Manufacturing Process II. Forging
|
|
|
- Roderick Lane
- 6 years ago
- Views:
Transcription
1 Manufacturing Process II Forging Introduction Forging is a deformation process in which the work is compressed between two dies, using either impact or gradual pressure to form the part. It is the oldest of the metal forming operations. Today, forging is an important industrial process used to make a variety of high-strength components for automotive, aerospace, and other applications. These components include engine crankshafts and connecting rods, gears, aircraft structural components, and jet engine turbine parts. Forging is carried out in many different ways. One way to classify the operations is by working temperature. Most forging operations are performed hot or warm, owing to the significant deformation demanded by the process and the need to reduce strength and increase ductility of the work metal. However, cold forging is also very common for certain products. The advantage of cold forging is the increased strength that results from strain hardening of the component. Either impact or gradual pressure is used in forging. The distinction derives more from the type of equipment used than differences in process technology. A forging machine that applies an impact load is called a forging hammer, while one that applies gradual pressure is called a forging press. Another difference among forging operations is the degree to which the flow of the work metal is constrained by the dies. By this classification, there are three types of forging operations, shown in figure (1): (a) open-die forging, (b) impression-die forging, and (c) flashless forging. In open-die forging, the work is compressed between two flat (or almost flat) dies, thus allowing the metal to flow without 1
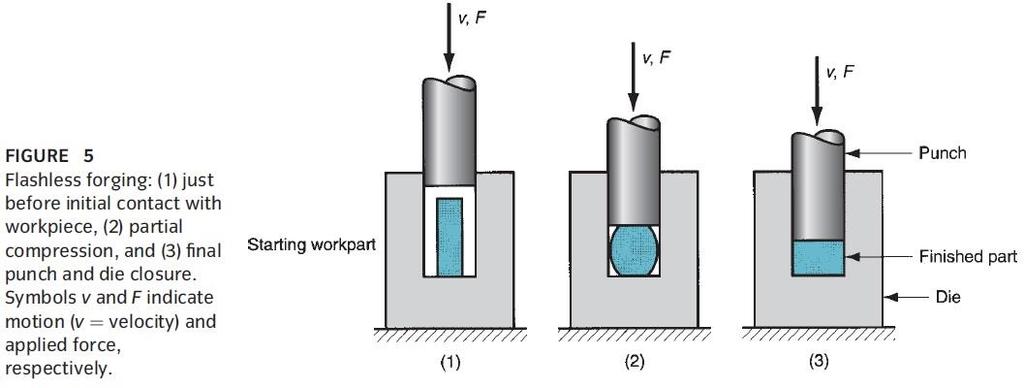
2 constraint in a lateral direction relative to the die surfaces. In impression-die forging, the die surfaces contain a shape or impression that is imparted to the work during compression, thus constraining metal flow to a significant degree. In this type of operation, a portion of the work metal flows beyond the die impression to form flash, as shown in the figure. Flash is excess metal that must be trimmed off later. In flashless forging, the work is completely constrained within the die and no excess flash is produced. The volume of the starting workpiece must be controlled very closely so that it matches the volume of the die cavity. The reader can obtain a good sense of these operations in our video clip on forging. 2
3 1- Open Die Forging The simplest case of open-die forging involves compression of a workpart of cylindrical cross section between two flat dies, much in the manner of a compression test. This forging operation, known as upsetting or upset forging, reduces the height of the work and increases its diameter. If open-die forging is carried out under ideal conditions of no friction between work and die surfaces, then homogeneous deformation occurs, and the radial flow of the material is uniform throughout its height, as pictured in figure (2). Under these ideal conditions, the true strain experienced by the work during the process can be determined by.1 where h o = starting height of the work, mm; and h = the height at some intermediate point in the process, mm. At the end of the compression stroke, h = its final value h f, and the true strain reaches its maximum value. Estimates of force to perform upsetting can be calculated. The force required to continue the compression at any given height h during the process can be obtained by multiplying the corresponding cross-sectional area by the flow stress: F = A.2 where F = force, N; A = cross-sectional area of the part,mm 2 ; and Y f = flow stress corresponding to the strain given by Eq.1. Area A continuously increases during the operation as height is reduced. Flow stress Y f also increases as a result of work hardening, except when the metal is perfectly plastic (e.g., in hot working). In this case, the strain-hardening exponent n = 0, and flow stress Y f equals the metal s 3
 because friction opposes the flow of work metal at the die surfaces. This creates the barreling effect shown in figure (3).")
4 yield strength Y. Force reaches a maximum value at the end of the forging stroke, when both area and flow stress are at their highest values. An actual upsetting operation does not occur quite as shown in figure (2) because friction opposes the flow of work metal at the die surfaces. This creates the barreling effect shown in figure (3). When performed on a hot workpart with cold dies, the barreling effect is even more pronounced. This results from a higher coefficient of friction typical in hot working and heat transfer at and near the die surfaces, which cools the metal and increases its resistance to deformation. The hotter metal in the middle of the part flows more readily than the cooler metal at the ends. These effects are more significant as the diameter-to-height ratio of the workpart increases, due to the greater contact area at the work die interface. All of these factors cause the actual upsetting force to be greater than what is predicted by Eq.2. As an approximation, we can apply a shape factor to Eq.2 to account for effects of the D/h ratio and friction: F = A.3 where K f is the forging shape factor, defined as 4

5 .4 where μ = coefficient of friction; D = workpart diameter or other dimension representing contact length with die surface, mm; and h = workpart height after pressing, mm. 2- Impression-Die Forging Impression-die forging, sometimes called closed-die forging, is performed with dies that contain the inverse of the desired shape of the part. The process is illustrated in a three-step sequence in figure (4). The raw workpiece is shown as a cylindrical part similar to that used in the previous open-die operation. As the die closes to its final position, flash is formed by metal that flows beyond the die cavity and into the small gap between the die plates. Although this flash must be cut away from the part in a subsequent trimming operation, it actually serves an important function during impression-die forging. As the flash begins to form in the die gap, friction resists continued flow of metal into the gap, thus constraining the bulk of the work material to remain in the die cavity. In hot forging, metal flow is further restricted because the thin flash cools quickly against the die plates, 5

6 thereby increasing its resistance to deformation. Restricting metal flow in the gap causes the compression pressures on the part to increase significantly, thus forcing the material to fill the sometimes intricate details of the die cavity to ensure a highquality product. Several forming steps are often required in impression-die forging to transform the starting blank into the desired final geometry. Separate cavities in the die are needed for each step. The beginning steps are designed to redistribute the metal in the workpart to achieve a uniform deformation and desired metallurgical structure in the subsequent steps. The final steps bring the part to its final geometry. In addition, when drop forging is used, several blows of the hammer may be required for each step. When impression-die drop forging is done manually, as it often is, considerable operator skill is required under adverse conditions to achieve consistent results. Because of flash formation in impression-die forging and the more complex part shapes made with these dies, forces in this process are significantly greater and more difficult to analyze than in open-die forging. Relatively simple formulas and 6
7 design factors are often used to estimate forces in impression-die forging. The force formula is the same as previous Eq.3 for open-die forging, but its interpretation is slightly different: F = A.5 where F = maximum force in the operation, N; A = projected area of the part including flash, mm 2 ; Y f = flow stress of the material, MPa; and K f = forging shape factor. In hot forging, the appropriate value of Y f is the yield strength of the metal at the elevated temperature. In other cases, selecting the proper value of flow stress is difficult because the strain varies throughout the workpiece for complex shapes. K f in Eq.5 is a factor intended to account for increases in force required to forge part shapes of various complexities, and it is given in a specific tables for different part geometries. Obviously, the problem of specifying the proper K f value for a given workpart limits the accuracy of the force estimate. Eq.5 applies to the maximum force during the operation, since this is the load that will determine the required capacity of the press or hammer used in the operation. The maximum force is reached at the end of the forging stroke, when the projected area is greatest and friction is maximum. Impression-die forging is not capable of close tolerance work, and machining is often required to achieve the accuracies needed. The basic geometry of the part is obtained from the forging process, with machining performed on those portions of the part that require precision finishing (e.g., holes, threads, and surfaces that mate with other components). 7
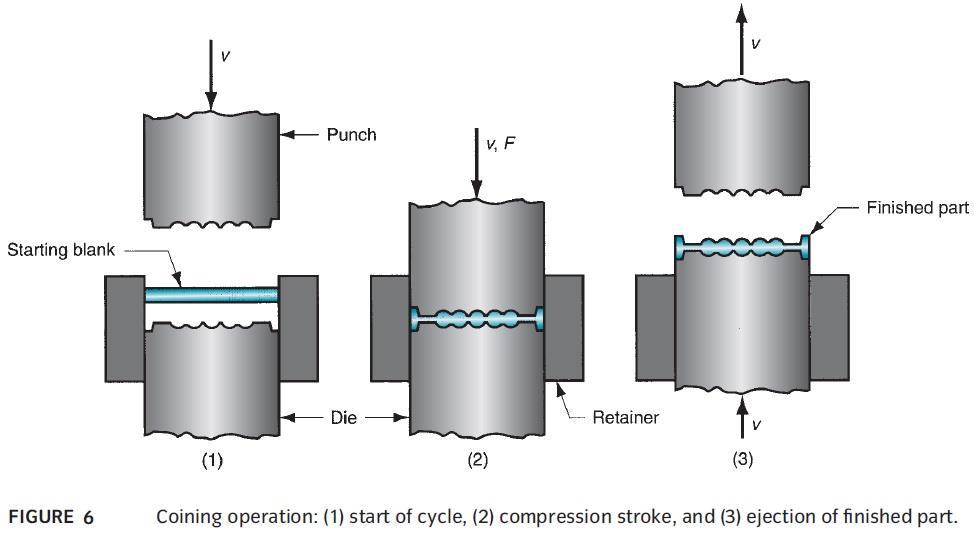
8 3- Flashless Forging Impression-die forging is sometimes called closed-die forging in industry terminology. However, there is a technical distinction between impression-die forging and true closed-die forging. The distinction is that in closed-die forging, the raw workpiece is completely contained within the die cavity during compression, and no flash is formed. The process sequence is illustrated in figure (5). The term flashless forging is appropriate to identify this process Flashless forging imposes requirements on process control that are more demanding than impression-die forging. Most important is that the work volume must equal the space in the die cavity within a very close tolerance. If the starting blank is too large, excessive pressures may cause damage to the die or press. If the blank is too small, the cavity will not be filled. Because of the special demands made by flashless forging, the process lends itself best to part geometries that are usually simple and symmetrical, and to work materials such as aluminum and magnesium and their alloys. Flashless forging is often classified as a precision forging process. Forces in flashless forging reach values comparable to those in impression-die forging. Estimates of these forces can be computed using the same methods as for impression-die forging: Eq.5. Coining is a special application of closed-die forging in which fine details in the die are impressed into the top and bottom surfaces of the workpart. There is little flow of metal in coining, yet the pressures required to reproduce the surface details in the die cavity are high. A common application of coining is, of course, in the minting of coins, shown in figure (6). The process is also used to provide good surface finish and dimensional accuracy on workparts made by other operations. 8
9 9
Forging. Types of Forging Dies. Open-Die Forging. Outline. Forging. Types of forging Forging analysis Examples
 Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Chapter 14: Metal-Forging Processes and Equipments
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Design for Forging. Forging processes. Typical characteristics and applications
 Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Casting. Forming. Sheet metal processing. Powder- and Ceramics Processing. Plastics processing. Cutting. Joining.
 Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Chapter 14 Forging of Metals
 Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Module 3 Selection of Manufacturing Processes. IIT Bombay
 Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3
 SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal extrusion. Metal stamping
 Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
where n is known as strain hardening exponent.
 5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN
 METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN New York Oxford OXFORD UNIVERSITY PRESS 1989 CONTENTS Symbols, xiii 1. Introduction, 1 1.1 Process Modeling, 1 1.2 The
METAL FORMING AND THE FINITE-ELEMENT METHOD SHIRO KOBAYASHI SOO-IK OH TAYLAN ALTAN New York Oxford OXFORD UNIVERSITY PRESS 1989 CONTENTS Symbols, xiii 1. Introduction, 1 1.1 Process Modeling, 1 1.2 The
Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks
 IDE 2008, Bremen, Germany, September 17 th 19 th, 2008 77 Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks Rüdiger Rentsch Foundation Institute of Materials Science (IWT), Badgasteinerstr.
IDE 2008, Bremen, Germany, September 17 th 19 th, 2008 77 Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks Rüdiger Rentsch Foundation Institute of Materials Science (IWT), Badgasteinerstr.
Bulk Deformation Forming - Rolling
 1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
Effects of TiCN Composite Die with Low Thermal Conductivity on Hot Forging Performances
 Journal of Mechanics Engineering and Automation 6 (216) 59-65 doi: 1.17265/2159-5275/216.2.1 D DAVID PUBLISHING Effects of TiCN Composite Die with Low Thermal Conductivity on Hot Forging Performances Ryo
Journal of Mechanics Engineering and Automation 6 (216) 59-65 doi: 1.17265/2159-5275/216.2.1 D DAVID PUBLISHING Effects of TiCN Composite Die with Low Thermal Conductivity on Hot Forging Performances Ryo
Application of The Finite Volume Method to Upset Forging of Cylinders. Introduction. Nomenclature. Arjaan J. Buijk
 Arjaan J. Buijk Manufacturing Division MSC.Software Corporation arjaan.buijk@mscsoftware.com Presented at: Forging Fair 2000 April 13, 2000 Columbus, Ohio Application of The Finite Volume Method to Upset
Arjaan J. Buijk Manufacturing Division MSC.Software Corporation arjaan.buijk@mscsoftware.com Presented at: Forging Fair 2000 April 13, 2000 Columbus, Ohio Application of The Finite Volume Method to Upset
1. Consider the following stress-strain responses of metallic materials:
 TECNOLOGIA MECÂNICA Mestrado em Engenharia de Materiais January 3, 2015 Number: Name: 1. Consider the following stress-strain responses of metallic materials: Y Load Unload Y E Load E Unload Y (1) (2)
TECNOLOGIA MECÂNICA Mestrado em Engenharia de Materiais January 3, 2015 Number: Name: 1. Consider the following stress-strain responses of metallic materials: Y Load Unload Y E Load E Unload Y (1) (2)
1. Definitions and classification of Metal forming processes
 1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations
Lecture 9 - Manufacturing in Engineering
 Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
Mechanical behavior of crystalline materials - Stress Types and Tensile Behaviour
 Mechanical behavior of crystalline materials - Stress Types and Tensile Behaviour 3.1 Introduction Engineering materials are often found to posses good mechanical properties so then they are suitable for
Mechanical behavior of crystalline materials - Stress Types and Tensile Behaviour 3.1 Introduction Engineering materials are often found to posses good mechanical properties so then they are suitable for
Types of Strain. Engineering Strain: e = l l o. Shear Strain: γ = a b
 Types of Strain l a g Engineering Strain: l o l o l b e = l l o l o (a) (b) (c) Shear Strain: FIGURE 2.1 Types of strain. (a) Tensile. (b) Compressive. (c) Shear. All deformation processes in manufacturing
Types of Strain l a g Engineering Strain: l o l o l b e = l l o l o (a) (b) (c) Shear Strain: FIGURE 2.1 Types of strain. (a) Tensile. (b) Compressive. (c) Shear. All deformation processes in manufacturing
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS
 COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
Study of Wear and Life Enhancement of Hot Forging Dies Using Finite Element Analysis
 , July 1-3, 2015, London, U.K. Study of Wear and Life Enhancement of Hot Forging Dies Using Finite Element Analysis Rachapol Iamtanomchai and Sasithon Bland * Abstract This work investigates the wear of
, July 1-3, 2015, London, U.K. Study of Wear and Life Enhancement of Hot Forging Dies Using Finite Element Analysis Rachapol Iamtanomchai and Sasithon Bland * Abstract This work investigates the wear of
Chapter 15 Extrusion and Drawing of Metals
 Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
A wide range of cold-formable steel grades and aluminium alloys are used as wire materials within a diameter range from 5 mm to 34 mm.
 Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Cold-Formed Parts 2 ESKA manufactures complex precision cold-formed parts for applications with large and medium quantities. The highly-efficient cold- forming process ensures economic manufacture of near-net-shape
Extrusion of complex shapes
 Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
AISI D2 Cold work tool steel
 T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
Powder-Metal Processing and Equipment
 Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
ANSWER ONLY FIVE QUESTIONS
 Ministry of Higher Education & Scientific Research, Baghdad-Iraq University Of Technology Department of Materials Engineering وزارة التعليم العالي والبحث العلمي بغاد - العراق الجامعت التكنولوجيت قسم هندست
Ministry of Higher Education & Scientific Research, Baghdad-Iraq University Of Technology Department of Materials Engineering وزارة التعليم العالي والبحث العلمي بغاد - العراق الجامعت التكنولوجيت قسم هندست
Powder Metallurgy. Powder-Metal Processing and Equipment 11/10/2009
 Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Chapter 18: Powder Metallurgy
 Chapter 18: Powder Metallurgy ผ ช วยศาสตราจารย เร อโท ดร. สมญา ภ นะยา Reference: DeGarmo s Materials and Processes in Manufacturing 18.1 Introduction Powder metallurgy is the name given to the process
Chapter 18: Powder Metallurgy ผ ช วยศาสตราจารย เร อโท ดร. สมญา ภ นะยา Reference: DeGarmo s Materials and Processes in Manufacturing 18.1 Introduction Powder metallurgy is the name given to the process
ERC/NSM Activities. Research for Industry and Government
 / Activities Research for Industry and Government Stamping Hydroforming Machining Forging / Activities in Tube Hydroforming 1. Materials Determination of material flow stress data for tubular materials
/ Activities Research for Industry and Government Stamping Hydroforming Machining Forging / Activities in Tube Hydroforming 1. Materials Determination of material flow stress data for tubular materials
HOW TO BUY FORGINGS. The Design Conference
 HOW TO BUY FORGINGS Close cooperation between buyers and producers of forgings has always been a vital part of achieving the best possible product at the lowest possible cost. With major advances in forging
HOW TO BUY FORGINGS Close cooperation between buyers and producers of forgings has always been a vital part of achieving the best possible product at the lowest possible cost. With major advances in forging
Forging Processes: Variables and Descriptions
 CHAPTER 2 Forging Processes: Variables and Descriptions Manas Shirgaokar 2.1 Introduction In forging, an initially simple part a billet, for example is plastically deformed between two tools (or dies)
CHAPTER 2 Forging Processes: Variables and Descriptions Manas Shirgaokar 2.1 Introduction In forging, an initially simple part a billet, for example is plastically deformed between two tools (or dies)
Mechanical behavior of crystalline materials- Comprehensive Behaviour
 Mechanical behavior of crystalline materials- Comprehensive Behaviour In the previous lecture we have considered the behavior of engineering materials under uniaxial tensile loading. In this lecture we
Mechanical behavior of crystalline materials- Comprehensive Behaviour In the previous lecture we have considered the behavior of engineering materials under uniaxial tensile loading. In this lecture we
Introduction. 1. Outline of fan case ring
 A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
Simulation of finite volume of hot forging process of industrial gear
 2012 International Conference on Networks and Information (ICNI 2012) IPCSIT vol. 57 (2012) (2012) IACSIT Press, Singapore DOI: 10.7763/IPCSIT.2012.V57.21 Simulation of finite volume of hot forging process
2012 International Conference on Networks and Information (ICNI 2012) IPCSIT vol. 57 (2012) (2012) IACSIT Press, Singapore DOI: 10.7763/IPCSIT.2012.V57.21 Simulation of finite volume of hot forging process
Objectives. This chapter provides fundamental background on processes of drawing of rods, wires and tubes.
 WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
WIRE DRAWING Objectives This chapter provides fundamental background on processes of drawing of rods, wires and tubes. Mathematical approaches for the calculation of drawing load will be introduced. Finally
Roll Bonding or Roll Welding
 1 2 3 4 Roll Bonding or Roll Welding The pressure required for welding is applied through a pair of rolls Can be performed hot (Hot Roll Bonding) Surface preparation is important for interfacial bonding
1 2 3 4 Roll Bonding or Roll Welding The pressure required for welding is applied through a pair of rolls Can be performed hot (Hot Roll Bonding) Surface preparation is important for interfacial bonding
FRAUNHOFER INSTITUTE FOR MACHINE TOOLS AND FORMING TECHNOLOGY IWU SIMULATION IN FORMING TECHNOLOGY
 FRAUNHOFER INSTITUTE FOR MACHINE TOOLS AND FORMING TECHNOLOGY IWU SIMULATION IN FORMING TECHNOLOGY 1 SIMULATION IN SHEET METAL FORMING Simulation is an essential part of the development chain, especially
FRAUNHOFER INSTITUTE FOR MACHINE TOOLS AND FORMING TECHNOLOGY IWU SIMULATION IN FORMING TECHNOLOGY 1 SIMULATION IN SHEET METAL FORMING Simulation is an essential part of the development chain, especially
ME 4563 ME 4563 ME Introduction to Manufacturing Processes. College of Engineering Arkansas State University.
 Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight
 2303-2307 CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight Salim Ahmed, Tasmeem Ahmad Khan Abstract This study was conducted on a single cylinder four stroke cycle engine.
2303-2307 CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight Salim Ahmed, Tasmeem Ahmad Khan Abstract This study was conducted on a single cylinder four stroke cycle engine.
Heinz Tschaetsch Metal Forming Practise
 Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
CRIMP TOOLING WHERE FORM MEETS FUNCTION
 CRIMP TOOLING WHERE FORM MEETS FUNCTION The cost of quality can be expensive Introduction Quality, cost, and throughput are associated with specific measurements and linked to process variables. Crimp
CRIMP TOOLING WHERE FORM MEETS FUNCTION The cost of quality can be expensive Introduction Quality, cost, and throughput are associated with specific measurements and linked to process variables. Crimp
Theoretical study on Cold Open Die Forging Process Optimization for Multipass Workability
 Theoretical study on Cold Open Die Forging Process Optimization for Multipass Workability Ajitkumar Gaikwad 1-a, Shreyas Kirwai 1, Provat Koley 2, Dr. G. Balachandran 3 and Dr. Rajkumar Singh 1 1 Kalyani
Theoretical study on Cold Open Die Forging Process Optimization for Multipass Workability Ajitkumar Gaikwad 1-a, Shreyas Kirwai 1, Provat Koley 2, Dr. G. Balachandran 3 and Dr. Rajkumar Singh 1 1 Kalyani
LINEAR HAMMER IN FORGING
 LINEAR HAMMER IN FORGING THE MOST PRECISE ENERGY APPLICATION. LINEAR HAMMER IN FORGING. Linear hammer used for forging. LINEAR HAMMER IN FORGING Schuler forging. System solutions from Schuler offer customers
LINEAR HAMMER IN FORGING THE MOST PRECISE ENERGY APPLICATION. LINEAR HAMMER IN FORGING. Linear hammer used for forging. LINEAR HAMMER IN FORGING Schuler forging. System solutions from Schuler offer customers
Concept and manufacture of a hollow crankshaft forming tool
 Concept and manufacture of a hollow crankshaft forming tool Sara Tavares Luzia Melo Gamboa Department of Mechanical Engineering, Instituto Superior Técnico, Av. Rovisco Pais, 149-1, Lisbon, Portugal, 214.
Concept and manufacture of a hollow crankshaft forming tool Sara Tavares Luzia Melo Gamboa Department of Mechanical Engineering, Instituto Superior Técnico, Av. Rovisco Pais, 149-1, Lisbon, Portugal, 214.
AISI A2 Cold work tool steel
 T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
Technologies for Process Design of Titanium Alloy Forging for Aircraft Parts
 Technologies for Process Design of Titanium Alloy Forging for Aircraft Parts Takashi CHODA *1, Dr. Hideto OYAMA *2, Shogo MURAKAMI *3 *1 Titanium Research & Development Section, Titanium Div., Iron & Steel
Technologies for Process Design of Titanium Alloy Forging for Aircraft Parts Takashi CHODA *1, Dr. Hideto OYAMA *2, Shogo MURAKAMI *3 *1 Titanium Research & Development Section, Titanium Div., Iron & Steel
The following steps are used in the powder metallurgy techniques:
 Advantages of Powder Metallurgy Virtually unlimited choice of alloys and non metallicswith associated properties. * A variety of metal or non metal powders can be used. * Refractory materials are popularly
Advantages of Powder Metallurgy Virtually unlimited choice of alloys and non metallicswith associated properties. * A variety of metal or non metal powders can be used. * Refractory materials are popularly
Primary shaping - Powder Metallurgy
 Chair of Manufacturing Technology Primary shaping - Powder Metallurgy Manufacturing Technology II Exercise 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof.
Chair of Manufacturing Technology Primary shaping - Powder Metallurgy Manufacturing Technology II Exercise 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof.
MAE 322 Machine Design Lecture 5 Fatigue. Dr. Hodge Jenkins Mercer University
 MAE 322 Machine Design Lecture 5 Fatigue Dr. Hodge Jenkins Mercer University Introduction to Fatigue in Metals Cyclic loading produces stresses that are variable, repeated, alternating, or fluctuating
MAE 322 Machine Design Lecture 5 Fatigue Dr. Hodge Jenkins Mercer University Introduction to Fatigue in Metals Cyclic loading produces stresses that are variable, repeated, alternating, or fluctuating
Special Steel Wire Rods for Cold Forging with High Property
 UDC 699. 14-426. 2 : 621. 735 Special Steel Wire Rods for Cold Forging with High Property Kiichiro TSUCHIDA* 1 Yasuhiro SHINBO* 1 Abstract The final uses of special steel bars and wire rods are mainly
UDC 699. 14-426. 2 : 621. 735 Special Steel Wire Rods for Cold Forging with High Property Kiichiro TSUCHIDA* 1 Yasuhiro SHINBO* 1 Abstract The final uses of special steel bars and wire rods are mainly
Ch 14 Single-Station Manufacturing Cells
 Ch 14 Single-Station Manufacturing Cells Sections: 1. Single-Station Manned Workstations 2. Single-Station Automated Cells 3. Applications of Single-Station Cells 4. Analysis of Single-Station Cells Classification
Ch 14 Single-Station Manufacturing Cells Sections: 1. Single-Station Manned Workstations 2. Single-Station Automated Cells 3. Applications of Single-Station Cells 4. Analysis of Single-Station Cells Classification
A STUDY OF FINE BLANKING PROCESS BY FEM SIMULATION. G. Fang, P. Zeng
 Key Engineering Materials Vols. 261-263 (2004) pp 603-608 Online available since 2004/Apr/15 at www.scientific.net (2004) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/kem.261-263.603
Key Engineering Materials Vols. 261-263 (2004) pp 603-608 Online available since 2004/Apr/15 at www.scientific.net (2004) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/kem.261-263.603
Chapter 4 Surfaces, Tribology, Dimensional Characteristics, Inspection and Product Quality Assurance
 Chapter 4 Surfaces, Tribology, Dimensional Characteristics, Inspection and Product Quality Assurance Cross-Section of Metal Surface FIGURE 4.1 Schematic illustration of the cross-section of the surface
Chapter 4 Surfaces, Tribology, Dimensional Characteristics, Inspection and Product Quality Assurance Cross-Section of Metal Surface FIGURE 4.1 Schematic illustration of the cross-section of the surface
Crimp Tooling Where Form Meets Function
 Crimp Tooling Where Form Meets Function Quality, cost, and throughput are key attributes for any production process. The crimp termination process is no exception. Many variables contribute to the results.
Crimp Tooling Where Form Meets Function Quality, cost, and throughput are key attributes for any production process. The crimp termination process is no exception. Many variables contribute to the results.
Mold Design. 12. Mold Materials. Bong-Kee Lee School of Mechanical Engineering Chonnam National University
 12. Mold Materials Bong-Kee Lee Chonnam National University Mold Materials easy toolmaking good performance during production good machining properties ease of hear treatment where hardening is required
12. Mold Materials Bong-Kee Lee Chonnam National University Mold Materials easy toolmaking good performance during production good machining properties ease of hear treatment where hardening is required
The entire world of forging
 The entire world of forging Forming the Future Put it into motion. Forging with Schuler. For over 150 years, the name Schuler has been synonymous with innovative technologies, quality and customer-oriented
The entire world of forging Forming the Future Put it into motion. Forging with Schuler. For over 150 years, the name Schuler has been synonymous with innovative technologies, quality and customer-oriented
Study of scale effects on mechanical strength of the AA1050 and AA1085 alloys
 Study of scale effects on mechanical strength of the AA1050 and AA1085 alloys Olivier R. Marques oliviermarques@tecnico.ulisboa.pt Instituto Superior Técnico, Universidade de Lisboa, Portugal Abstract
Study of scale effects on mechanical strength of the AA1050 and AA1085 alloys Olivier R. Marques oliviermarques@tecnico.ulisboa.pt Instituto Superior Técnico, Universidade de Lisboa, Portugal Abstract
Pipe & Tube Nashville Optimizing operations through continuous improvement. The metallurgical benefits of cold rolling high performance alloys
 Pipe & Tube Nashville 2012 Optimizing operations through continuous improvement The metallurgical benefits of cold rolling high performance alloys instead of cold drawing to manufacture thin wall tubing
Pipe & Tube Nashville 2012 Optimizing operations through continuous improvement The metallurgical benefits of cold rolling high performance alloys instead of cold drawing to manufacture thin wall tubing
Welcome to. The Gateway of Indian Drop Forging. An ISO 9001: 2008 Certified Company. Veraval Main Road, Veraval (Shapar) ,
 ,") Welcome to The Gateway of Indian Drop Forging An ISO 9001: 2008 Certified Company Veraval Main Road, Veraval (Shapar) 360024, Dist. Rajkot, Gujarat, India Phone no. : - +91 2827 252020/3030, Fax: - +91
Welcome to The Gateway of Indian Drop Forging An ISO 9001: 2008 Certified Company Veraval Main Road, Veraval (Shapar) 360024, Dist. Rajkot, Gujarat, India Phone no. : - +91 2827 252020/3030, Fax: - +91
Leader in superior tooling solutions ASSAB AUTOMOTIVE CONCEPT
 Leader in superior tooling solutions ASSAB AUTOMOTIVE CONCEPT About ASSAB ASSAB was formed in 1945 to market high quality tool steel from Sweden, renowned for its remarkable standards. Headquartered in
Leader in superior tooling solutions ASSAB AUTOMOTIVE CONCEPT About ASSAB ASSAB was formed in 1945 to market high quality tool steel from Sweden, renowned for its remarkable standards. Headquartered in
VDM Alloy 80 A Nicrofer 7520 Ti
 VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
Processing of Metal Powders
 Chapter 17 Processing of Metal Powders QUALITATIVE PROBLEMS 17.15 Why is there density variation in the compacting of powders? How is it reduced? The main reason for density variation in compacting of
Chapter 17 Processing of Metal Powders QUALITATIVE PROBLEMS 17.15 Why is there density variation in the compacting of powders? How is it reduced? The main reason for density variation in compacting of
Plastic deformation analysis of wear on insert component and die service life in hot forging process
 Indian Journal of Engineering & Materials Sciences Vol. 22, December 2015, pp. 686-692 Plastic deformation analysis of wear on insert component and die service life in hot forging process R Rajiev a *
Indian Journal of Engineering & Materials Sciences Vol. 22, December 2015, pp. 686-692 Plastic deformation analysis of wear on insert component and die service life in hot forging process R Rajiev a *
5 PRODUCTION COST ESTIMATION. PRODUCTION COST ESTIMATION : Instructional Objectives
 Production Cost Estimation 129 5 PRODUCTION COST ESTIMATION PRODUCTION COST ESTIMATION : Instructional Objectives After studying this unit, the student should be able to : (i) Know how cost costimation
Production Cost Estimation 129 5 PRODUCTION COST ESTIMATION PRODUCTION COST ESTIMATION : Instructional Objectives After studying this unit, the student should be able to : (i) Know how cost costimation
Designing a Forging Die for connecting rod
 RESEARCH ARTICLE OPEN ACCESS Designing a Forging Die for connecting rod Suraj Ashok Garud, Prof. M.M.Patil M.E.(CAD/CAM) ASST.PROF AT K.G.I.T # Department of mechanical engg srjgarud@gmail.com Abstract
RESEARCH ARTICLE OPEN ACCESS Designing a Forging Die for connecting rod Suraj Ashok Garud, Prof. M.M.Patil M.E.(CAD/CAM) ASST.PROF AT K.G.I.T # Department of mechanical engg srjgarud@gmail.com Abstract
PREDICTION AND SIMULATION OF AXISYMMETRIC FORGING LOAD OF ALUMINUM
 Advances in Production Engineering & Management 3 (8), 71-8 ISSN 1854-65 Original scientific paper PREICTION AN SIMULATION OF AXISYMMETRIC FORGING LOA OF ALUMINUM Nefissi N.; Bouaziz Z. & Zghal A. Unit
Advances in Production Engineering & Management 3 (8), 71-8 ISSN 1854-65 Original scientific paper PREICTION AN SIMULATION OF AXISYMMETRIC FORGING LOA OF ALUMINUM Nefissi N.; Bouaziz Z. & Zghal A. Unit
A Study on the Powder Forging of Aluminum Alloy Pistons
 International Journal of the Korean Society of Precision Engineering Vol. 2, No. 4, November 2001. A Study on the Powder Forging of Aluminum Alloy Pistons Jong-Ok Park 1,Chul-WooPark 1 and Young-Ho Kim
International Journal of the Korean Society of Precision Engineering Vol. 2, No. 4, November 2001. A Study on the Powder Forging of Aluminum Alloy Pistons Jong-Ok Park 1,Chul-WooPark 1 and Young-Ho Kim
Resource Guide. Section 3: Ductile Iron
 Resource Guide Section 3: Ductile Iron Section 3 Ductile Iron Description of Grades... 3-3 65-45-12 Ferritic... 3-4 80-55-06 Partially Pearlitic... 3-6 100-70-02 Pearlitic... 3-8 4512 HRDS Heat Resistant...
Resource Guide Section 3: Ductile Iron Section 3 Ductile Iron Description of Grades... 3-3 65-45-12 Ferritic... 3-4 80-55-06 Partially Pearlitic... 3-6 100-70-02 Pearlitic... 3-8 4512 HRDS Heat Resistant...
True Stress and True Strain
 True Stress and True Strain For engineering stress ( ) and engineering strain ( ), the original (gauge) dimensions of specimen are employed. However, length and cross-sectional area change in plastic region.
True Stress and True Strain For engineering stress ( ) and engineering strain ( ), the original (gauge) dimensions of specimen are employed. However, length and cross-sectional area change in plastic region.
Types Of Extrusion. FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact.
 direct; (b) indirect; (c) hydrostatic; (d) impact.") Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Solid-State Welding Processes
 Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
Computer Simulation of Forging Using the Slab Method Analysis
 International Journal of Scientific & Engineering Research Volume 2, Issue 6, June-2011 1 Computer Simulation of Forging Using the Slab Method Analysis S. B. Mehta, D. B. Gohil Abstract Forging is a very
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June-2011 1 Computer Simulation of Forging Using the Slab Method Analysis S. B. Mehta, D. B. Gohil Abstract Forging is a very
2. LITERATURE REVIEW
 2. LITERATURE REVIEW For defining the goal of research, in this section a brief overview of Sheet metal forming, Bulk metal forming, Incremental forming process, FEM analysis, System Design approach, numerical
2. LITERATURE REVIEW For defining the goal of research, in this section a brief overview of Sheet metal forming, Bulk metal forming, Incremental forming process, FEM analysis, System Design approach, numerical
Arch. Metall. Mater. 62 (2017), 2B,
, 2B,") Arch. Metall. Mater. 62 (2017), 2B, 1319-1323 DOI: 10.1515/amm-2017-0201 C.K. LEE*, Y.C. KIM** # A STUDY ON CHANGES IN THICKNESS OF STS304 MATERIAL IN THE PROGRESSIVE DRAWING PROCESS In the drawing process,
Arch. Metall. Mater. 62 (2017), 2B, 1319-1323 DOI: 10.1515/amm-2017-0201 C.K. LEE*, Y.C. KIM** # A STUDY ON CHANGES IN THICKNESS OF STS304 MATERIAL IN THE PROGRESSIVE DRAWING PROCESS In the drawing process,
Application of Mechanical Trimming to Hot Stamped 22MnB5 Parts for Energy Saving
 INTERNATIONAL JOURNAL OF PRECISION ENGINEERING AND MANUFACTURING Vol. 15, No. 6, pp. 1087-1093 JUNE 2014 / 1087 DOI: 10.1007/s12541-014-0441-7 Application of Mechanical Trimming to Hot Stamped 22MnB5 Parts
INTERNATIONAL JOURNAL OF PRECISION ENGINEERING AND MANUFACTURING Vol. 15, No. 6, pp. 1087-1093 JUNE 2014 / 1087 DOI: 10.1007/s12541-014-0441-7 Application of Mechanical Trimming to Hot Stamped 22MnB5 Parts
Uddeholm Formvar. FORMVAR is a trade mark registered in the European Union
 Uddeholm Formvar FORMVAR is a trade mark registered in the European Union UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright
Uddeholm Formvar FORMVAR is a trade mark registered in the European Union UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright
Types of manufacturing processes
 Materials processing Metal parts undergo sequence of processes Primary alter the ( raw ) material s basic shape or form. Sand casting Rolling Forging Sheet metalworking Types of manufacturing processes
Materials processing Metal parts undergo sequence of processes Primary alter the ( raw ) material s basic shape or form. Sand casting Rolling Forging Sheet metalworking Types of manufacturing processes
Available online at ScienceDirect. Procedia Engineering 81 (2014 )
") Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (014 ) 730 735 11th International Conference on Technology of Plasticity, ICTP 014, 19-4 October 014, Nagoya Congress Center,
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (014 ) 730 735 11th International Conference on Technology of Plasticity, ICTP 014, 19-4 October 014, Nagoya Congress Center,
J.I.C. HYDRAULIC TUBING Seamless & Welded Hydraulic Fluid Line 23 Seamless Burst Pressures & Working Pressures 24 Welded Burst Pressures 25
 TABLE OF CONTENTS STEEL & ALLOY ROUND MECHANICAL TUBING Drawn Over Mandrel (DOM) 3-15 Cold Drawn Seamless (CDS) 3-15 Hot Rolled Seamless (HRS) 3-15 Electric Resistance Welded (ERW) 3-15 Seamless 4130/4140
TABLE OF CONTENTS STEEL & ALLOY ROUND MECHANICAL TUBING Drawn Over Mandrel (DOM) 3-15 Cold Drawn Seamless (CDS) 3-15 Hot Rolled Seamless (HRS) 3-15 Electric Resistance Welded (ERW) 3-15 Seamless 4130/4140
ME -215 ENGINEERING MATERIALS AND PROCESES
 ME -215 ENGINEERING MATERIALS AND PROCESES Instructor: Office: MEC325, Tel.: 973-642-7455 E-mail: samardzi@njit.edu PROPERTIES OF MATERIALS Chapter 3 Materials Properties STRUCTURE PERFORMANCE PROCESSING
ME -215 ENGINEERING MATERIALS AND PROCESES Instructor: Office: MEC325, Tel.: 973-642-7455 E-mail: samardzi@njit.edu PROPERTIES OF MATERIALS Chapter 3 Materials Properties STRUCTURE PERFORMANCE PROCESSING
1. 3 Extrusion molding
 1. 3 Extrusion molding 9 Extrusion is a widely used technique, both in the field of traditional and technical ceramics. This method allows the continuous manufacture of products with a constant cross-
1. 3 Extrusion molding 9 Extrusion is a widely used technique, both in the field of traditional and technical ceramics. This method allows the continuous manufacture of products with a constant cross-
Study of Roll Forming Bending in Different Temperature
 International Journal of Materials Science and Applications 2016; 5(3): 129-135 http://www.sciencepublishinggroup.com/j/ijmsa doi: 10.11648/j.ijmsa.20160503.13 ISSN: 2327-2635 (Print); ISSN: 2327-2643
International Journal of Materials Science and Applications 2016; 5(3): 129-135 http://www.sciencepublishinggroup.com/j/ijmsa doi: 10.11648/j.ijmsa.20160503.13 ISSN: 2327-2635 (Print); ISSN: 2327-2643
Alro Steel. Tool & Die Steel. Handbook. A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels.
 Alro Steel Metals Industrial Supplies Plastics Tool & Die Steel Handbook A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels. MISSION STATEMENT To ensure the long-term success
Alro Steel Metals Industrial Supplies Plastics Tool & Die Steel Handbook A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels. MISSION STATEMENT To ensure the long-term success
Extrusion. Key Issues to Address. Lecture 2. Process. Process Variants. Process Analysis. Problem Solving
 Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
Extrusion Lecture 2 Chapter 4 Key Issues to Address Process Process Variants Process Analysis Problem Solving S.V. Atre 1 Extrusion Material is forced to flow through a die orifice to provide long continuous
CUTTING TOOL TECHNOLOGY
 CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
Batch Preformers Continuous Preformers Strip Cutters Rebuilds Machine Upgrades Cooling Conveyors
 barwell Rubber Processing Machinery Batch Preformers Continuous Preformers Strip Cutters Rebuilds Machine Upgrades Cooling Conveyors Compression Presses Deflashing Machines Tyre Retreading Industrial Drying
barwell Rubber Processing Machinery Batch Preformers Continuous Preformers Strip Cutters Rebuilds Machine Upgrades Cooling Conveyors Compression Presses Deflashing Machines Tyre Retreading Industrial Drying
ATI 825 ATI 825. Technical Data Sheet. Nickel-base Alloy INTRODUCTION PRODUCT FORMS SPECIFICATIONS & CERTIFICATES (UNS N08825)
") ATI 825 Nickel-base (UNS N08825) INTRODUCTION ATI 825 alloy (UNS N08825) is an austenitic nickel-iron-chromium-molybdenum-copper alloy containing high levels of chromium, nickel, molybdenum and copper
ATI 825 Nickel-base (UNS N08825) INTRODUCTION ATI 825 alloy (UNS N08825) is an austenitic nickel-iron-chromium-molybdenum-copper alloy containing high levels of chromium, nickel, molybdenum and copper
Available online at ScienceDirect. Procedia Engineering 183 (2017 )
") Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 183 (2017 ) 213 218 17th International Conference on Sheet Metal, SHEMET17 Design of stamping processes of pinless FSWed thin
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 183 (2017 ) 213 218 17th International Conference on Sheet Metal, SHEMET17 Design of stamping processes of pinless FSWed thin
Cast steel: Group of ASTM standards for steel castings and forgings
 Cast steel: Group of ASTM standards for steel castings and forgings Abstract: This group of ASTM specifications covers standard properties of steel and iron castings and forgings for valves, flanges, fittings,
Cast steel: Group of ASTM standards for steel castings and forgings Abstract: This group of ASTM specifications covers standard properties of steel and iron castings and forgings for valves, flanges, fittings,
talk to experts Industrial-grade Magnetic Pulse (MP) and Electro-hydraulic (EH) systems for FORMING, WELDING, CRIMPING and EXPANSION
 and Electro-hydraulic (EH) systems for FORMING, WELDING, CRIMPING and EXPANSION") talk to experts Industrial-grade Magnetic Pulse (MP) and Electro-hydraulic (EH) systems for FORMING, WELDING, CRIMPING and EXPANSION the company Bmax is the global leading provider of advanced metal processing
talk to experts Industrial-grade Magnetic Pulse (MP) and Electro-hydraulic (EH) systems for FORMING, WELDING, CRIMPING and EXPANSION the company Bmax is the global leading provider of advanced metal processing
Usak University Journal of Material Sciences Journal homepage:
 Usak University Journal of Material Sciences Journal homepage: http://uujms.usak.edu.tr Research article Analysis of tube end forming process using Taguchi design of experiments L. Venugopal, M.J. Davidson*,
Usak University Journal of Material Sciences Journal homepage: http://uujms.usak.edu.tr Research article Analysis of tube end forming process using Taguchi design of experiments L. Venugopal, M.J. Davidson*,
EFFECT OF EXTRUSION PARAMETERS AND DIE GEOMETRY ON THE PRODUCED BILLET QUALITY USING FINITE ELEMENT METHOD
 EFFECT OF EXTRUSION PARAMETERS AND DIE GEOMETRY ON THE PRODUCED BILLET QUALITY USING FINITE ELEMENT METHOD A.Ε. Lontos 1, F.A. Soukatzidis 2, D.A. Demosthenous 1, A.K. Baldoukas 2 1. Mechanical Engineering
EFFECT OF EXTRUSION PARAMETERS AND DIE GEOMETRY ON THE PRODUCED BILLET QUALITY USING FINITE ELEMENT METHOD A.Ε. Lontos 1, F.A. Soukatzidis 2, D.A. Demosthenous 1, A.K. Baldoukas 2 1. Mechanical Engineering
Outline CASTING PROCESS - 2. The Mold in Casting. Sand Casting Mold Terms. Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia
 Outline CASTING PROCESS - 2 Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia Casting Molds Gating system pouring basin, sprue, runner, gate Riser Core Heating and melting Melting furnaces Pouring
Outline CASTING PROCESS - 2 Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia Casting Molds Gating system pouring basin, sprue, runner, gate Riser Core Heating and melting Melting furnaces Pouring
Manufacturing Technology II. Exercise 2. Powder Metallurgy
 Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 2 Powder Metallurgy Werkzeugmaschinenlabor Lehrstuhl für Technologie
Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 2 Powder Metallurgy Werkzeugmaschinenlabor Lehrstuhl für Technologie
Hydraulic crimping: application to the assembly of tubular components
 Journal of Materials Processing Technology 146 (2004) 44 51 Hydraulic crimping: application to the assembly of tubular components Manas Shirgaokar a, Gracious Ngaile a, Taylan Altan a,, Jang-Horng Yu b,
Journal of Materials Processing Technology 146 (2004) 44 51 Hydraulic crimping: application to the assembly of tubular components Manas Shirgaokar a, Gracious Ngaile a, Taylan Altan a,, Jang-Horng Yu b,
THE ANALYSIS OF FORGING INCONEL 718 ALLOY. Aneta ŁUKASZEK-SOŁEK, Janusz KRAWCZYK, Piotr BAŁA, Marek WOJTASZEK
 THE ANALYSIS OF FORGING INCONEL 718 ALLOY Aneta ŁUKASZEK-SOŁEK, Janusz KRAWCZYK, Piotr BAŁA, Marek WOJTASZEK AGH University of Science and Technology, 30-059 Krakow, 30 Mickiewicza Av., e-mail address:
THE ANALYSIS OF FORGING INCONEL 718 ALLOY Aneta ŁUKASZEK-SOŁEK, Janusz KRAWCZYK, Piotr BAŁA, Marek WOJTASZEK AGH University of Science and Technology, 30-059 Krakow, 30 Mickiewicza Av., e-mail address: