QForm. Form3D. Advanced software for forging simulation
|
|
|
- Paulina Fisher
- 6 years ago
- Views:
Transcription
1 QForm Form3D Advanced software for forging simulation
2 The goals of forging technology : Make the parts of the required shape Provide required properties Do it in time and at the lowest cost
3 Forging process is a very complicated phenomenon, Thus even the forger with the years of experience still require expensive forging trials for each new part to develope
4 The help can be found in use of advanced simulation tool like QForm3D
5 QForm3D is created for forges And to be used by the forgers QForm3D is Precise, Affordable Very simple in use
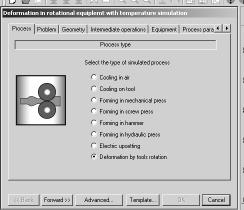
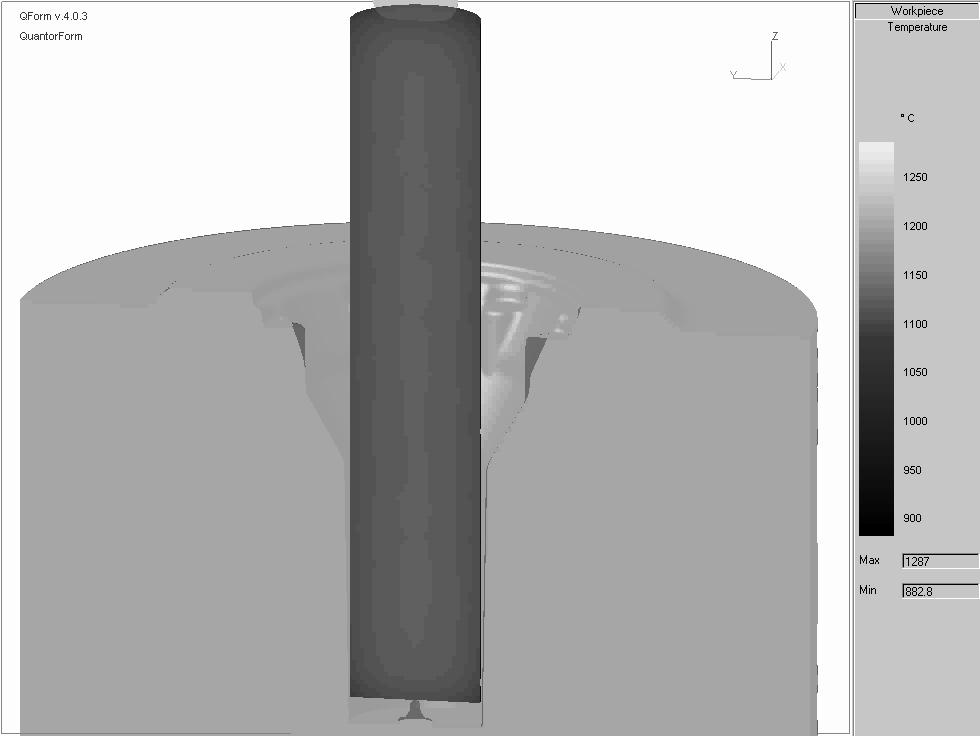
6 Case study: Large 6 Cylinder Crankshaft Simulation Inputs: ProEngineer 6 Cylinder Crankshaft Stepped Dies Models Billet 133mm Square, 1040mm Long Micro Alloy Steel at 1280 C 9000T Press The task - to predict Press Capability Die Filling Material Flow Forging Defects


7


8 QForm window ready for new problem
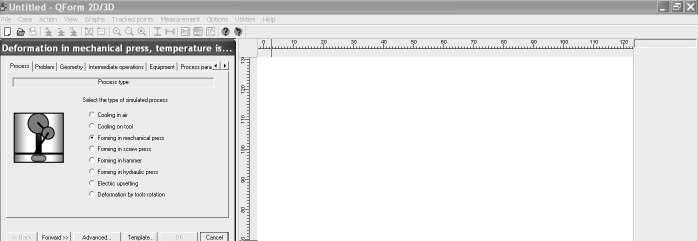
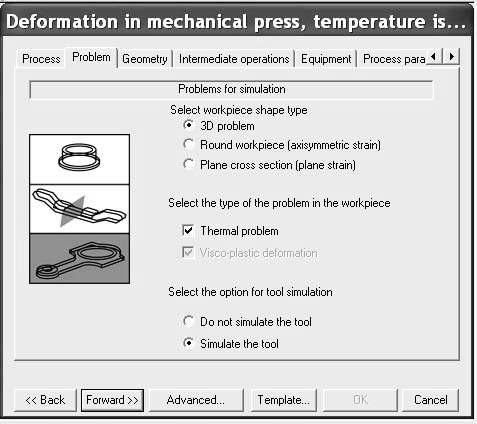
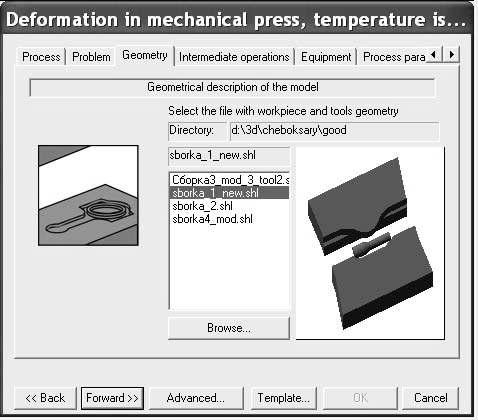
9 Data preparation Wizard

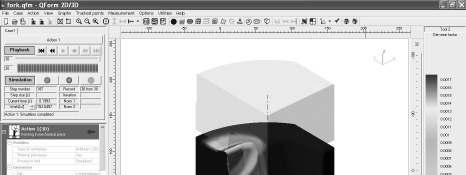
10 Simulation: Action 1 Mould
11 Simulation: Action 2 Finish

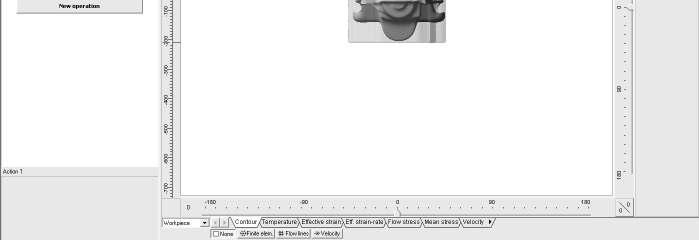
12 Accurately Predicted Final Flash Thickness and Flash Widths

13 The temperature distribution
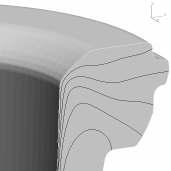
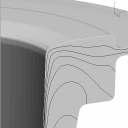
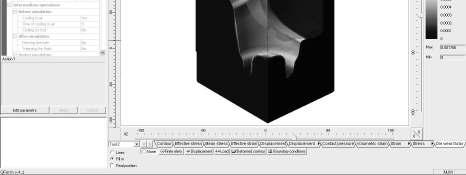
14 Look inside: the flow lines create the internal structure
15 One layer of the flow lines
16 Analyze the grain flow layer by layer
17 Analyze the grain flow layer by layer
18 Analyze the grain flow layer by layer

19 Analyze the grain flow layer by layer

20 The evolution of the grain flow in certain location


21 The lap formed on the web The lap
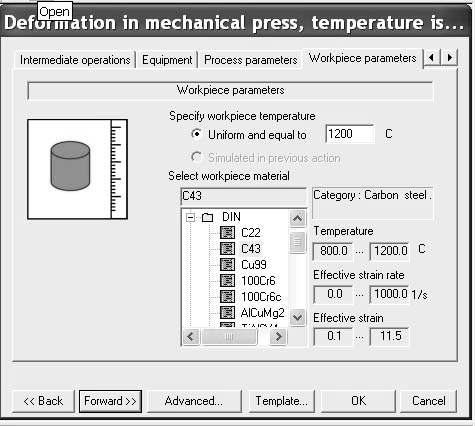
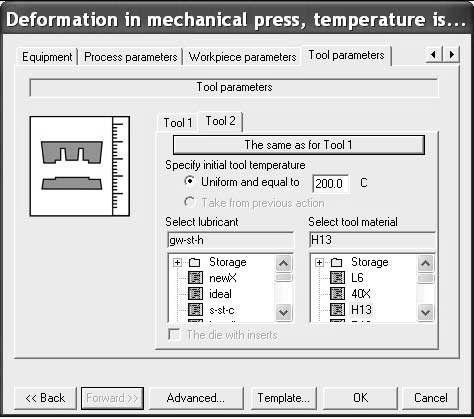
22 What is required for the simulation die+billet shapes materials data equipment SIMULATION lubricants process parameters

23 Material & Lubricant: comprehensive Database Example: Flow stress depending on strain, strain-rate rate and temperature QForm database contains flow stress for more than 430 steels, 30 copper alloys, 50 aluminum alloys, 20 titanium alloys, many nickel based alloys etc. Next >>
24 Every user receives the customized material and lubricant database according to his specification
25 What is required for the simulation die+billet shapes materials data equipment SIMULATION lubricants process parameters

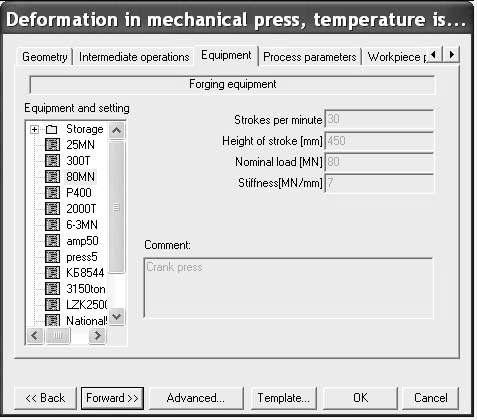
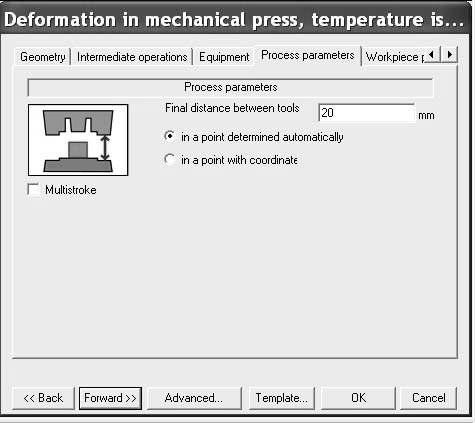
26 Simulation can be performed for any type of equipment Example: Kinematics of the mechanical press with a holder
27 For every type of equipment the simulation gives you vital information: Critical load estimation Required number of blows Energy and load requirements Optimal process parameter for safe use of press
28 What is required for the simulation die+billet shapes materials data equipment SIMULATION lubricants process parameters
29 Quadratic approximation provides accurate solution for 2D Linear (left) and quadratic (right) FE approximation of the surface with the same number of nodes Error of the surface approximation As in QForm 2D


30 Accurate representation of the 3D source geometry As in QForm 3D
31 How simulation runs?

32 QForm makes optimal meshes in 2D and 3D without user`s interference Piston forging: Automatic generation of the mesh
33 The models with up to nodes runs on a PC with single, dual or two double core processors in parallel mode
34 Practice of forging simulation
35 Hot closed die forging: the project, the cases, the actions Next >>


36 Hot closed die forging: the project, the cases, the actions Next >>

37 Hot closed die forging: the project, the cases, the actions Next >>
38 Hot closed die forging: quick feedback
39 The project, the cases, the actions Simulation project Case 1 Case 2 Case 3 Action 1 Action 2 Action 3 Action 1 Action 2 Action 3 Action 1 Action 2 Action 3
40 Splitting the project for parallel simulation on several PCs in a network Simulation project PC 1 PC 2 PC 3
41 Simulation of preforming operations


42 Programmed simulation of cogging operation in a single action
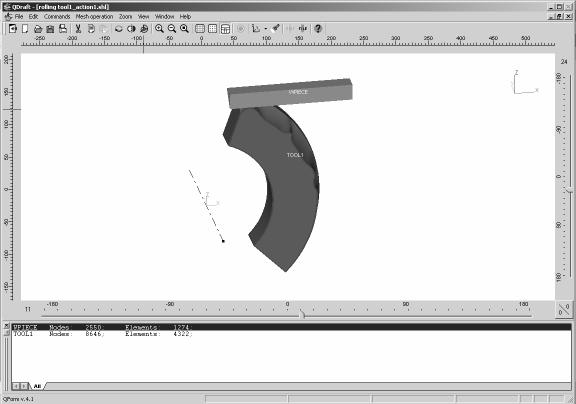
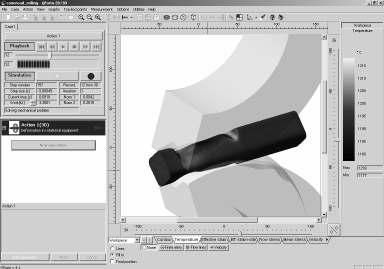
43 Simulation of reducer rolling
44 Simulation of reducer rolling

45 Simulation of electric upsetting Load U Voltage Velocity Scheme of electric upsetting process

46 Specific data required for electric upsetting simulation

47 Electric Upsetting Electric upsetting simulation

48 Closed die Forging Forging of the shaft in a screw press

49 Intermediate operations to be simulated: Piercing the holes and trimming the flash by clipping contour Next >>

50 Intermediate operations to be simulated: Piercing the hole by the punch Control of the dimensions after piercing Next >>

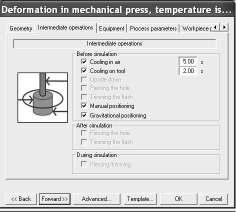
51 Intermediate operations to be simulated: Piercing the holes and trimming the flash Cooling in air Cooling in tool Rotation and gravitational positioning Next >>

52 Intermediate operations to be simulated: Piercing the holes and trimming the flash Cooling in air Cooling in tool Rotation and gravitational positioning Next >>

53 Intermediate operations to be simulated: Piercing the holes and trimming the flash Cooling in air Cooling in tool Rotation and gravitational positioning Next >>
54 What benefits do we get from simulation?
55 Solving technological problems 1. Die filling analysis 2. Saving the material 3. Prediction of material flow defects 4. 3-tools-simulation 5. Simulation of multi-stroke forging 6. Positioning and gravity Next >>

56 Forging simulation (the die filling is shown) Making 5 pieces of equal high quality at a time

57 Forging simulation (the die filling is shown)
58 Saving the material 1. Filling the dies at lower load 2. Saving the material 3. Prediction of material flow defects 4. 3-tools-simulation 5. Simulation of multi-stroke forging 6. Positioning and gravity Next >>


59 Initial preform shape Next >>


60 Initial preform shape Next >>


61 Optimized preform shape Next >>


62 Optimized preform shape Next >>




63 Material saving: billet weight reduced by 12% Initial preform shape Optimized preform shape

64 Distance 35 mm in front of center line in 3rd pass

65 Crankshaft forging simulation (the first blow, temperature shown)

66 The second forging blow (strain distribution)

67 The lap formation in second forging blow
68 Part 2. Solving technological problems using QFORM FORM3D 1. Filling the dies at lower load 2. Saving the material 3. Prediction of material flow defects 4. 3-tools-simulation 5. Simulation of multi-stroke forging 6. Positioning and gravity



69 Prediction of material flow defects Identification of the laps in simulation in QForm2D


70 Identification of the laps in simulation in QForm3D The lap


71 Finding the solution by means of simulation

72 Finding the solution by means of simulation No lap after the die modification

73 Identification of the laps in simulation Detecting the laps in 3D simulation

74 Identification of the laps in simulation Detecting the laps in 3D simulation (crosscut view)

75 Identification of the laps in simulation Precise shape prediction and location of possible defects

76 Identification of the laps in simulation The simulation shows exact location of the defects

77 Prediction of the flow-through defect by means of simulation in QForm2D The flow-through defect is detected by means of special under-surface flow lines


78 Prediction of the flow-through defect by means of simulation in QForm2D






79 Prediction of the flow-through defect by means of simulation in QForm2D Initial die design Flow-through defect Modified die design The forged part without flow-through defect




80 Prediction of the flow-through defect by means of simulation in 3D Photo with defect QForm2D QForm3D


81 Instability in forging
82 Multiple tools sets Next >>

83 Conventional forging with flash

84 Flashless forging 25-35% material saving
85 Solving technological problems using QFORM FORM3D 1. Filling the dies at lower load 2. Saving the material 3. Prediction of material flow defects 4. 3-tools-simulation 5. Positioning and gravity


86 Third blow closed die defect is detected


87 4th blow closed die defect is still in the critical area
88 Increasing the die life

89 Die stress in solid die block Next >>

90 Simulated in Half Section on QForm Gear forging simulation



91 23 Toothed Gear with Finish- Forged Teeth for Combined Harvester PTO Application Die crack Dies Cracking After Around 400 Parts Improvement Needed for Production Quantities

92 Maximum Stress Shown Where Dies Were Cracking Die stress in solid die block

93 Split die instead of solid die block Inserted Die Now Machined To Trial on Next Production Batch Potential Improvement in Die Life: At Least 150% Potential Cost Saving: ~ 2000 (approx 4 dies)

94 Complex die assemblies Pre-stressed dies with inserts and pegs Next >>


95 Effective stress distribution in assembled die Next >>


96 Shrink ring for the dies in 3D



97 The effect of shrink fitting for the dies Effective stress distribution with free lateral surface Effective stress distribution with shrink fitting
98 Die wear prediction

99 Die wear prediction Die wear depends on: Contact traction Relative sliding velocity on a die surface Yield stress of the die material Time of the contact
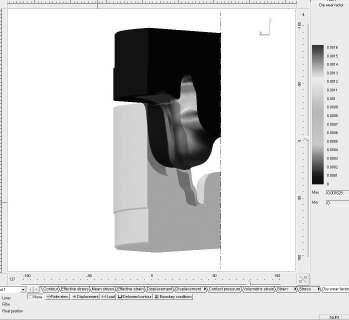
100 Die wear prediction: relative die wear factor distribution


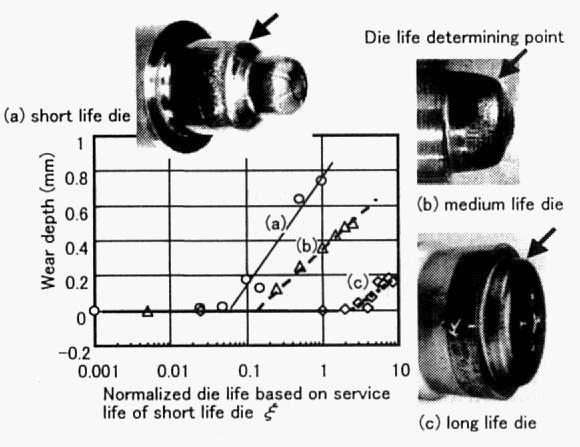
101 1 Comparing the results of the predicted die wear distribution with the experiment a. b. The conditions of the experiment: round bar 13mm, steel AISI 1030, temperature degrees C The experimental results of the die wear evaluation are obtained by Dr. Jan Cermak, Czech Technical University in Prague
102 1 The experimental evaluation of the abrasive wear 0,3 0,25 Depth of the die wear 0,2 0,15 0,1 0, Number of parts The maximum depth of the die wear (mm) versus the number of the forged parts (the upper die)
103 1 Abrasive wear distribution *10-1 mm of the upper die Maximum wear area Simulation results Experimental measurement after: 1 (1), 500 (2), 1000 (3), 1500 (4) and 1900 (5) parts.
104 1 Abrasive wear distribution *10-1 mm of the lower die Maximum wear area Simulation results Experimental measurement after: 1 (1), 500 (2), 1000 (3), 1500 (4) and 1900 (5) parts.




105 3 Initial technology of cold forging of the bolt 1 st action 2 nd action 3 rd action Trimming


106 3 Initial technology of cold forging of the bolt Intensive sliding of forged material under the upper die at the 3rd action of the initial technology


107 3 Relative die wear maximum values maximum die wear w r =20.78 exactly on the edge of the upper die;



108 4 Modified technology of cold forging of the bolt 1 st action 2 nd action Trimming


109 5 Velocity vectors and the effective strain Filling of the die cavity for modified technology (b) with equal sliding of the material along upper and lower dies.


110 6 Modified technology of cold forging of the bolt Maximum relative die wear w r =9.90 on the lower die



111 Elastic deflection of the dies and its compensation the stages of forging Deflection of the die (magnified)
112 Elastic deflection of the dies and its compensation Graphs of upper die surface deflection along the radius of the forged part for initial and profiled die shape Deflection of forged part surface 0,2 0,18 0,16 0,14 Deviation[mm] 0,12 0,1 0,08 0,06 0,04 0,02 Initial die Profiled die Tolerance Points along the radius



113 Elastic deflection of the dies and its compensation Export of deformed and profiled shapes of the tools
 Export of profiled die shape to CAD for")
114 Compensation of the elastic deformation of the dies The blocker die surface deflection (magnification factor 100) Export of profiled die shape to CAD for precise forging
115 QForm is very economically efficient It is the perfect tool for die designer and forging engineer that they use in their everyday practice It saves material, tools, energy The development is fast and effective, no forging trials required for new jobs Then using QForm the forging skill is significantly improving

116 The forger with QForm is skilled and professional The forging company with QForm is successful
Chapter 14 Forging of Metals
 Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
Introduction Chapter 14 Forging of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and Schmid What is
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS
 COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
COMPUTER SIMULATION BASED DESIGN AND OPTIMISATION OF DIE FORGING OPERATIONS Dr.S.Shamasundar ProSIM, 21/B. 9 th main Shankara Nagara, Mahalakshmipuram Bangalore-560096 Email: shama@pro-sim.com Web: www.pro-sim.com
Chapter 14: Metal-Forging Processes and Equipments
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 14: Metal-Forging Processes and Equipments Chapter Outline Introduction Open-die Forging Impression-die and Closed-die Forging Various
Module 3 Selection of Manufacturing Processes. IIT Bombay
 Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Module 3 Selection of Manufacturing Processes Lecture 3 Design for Bulk Deformation Processes Instructional objectives By the end of this lecture, the students are expected to learn the working principle
Design for Forging. Forging processes. Typical characteristics and applications
 Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Design for Forging Forging processes Forging is a controlled plastic deformation process in which the work material is compressed between two dies using either impact or gradual pressure to form the part.
Simulation of finite volume of hot forging process of industrial gear
 2012 International Conference on Networks and Information (ICNI 2012) IPCSIT vol. 57 (2012) (2012) IACSIT Press, Singapore DOI: 10.7763/IPCSIT.2012.V57.21 Simulation of finite volume of hot forging process
2012 International Conference on Networks and Information (ICNI 2012) IPCSIT vol. 57 (2012) (2012) IACSIT Press, Singapore DOI: 10.7763/IPCSIT.2012.V57.21 Simulation of finite volume of hot forging process
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
MANUFACTURING TECHNOLOGY UNIT II Hot & Cold Working - Drawing & Extrusion Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling
Metal Forming Process. Prof.A.Chandrashekhar
 Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal Forming Process Prof.A.Chandrashekhar Introduction Shaping of a component by the application of external forces is known as the metal forming. Metal forming can be described as a process in which
Metal extrusion. Metal stamping
 Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
Metal extrusion Answer the following questions 1. In which of the following extrusion operation is friction a factor in determining the extrusion force (one best answer): (a) direct extrusion or (b) indirect
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3
 SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
SHRI GURU GOBIND SINGHJI INSTITUTE OF ENGG & TECHNOLOGY DEPARTMENT OF PRODUCTION ENGINEERING SUBJECT:MECHANICAL WORKING OF METALS EXPERIMENT NO: 3 AIM: STUDY OF FORGING EQUIPMENT AIM: Study of forging
Introduction. 1. Outline of fan case ring
 A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
A near-net-shape (NNS) ring-rolling process was developed to reduce the forging weight of a rolled, fan case front, ring made of Ti-6Al-4V. This was achieved by optimizing the ring-rolling process in which
Designing a Forging Die for connecting rod
 RESEARCH ARTICLE OPEN ACCESS Designing a Forging Die for connecting rod Suraj Ashok Garud, Prof. M.M.Patil M.E.(CAD/CAM) ASST.PROF AT K.G.I.T # Department of mechanical engg srjgarud@gmail.com Abstract
RESEARCH ARTICLE OPEN ACCESS Designing a Forging Die for connecting rod Suraj Ashok Garud, Prof. M.M.Patil M.E.(CAD/CAM) ASST.PROF AT K.G.I.T # Department of mechanical engg srjgarud@gmail.com Abstract
Casting. Forming. Sheet metal processing. Powder- and Ceramics Processing. Plastics processing. Cutting. Joining.
 Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Traditional Manufacturing Processes Casting Forming Sheet metal processing Powder- and Ceramics Processing Plastics processing Cutting Joining Surface treatment FUNDAMENTALS OF METAL FORMING Overview of
Hull and machinery steel forgings
 (1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
(1978) (Rev.1 1980) (Rev.2 July 2002) (Rev.3 May 2004) Hull and machinery steel forgings.1 Scope.1.1 These requirements are applicable to steel forgings intended for hull and machinery applications such
Mold Design. 12. Mold Materials. Bong-Kee Lee School of Mechanical Engineering Chonnam National University
 12. Mold Materials Bong-Kee Lee Chonnam National University Mold Materials easy toolmaking good performance during production good machining properties ease of hear treatment where hardening is required
12. Mold Materials Bong-Kee Lee Chonnam National University Mold Materials easy toolmaking good performance during production good machining properties ease of hear treatment where hardening is required
Bulk Deformation Forming - Rolling
 1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
1 Bulk Deformation Forming - Rolling Overview - Shaping and Forming Powders Pressing SLS Special Injection Molding Firing/ Sintering 2 Raw Material Molten Material Continuous Casting/Rolling Ingot casting
Lecture 9 - Manufacturing in Engineering
 Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
Introduction Dr. Carolyn Skurla Speaking Slide 2 Process Selection Choice depends on: The material from which the component is to be made. The size, shape, and dimension tolerances for the component. The
Computer Simulation of Forging Using the Slab Method Analysis
 International Journal of Scientific & Engineering Research Volume 2, Issue 6, June-2011 1 Computer Simulation of Forging Using the Slab Method Analysis S. B. Mehta, D. B. Gohil Abstract Forging is a very
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June-2011 1 Computer Simulation of Forging Using the Slab Method Analysis S. B. Mehta, D. B. Gohil Abstract Forging is a very
ME 4563 ME 4563 ME Introduction to Manufacturing Processes. College of Engineering Arkansas State University.
 Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Bulk Deformation 2 1 Rolling 3 What is Rolling? A process of reducing the thickness (or changing the cross-section
Chapter 15 Extrusion and Drawing of Metals
 Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Introduction Chapter 15 Extrusion and Drawing of Metals Alexandra Schönning, Ph.D. Mechanical Engineering University of North Florida Figures by Manufacturing Engineering and Technology Kalpakijan and
Theoretical study on Cold Open Die Forging Process Optimization for Multipass Workability
 Theoretical study on Cold Open Die Forging Process Optimization for Multipass Workability Ajitkumar Gaikwad 1-a, Shreyas Kirwai 1, Provat Koley 2, Dr. G. Balachandran 3 and Dr. Rajkumar Singh 1 1 Kalyani
Theoretical study on Cold Open Die Forging Process Optimization for Multipass Workability Ajitkumar Gaikwad 1-a, Shreyas Kirwai 1, Provat Koley 2, Dr. G. Balachandran 3 and Dr. Rajkumar Singh 1 1 Kalyani
Application of The Finite Volume Method to Upset Forging of Cylinders. Introduction. Nomenclature. Arjaan J. Buijk
 Arjaan J. Buijk Manufacturing Division MSC.Software Corporation arjaan.buijk@mscsoftware.com Presented at: Forging Fair 2000 April 13, 2000 Columbus, Ohio Application of The Finite Volume Method to Upset
Arjaan J. Buijk Manufacturing Division MSC.Software Corporation arjaan.buijk@mscsoftware.com Presented at: Forging Fair 2000 April 13, 2000 Columbus, Ohio Application of The Finite Volume Method to Upset
HOW TO BUY FORGINGS. The Design Conference
 HOW TO BUY FORGINGS Close cooperation between buyers and producers of forgings has always been a vital part of achieving the best possible product at the lowest possible cost. With major advances in forging
HOW TO BUY FORGINGS Close cooperation between buyers and producers of forgings has always been a vital part of achieving the best possible product at the lowest possible cost. With major advances in forging
THE ANALYSIS OF FORGING INCONEL 718 ALLOY. Aneta ŁUKASZEK-SOŁEK, Janusz KRAWCZYK, Piotr BAŁA, Marek WOJTASZEK
 THE ANALYSIS OF FORGING INCONEL 718 ALLOY Aneta ŁUKASZEK-SOŁEK, Janusz KRAWCZYK, Piotr BAŁA, Marek WOJTASZEK AGH University of Science and Technology, 30-059 Krakow, 30 Mickiewicza Av., e-mail address:
THE ANALYSIS OF FORGING INCONEL 718 ALLOY Aneta ŁUKASZEK-SOŁEK, Janusz KRAWCZYK, Piotr BAŁA, Marek WOJTASZEK AGH University of Science and Technology, 30-059 Krakow, 30 Mickiewicza Av., e-mail address:
Estimation of Forging Die Wear and Cost THESIS. Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in
 Estimation of Forging Die Wear and Cost THESIS Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Adam R. Groseclose,
Estimation of Forging Die Wear and Cost THESIS Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Adam R. Groseclose,
PTFE BELLOWS POLY FLUORO LTD. POLY FLUORO LTD.260A. Bommasandra Industrial Area, Hosur Road, Bangalore TECHNICAL SPECIFICATION
 PTFE BELLOWS TECHNICAL SPECIFICATION 1. MATERIALS 1.1 PTFE Only virgin (not reprocessed) PTFE conforming to ASTM D 1457, type III, IV or V shall be used for the production of bellows; the PTFE raw material
PTFE BELLOWS TECHNICAL SPECIFICATION 1. MATERIALS 1.1 PTFE Only virgin (not reprocessed) PTFE conforming to ASTM D 1457, type III, IV or V shall be used for the production of bellows; the PTFE raw material
Plastic deformation analysis of wear on insert component and die service life in hot forging process
 Indian Journal of Engineering & Materials Sciences Vol. 22, December 2015, pp. 686-692 Plastic deformation analysis of wear on insert component and die service life in hot forging process R Rajiev a *
Indian Journal of Engineering & Materials Sciences Vol. 22, December 2015, pp. 686-692 Plastic deformation analysis of wear on insert component and die service life in hot forging process R Rajiev a *
Forging. Types of Forging Dies. Open-Die Forging. Outline. Forging. Types of forging Forging analysis Examples
 Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Forging Outline Forging Types of forging Forging analysis Examples Oldest of te metal forming operations, dating from about 5000 B C Components: engine cranksafts, connecting rods, gears, aircraft structural
Simulation of High Pressure Die Casting (HPDC) via STAR-Cast
 via STAR-Cast") Simulation of High Pressure Die Casting (HPDC) via STAR-Cast STAR Global Conf. 2012, 19-21 March, Noordwijk Romuald Laqua, Access e.v., Aachen High Pressure Die Casting: Machines and Products Common Materials:
Simulation of High Pressure Die Casting (HPDC) via STAR-Cast STAR Global Conf. 2012, 19-21 March, Noordwijk Romuald Laqua, Access e.v., Aachen High Pressure Die Casting: Machines and Products Common Materials:
Forging Magazine June 2003 PROSIM-BFL 1
 Crank Shaft forging design optimisation using computer simulation Dr.S.Shamasundar, B.Sonhar ProSIM, 326, III Stage IV Block, Basaveshwara Nagar, Bangalore 560 079 India www.pro-sim.com, Email: shama@pro-sim.com
Crank Shaft forging design optimisation using computer simulation Dr.S.Shamasundar, B.Sonhar ProSIM, 326, III Stage IV Block, Basaveshwara Nagar, Bangalore 560 079 India www.pro-sim.com, Email: shama@pro-sim.com
AISI A2 Cold work tool steel
 T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
T OOL STEEL FACTS AISI A2 Cold work tool steel Great Tooling Starts Here! General AISI A2 is an air- or oil hardening chromiummolybdenum-vanadium alloyed tool steel characterized by: Good machinability
LINEAR HAMMER IN FORGING
 LINEAR HAMMER IN FORGING THE MOST PRECISE ENERGY APPLICATION. LINEAR HAMMER IN FORGING. Linear hammer used for forging. LINEAR HAMMER IN FORGING Schuler forging. System solutions from Schuler offer customers
LINEAR HAMMER IN FORGING THE MOST PRECISE ENERGY APPLICATION. LINEAR HAMMER IN FORGING. Linear hammer used for forging. LINEAR HAMMER IN FORGING Schuler forging. System solutions from Schuler offer customers
AEROSPACE MATERIAL SPECIFICATION
 AEROSPACE MATERIAL SPECIFICATION Licensed to Juan Rodriguez AMS 5754M Issued MAY 1954 Revised AUG 2007 Superseding AMS 5754L Nickel Alloy, Corrosion and Heat-Resistant, Bars, Forgings, and Rings 47.5Ni
AEROSPACE MATERIAL SPECIFICATION Licensed to Juan Rodriguez AMS 5754M Issued MAY 1954 Revised AUG 2007 Superseding AMS 5754L Nickel Alloy, Corrosion and Heat-Resistant, Bars, Forgings, and Rings 47.5Ni
A STUDY OF FINE BLANKING PROCESS BY FEM SIMULATION. G. Fang, P. Zeng
 Key Engineering Materials Vols. 261-263 (2004) pp 603-608 Online available since 2004/Apr/15 at www.scientific.net (2004) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/kem.261-263.603
Key Engineering Materials Vols. 261-263 (2004) pp 603-608 Online available since 2004/Apr/15 at www.scientific.net (2004) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/kem.261-263.603
The entire world of forging
 The entire world of forging Forming the Future Put it into motion. Forging with Schuler. For over 150 years, the name Schuler has been synonymous with innovative technologies, quality and customer-oriented
The entire world of forging Forming the Future Put it into motion. Forging with Schuler. For over 150 years, the name Schuler has been synonymous with innovative technologies, quality and customer-oriented
Powder-Metal Processing and Equipment
 Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight
 2303-2307 CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight Salim Ahmed, Tasmeem Ahmad Khan Abstract This study was conducted on a single cylinder four stroke cycle engine.
2303-2307 CAE Analysis of Crankshaft for Testing Dynamic Loads for Reducing Cost & Weight Salim Ahmed, Tasmeem Ahmad Khan Abstract This study was conducted on a single cylinder four stroke cycle engine.
Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks
 IDE 2008, Bremen, Germany, September 17 th 19 th, 2008 77 Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks Rüdiger Rentsch Foundation Institute of Materials Science (IWT), Badgasteinerstr.
IDE 2008, Bremen, Germany, September 17 th 19 th, 2008 77 Material flow analysis for hot-forming of 20MnCr5 gear wheel blanks Rüdiger Rentsch Foundation Institute of Materials Science (IWT), Badgasteinerstr.
Powder Metallurgy. Powder-Metal Processing and Equipment 11/10/2009
 Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY
 ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
FRAUNHOFER INSTITUTE FOR MACHINE TOOLS AND FORMING TECHNOLOGY IWU SIMULATION IN FORMING TECHNOLOGY
 FRAUNHOFER INSTITUTE FOR MACHINE TOOLS AND FORMING TECHNOLOGY IWU SIMULATION IN FORMING TECHNOLOGY 1 SIMULATION IN SHEET METAL FORMING Simulation is an essential part of the development chain, especially
FRAUNHOFER INSTITUTE FOR MACHINE TOOLS AND FORMING TECHNOLOGY IWU SIMULATION IN FORMING TECHNOLOGY 1 SIMULATION IN SHEET METAL FORMING Simulation is an essential part of the development chain, especially
ERC/NSM Activities. Research for Industry and Government
 / Activities Research for Industry and Government Stamping Hydroforming Machining Forging / Activities in Tube Hydroforming 1. Materials Determination of material flow stress data for tubular materials
/ Activities Research for Industry and Government Stamping Hydroforming Machining Forging / Activities in Tube Hydroforming 1. Materials Determination of material flow stress data for tubular materials
Primary shaping - Powder Metallurgy
 Chair of Manufacturing Technology Primary shaping - Powder Metallurgy Manufacturing Technology II Exercise 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof.
Chair of Manufacturing Technology Primary shaping - Powder Metallurgy Manufacturing Technology II Exercise 2 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof.
Extrusion of complex shapes
 Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
Extrusion of complex shapes 1 Hot extrusion Hot extrusion is the process of forcing a heated billet to flow through a shaped die opening It is used to produce long, strait metal products of constant cross
CUTTING TOOL TECHNOLOGY
 CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
CUTTING TOOL TECHNOLOGY Tool Life Tool Materials Tool Geometry Cutting Fluids Cutting Tool Technology Two principal aspects: 1. Tool material 2. Tool geometry Three Modes of Tool Failure Fracture failure
special hot work tool steel CR7V-L
 special hot work tool steel CR7V-L T h e p r e m i u m s t e e l w i t h m a x i m u m h i g h t e m p e r at u r e w e a r r e s i s ta n c e 2 From the casting of steel to finished die... LONG-STANDING
special hot work tool steel CR7V-L T h e p r e m i u m s t e e l w i t h m a x i m u m h i g h t e m p e r at u r e w e a r r e s i s ta n c e 2 From the casting of steel to finished die... LONG-STANDING
A Study on the Powder Forging of Aluminum Alloy Pistons
 International Journal of the Korean Society of Precision Engineering Vol. 2, No. 4, November 2001. A Study on the Powder Forging of Aluminum Alloy Pistons Jong-Ok Park 1,Chul-WooPark 1 and Young-Ho Kim
International Journal of the Korean Society of Precision Engineering Vol. 2, No. 4, November 2001. A Study on the Powder Forging of Aluminum Alloy Pistons Jong-Ok Park 1,Chul-WooPark 1 and Young-Ho Kim
Design and Analysis of a Connecting Rod
 Design and Analysis of a Connecting Rod Sebastian Antony, Arjun A., Shinos T. K B.Tech. Mechanical Dept. Muthoot Institute of Technology and Science Ernakulam, India Abstract The main function of a connecting
Design and Analysis of a Connecting Rod Sebastian Antony, Arjun A., Shinos T. K B.Tech. Mechanical Dept. Muthoot Institute of Technology and Science Ernakulam, India Abstract The main function of a connecting
Technologies for Process Design of Titanium Alloy Forging for Aircraft Parts
 Technologies for Process Design of Titanium Alloy Forging for Aircraft Parts Takashi CHODA *1, Dr. Hideto OYAMA *2, Shogo MURAKAMI *3 *1 Titanium Research & Development Section, Titanium Div., Iron & Steel
Technologies for Process Design of Titanium Alloy Forging for Aircraft Parts Takashi CHODA *1, Dr. Hideto OYAMA *2, Shogo MURAKAMI *3 *1 Titanium Research & Development Section, Titanium Div., Iron & Steel
Sunne, Sweden - 9 February 2007
 UDDEHOLM GRADES IMPROVE PERFORMANCES IN THE PRODUCTION OF MANNESMANN DMV STAINLESS STEEL TUBES FOR AUTOMOTIVES - COLD WORK EXPERIENCES - Sunne, Sweden - 9 February 2007 DMV Mission Mannesmann DMV Stainless
UDDEHOLM GRADES IMPROVE PERFORMANCES IN THE PRODUCTION OF MANNESMANN DMV STAINLESS STEEL TUBES FOR AUTOMOTIVES - COLD WORK EXPERIENCES - Sunne, Sweden - 9 February 2007 DMV Mission Mannesmann DMV Stainless
Die steels and components for extrusion
 Die steels and components for extrusion Contents Uddeholm your partner... 4 Uddeholm hot work tool steel for extrusion... 4 Tooling components in an extrusion press... 5 Tool steel properties for extrusion
Die steels and components for extrusion Contents Uddeholm your partner... 4 Uddeholm hot work tool steel for extrusion... 4 Tooling components in an extrusion press... 5 Tool steel properties for extrusion
Prevention of crack in stretch flanging process using hot stamping technique
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Prevention of crack in stretch flanging process using hot stamping technique To cite this article: Y Mohd Syafiq et al 2017 IOP
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Prevention of crack in stretch flanging process using hot stamping technique To cite this article: Y Mohd Syafiq et al 2017 IOP
Effects of TiCN Composite Die with Low Thermal Conductivity on Hot Forging Performances
 Journal of Mechanics Engineering and Automation 6 (216) 59-65 doi: 1.17265/2159-5275/216.2.1 D DAVID PUBLISHING Effects of TiCN Composite Die with Low Thermal Conductivity on Hot Forging Performances Ryo
Journal of Mechanics Engineering and Automation 6 (216) 59-65 doi: 1.17265/2159-5275/216.2.1 D DAVID PUBLISHING Effects of TiCN Composite Die with Low Thermal Conductivity on Hot Forging Performances Ryo
Alro Steel. Tool & Die Steel. Handbook. A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels.
 Alro Steel Metals Industrial Supplies Plastics Tool & Die Steel Handbook A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels. MISSION STATEMENT To ensure the long-term success
Alro Steel Metals Industrial Supplies Plastics Tool & Die Steel Handbook A Helpful Guide to the Properties, Selection, & Heat Treatment of Tool Steels. MISSION STATEMENT To ensure the long-term success
Design of Progressive Die Using Fe Analysis
 Design of Progressive Die Using Fe Analysis B.JAYA LAXMI Department of Mechanical Engineering J.B. Institute of Engineering and Technology Y.VIJAYA KUMAR Professor Department of Mechanical Engineering
Design of Progressive Die Using Fe Analysis B.JAYA LAXMI Department of Mechanical Engineering J.B. Institute of Engineering and Technology Y.VIJAYA KUMAR Professor Department of Mechanical Engineering
Joining. 10. Tool Design for Joining. Joining. Joining. Physical Joining. Physical Joining
 Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
Joining 10. Tool Design for Joining Nageswara Rao Posinasetti The joining processes are generally divided into two classes: mechanical and physical. Mechanical joining does not ordinarily involve changes
a h a l l m a r k o f q u a l i t y
 Premium hot-work tool steels a h a l l m a r k o f q u a l i t y s u r v e y o f h o t - w o r k s t e e l s Martensitic steels AISI Reference analysis Assupplied C Si Mn Cr Mo Ni V Co W Nb condition HB
Premium hot-work tool steels a h a l l m a r k o f q u a l i t y s u r v e y o f h o t - w o r k s t e e l s Martensitic steels AISI Reference analysis Assupplied C Si Mn Cr Mo Ni V Co W Nb condition HB
The Simulation Software for Innovative Welding and Joining. Ensure before welding
 The Simulation Software for Innovative Welding and Joining Ensure before welding Strategic partner for success With more than 25 years of continuous research and development and nearly 20 years of devoted
The Simulation Software for Innovative Welding and Joining Ensure before welding Strategic partner for success With more than 25 years of continuous research and development and nearly 20 years of devoted
FINITE ELEMENT ANALYSIS OF A SHAFT SUBJECTED TO A LOAD
 FINITE ELEMENT ANALYSIS OF A SHAFT SUBJECTED TO A LOAD K. Sathishkumar and N. Ugesh Department of Mechanical Engineeering, United Institute of Technology, Coimbatore, India E-Mail: sathishkuppuraj@gmail.com
FINITE ELEMENT ANALYSIS OF A SHAFT SUBJECTED TO A LOAD K. Sathishkumar and N. Ugesh Department of Mechanical Engineeering, United Institute of Technology, Coimbatore, India E-Mail: sathishkuppuraj@gmail.com
HSS rolled. HSS ground. HSS Co 5 ground. HSS-TiN ground. Twist drills DIN 338 type N. Point cuts:
 Twist drills DIN 338 type N High performance twist drill suitable for all normal drilling in conventional materials. Point cut: helical point Helix angle: 20-30 tolerance: h8 Right-hand cutting 1,0 up
Twist drills DIN 338 type N High performance twist drill suitable for all normal drilling in conventional materials. Point cut: helical point Helix angle: 20-30 tolerance: h8 Right-hand cutting 1,0 up
MILD STEEL SHEET METAL FORMING USING ABAQUS SOFTWARE: INFLUENCE OF DRAWBEADS IN MINIMIZE SPRINGBACK
 MILD STEEL SHEET METAL FORMING USING ABAQUS SOFTWARE: INFLUENCE OF DRAWBEADS IN MINIMIZE SPRINGBACK Nor Assikin Khamis 1, Suziyani Md Zin 1 and Abdul Rahim Bahari 2 1 Department of Mechanical Engineering,
MILD STEEL SHEET METAL FORMING USING ABAQUS SOFTWARE: INFLUENCE OF DRAWBEADS IN MINIMIZE SPRINGBACK Nor Assikin Khamis 1, Suziyani Md Zin 1 and Abdul Rahim Bahari 2 1 Department of Mechanical Engineering,
Numerical investigation of manufacturing hollow preforms by combining the processes backward cup extrusion and piercing
 MATEC Web of Conferences 80, Numerical investigation of manufacturing hollow preforms by combining the processes backward cup extrusion and piercing Robinson Henry 1,a and Mathias Liewald 1 1 Institute
MATEC Web of Conferences 80, Numerical investigation of manufacturing hollow preforms by combining the processes backward cup extrusion and piercing Robinson Henry 1,a and Mathias Liewald 1 1 Institute
2. LITERATURE REVIEW
 2. LITERATURE REVIEW For defining the goal of research, in this section a brief overview of Sheet metal forming, Bulk metal forming, Incremental forming process, FEM analysis, System Design approach, numerical
2. LITERATURE REVIEW For defining the goal of research, in this section a brief overview of Sheet metal forming, Bulk metal forming, Incremental forming process, FEM analysis, System Design approach, numerical
INTRODUCTION. Think HSS
 INTRODUCTION Think HSS SUMMARY METALLURGY 2 Excellent strength 3 A super sharp edge 4 Safe and reliable tools Alloy elements 6 The influence of alloy elements 7 Standard compositions of HSS 8 The HSS-PM
INTRODUCTION Think HSS SUMMARY METALLURGY 2 Excellent strength 3 A super sharp edge 4 Safe and reliable tools Alloy elements 6 The influence of alloy elements 7 Standard compositions of HSS 8 The HSS-PM
2. TEST RECORDS: All records of tests and analysis shall be kept in suitable forms approved by the Bureau.
 SCHEME OF TESTING AND INSPECTION FOR CERTIFICATION OF CARBON STEEL BILLETS, BLOOMS, SLABS AND BARS FOR FORGINGS ACCORDING TO IS:1875-1992 (Fifth Revision) 1. LABORATORY: A laboratory shall be maintained
SCHEME OF TESTING AND INSPECTION FOR CERTIFICATION OF CARBON STEEL BILLETS, BLOOMS, SLABS AND BARS FOR FORGINGS ACCORDING TO IS:1875-1992 (Fifth Revision) 1. LABORATORY: A laboratory shall be maintained
Study of Electrochemical Polishing Applications in some alloys to obtain high surface finish
 Study of Electrochemical Polishing Applications in some alloys to obtain high surface finish Niveen J. Abdalkadir Lecturer University of Technology/ Materials Engineering Hussain M. yousif Chief of engineer
Study of Electrochemical Polishing Applications in some alloys to obtain high surface finish Niveen J. Abdalkadir Lecturer University of Technology/ Materials Engineering Hussain M. yousif Chief of engineer
Four Ways Ketoprix Polyketone can Improve Gear Performance
 Superior Creep Rupture Performance Quieter Operation Four Ways Ketoprix Polyketone can Improve Gear Performance Engineers have been using thermoplastic resins to produce gears used in assemblies for the
Superior Creep Rupture Performance Quieter Operation Four Ways Ketoprix Polyketone can Improve Gear Performance Engineers have been using thermoplastic resins to produce gears used in assemblies for the
COMPOSITE LANDING GEAR COMPONENTS FOR AEROSPACE APPLICATIONS
 24 TH INTERNATIONAL CONGRESS OF THE AERONAUTICAL SCIENCES COMPOSITE LANDING GEAR COMPONENTS FOR AEROSPACE APPLICATIONS H.G.S.J. Thuis National Aerospace Laboratory NLR Keywords: Composites, Resin Transfer
24 TH INTERNATIONAL CONGRESS OF THE AERONAUTICAL SCIENCES COMPOSITE LANDING GEAR COMPONENTS FOR AEROSPACE APPLICATIONS H.G.S.J. Thuis National Aerospace Laboratory NLR Keywords: Composites, Resin Transfer
Tools, Dies and Moulds
 Tools, Dies and Moulds Tools, Dies and Moulds require innovative solutions to meet ever increasing customer demands. Complex product geometries and advanced materials present engineering, economic and
Tools, Dies and Moulds Tools, Dies and Moulds require innovative solutions to meet ever increasing customer demands. Complex product geometries and advanced materials present engineering, economic and
High Performance Closed Die Forging Components
 High Performance Closed Die Forging Components voestalpine Customer Day, Aberdeen May 23rd, 2017 Manfred Foettinger Imagevideo Watch the video at YouTube page 2 Company key figures (FY 2015/2016) RAW STEEL
High Performance Closed Die Forging Components voestalpine Customer Day, Aberdeen May 23rd, 2017 Manfred Foettinger Imagevideo Watch the video at YouTube page 2 Company key figures (FY 2015/2016) RAW STEEL
RESISTANCE WELDING MANUAL
 FTZSTSTA RWMA RESISTANCE WELDING MANUAL Revised Fourth Edition RWMA CONTENTS PREFACE ACKNOWLEDGEMENTS Section 1 PROCESSES Fundamentals Of Resistance Welding ;M INTRODUCTION 1-1 RESISTANCE WELDING PROCESSES
FTZSTSTA RWMA RESISTANCE WELDING MANUAL Revised Fourth Edition RWMA CONTENTS PREFACE ACKNOWLEDGEMENTS Section 1 PROCESSES Fundamentals Of Resistance Welding ;M INTRODUCTION 1-1 RESISTANCE WELDING PROCESSES
AISI D2 Cold work tool steel
 T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
where n is known as strain hardening exponent.
 5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
5.1 Flow stress: Flow stress is the stress required to sustain a certain plastic strain on the material. Flow stress can be determined form simple uniaxial tensile test, homogeneous compression test, plane
Tool Wear when Finish Turning Inconel 718 under Dry Conditions
 International Journal of Science Engineering and Technology Vol. 2, No. 3, 2009 ISSN: 1985-3785 Available online at: www.ijset.org 2009 ILRAM Publisher Tool Wear when Finish Turning Inconel 718 under Dry
International Journal of Science Engineering and Technology Vol. 2, No. 3, 2009 ISSN: 1985-3785 Available online at: www.ijset.org 2009 ILRAM Publisher Tool Wear when Finish Turning Inconel 718 under Dry
1. Consider the following stress-strain responses of metallic materials:
 TECNOLOGIA MECÂNICA Mestrado em Engenharia de Materiais January 3, 2015 Number: Name: 1. Consider the following stress-strain responses of metallic materials: Y Load Unload Y E Load E Unload Y (1) (2)
TECNOLOGIA MECÂNICA Mestrado em Engenharia de Materiais January 3, 2015 Number: Name: 1. Consider the following stress-strain responses of metallic materials: Y Load Unload Y E Load E Unload Y (1) (2)
Heinz Tschaetsch Metal Forming Practise
 Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
Heinz Tschaetsch Metal Forming Practise Heinz Tschaetsch Metal Forming Practise Processes Machines Tools Translated by Anne Koth 123 Author: Professor Dr.-Ing. e. h. Heinz Tschaetsch Paul-Gerhardt-Str.
STUDY OF PISTON SLEEVE MANUFACTURED BY SAND CASTING PROCESS TO REDUCE REJECTION RATE USING SIMULATION SOFTWARE
 International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN 2249-6890 Vol. 3, Issue 2, Jun 2013, 161-168 TJPRC Pvt. Ltd. STUDY OF PISTON SLEEVE MANUFACTURED BY
International Journal of Mechanical and Production Engineering Research and Development (IJMPERD) ISSN 2249-6890 Vol. 3, Issue 2, Jun 2013, 161-168 TJPRC Pvt. Ltd. STUDY OF PISTON SLEEVE MANUFACTURED BY
Uddeholm Formvar. FORMVAR is a trade mark registered in the European Union
 Uddeholm Formvar FORMVAR is a trade mark registered in the European Union UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright
Uddeholm Formvar FORMVAR is a trade mark registered in the European Union UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright
Hardfacing Electrodes. Special tubular construction requiring low operating currents. Hardness : 650/700 HB.
 Hardfacing Electrodes Special tubular construction requiring low operating currents. Hardness : 650/700 HB. These electrodes have been engineered to provide extended service life at ambiant and elevated
Hardfacing Electrodes Special tubular construction requiring low operating currents. Hardness : 650/700 HB. These electrodes have been engineered to provide extended service life at ambiant and elevated
Types Of Extrusion. FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact.
 direct; (b) indirect; (c) hydrostatic; (d) impact.") Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
Types Of Extrusion FIGURE 6.49 Types of extrusion. (a) direct; (b) indirect; (c) hydrostatic; (d) impact. Extrusion of Seamless Tube FIGURE 6.60 Extrusion of a seamless tube. The hole in the billet may
CARBON STEEL BARS HOT ROLLED
 CARBON STEEL BARS HOT ROLLED Grade Description...3-2 Rounds...3-3 thru 3-4 Strip...3-5 Flats (A-36)...3-6 thru 3-8 (M1044)...3-9 Squares...3-9 Reinforcing Bars...3-10 Reinforcing Mesh...3-10 TOLERANCES...3-11
CARBON STEEL BARS HOT ROLLED Grade Description...3-2 Rounds...3-3 thru 3-4 Strip...3-5 Flats (A-36)...3-6 thru 3-8 (M1044)...3-9 Squares...3-9 Reinforcing Bars...3-10 Reinforcing Mesh...3-10 TOLERANCES...3-11
Schmidthammer. 06 High current carbon brushes. Elektrokohle GmbH. Transmission systems with linear adjustable telescope holders p.
 Schmidthammer Elektrokohle GmbH 06 High current carbon brushes 2012 Transmission systems with linear adjustable telescope holders p. 05 Transmission systems with Kombi holders p. 09 Further transmission
Schmidthammer Elektrokohle GmbH 06 High current carbon brushes 2012 Transmission systems with linear adjustable telescope holders p. 05 Transmission systems with Kombi holders p. 09 Further transmission
An Investigation of Adhesion Wear Behavior of Tool Steel on Blanking Die
 2011 International Conference on Advanced Materials Engineering IPCSIT vol.15 (2011) (2011) IACSIT Press, Singapore An Investigation of Adhesion Wear Behavior of Tool Steel on Blanking Die Komgrit Lawanwong
2011 International Conference on Advanced Materials Engineering IPCSIT vol.15 (2011) (2011) IACSIT Press, Singapore An Investigation of Adhesion Wear Behavior of Tool Steel on Blanking Die Komgrit Lawanwong
VDM Alloy 80 A Nicrofer 7520 Ti
 VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
VDM Alloy 80 A Nicrofer 7520 Ti Material Data Sheet No. 4048 February 2017 February 2017 VDM Alloy 80 A 2 VDM Alloy 80 A Nicrofer 7520 Ti VDM Alloy 80 A is a nickel-chromium alloy that can be age-hardened.
EXPERIMENTAL EVALUATION OF RBD PALM OLEIN AS LUBRICANT IN COLD METAL FORMING
 Jurnal Mekanikal December 2010, No. 31, 1-10 EXPERIMENTAL EVALUATION OF RBD PALM OLEIN AS LUBRICANT IN COLD METAL FORMING S. Syahrullail *1, S. Kamitani 2 and K. Nakanishi 2 1 Faculty of Mechanical Engineering,
Jurnal Mekanikal December 2010, No. 31, 1-10 EXPERIMENTAL EVALUATION OF RBD PALM OLEIN AS LUBRICANT IN COLD METAL FORMING S. Syahrullail *1, S. Kamitani 2 and K. Nakanishi 2 1 Faculty of Mechanical Engineering,
Batch Preformers Continuous Preformers Strip Cutters Rebuilds Machine Upgrades Cooling Conveyors
 barwell Rubber Processing Machinery Batch Preformers Continuous Preformers Strip Cutters Rebuilds Machine Upgrades Cooling Conveyors Compression Presses Deflashing Machines Tyre Retreading Industrial Drying
barwell Rubber Processing Machinery Batch Preformers Continuous Preformers Strip Cutters Rebuilds Machine Upgrades Cooling Conveyors Compression Presses Deflashing Machines Tyre Retreading Industrial Drying
Chapter 4 Surfaces, Tribology, Dimensional Characteristics, Inspection and Product Quality Assurance
 Chapter 4 Surfaces, Tribology, Dimensional Characteristics, Inspection and Product Quality Assurance Cross-Section of Metal Surface FIGURE 4.1 Schematic illustration of the cross-section of the surface
Chapter 4 Surfaces, Tribology, Dimensional Characteristics, Inspection and Product Quality Assurance Cross-Section of Metal Surface FIGURE 4.1 Schematic illustration of the cross-section of the surface
Rolled billets FOR THE AUTOMOTIVE INDUSTRY, MINING, THE OIL AND GAS INDUSTRY AND GENERAL MECHANICAL ENGINEERING
 Rolled billets FOR THE AUTOMOTIVE INDUSTRY, MINING, THE OIL AND GAS INDUSTRY AND GENERAL MECHANICAL ENGINEERING Buderus Edelstahl Buderus Edelstahl CONTENTS Buderus Edelstahl 2 Products 4 Production 5
Rolled billets FOR THE AUTOMOTIVE INDUSTRY, MINING, THE OIL AND GAS INDUSTRY AND GENERAL MECHANICAL ENGINEERING Buderus Edelstahl Buderus Edelstahl CONTENTS Buderus Edelstahl 2 Products 4 Production 5
Manufacturing Technology II. Exercise 2. Powder Metallurgy
 Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 2 Powder Metallurgy Werkzeugmaschinenlabor Lehrstuhl für Technologie
Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 2 Powder Metallurgy Werkzeugmaschinenlabor Lehrstuhl für Technologie
Evaluation of Sheet Metal Covers to Improve Tool Life in Forging
 Evaluation of Sheet Metal Covers to Improve Tool Life in Forging Prof. Dr.-Ing. L. Schaeffer*, J. Zottis, Dr. Ing. A. Brito, Laboratório de Transformação Mecânica UFRGS Prof. Dr.-Ing. G. Hirt, M. Wolfgarten*,
Evaluation of Sheet Metal Covers to Improve Tool Life in Forging Prof. Dr.-Ing. L. Schaeffer*, J. Zottis, Dr. Ing. A. Brito, Laboratório de Transformação Mecânica UFRGS Prof. Dr.-Ing. G. Hirt, M. Wolfgarten*,
Effect of Sheet Thickness and Type of Alloys on the Springback Phenomenon for Cylindrical Die
 AMERICAN JOURNAL OF SCIENTIFIC AND INDUSTRIAL RESEARCH 01, Science Huβ, http://www.scihub.org/ajsir ISSN: 153-69X, doi:10.551/ajsir.01.3.6.80.86 Effect of Sheet Thickness and Type of Alloys on the Springback
AMERICAN JOURNAL OF SCIENTIFIC AND INDUSTRIAL RESEARCH 01, Science Huβ, http://www.scihub.org/ajsir ISSN: 153-69X, doi:10.551/ajsir.01.3.6.80.86 Effect of Sheet Thickness and Type of Alloys on the Springback
Chapter 18: Powder Metallurgy
 Chapter 18: Powder Metallurgy ผ ช วยศาสตราจารย เร อโท ดร. สมญา ภ นะยา Reference: DeGarmo s Materials and Processes in Manufacturing 18.1 Introduction Powder metallurgy is the name given to the process
Chapter 18: Powder Metallurgy ผ ช วยศาสตราจารย เร อโท ดร. สมญา ภ นะยา Reference: DeGarmo s Materials and Processes in Manufacturing 18.1 Introduction Powder metallurgy is the name given to the process
ISOTHERMAL FORGING OF P/M FeAl ALLOYS. T. ŚLEBOD, S. BEDNAREK, A. Łukaszek-SOLEK
 ISOTHERMAL FORGING OF P/M FeAl ALLOYS T. ŚLEBOD, S. BEDNAREK, A. Łukaszek-SOLEK AGH University of Science and Technology, Faculty of Metals Engineering and Industrial Computer Science, Al. Mickiewicza
ISOTHERMAL FORGING OF P/M FeAl ALLOYS T. ŚLEBOD, S. BEDNAREK, A. Łukaszek-SOLEK AGH University of Science and Technology, Faculty of Metals Engineering and Industrial Computer Science, Al. Mickiewicza
AEROSPACE MATERIAL SPECIFICATION
 AEROSPACE MATERIAL SPECIFICATION AMS 5643Q Issued OCT 1951 Revised JAN 2003 Superseding AMS 5643P Steel, Corrosion-Resistant, Bars, Wire, Forgings, Tubing, and Rings 16Cr - 4.0Ni - 0.30Cb - 4.0Cu Solution
AEROSPACE MATERIAL SPECIFICATION AMS 5643Q Issued OCT 1951 Revised JAN 2003 Superseding AMS 5643P Steel, Corrosion-Resistant, Bars, Wire, Forgings, Tubing, and Rings 16Cr - 4.0Ni - 0.30Cb - 4.0Cu Solution
Transmission Electron Microscopy (TEM) Prof.Dr.Figen KAYA
 Prof.Dr.Figen KAYA") Transmission Electron Microscopy (TEM) Prof.Dr.Figen KAYA Transmission Electron Microscope A transmission electron microscope, similar to a transmission light microscope, has the following components along
Transmission Electron Microscopy (TEM) Prof.Dr.Figen KAYA Transmission Electron Microscope A transmission electron microscope, similar to a transmission light microscope, has the following components along
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties
 Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Stainless Steel & Stainless Steel Fasteners Chemical, Physical and Mechanical Properties Stainless steel describes a family of steels highly resistant to tarnishing and rusting that contain at least two
Special Steel Wire Rods for Cold Forging with High Property
 UDC 699. 14-426. 2 : 621. 735 Special Steel Wire Rods for Cold Forging with High Property Kiichiro TSUCHIDA* 1 Yasuhiro SHINBO* 1 Abstract The final uses of special steel bars and wire rods are mainly
UDC 699. 14-426. 2 : 621. 735 Special Steel Wire Rods for Cold Forging with High Property Kiichiro TSUCHIDA* 1 Yasuhiro SHINBO* 1 Abstract The final uses of special steel bars and wire rods are mainly
Tool Service. Welding consumables for toolmaking
 Tool Service for toolmaking Since its foundation in 1966, the Welding Alloys Group has become the global specialist in the development of low and high alloyed cored wires. Individual developments and new
Tool Service for toolmaking Since its foundation in 1966, the Welding Alloys Group has become the global specialist in the development of low and high alloyed cored wires. Individual developments and new
BLOW MOULDING. Blow moulding is a process used to produce hollow objects from thermoplastic.
 1 BLOW MOULDING Blow moulding is a process used to produce hollow objects from thermoplastic. The basic blow moulding process has two fundamental phases. First, a parison (or a preform) of hot plastic
1 BLOW MOULDING Blow moulding is a process used to produce hollow objects from thermoplastic. The basic blow moulding process has two fundamental phases. First, a parison (or a preform) of hot plastic