SPECIFICATION AMS 5643Q Issued OCT 1951 Revised JAN 2003 Superseding AMS 5643P Steel, Corrosion-Resistant, Bars, Wire, Forgings, Tubing, and Rings 16Cr - 4.0Ni - 0.30Cb - 4.0Cu Solution
AEROSPACE MATERIAL SPECIFICATION AMS 5643Q Issued OCT 1951 Revised JAN 2003 Superseding AMS 5643P Steel, Corrosion-Resistant, Bars, Wire, Forgings, Tubing, and Rings 16Cr - 4.0Ni - 0.30Cb - 4.0Cu Solution
Gas Tungsten Arc Welding of Copper and Mild Steel
 International Journal of Science and Engineering Investigations vol. 4, issue 45, October 2015 ISSN: 2251-8843 Gas Tungsten Arc Welding of Copper and Mild Steel Daniel Tat 1, Timotius Pasang 2, Maziar
International Journal of Science and Engineering Investigations vol. 4, issue 45, October 2015 ISSN: 2251-8843 Gas Tungsten Arc Welding of Copper and Mild Steel Daniel Tat 1, Timotius Pasang 2, Maziar
THINK. Filter Technology SIKA-B
 THINK Filter Technology SIKA-B ENGINEERING THAT MOVES THE WORLD Since 1759 250 years of exceptional engineering GKN Sinter Metals Filters, the leading manufacturer of porous sinter metal products, offers
THINK Filter Technology SIKA-B ENGINEERING THAT MOVES THE WORLD Since 1759 250 years of exceptional engineering GKN Sinter Metals Filters, the leading manufacturer of porous sinter metal products, offers
Microstructures and Mechanical Properties of Ultra Low Carbon IF Steel Processed by Accumulative Roll Bonding Process
 Materials Transactions, Vol. 43, No. 9 (22) pp. 232 to 2325 c 22 The Japan Institute of Metals EXPRESS REGULAR ARTICLE Microstructures and Mechanical Properties of Ultra Low Carbon IF Steel Processed by
Materials Transactions, Vol. 43, No. 9 (22) pp. 232 to 2325 c 22 The Japan Institute of Metals EXPRESS REGULAR ARTICLE Microstructures and Mechanical Properties of Ultra Low Carbon IF Steel Processed by
CRACKING OF HIGH-STRENGTH STEEL WELDED JOINTS
 DOI: 10.2478/adms 2013 0013 K. Pańcikiewicz*, A. Zielińska-Lipiec, E. Tasak AGH University of Science and Technology, Faculty of Metals Engineering and Industrial Computer Science, Department of Physical
DOI: 10.2478/adms 2013 0013 K. Pańcikiewicz*, A. Zielińska-Lipiec, E. Tasak AGH University of Science and Technology, Faculty of Metals Engineering and Industrial Computer Science, Department of Physical
Joining of Dissimilar Automotive Materials
 Joining of Dissimilar Automotive Materials P.K. Mallick William E. Stirton Professor of Mechanical Engineering Director, Center for Lighweighting Automotive Materials and Processing University of Michigan-Dearborn
Joining of Dissimilar Automotive Materials P.K. Mallick William E. Stirton Professor of Mechanical Engineering Director, Center for Lighweighting Automotive Materials and Processing University of Michigan-Dearborn
Multi-layers castings
 A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 10 Issue 1/2010 181 186 31/1
A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 10 Issue 1/2010 181 186 31/1
COVERAGE EFFECTS IN SHOT PEENING OF AL 2024-T4
 296 ICSP9 : SHOT PEENING COVERAGE EFFECTS IN SHOT PEENING OF AL 2024-T4 T. Ludian and L. Wagner Institute of Materials Science and Engineering, Clausthal University of Technology, Germany INTRODUCTION
296 ICSP9 : SHOT PEENING COVERAGE EFFECTS IN SHOT PEENING OF AL 2024-T4 T. Ludian and L. Wagner Institute of Materials Science and Engineering, Clausthal University of Technology, Germany INTRODUCTION
DEVELOPMENT OF Ni BASE SUPERALLOY FOR INDUSTRIAL GAS TURBINE
 Superalloys 2004 Edited by K.A. Green, T.M. Pollock, H. Harada, T.E. Howson, R.C. Reed, J.J. Schirra, and S, Walston TMS (The Minerals, Metals & Materials Society), 2004 DEVELOPMENT OF Ni BASE SUPERALLOY
Superalloys 2004 Edited by K.A. Green, T.M. Pollock, H. Harada, T.E. Howson, R.C. Reed, J.J. Schirra, and S, Walston TMS (The Minerals, Metals & Materials Society), 2004 DEVELOPMENT OF Ni BASE SUPERALLOY
WEAR PROPERTIES OF PLASMA NITRIDED INCONEL 718 SUPERALLOY
 WEAR PROPERTIES OF PLASMA NITRIDED INCONEL 718 SUPERALLOY Halim Kovacı 1, Hojjat Ghahramanzadeh ASL 1, Çiğdem Albayrak 2, Akgün Alsaran 1 1 Ataturk University, Erzurum, Turkey 2 Erzincan University, Erzincan,
WEAR PROPERTIES OF PLASMA NITRIDED INCONEL 718 SUPERALLOY Halim Kovacı 1, Hojjat Ghahramanzadeh ASL 1, Çiğdem Albayrak 2, Akgün Alsaran 1 1 Ataturk University, Erzurum, Turkey 2 Erzincan University, Erzincan,
MaX: Martensitic Stainless Steel for Hot Stamping
 MaX: Martensitic Stainless Steel for Hot Stamping Aperam is a global stainless steel player offering a multitude of effective, innovative and environmentally friendly stainless steel solutions, tailored
MaX: Martensitic Stainless Steel for Hot Stamping Aperam is a global stainless steel player offering a multitude of effective, innovative and environmentally friendly stainless steel solutions, tailored
15 Cr-Cb ULTRA FORM STAINLESS STEEL
 15 Cr-Cb ULTRA FORM STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Good Elevated Temperature Strength Weldable Oxidation Resistance Resistant to Intergranular Corrosion Fine Uniform Formable Grain
15 Cr-Cb ULTRA FORM STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Good Elevated Temperature Strength Weldable Oxidation Resistance Resistant to Intergranular Corrosion Fine Uniform Formable Grain
Sample Questions for Welding Engineering Examinations
 Sample Questions for Welding Engineering Examinations AWS Welding Engineer Revision 2 August 2003 Part 1 Basic Fundamentals of Science Examination Mathematics 1. Determine the acute angle _ when tan 63
Sample Questions for Welding Engineering Examinations AWS Welding Engineer Revision 2 August 2003 Part 1 Basic Fundamentals of Science Examination Mathematics 1. Determine the acute angle _ when tan 63
INCONEL alloy 706. Table 2 - Physical Constants
 www.specialmetals.com INCONEL nickel-iron-chromium alloy 76 (UNS N976) is a precipitation-hardenable alloy that provides high mechanical strength in combination with good fabricability. The characteristics
www.specialmetals.com INCONEL nickel-iron-chromium alloy 76 (UNS N976) is a precipitation-hardenable alloy that provides high mechanical strength in combination with good fabricability. The characteristics