Structure, Defects and Properties of Finished Castings 1. Oxide film, bubble damage and shrinkage problem
|
|
|
- Zoe Daniels
- 6 years ago
- Views:
Transcription
1 MME 6203, Lecture 02 Structure, Defects and Properties of Finished Castings 1. Oxide film, bubble damage and shrinkage problem Today s Topics... Summary of casting defects Oxide film and bubble trail defects Shrinkage porosity 1
2 1. Summary of Casting Defects Oxide films and bubble trails Segregation, inclusion and gas porosity Shrinkage cavity Hot tear and cold crack Residual stress 2. Oxide Film and Bubble Trail Some liquid metals may be really like liquid metals. e.g., pure liquid gold, C-Mn steels at a late stage of melting These, however, are rare. many liquid metals are actually so full of sundry solid phase floating about, that they actually closely resemble slurries than liquids. e.g., inclusions from charge, refractory lining; reaction products, etc. Many of the strength related properties of liquid metal can only be explained by assuming that the melt is full of defects. classical physical metallurgy or solidification science (which consider metals as merely pure metals) unable to explain important properties of cast materials such as the effects of DAS, and existence of pores and their area density 2
![2.1 Reactions of the melt with its environment [a] Pick up of moisture from damp refractories M + H 2 O = MO + H 2 H 2 = 2[H] [b] Reaction involving hydrocarbon fuels CH 4 + 2O 2 = CO 2 + 2H 2 O M +](/docs-images/78/77824546/images/3-1.jpg "H 2 O = MO + H 2 H 2 = 2[H] Reactions products 1. dissolve rapidly in the metal, and diffuse away into its interior 2. those unable to diffuse escape into the atmosphere 3.")
3 2.1 Reactions of the melt with its environment [a] Pick up of moisture from damp refractories M + H 2 O = MO + H 2 H 2 = 2[H] [b] Reaction involving hydrocarbon fuels CH 4 + 2O 2 = CO 2 + 2H 2 O M + H 2 O = MO + H 2 H 2 = 2[H] Reactions products 1. dissolve rapidly in the metal, and diffuse away into its interior 2. those unable to diffuse escape into the atmosphere 3. remain on the surface as films [H] 2 = k p H2 the equilibrium gas pressure of a melt applies both to the external and internal environments of the melt. 3
4 Two film-forming reactions: 1. Formation of oxide film by decomposition of moisture M + H 2 O = MO + 2[H] 2. Formation of graphite film by decomposition of hydrocarbon C x H y = xc + y[h] Oxide films usually start as simple amorphous layers, which quickly convert to crystalline products as they thicken, and later often develop into a bewildering complexity of different phases and structures. Some films remain thin, some grow thick. Some are strong, some are weak. Some grow slowly, others quickly. Some are heterogeneous and complex in the structure, being lumpy mixtures of different phases. A film is not harmful when it remains on top of the surface in case of aluminium, the surface film protects the liquid from catastrophic oxidation (as in the case with Mg) The problem with a surface film only occurs when it becomes a submerged film In conditions for the formation of a transient film, if the surface happens to be entrained by folding over, although the film is continuously dissolving, it may survive sufficiently long to create a legacy of permanent problems. These could include the initiation of porosity, tearing or cracking, prior to its complete disappearance. Entrained films form the major defect in cast materials. 4


5 2.2 Entrainment For many common liquids, the surface of which is a solid, but invisible film If perfectly clean water is poured, or is subject to a breaking wave, the newly created liquid surfaces fall back together again, and so impinge and mutually assimilate. the body of the liquid re-forms seamlessly. If the liquid metal surface happens to fold (by the action of a breaking wave, or by droplets forming and falling back into the melt), the surface oxide film becomes entrained in the bulk liquid. The entrainment process is a folding action that necessarily folds over the film dry side to dry side. The submerged surface films are therefore necessarily always double. Also, of course, because of the negligible bonding across the dry opposed interfaces, the defect now necessarily resembles and acts as a crack. The cracks have a relatively long life, and can survive long enough to be frozen into the casting. they have a key role in the creation of other defects during the process of freezing, and ultimately, degradation of the properties of the final casting. 5


6 Ways of mixing of surface film into the bulk: 1. Melt charge materials 2. Pouring 3. Surface flooding 4. Surface turbulence 5. Confluence weld 6. Bubble trails Pouring Surface Flooding (a) (b) (c) 6


7 Surface Turbulence Reynolds number : Re = Vrd / n Re < 2000, smooth, laminar, turbulent-free flow Re > 2000, turbulent flow Measures bulk turbulence Weber number : We = V 2 rr / g We = , free from surface turbulence We = 100, surface turbulence becomes problematic We = , creates atomization!! Measures surface turbulence V = velocity of melt d = linear dimension of flow path r = radius of curvature of film r = density of melt n = viscosity of melt g = surface tension Confluence Weld (a) (b) (c) 7
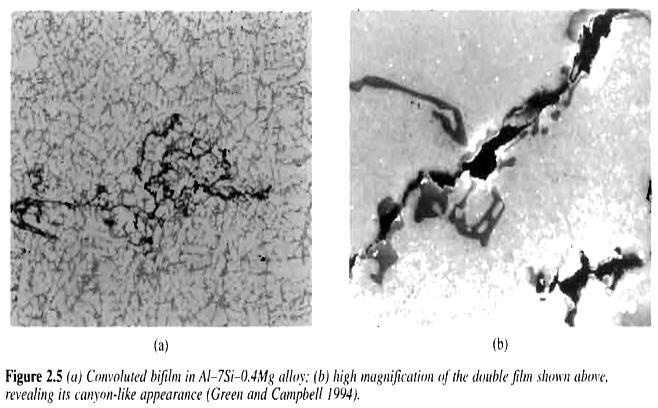
8 Bubble Trails 2.3 Entrainment defects If the entrained surface is a solid film the resulting defect is a crack. It may be only a few nanometres thick, and so be invisible to most inspection techniques. In the case of the folding-in of a solid film on the surface of the liquid the defect will be called a bifilm (i.e., a double film defect). Figure 2.4 Entrainment defects: (a) a new biflm; (b) bubbles entrained as an integral part of bifilm; (c) liquid flux trapped in a biflm; (d) surface debris entrained with the biflm; (e) sand inclusions entrained in the bifilm; (f) an entrained old film containing integral debris 8
9 Entrainment creates bifilms that: 1. may never come together properly and so constitute air bubbles immediately; 2. alternatively, they may be opened (to become thin cracks, or opened so far as to become bubbles) by a number of mechanisms: (a) (b) (c) (d) precipitation of gas from solution creating gas porosity; hydrostatic strain, creating shrinkage porosity; uniaxial strain, creating hot tears or cold cracks; in-service stress, causing failure in service. Figure 2.40 (a to d) Stages of unfurling and inflation of bifilms 9
10 10


11 2.4 Significance of bifilm General problem due to submerged bifilms Submerged bifilms are always associated with air or other gas, trapped on the non-wetted dry surface of the film, or trapped between the folded film. The gaseous films floated around the liquid constitute cracks in the liquid and, after freezing, constitute cracks in the finished products. The gas-coated film acts as excellent nucleating sites for the subsequent growth of bubbles or shrinkage cavity. Higher-melting-point heavy phases may be precipitated on to the floating oxides, which form defects with large, coarse crystals of heavy intermetallic phase, together with entrained oxide film and associated porosity. 11



12 Machining Problem Oxides are much harder than the metal itself, causing dragging out during machining, leaving unsightly grooves. The cutting edge of tool is often chipped or blunted by encounters with such problems. Leak Tightness For thin-sectioned castings (< 5 mm), film defects can be extended from wall to wall across the mould cavity, and so connect the casting surfaces with a leak path. Bubble defects are specially troublesome with respect to leak tightness, since they necessarily start at one casting surface and connect to the surface above. A leak path is almost guaranteed. Fluidity The fluidity of clean melt is always higher than that of dirty melt, and can be cast at a lower temperature. The cumulative benefits are valuable. (oxide free casting high properties; low porosity high properties; low pouring temperature finer grain size, high properties Mechanical Properties Castings made using processes which reduce surface turbulence have been found to have uniform good mechanical properties with low scatter. They also show excellent fatigue resistance. 12
 3. Shrinkage Defects 3.")

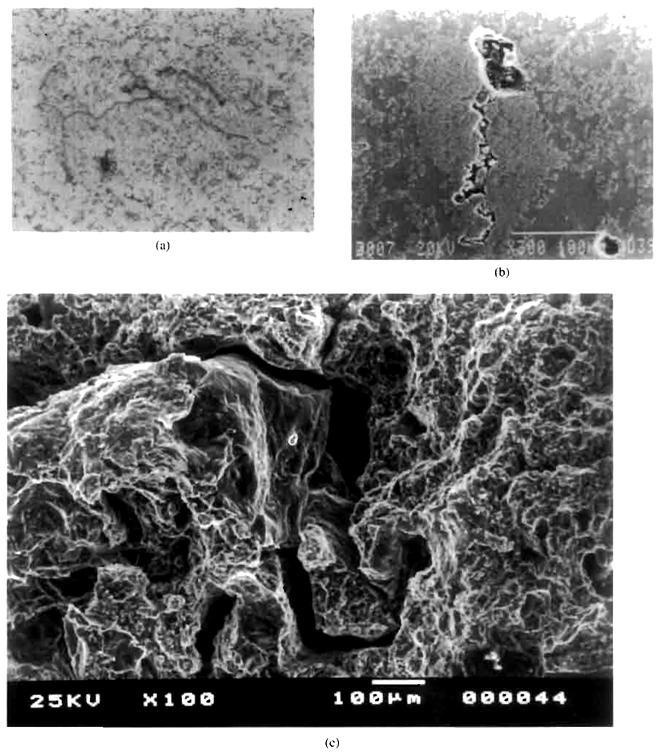
13 Al-4.5Cu fractured surfaces (a) Oxide covered (0.3 % elongation) (b) Ductile fracture (3.0 % elongation) 3. Shrinkage Defects 3.1 General Shrinkage Behaviour Liquid contracts on freezing because of rearrangement of atoms from open randomly-packed structure to a regular densely-packed structure. FCC and HCP solids contract more during solidification. What happens to a poorly fed casting? 13
14 A sphere has been fed via an ingate of negligible size and the source of feed metal is cut off after a solid shell of thickness X is produced. R 0 Liquid R X Feed Liquid dx What will happen during solidification of the next onion-layer of thickness dx? Solid Solidification model for an unfed sphere Either a pore will form or the liquid will expand a little to compensate the volume difference. If no favourable nucleus available for pore formation, the liquid has to accommodate this by expansion, creating a state of tension or negative pressure and sucking the solid shell inwards. Whether the driving force for pore formation wins over the driving force for feeding will depend on whether nuclei for pore formation exist. If not (i.e. the metal is clean), then pore will not be able to nucleate and feeding is forced to continue until the casting is completely frozen. If favourable nuclei are present, then pores will be created at an early stage before the development of any significant hydrostatic pressure, with the result that little feeding will occur and the casting will develop its full percentage of porosity as defined by the physics of phase change. 14
15 In most practical cases, the situation is somewhere between these two extremes, with castings displaying some internal porosity, together with some liquid feeding. In such cases feeding has continued under increasing pressure differences, until the development of a critical internal stress at which some particular nuclei, or surface puncture, can be activated at one or more points in the casting. Feeding is then stopped at such locality, and pore growth starts. When pores appear early freezing contraction Steel 3 vol.% Aluminium 7 vol.% diameter of shrinkage cavity formed in 100 mm dia sphere casting 31 mm 41 mm Theses considerable cavities require a dedicated effort to ensure that they do not appear in castings. There are occasions when castings having defects of only 1 or 2 mm in size are scrapped!! For vast majority of cast materials, therefore, shrinkage porosity is the most common and most important defect in castings. 15
16 3.2 Feeding the Six Rules 1. Heat transfer requirement 2. Volume requirement 3. Junction requirement 4. Feed path requirement 5. Pressure differential requirement 6. Pressure requirement 3.3 Feeding Mechanisms The gradual formation and growth of dendritic mass of solids during solidification presents increasing difficulties for the passage of feeding liquids. During solidification, the pressure inside liquid also falls, causing and increased pressure difference between the inside and outside of the casting. Such negative pressure difference is undesirable in casting because it causes problems by providing the driving force for the initiation and growth of volume defects such as porosity. 16
17 There appears to be at least five mechanisms by which such pressure difference (and the hydrostatic tension caused by it) can be reduced in solidifying material. 1. Liquid feeding 2. Mass feeding 3. Interdendritic feeding 4. Burst feeding 5. Solid feeding Schematic representation of the five feeding mechanisms in a solidifying casting Liquid feeding Generally precedes other forms of feeding. For skin-freezing materials, this is the only method of feeding. Occurs at the early stage of solidification Wide feed path due to low liquid viscosity, and the pressure difference required to continue feeding is negligibly small (~ 1 Pa). When about 99 % solidification is completed, the pressure could reach up to about 100 Pa only (1 atm 10 5 Pa). For all practical purposes, therefore, the hydrostatic stresses created during liquid feeding never causes a problem!! 17
18 Inadequate feeding only resulted when inadequate-sized feeder is used. Feeding terminates early and air is drawn into the casting. Two forms of porosity resulted: Skin-freezing alloys smooth shrinkage pipe, extending from the feeder into the casting as a long funnel-shaped hole. Long-freezing-range alloys feeding occurs through interdendritic channels porosity resembles a mass of spongy, interconnecting shrinkage pipes. Mass feeding Movement of slurry of solidified metal and residual liquid. This movement is arrested when the volume fraction of solid reaches anywhere between 0 and 50 % depending on Pressure differential that driving the liquid Amount of free dendrites in the liquid Role of mass feeding is of minor importance since the critical stages of feeding which most influence defects occur later after mass feeding comes to a stop. Mass feeding period can be extended by grain refinement and formation of more equiaxed grains. 18

19 Interdendritic feeding Feeding of residual liquid through mushy zone. The pressure gradient required for interdendritic feeding of a cylindrical area of pasty zone. DP 2 2 a l L d 32 h 1- a 4 2 R D 2 h = viscosity of liquid d = dendrite arm spacing a = solidification shrinkage R = radius of capillary L = length of past zone D = diam. of pasty zone l = heat-flow constant (rate of freezing) The pressure difference is the most sensitive to the size of flow channel, R. DP becomes extremely high as R becomes small. In the absence of suitable nuclei for pore formation, the high hydrostatic pressure is somewhat compensated by the inward collapse of the solid. Effect of the presence of eutectic Eutectics (short-freezing range alloys) solidify in the planer mode. In presence of eutectic, the interdendritic flow paths do not taper to zero, but finish abruptly trimmed. 19
20 Burst feeding As solidification progresses, both hydrostatic stress inside liquid and strength of feeding barrier increase in a poorly fed region of casting, but at different rates. If stress grows at a faster rate, failure of casting is expected. If the barrier is only a partial barrier, failure may not occur. Instead, feeding occurs in a burst when a sudden yield of feeding barrier occurs due to hydrostatic tension. The internal stress will be reduced to allow the casting to remain free from shrinkage porosity. If the barrier is substantial, it may never burst, causing the resulting stress to rise and eventually exceeds the pore nucleation threshold. The stress is then released by forming the shrinkage cavity. Solid feeding At the later stage of solidification, certain sections of casting may become isolated from feed liquid. Further solidification in this isolated region would cause a high hydrostatic stress in the remaining liquid, high enough to cause the surrounding solidified shell to deform inwards by plastic or creep flow. P = 2 Y ln (R 0 /R) Y = Yield stress of solid R 0 = Radius of spherical casting R = Internal liquid radius Stress in liquid developed depends upon the plastic flow of solid that, in turn, is a function of yield stress and geometry of casting. For iron sphere of 20 mm in diameter, P can be reached up to -200 to -400 atm when the casting is % solid. In the last liquid drops, this can reach up to atm! 20







21 3.4 Initiation of Shrinkage Porosity In absence of gas, and if feeding is adequate, no porosity will be formed. For large and/or complex castings, one or more regions of casting are not well fed and the liquid contains dissolved gasses. The internal hydrostatic stress reaches to a level when internal pore can form. If solid feeding occurs, internal pore will not occur, but the solidification shrinkage will appear at the surface of the casting. 21
 into the casting.")
22 Internal porosity by surface initiation If the liquid is connected to the outside surface, then the liquid can be sucked in, causing the porosity to form connected to the surface. The sucking of liquid from surface also draws air which flows along the interdendritic channel causing air feeding (as opposed to liquid feeding) into the casting. The porosity formed in this way is indistinguishable from microporosity. In thin-section castings, little or no feeding is necessary and sucking of surface liquid is negligible. For intermediate thickness, surface initiated pores can occur because of interdendritic feeding problems. This pore-forming mechanism is common in long freezing range alloys at a later stage of solidification, initiated often from a hot spot. Sometimes these pores can connect internally two opposite surfaces of thin casting causing these alloy castings unsuitable for pressure-tight applications. A high enough positive internal pressure is necessary at all locations to prevent initiation of this type of surface-connected internal porosity. 22
23 Internal porosity by nucleation Short-freezing range alloys do not exhibit surface-connected porosity. A sound, solid skin is formed at the early stage of solidification. Feeding is not a problem at this stage. At the end of freezing, pores are nucleated in the interior of liquid due to poor feeding which have no connection with the outside surface of casting. After nucleation, further solidification results growth of these pores. These centreline porosity are concentrated near the centre of the casting and do not impair the leak-tightness of the casting. In presence of surface-activated foreign particles, nucleating of these pores is not a problem. In absence of such particles, nucleation only occurs when the internal pressure accumulates and reaches to a certain threshold value, P f, called the fracture pressure. The gas pressure, P g, inside the liquid will join the negative pressure, P s, to push the liquid away for the nucleation of the pore. P f = P s + P g 2g/r = P i P e = DP 2g/r* = P g (-P s ) = P f (condition for pore formation) (for pore of critical size) 23
24 For well-fed castings with dissolved gases, P s = 0. Freezing will proceed along the line ADCE. Gas pore will form heterogeneously at E on nucleus 1. Gas pressure goes back towards D. For poorly fed casting having no dissolved gases, P g = 0. Internal pressure falls along the line AF. At F, fracture pressure for heterogeneous nucleation on nucleus 1 is met, and a shrinkage cavity forms. The hydrostatic tension is released and pressure returns to A. In practice, both gas and shrinkage will be present to some degree, and the freezing will progressed along the line ABCD. Both porosity and cavity will form. External porosity If internal porosity is not formed, then the surface will sink due to solid feeding. Adequate positive internal pressure would reduce or eliminate solid feeding and the casting would be sound and maintain its shape. Too high an internal pressure would reverse the movement of the surface and make the casting swell. Examples: GCI, castings having high head of metal. 24

25 3.4 Growth of Shrinkage Porosity The internal pores nucleated within a stressed liquid grow explosively fast at the beginning. The subsequent growth of pore occurs leisurely and is controlled by the rate of solidification i.e., the rate of heat extraction. For surface-initiated pores, the rate is slow since the initial stress is lower and the puncture of surface will occur relatively slowly as the surface collapses plastically into the forming hole. When pore formed as shrinkage pipe, the growth is progressive and controlled by the rate of heat extraction from the casting. 3.5 Final Form of Shrinkage Porosity Shrinkage cavity or pipe During liquid feeding, the solidification front progresses gradually towards the centre of the casting. The liquid level in the feeder falls gradually, thus generating a smooth conical funnel shaped shrinkage pipe. The secondary shrinkage cavities are only an extension of the primary pipe. When shrinkage problem occurs in an isolated region inside the casting: For short-freezing-range alloys, shrinkage pipe would occur. The shape of this pipe is similar to those occur in case of liquid feeding. For long-freezing range alloys, layer porosity is formed in an isolated region inside the casting. 25

26 Layer porosity Usually observed in all types of casting alloys. Conditions favourable for nucleation of layer porosity: long pasty zone poor temperature gradient alloys with high thermal conductivity moulds with low rate of heat extraction Initially layer porosity is believed to be caused by the same mechanism that causes hot tear. Presently, its formation can be explain by the equations that governs the interdendritic feeding mechanism: DP 16 a dr N 1 a dt 1 R 3 2 x Lx a l L d DP 32 h 1- a 4 2 R D The hydrostatic tension increases parabolically with distance x though the pasty zone of length L. The stress continues to increase parabolically with advancing solidification. Local stress exceeds the threshold value and a pore will form. The pore will spread immediately along the isobaric surface and form a layer. Local stress will dissipate instantly. The maximum stress will be at the centre of the remaining liquid and amounting about 1/4th of the original. Stress once again will increase with time and second layer of porosity will form. Further nucleation and growth events will produce successive layers until the whole casting is solidified. The final state consists of layers of porosity with considerable interlinking. 26
27 So it is clear that centreline porosity, layer porosity, and dispersed porosity transform imperceptibly from one to the other. Also, as the gas content of the alloy is increased, the shrinkage porosity changed gradually from layer porosity to dispersed pinhole porosity. In real castings, the nature of porosity is mixed in nature, allowing a complete spectrum of possibilities from pure shrinkage layer type to pure gas-dispersed type. Next Class MME 6203, Lecture 03 Structure, Defects and Properties of Finished Castings 2. Linear contraction, hot tear and cold crack and residual stresses 27
Metallurgy - Lecture (2) Solidification
 Solidification") Metallurgy - Lecture (2) Solidification When molten metal enters a mold cavity, its heat is transferred through the mold wall. In the case of pure metals and eutectics, the solidification proceeds layer-bylayer
Metallurgy - Lecture (2) Solidification When molten metal enters a mold cavity, its heat is transferred through the mold wall. In the case of pure metals and eutectics, the solidification proceeds layer-bylayer
Metal Casting. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian Schmid 2008, Pearson Education ISBN No.
 Metal Casting Important factors in casting Solidification of the metal from its molten state and accompanying shrinkage Flow of the molten metal into the mold cavity Heat transfer during solidification
Metal Casting Important factors in casting Solidification of the metal from its molten state and accompanying shrinkage Flow of the molten metal into the mold cavity Heat transfer during solidification
Solidification and Crystallisation 5. Formation of and control of granular structure
 MME 345 Lecture 08 Solidification and Crystallisation 5. Formation of and control of granular structure Ref: [1] A. Ohno, The Solidification of Metals, Chijin Shokan Co. Ltd., 1976 [2] P. Beeley, Foundry
MME 345 Lecture 08 Solidification and Crystallisation 5. Formation of and control of granular structure Ref: [1] A. Ohno, The Solidification of Metals, Chijin Shokan Co. Ltd., 1976 [2] P. Beeley, Foundry
Fundamentals of Casting
 Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
Fundamentals of Casting Chapter 11 11.1 Introduction Products go through a series of processes before they are produced Design Material selection Process selection Manufacture Inspection and evaluation
PART II: Metal Casting Processes and Equipment
 Manufacturing Engineering Technology in SI Units, 6 th Edition PART II: Metal Casting Processes and Equipment Introduction Casting involves pouring molten metal into a mold cavity Process produce intricate
Manufacturing Engineering Technology in SI Units, 6 th Edition PART II: Metal Casting Processes and Equipment Introduction Casting involves pouring molten metal into a mold cavity Process produce intricate
Casting-Comparisons. Mech 423 #2 1
 Casting-Comparisons Mech 423 #2 1 MECH 423 Casting, Welding, Heat Treating and NDT Time: W _ F 14:45-16:00 Credits: 3.5 Session: Fall Introduction Lecture 2 Mech 423 #2 2 Solidification/Freezing Casting
Casting-Comparisons Mech 423 #2 1 MECH 423 Casting, Welding, Heat Treating and NDT Time: W _ F 14:45-16:00 Credits: 3.5 Session: Fall Introduction Lecture 2 Mech 423 #2 2 Solidification/Freezing Casting
WORK ROLL AND BACK UP ROLL (HOT MILLS and COLD MILLS) CHARACTERISTICS
 CHARACTERISTICS") CATEGORY: TYPE: AFFECTS: ROLL SURFACE INDICATIONS PIN HOLES AND POROSITIES WORK ROLL AND BACK UP ROLL (HOT MILLS and COLD MILLS) CHARACTERISTICS Pinholes and porosities are characterized as small randomly
CATEGORY: TYPE: AFFECTS: ROLL SURFACE INDICATIONS PIN HOLES AND POROSITIES WORK ROLL AND BACK UP ROLL (HOT MILLS and COLD MILLS) CHARACTERISTICS Pinholes and porosities are characterized as small randomly
Learning Objectives. Chapter Outline. Solidification of Metals. Solidification of Metals
 Learning Objectives Study the principles of solidification as they apply to pure metals. Examine the mechanisms by which solidification occurs. - Chapter Outline Importance of Solidification Nucleation
Learning Objectives Study the principles of solidification as they apply to pure metals. Examine the mechanisms by which solidification occurs. - Chapter Outline Importance of Solidification Nucleation
Defects caused by air bubbles during casting filling process: A review
 Defects caused by air bubbles during casting filling process: A review Alok Ranjan Pradhan, Sarojrani Pattnaik and Mihir Kumar Sutar* Mechanical Engineering Department, Veer Surendra Sai University of
Defects caused by air bubbles during casting filling process: A review Alok Ranjan Pradhan, Sarojrani Pattnaik and Mihir Kumar Sutar* Mechanical Engineering Department, Veer Surendra Sai University of
Quality Prediction of Cast Ingots
 Quality Prediction of Cast Ingots I. Hahn, M. Schneider* J. Terhaar, J. Jarolimeck, R. Sauermann** *MAGMA Giessereitechnologie GmbH, Aachen, Germany **Saarschmiede GmbH Freiformschmiede, Völklingen, Germany
Quality Prediction of Cast Ingots I. Hahn, M. Schneider* J. Terhaar, J. Jarolimeck, R. Sauermann** *MAGMA Giessereitechnologie GmbH, Aachen, Germany **Saarschmiede GmbH Freiformschmiede, Völklingen, Germany
SOLIDIFICATION, PHASE DIAGRAM & STEELS
 MODULE TWO SOLIDIFICATION, PHASE DIAGRAM & STEELS 4. SOLIDIFICATION Introduction Mechanism of solidification - crystallization and development of cast structure - nucleation and grain growth - dendritic
MODULE TWO SOLIDIFICATION, PHASE DIAGRAM & STEELS 4. SOLIDIFICATION Introduction Mechanism of solidification - crystallization and development of cast structure - nucleation and grain growth - dendritic
Solidification of Metals in Molds
 Metal Casting Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification
Metal Casting Solidification of Metals in Molds Pure Metals - Solidify at a constant temperature Planar solidification front Columnar crystals Eutectics - Solidify at a constant temperature Planar solidification
Module - 2 Advanced Metal Casting Processes Lecture - 1 Metal Casting basics, Gating and Risering design
 Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 2 Advanced Metal Casting Processes Lecture
Advanced Manufacturing Processes Prof. Dr. Apurbba Kumar Sharma Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 2 Advanced Metal Casting Processes Lecture
STUDY OF SOLIDIFICATION DEFECTS OF ALUMINUM ALLOY
 Department of Mechanical and Industrial Engineering CASTING AND SOLIDIFICATION OF MATERIALS ME-8109 Dr. C. Ravindran STUDY OF SOLIDIFICATION DEFECTS OF ALUMINUM ALLOY Prepared by: Vikas Minhas Presentation
Department of Mechanical and Industrial Engineering CASTING AND SOLIDIFICATION OF MATERIALS ME-8109 Dr. C. Ravindran STUDY OF SOLIDIFICATION DEFECTS OF ALUMINUM ALLOY Prepared by: Vikas Minhas Presentation
Characteristics of dynamically formed oxide films on molten aluminium
 Characteristics of dynamically formed oxide films on molten aluminium B. Nayebi and M. Divandari* The characteristics of oxide films formed within a short time of pouring were investigated using samples
Characteristics of dynamically formed oxide films on molten aluminium B. Nayebi and M. Divandari* The characteristics of oxide films formed within a short time of pouring were investigated using samples
Outline CASTING PROCESS - 2. The Mold in Casting. Sand Casting Mold Terms. Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia
 Outline CASTING PROCESS - 2 Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia Casting Molds Gating system pouring basin, sprue, runner, gate Riser Core Heating and melting Melting furnaces Pouring
Outline CASTING PROCESS - 2 Assoc Prof Zainal Abidin Ahmad Universiti Teknologi Malaysia Casting Molds Gating system pouring basin, sprue, runner, gate Riser Core Heating and melting Melting furnaces Pouring
EXPERIMENTAL INVESTIGATION ON COOLING RATE FOR CENTRIFUGAL CASTING Kirti Kanaujiya, Yugesh Mani Tiwari Department of Mechanical Engineering
 ISSN 2320-9135 1 International Journal of Advance Research, IJOAR.org Volume 3, Issue 9, September 2015, Online: ISSN 2320-9135 EXPERIMENTAL INVESTIGATION ON COOLING RATE FOR CENTRIFUGAL CASTING Kirti
ISSN 2320-9135 1 International Journal of Advance Research, IJOAR.org Volume 3, Issue 9, September 2015, Online: ISSN 2320-9135 EXPERIMENTAL INVESTIGATION ON COOLING RATE FOR CENTRIFUGAL CASTING Kirti
COMPUTER SIMULATION AND EXPERIMENTAL RESEARCH OF CAST PISTON POROSITY
 Tome V (year 2007), Fascicole 2, (ISSN 1584 2665) COMPUTER SIMULATION AND EXPERIMENTAL RESEARCH OF CAST PISTON POROSITY D. KAKAS, L. KOVACEVIC, P. TEREK UNIVERSITY OF NOVI SAD, FACULTY OF TECHNICAL SCIENCES,
Tome V (year 2007), Fascicole 2, (ISSN 1584 2665) COMPUTER SIMULATION AND EXPERIMENTAL RESEARCH OF CAST PISTON POROSITY D. KAKAS, L. KOVACEVIC, P. TEREK UNIVERSITY OF NOVI SAD, FACULTY OF TECHNICAL SCIENCES,
7. Design for Castability
 7. Design for Castability Castability implies ease of producing a casting, minimising cost, defects and lead-time. This is facilitated by high compatibility between product requirements and process capabilities.
7. Design for Castability Castability implies ease of producing a casting, minimising cost, defects and lead-time. This is facilitated by high compatibility between product requirements and process capabilities.
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
Manufacturing Process - I Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 14 Reaction in Weld Region & Welding Defects
FILLING SIMULATION OF TILT CASTING DÁNIEL MOLNÁR 1
 Materials Science and Engineering, Volume 42, No. 1 (2017), pp. 94 101. FILLING SIMULATION OF TILT CASTING DÁNIEL MOLNÁR 1 Reliable fluidity data for commercial aluminium foundry alloys are not readily
Materials Science and Engineering, Volume 42, No. 1 (2017), pp. 94 101. FILLING SIMULATION OF TILT CASTING DÁNIEL MOLNÁR 1 Reliable fluidity data for commercial aluminium foundry alloys are not readily
The Treatment of Liquid Aluminium-Silicon Alloys
 MME 6203; Lecture 14 The Treatment of Liquid Aluminium-Silicon Alloys 2. Modification, Porosity and Properties of Modified Alloy AKMB Rashid Department of MME BUET, Dhaka Topics to discuss 1. Modification
MME 6203; Lecture 14 The Treatment of Liquid Aluminium-Silicon Alloys 2. Modification, Porosity and Properties of Modified Alloy AKMB Rashid Department of MME BUET, Dhaka Topics to discuss 1. Modification
RUNNING HOT. Sub-topics. Fuel cells Casting Solidification
 RUNNING HOT Sub-topics 1 Fuel cells Casting Solidification CONCEPT OF FUEL CELLS International concerns regarding the emission of greenhouse gases and the trend toward distributed power generation are
RUNNING HOT Sub-topics 1 Fuel cells Casting Solidification CONCEPT OF FUEL CELLS International concerns regarding the emission of greenhouse gases and the trend toward distributed power generation are
Rheo-Diecasting of Al-Alloys
 Proceedings of the 9 th International Conference on Aluminium Alloys (2004) 1092 Edited by J.F. Nie, A.J. Morton and B.C. Muddle Institute of Materials Engineering Australasia Ltd Rheo-Diecasting of Al-Alloys
Proceedings of the 9 th International Conference on Aluminium Alloys (2004) 1092 Edited by J.F. Nie, A.J. Morton and B.C. Muddle Institute of Materials Engineering Australasia Ltd Rheo-Diecasting of Al-Alloys
Metals are used by industry for either one or combination of the following properties
 Basic Metallurgy Metals are the backbone of the engineering industry being the most important Engineering Materials. In comparison to other engineering materials such as wood, ceramics, fabric and plastics,
Basic Metallurgy Metals are the backbone of the engineering industry being the most important Engineering Materials. In comparison to other engineering materials such as wood, ceramics, fabric and plastics,
TALAT Lecture Phase Diagrams. 14 pages, 13 Figures. Basic Level
 TALAT Lecture 1203 Phase Diagrams 14 pages, 13 Figures Basic Level prepared by M H Jacobs * Interdisciplinary Research Centre in Materials The University of Birmingham, UK (Based on approach adopted by
TALAT Lecture 1203 Phase Diagrams 14 pages, 13 Figures Basic Level prepared by M H Jacobs * Interdisciplinary Research Centre in Materials The University of Birmingham, UK (Based on approach adopted by
Kirti Kanaujiya, Yugesh Mani Tiwari
 International Journal of Scientific & Engineering Research, Volume 6, Issue 9, September-2015 1336 Experimental Investigation on Solidification Rate and Grain Size for Centrifugal Casting Kirti Kanaujiya,
International Journal of Scientific & Engineering Research, Volume 6, Issue 9, September-2015 1336 Experimental Investigation on Solidification Rate and Grain Size for Centrifugal Casting Kirti Kanaujiya,
A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY
 ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
Computer Design of Feeding Systems for Iron Castings. Or, How to Avoid Years of Problems with 20 Minutes of Analysis
 Computer Design of Feeding Systems for Iron Castings Or, How to Avoid Years of Problems with 20 Minutes of Analysis L E Smiley Finite Solutions Inc, Hamilton, OH D C Schmidt Finite Solutions Inc, Slinger,
Computer Design of Feeding Systems for Iron Castings Or, How to Avoid Years of Problems with 20 Minutes of Analysis L E Smiley Finite Solutions Inc, Hamilton, OH D C Schmidt Finite Solutions Inc, Slinger,
Correlation Between Mechanical Properties and Porosity Distribution of A356 in Gravity Die Casting and Low Pressure Die Casting
 Advanced Materials Research Online: 2012-01-24 ISSN: 1662-8985, Vol. 445, pp 283-288 doi:10.4028/www.scientific.net/amr.445.283 2012 Trans Tech Publications, Switzerland Correlation Between Mechanical
Advanced Materials Research Online: 2012-01-24 ISSN: 1662-8985, Vol. 445, pp 283-288 doi:10.4028/www.scientific.net/amr.445.283 2012 Trans Tech Publications, Switzerland Correlation Between Mechanical
Controlled Precipitation Gaseous Cavities in Aluminium Castings
 ARCHIVES of FOUNDRY ENGINEERING Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 15 Issue 4/2015 124 128 23/4 Controlled Precipitation
ARCHIVES of FOUNDRY ENGINEERING Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 15 Issue 4/2015 124 128 23/4 Controlled Precipitation
Introduction to Mechanical Properties, Solidification and Casting, Joining and Corrosion of Aluminium and its Alloys
 TALAT Lecture 1205 Introduction to Mechanical Properties, Solidification and Casting, Joining and Corrosion of Aluminium and its Alloys 12 pages, 9 Figures Basic level prepared by M H Jacobs * Interdisciplinary
TALAT Lecture 1205 Introduction to Mechanical Properties, Solidification and Casting, Joining and Corrosion of Aluminium and its Alloys 12 pages, 9 Figures Basic level prepared by M H Jacobs * Interdisciplinary
MeltMap Audit - Assessing metal quality in aluminium foundries
 MeltMap Audit - Assessing metal quality in aluminium foundries The types of casting being made today in aluminium foundries are very varied. Thinner and lighter castings are being expected to perform in
MeltMap Audit - Assessing metal quality in aluminium foundries The types of casting being made today in aluminium foundries are very varied. Thinner and lighter castings are being expected to perform in
Chapter 5: Atom and Ion Movements in Materials
 Slide 1 Chapter 5: Atom and Ion Movements in Materials 5-1 Slide 2 Learning Objectives 1. Applications of diffusion 2. Stability of atoms and ions 3. Mechanisms for diffusion 4. Activation energy for diffusion
Slide 1 Chapter 5: Atom and Ion Movements in Materials 5-1 Slide 2 Learning Objectives 1. Applications of diffusion 2. Stability of atoms and ions 3. Mechanisms for diffusion 4. Activation energy for diffusion
RHEO-DIECASTING OF ALUMINIUM ALLOYS AND COMPONENTS
 1 Title of Publication Edited by TMS (The Minerals, Metals & Materials Society), 2004 RHEO-DIECASTING OF ALUMINIUM ALLOYS AND COMPONENTS Z. Fan, S. Ji, X. Fang BCAST (Brunel Centre for Advanced Solidification
1 Title of Publication Edited by TMS (The Minerals, Metals & Materials Society), 2004 RHEO-DIECASTING OF ALUMINIUM ALLOYS AND COMPONENTS Z. Fan, S. Ji, X. Fang BCAST (Brunel Centre for Advanced Solidification
9. Welding Defects 109
 9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
B Moulding plant. A Clay-bonded sand
 124 Assistance for decisions: Burnt-on sand 125 Assistance for decisions: Burnt-on sand A Clay-bonded sand B Moulding plant Examine lustrous carbon production Measure active carbon in moulding sand, examine
124 Assistance for decisions: Burnt-on sand 125 Assistance for decisions: Burnt-on sand A Clay-bonded sand B Moulding plant Examine lustrous carbon production Measure active carbon in moulding sand, examine
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
Casting Process Part 2
 Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
COMPARISON OF WELDING/BONDING METHODS
 TYPE OF WELDING/BONDING Adhesive Bonding Diffusion Welding Electron Beam Welding Explosive Welding SUMMARY ADVANTAGES DISADVANTAGES Bond is established through use of an intermediate adhesive layer applied
TYPE OF WELDING/BONDING Adhesive Bonding Diffusion Welding Electron Beam Welding Explosive Welding SUMMARY ADVANTAGES DISADVANTAGES Bond is established through use of an intermediate adhesive layer applied
CHAPTER 3 SELECTION AND PROCESSING OF THE SPECIMEN MATERIAL
 54 CHAPTER 3 SELECTION AND PROCESSING OF THE SPECIMEN MATERIAL 3.1 HIGH STRENGTH ALUMINIUM ALLOY In the proposed work, 7075 Al alloy (high strength) has been identified, as a material for the studies on
54 CHAPTER 3 SELECTION AND PROCESSING OF THE SPECIMEN MATERIAL 3.1 HIGH STRENGTH ALUMINIUM ALLOY In the proposed work, 7075 Al alloy (high strength) has been identified, as a material for the studies on
Melt Conditioned Direct Chill Casting (MC-DC) Process for Production of High Quality Aluminium Alloy Billets
 Process for Production of High Quality Aluminium Alloy Billets") Melt Conditioned Direct Chill Casting (MC-DC) Process for Production of High Quality Aluminium Alloy Billets Jayesh B Patel 1, a *, Hu-Tian Li 1, Xia Mingxu 1, Simon Jones 1, Sundaram Kumar 2, Keyna O
Melt Conditioned Direct Chill Casting (MC-DC) Process for Production of High Quality Aluminium Alloy Billets Jayesh B Patel 1, a *, Hu-Tian Li 1, Xia Mingxu 1, Simon Jones 1, Sundaram Kumar 2, Keyna O
Refining grain structure and porosity of an aluminium alloy. with intensive melt shearing
 Refining grain structure and porosity of an aluminium alloy with intensive melt shearing Y. Zuo *, H. Li, M. Xia, B. Jiang, G. M. Scamans, Z. Fan LiME (EPSRC Centre for Innovative Manufacturing in Liquid
Refining grain structure and porosity of an aluminium alloy with intensive melt shearing Y. Zuo *, H. Li, M. Xia, B. Jiang, G. M. Scamans, Z. Fan LiME (EPSRC Centre for Innovative Manufacturing in Liquid
CHAPTER INTRODUCTION
 1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
1 CHAPTER-1 1.0 INTRODUCTION Contents 1.0 Introduction 1 1.1 Aluminium alloys 2 1.2 Aluminium alloy classification 2 1.2.1 Aluminium alloys (Wrought) 3 1.2.2 Heat treatable alloys (Wrought). 3 1.2.3 Aluminum
ENGINEERING COUNCIL CERTIFICATE LEVEL ENGINEERING MATERIALS C102 TUTORIAL 3 THERMAL EQUILIBRIUM (PHASE) DIAGRAMS
 DIAGRAMS") ENGINEERING COUNCIL CERTIFICATE LEVEL ENGINEERING MATERIALS C102 TUTORIAL 3 THERMAL EQUILIBRIUM (PHASE) DIAGRAMS UNIT OUTCOMES On successful completion of the unit the candidate will be able to: 1. Recognise
ENGINEERING COUNCIL CERTIFICATE LEVEL ENGINEERING MATERIALS C102 TUTORIAL 3 THERMAL EQUILIBRIUM (PHASE) DIAGRAMS UNIT OUTCOMES On successful completion of the unit the candidate will be able to: 1. Recognise
Defects and Diffusion
 Defects and Diffusion Goals for the Unit Recognize various imperfections in crystals Point imperfections Impurities Line, surface and bulk imperfections Define various diffusion mechanisms Identify factors
Defects and Diffusion Goals for the Unit Recognize various imperfections in crystals Point imperfections Impurities Line, surface and bulk imperfections Define various diffusion mechanisms Identify factors
Physical Properties of Materials
 Physical Properties of Materials Manufacturing Materials, IE251 Dr M. Saleh King Saud University Manufacturing materials --- IE251 lect-7, Slide 1 PHYSICAL PROPERTIES OF MATERIALS 1. Volumetric and Melting
Physical Properties of Materials Manufacturing Materials, IE251 Dr M. Saleh King Saud University Manufacturing materials --- IE251 lect-7, Slide 1 PHYSICAL PROPERTIES OF MATERIALS 1. Volumetric and Melting
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module 03 Melting, Fluidity and Solidification Lecture 03 Fluidity of Molten
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module 03 Melting, Fluidity and Solidification Lecture 03 Fluidity of Molten
Module 22. Solidification & Binary Phase Diagrams V. Lecture 22. Solidification & Binary Phase Diagrams V
 Module 22 Solidification & Binary Phase Diagrams V ecture 22 Solidification & Binary Phase Diagrams V 1 NPTE Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering
Module 22 Solidification & Binary Phase Diagrams V ecture 22 Solidification & Binary Phase Diagrams V 1 NPTE Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering
Electronics materials - Stress and its effect on materials
 Electronics materials - Stress and its effect on materials Introduction You will have already seen in Mechanical properties of metals that stress on materials results in strain first elastic strain and
Electronics materials - Stress and its effect on materials Introduction You will have already seen in Mechanical properties of metals that stress on materials results in strain first elastic strain and
Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR
 Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR Introduction The phase of a material is defined as a chemically and structurally homogeneous state of material. Any material
Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR Introduction The phase of a material is defined as a chemically and structurally homogeneous state of material. Any material
Effect of Holding Time Before Solidification on Double-Oxide Film Defects and Mechanical Properties of Aluminum Alloys
 Effect of Holding Time Before Solidification on Double-Oxide Film Defects and Mechanical Properties of Aluminum Alloys MAHMOUD AHMED EL-SAYED, HANADI A.G. SALEM, ABDELRAZEK YOUSSEF KANDEIL, and W.D. GRIFFITHS
Effect of Holding Time Before Solidification on Double-Oxide Film Defects and Mechanical Properties of Aluminum Alloys MAHMOUD AHMED EL-SAYED, HANADI A.G. SALEM, ABDELRAZEK YOUSSEF KANDEIL, and W.D. GRIFFITHS
Lecture 11: Metallic Alloys
 Part IB Materials Science & Metallurgy H. K. D. H. Bhadeshia Course A, Metals and Alloys Lecture 11: Metallic Alloys TRIP Steels A phase change can do work; a good example of this is how viruses infect
Part IB Materials Science & Metallurgy H. K. D. H. Bhadeshia Course A, Metals and Alloys Lecture 11: Metallic Alloys TRIP Steels A phase change can do work; a good example of this is how viruses infect
CFD MODELLING OF MACRO-SEGREGATION AND SHRINKAGE IN LARGE DIAMETER STEEL ROLL CASTINGS: A COMPARISON ON SEN AND DLP TECHNIQUES
 Ninth International Conference on CFD in the Minerals and Process Industries CSIRO, Melbourne, Australia 10-12 December 2012 CFD MODELLING OF MACRO-SEGREGATION AND SHRINKAGE IN LARGE DIAMETER STEEL ROLL
Ninth International Conference on CFD in the Minerals and Process Industries CSIRO, Melbourne, Australia 10-12 December 2012 CFD MODELLING OF MACRO-SEGREGATION AND SHRINKAGE IN LARGE DIAMETER STEEL ROLL
Solidification. Nov. 2010
 Solidification Nov. 2010 Rapid Solidification (10 5 K/s) Rapidly cool or quench to produce amorphous or glassy structure (metallic glass) Rapid Solidification Cooling
Solidification Nov. 2010 Rapid Solidification (10 5 K/s) Rapidly cool or quench to produce amorphous or glassy structure (metallic glass) Rapid Solidification Cooling
ME E5 - Welding Metallurgy
 ME 328.3 E5 - Welding Metallurgy Purpose: To become more familiar with the welding process and its effects on the material To look at the changes in microstructure and the hardness in the Heat Affected
ME 328.3 E5 - Welding Metallurgy Purpose: To become more familiar with the welding process and its effects on the material To look at the changes in microstructure and the hardness in the Heat Affected
The Tool Hub. Efficient Cooling
 O The Tool Hub Efficient Cooling V1 Conformal cooling channels is a good way to decrease deformation and increase productivity. Below is a core ready for final machining. CLEAR EFFICIENT FAIR Efficient
O The Tool Hub Efficient Cooling V1 Conformal cooling channels is a good way to decrease deformation and increase productivity. Below is a core ready for final machining. CLEAR EFFICIENT FAIR Efficient
Principals of Billet Making
 Billet quality directly controls the quality of extrusions and affects productivity, in term profitability. The quality of billets& cost are the two important considerations for extrusion producers. Day
Billet quality directly controls the quality of extrusions and affects productivity, in term profitability. The quality of billets& cost are the two important considerations for extrusion producers. Day
An investigation of the effect of five different inoculants on the metal expansion penetration in grey cast iron
 1 An investigation of the effect of five different inoculants on the metal expansion penetration in grey cast iron Izudin Dugic and Ingvar L Svensson Division of Component Technology Jönköping University,
1 An investigation of the effect of five different inoculants on the metal expansion penetration in grey cast iron Izudin Dugic and Ingvar L Svensson Division of Component Technology Jönköping University,
Manufacturing Process - I Prof. Dr. D.K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process - I Prof. Dr. D.K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 11 Tungsten Inert Gas Welding Part 1 Welcome
Manufacturing Process - I Prof. Dr. D.K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 3 Lecture - 11 Tungsten Inert Gas Welding Part 1 Welcome
Tutorial 2 : Crystalline Solid, Solidification, Crystal Defect and Diffusion
 Tutorial 1 : Introduction and Atomic Bonding 1. Explain the difference between ionic and metallic bonding between atoms in engineering materials. 2. Show that the atomic packing factor for Face Centred
Tutorial 1 : Introduction and Atomic Bonding 1. Explain the difference between ionic and metallic bonding between atoms in engineering materials. 2. Show that the atomic packing factor for Face Centred
Innovative Simulation of Castings A Technology to Improve Quality of Castings as per Global Specifications with Case Studies
 Innovative Simulation of Castings A Technology to Improve Quality of Castings as per Global Specifications with Case Studies S. K. Paknikar Metallurgical and Foundry Consultant, Pune, E-mail : skpaknikar@gmail.com
Innovative Simulation of Castings A Technology to Improve Quality of Castings as per Global Specifications with Case Studies S. K. Paknikar Metallurgical and Foundry Consultant, Pune, E-mail : skpaknikar@gmail.com
Creep failure Strain-time curve Effect of temperature and applied stress Factors reducing creep rate High-temperature alloys
 Fatigue and Creep of Materials Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Fatigue failure Laboratory fatigue test The S-N Ncurve Fractography of fractured surface Factors improving fatigue life
Fatigue and Creep of Materials Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Fatigue failure Laboratory fatigue test The S-N Ncurve Fractography of fractured surface Factors improving fatigue life
Fundamentals of Metal Forming
 Fundamentals of Metal Forming Chapter 15 15.1 Introduction Deformation processes have been designed to exploit the plasticity of engineering materials Plasticity is the ability of a material to flow as
Fundamentals of Metal Forming Chapter 15 15.1 Introduction Deformation processes have been designed to exploit the plasticity of engineering materials Plasticity is the ability of a material to flow as
Introduction to Heat Treatment. Introduction
 MME444 Heat Treatment Sessional Week 01 Introduction to Heat Treatment Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Introduction Can you control the microstructure that formed during cooling of
MME444 Heat Treatment Sessional Week 01 Introduction to Heat Treatment Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Introduction Can you control the microstructure that formed during cooling of
8. Principles of Solidification
 CBE4010 Introduction to Materials Science for Chemical Engineers 8. Principles of Solidification The Driving Force a Phase Change We expect a material to solidify when the liquid cools to just below its
CBE4010 Introduction to Materials Science for Chemical Engineers 8. Principles of Solidification The Driving Force a Phase Change We expect a material to solidify when the liquid cools to just below its
Simulation of High Pressure Die Casting (HPDC) via STAR-Cast
 via STAR-Cast") Simulation of High Pressure Die Casting (HPDC) via STAR-Cast STAR Global Conf. 2012, 19-21 March, Noordwijk Romuald Laqua, Access e.v., Aachen High Pressure Die Casting: Machines and Products Common Materials:
Simulation of High Pressure Die Casting (HPDC) via STAR-Cast STAR Global Conf. 2012, 19-21 March, Noordwijk Romuald Laqua, Access e.v., Aachen High Pressure Die Casting: Machines and Products Common Materials:
FLUIDITY OF Al-Cu ALLOYS IN FUSED SILICA AND CRISTOBALITE INVESTMENT SHELL MOULDS
 FLUIDITY OF Al-Cu ALLOYS IN FUSED SILICA AND CRISTOBALITE INVESTMENT SHELL MOULDS 1 G. S. Rao and A. Chennakesava Reddy 2 1 PG Student, Department of Mechanical Engineering, JNTU College of Engineering,
FLUIDITY OF Al-Cu ALLOYS IN FUSED SILICA AND CRISTOBALITE INVESTMENT SHELL MOULDS 1 G. S. Rao and A. Chennakesava Reddy 2 1 PG Student, Department of Mechanical Engineering, JNTU College of Engineering,
MACRO- AND MICROSTRUCTURES
 CHAPTER 11 MACRO- AND MICROSTRUCTURES Movies from simulations relating to macro-micro models of solidification can be found at: http://solidification.org/movies/macro-micro. html 11.1 INTRODUCTION The
CHAPTER 11 MACRO- AND MICROSTRUCTURES Movies from simulations relating to macro-micro models of solidification can be found at: http://solidification.org/movies/macro-micro. html 11.1 INTRODUCTION The
Module 4 Design for Assembly
 Module 4 Design for Assembly Lecture 2 Design for Welding-I Instructional Objective By the end of this lecture, the student will learn: (a) how a weld joint should be designed to improve the joint performance,
Module 4 Design for Assembly Lecture 2 Design for Welding-I Instructional Objective By the end of this lecture, the student will learn: (a) how a weld joint should be designed to improve the joint performance,
DEVELOPMENT OF THE RHEO-DIECASTING PROCESS FOR Mg- ALLOYS AND THEIR COMPONENTS
 Title of Publication Edited by TMS (The Minerals, Metals & Materials Society), 2004 DEVELOPMENT OF THE RHEO-DIECASTING PROCESS FOR Mg- ALLOYS AND THEIR COMPONENTS Z. Fan, S. Ji, G. Liu, E. Zhang BCAST
Title of Publication Edited by TMS (The Minerals, Metals & Materials Society), 2004 DEVELOPMENT OF THE RHEO-DIECASTING PROCESS FOR Mg- ALLOYS AND THEIR COMPONENTS Z. Fan, S. Ji, G. Liu, E. Zhang BCAST
Lecture 25: Principles of degassing
 Lecture 25: Principles of degassing Contents Introduction Principles Side reactions General considerations Fluid flow in degassing Material balance in de gassing Key words: Degassing, gases in steel, ladle
Lecture 25: Principles of degassing Contents Introduction Principles Side reactions General considerations Fluid flow in degassing Material balance in de gassing Key words: Degassing, gases in steel, ladle
Workshop Series 2016
 Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Workshop Series 2016 Hands-on Approach to Cycle Time Reduction and Productivity Improvement Vishu Shah, Consultek Consulting Group April 21, 2016 ENGEL North America California Technical Center Corona
Optimizing Extruder Controls, Part Two
 Optimizing Extruder Controls, Part Two Lesson 6 I. The Compression Zone A. Most of the melting of raw material from solid plastic particles to molten plastic melt occurs in the compression zone. B. Goals
Optimizing Extruder Controls, Part Two Lesson 6 I. The Compression Zone A. Most of the melting of raw material from solid plastic particles to molten plastic melt occurs in the compression zone. B. Goals
Effect of Atmosphere in a Foundry Mould on Casting Surface Quality
 ARCHIVES of FOUNDRY ENGINEERING DOI: 10.2478/v10266-012-0003-3 Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 12 Issue 1/2012 13 18
ARCHIVES of FOUNDRY ENGINEERING DOI: 10.2478/v10266-012-0003-3 Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 12 Issue 1/2012 13 18
Manufacturing Technology II. Exercise 1. Casting
 Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 1 Casting Werkzeugmaschinenlabor Lehrstuhl für Technologie der
Lehrstuhl für Technologie der Fertigungsverfahren Laboratorium für Werkzeugmaschinen und Betriebslehre Manufacturing Technology II Exercise 1 Casting Werkzeugmaschinenlabor Lehrstuhl für Technologie der
MICROSTRUCTURAL ANALYSIS OF HOT TEARS IN A WCB STEEL VALVE BODY
 STEEL FOUNDERS' SOCIETY OF AMERICA TECHNICAL SERVICE REPORT #l05 MICROSTRUCTURAL ANALYSIS OF HOT TEARS IN A WCB STEEL VALVE BODY Published by the STEEL FOUNDERS' SOCIETY OF AMERICA Mr. Malcolm Blair Technical
STEEL FOUNDERS' SOCIETY OF AMERICA TECHNICAL SERVICE REPORT #l05 MICROSTRUCTURAL ANALYSIS OF HOT TEARS IN A WCB STEEL VALVE BODY Published by the STEEL FOUNDERS' SOCIETY OF AMERICA Mr. Malcolm Blair Technical
CLAD STAINLESS STEELS AND HIGH-NI-ALLOYS FOR WELDED TUBE APPLICATION
 CLAD STAINLESS STEELS AND HIGHNIALLOYS FOR WELDED TUBE APPLICATION Wolfgang Bretz Wickeder Westfalenstahl GmbH Hauptstrasse 6 D58739 Wickede, Germany Keywords: Cladding, Laser/TIG Welding, Combined SolderingWelding
CLAD STAINLESS STEELS AND HIGHNIALLOYS FOR WELDED TUBE APPLICATION Wolfgang Bretz Wickeder Westfalenstahl GmbH Hauptstrasse 6 D58739 Wickede, Germany Keywords: Cladding, Laser/TIG Welding, Combined SolderingWelding
Autonomous Engineering Applied to Investment Casting Process. ICI Conference October 15-18, 2017
 Autonomous Engineering Applied to Investment Casting Process ICI Conference October 15-18, 2017 Overview What is Autonomous Engineering? Traditional simulations vs new approach Case Study #1 Using Autonomous
Autonomous Engineering Applied to Investment Casting Process ICI Conference October 15-18, 2017 Overview What is Autonomous Engineering? Traditional simulations vs new approach Case Study #1 Using Autonomous
MOULDING & CORE SAND
 MOULDING & CORE SAND MOULDING SAND The principal material used in thefoundry shop formoulding isthe sand. This is because it possesses the properties vital for foundry purposes. Sands are obtained from
MOULDING & CORE SAND MOULDING SAND The principal material used in thefoundry shop formoulding isthe sand. This is because it possesses the properties vital for foundry purposes. Sands are obtained from
TROUBLESHOOTING CRACKS IN STEEL CASTINGS. By Rodman Duncan Casteel Technical Service
 TROUBLESHOOTING CRACKS IN STEEL CASTINGS By Rodman Duncan Casteel Technical Service rod@casteeltec.com 360 468-3588 This presentation is given to the members of Steel Founder s Society of America in order
TROUBLESHOOTING CRACKS IN STEEL CASTINGS By Rodman Duncan Casteel Technical Service rod@casteeltec.com 360 468-3588 This presentation is given to the members of Steel Founder s Society of America in order
Syllabus: Different levels of structure in materials. Relation among material processing, structure, properties, and performance
 Syllabus: Types of materials Properties of materials Different levels of structure in materials Relation among material processing, structure, properties, and performance The main objective is to understand
Syllabus: Types of materials Properties of materials Different levels of structure in materials Relation among material processing, structure, properties, and performance The main objective is to understand
Development of Veinseal
 VEINSEAL The development of Veinseal as a revolutionary core additive followed a 6-7 year path, involving the testing of many different materials, in addition to requiring a bit of serendipity. Before
VEINSEAL The development of Veinseal as a revolutionary core additive followed a 6-7 year path, involving the testing of many different materials, in addition to requiring a bit of serendipity. Before
Slurry concentration [Vol.%]
![Slurry concentration [Vol.%]](/thumbs/87/96536965.jpg "Slurry concentration [Vol.%]") 6. Discussions 6.1 Discussions of rheological properties on the starting slurries and the dependence on porosity as well as the pore size distribution The analysis performed in the previous section (especially
6. Discussions 6.1 Discussions of rheological properties on the starting slurries and the dependence on porosity as well as the pore size distribution The analysis performed in the previous section (especially
1-6.4 THE CRACK TIP: THE INGLIS EQUATION
 1-6.4 THE CRACK TIP: THE INGLIS EQUATION In our discussions of fracture so far we have assumed that the crack looks much like that shown in Figure 1.26a. The crack separates planes of atoms, is atomically
1-6.4 THE CRACK TIP: THE INGLIS EQUATION In our discussions of fracture so far we have assumed that the crack looks much like that shown in Figure 1.26a. The crack separates planes of atoms, is atomically
Strengthening Mechanisms. Today s Topics
 MME 131: Lecture 17 Strengthening Mechanisms Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Today s Topics Strengthening strategies: Grain strengthening Solid solution strengthening Work hardening
MME 131: Lecture 17 Strengthening Mechanisms Prof. A.K.M.B. Rashid Department of MME BUET, Dhaka Today s Topics Strengthening strategies: Grain strengthening Solid solution strengthening Work hardening
Evaluation of a New High Temperature Cast Aluminum for Cylinder Head Applications
 2018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas Paper 18-034 (7 pages) Page 1 Evaluation of a New High Temperature Cast Aluminum for Cylinder Head Applications Qigui Wang, Devin
2018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas Paper 18-034 (7 pages) Page 1 Evaluation of a New High Temperature Cast Aluminum for Cylinder Head Applications Qigui Wang, Devin
JOHN DEERE FOUNDRY WATERLOO
 JOHN DEERE FOUNDRY WATERLOO Simulation: John Deere s Communication & Profitability Tool John Deere s Casting Center of Excellence Outside Casting Suppliers Outside Designers Casting Center of Excellence
JOHN DEERE FOUNDRY WATERLOO Simulation: John Deere s Communication & Profitability Tool John Deere s Casting Center of Excellence Outside Casting Suppliers Outside Designers Casting Center of Excellence
LIST OF TABLES. Number 1.1 Common AI-Si alloys and their mechanical properties 5
 LIST OF TABLES Table Caption Page 1.1 Common AI-Si alloys and their mechanical properties 5 2.1 Various Designations of AI-7Si-0.3Mg alloy 12 2.2 Physical properties of LM25 I AI-7Si-0.3Mg alloy 12 2.3
LIST OF TABLES Table Caption Page 1.1 Common AI-Si alloys and their mechanical properties 5 2.1 Various Designations of AI-7Si-0.3Mg alloy 12 2.2 Physical properties of LM25 I AI-7Si-0.3Mg alloy 12 2.3
Nuclear Fuel Engineering (2. Modeling) Department of Nuclear Eng. KHU Kwnagheon Park
 Department of Nuclear Eng. KHU Kwnagheon Park") Nuclear Fuel Engineering (2. Modeling) Department of Nuclear Eng. KHU Kwnagheon Park 2. Behaviors of Pellet during Normal Operation 2 2.1. Temperature Distribution in a Fuel Rod C p T t kt q ''' ( r) Macroscopic
Nuclear Fuel Engineering (2. Modeling) Department of Nuclear Eng. KHU Kwnagheon Park 2. Behaviors of Pellet during Normal Operation 2 2.1. Temperature Distribution in a Fuel Rod C p T t kt q ''' ( r) Macroscopic
Semiconductor Optical Communication Components and Devices Lecture 30: Lasers Reliability
 Semiconductor Optical Communication Components and Devices Lecture 30: Lasers Reliability Prof. Utpal Das Professor, Department of Electrical Engineering, Laser Technology Program, Indian Institute of
Semiconductor Optical Communication Components and Devices Lecture 30: Lasers Reliability Prof. Utpal Das Professor, Department of Electrical Engineering, Laser Technology Program, Indian Institute of
Porosity The good, the Bad and the Ugly of Radiographic Testing
 19 th World Conference on Non-Destructive Testing 2016 Porosity The good, the Bad and the Ugly of Radiographic Testing Hugo VAUGHAN 1 1 South African Institute of Welding, Johannesburg, South Africa Contact
19 th World Conference on Non-Destructive Testing 2016 Porosity The good, the Bad and the Ugly of Radiographic Testing Hugo VAUGHAN 1 1 South African Institute of Welding, Johannesburg, South Africa Contact
Introduction to Materials Science
 EPMA Powder Metallurgy Summer School 27 June 1 July 2016 Valencia, Spain Introduction to Materials Science Prof. Alberto Molinari University of Trento, Italy Some of the figures used in this presentation
EPMA Powder Metallurgy Summer School 27 June 1 July 2016 Valencia, Spain Introduction to Materials Science Prof. Alberto Molinari University of Trento, Italy Some of the figures used in this presentation
QUALITY PREDICTION THROUGH COMBINED SIMULATION OF INGOT CASTING AND FORGING
 ABSTRACT QUALITY PREDICTION THROUGH COMBINED SIMULATION OF INGOT CASTING AND FORGING I. Hahn, M. Schneider MAGMA Giessereitechnologie GmbH, Germany H. Schafstall, C. Barth Simufact Engineering GmbH, Germany
ABSTRACT QUALITY PREDICTION THROUGH COMBINED SIMULATION OF INGOT CASTING AND FORGING I. Hahn, M. Schneider MAGMA Giessereitechnologie GmbH, Germany H. Schafstall, C. Barth Simufact Engineering GmbH, Germany
Andrew Lamb Magefekt. Batteries
 Andrew Lamb Magefekt Batteries Batteries Notes Where the fuel goes Energy density batteries What is a battery A Battery is a reversible chemical process that requires the movement of Electrons to reduce
Andrew Lamb Magefekt Batteries Batteries Notes Where the fuel goes Energy density batteries What is a battery A Battery is a reversible chemical process that requires the movement of Electrons to reduce
Schematic representation of the development of microstructure. during the equilibrium solidification of a 35 wt% Ni-65 wt% Cu alloy
 Schematic representation of the development of microstructure during the equilibrium solidification of a 35 wt% Ni-65 wt% Cu alloy At 1300 ºC (point a) the alloy is in the liquid condition This continues
Schematic representation of the development of microstructure during the equilibrium solidification of a 35 wt% Ni-65 wt% Cu alloy At 1300 ºC (point a) the alloy is in the liquid condition This continues
Traditional Solder Materials
 Traditional Solder Materials Characteristics of tin-lead solders In Metal basics we showed how cooling curves are used to produce a composite thermal equilibrium (or phase ) diagram of the tin-lead system.
Traditional Solder Materials Characteristics of tin-lead solders In Metal basics we showed how cooling curves are used to produce a composite thermal equilibrium (or phase ) diagram of the tin-lead system.
Available online at ScienceDirect. ScienceDirect. J. Mater. Sci. Technol., 2014, 30(2), 154e162
, 154e162") Available online at ScienceDirect ScienceDirect J. Mater. Sci. Technol., 2014, 30(2), 154e162 Role of Double Oxide Film Defects in the Formation of Gas Porosity in Commercial Purity and Sr-containing Al
Available online at ScienceDirect ScienceDirect J. Mater. Sci. Technol., 2014, 30(2), 154e162 Role of Double Oxide Film Defects in the Formation of Gas Porosity in Commercial Purity and Sr-containing Al