DURUM. Hard-facing Materials
|
|
|
- Amos Jesse Paul
- 5 years ago
- Views:
Transcription


1 DURUM Hard-facing Materials

 Welding, Oxyfuel Welding, Thermal Spray Powder and Wire. DIN EN ISO 9001:2008 Zert. Nr.")

2 2 WEAR SOLUTIONS with Creative Ideas for Practical Solutions DURUM VERSCHLEISS-SCHUTZ GMBH was established in 1984 as a manufacturer of advanced hard-facing products. Today DURUM has production and service centres in Brazil, France and the USA and exports to more than 80 countries all over the world! DURUM provides high performance welding and surfacing wires and powders and is a global market leader in the supply of specialized overlaying consumables that can be applied by a range of processes including: Flux Cored Wire, Plasma Transferred Arc (PTA) Welding, Oxyfuel Welding, Thermal Spray Powder and Wire. DIN EN ISO 9001:2008 Zert. Nr Besides Willich (Germany) DURUM Group maintains production and workshop facilities in Brazil (Sao Paolo), France (Saint Victor) and the USA (Houston TX). We also support a network of independent agencies throughout the world. We meet demanding requirements of today s industry with a wide array of Welding and Thermal Spray technologies. The company employs national and international PhD s; welding engineers and independent experts from well known and respected universities, which ensures that constant material and process development is achieved to the highest standards. DURUM focuses on continuous development and sets a significant annual budget aside for research and development including new product development, product enhancement and the development of highly specialised solutions to the most challenging applications in the industry.
 our famous oxy-acetylene products and last but not least our Thermal Spray Powder and Wire.")



3 3 Hard-facing Products We meet the demanding requirements of today s industry with a wide array of Welding and Thermal Spray products including Flux Cored Wire, PTA (Plasma Transferred Arc) our famous oxy-acetylene products and last but not least our Thermal Spray Powder and Wire. Today we have a world-class solution developed for every aspect of wear, typically encountered throughout the industry that outperforms competitive products in the market. Our wide range of specialized surface hard-facing materials includes: Tungsten carbide rods for oxy-acetylene welding Nickel, cobalt and iron based flux cored wire FCAW wires with tungsten carbide and complex carbides to provide extremely hard and tough coatings, used principially for extreme wear applications Tungsten carbides, complex carbides and chromium carbides for manual arc welding PTA welding powders PTA machines, torches and powder feeders Powders for oxy-acetylene welding and spraying Fused crushed and spherical tungsten carbides Pre-manufactured replacement wear parts Thermal spray powders (conforming to DIN EN 1274) Thermal spray wires (conforming to DIN EN 14919) Please observe all appropriate safety regulations in their entirety. The technical informations given in this data sheet reflects the present state of knowledge. They do not form part of any sales contract as guaranteed properties of the delivered materials. Our delivery and sales conditions apply to all contracts included.


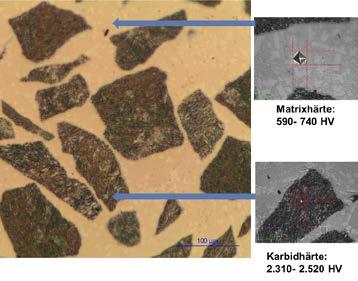
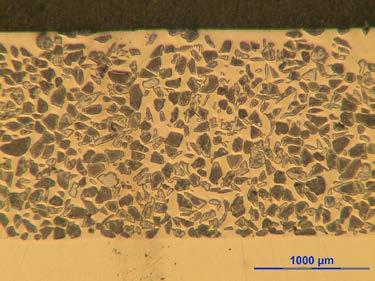
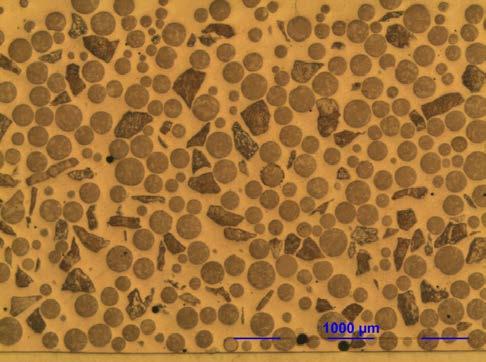
4 4 Tungsten Carbide DURMAT FTC General information: Fused Tungsten Carbide (FTC), is an extremely hard, wear resistant material. Its abrasion resistance is superior in terms of wear resistance to all other commercially available materials except diamond. It is far superior to any of the chromium carbide products presently in use and will always deliver very positive test results by comparison. This material forms the basis of all DURUM s abrasion-resisting products. The properties of the FTC are very much dependent on it s structure. An FTC that demonstrates at least an 80% feather structure has a macro-hardness of approximately 2,000 HV 30. The micro-hardness of this material has been measured at 2,300-2,500 HV 0.4. FTC has a carbon content of %. This corresponds to a ratio of 78-80% FTC and 20-22% WC. Careful attention must be paid during the processing and application of products containing FTC, that the temperature does not exceed 1,800 C. Higher temperatures would cause an alteration in the structure resulting in a loss of hardness. If this excessive overheating occurs during the welding procedure, an unproportionately high amount of FTC will be dissolved in the iron matrix, which would also result in a reduction of the material s superior ability to resist wear. DURMAT SFTC General information: DURMAT Spherical Tungsten Carbide (SFTC) is the most wear resistant Fused Tungsten Carbide we can offer. These SFTC spherical fused tungsten carbide particles show a fine non-acicular structure with a higher hardness than conventional FTC (>3,000 HV0.1). The increased apparent density combined with a better flowability enable an increase of hard particles in wear resistant coatings and components produced by infiltration. Using powder metallurgical processes, it is possible to produce parts of nearly any shape, which can contain hard materials or diamonds together with a metal binder and SFTC, reinforcing the hardness of diamond tools. FTC equalizes the matrices between the different hardnesses of diamonds and binder in diamond drilling, grinding and honing tools. Excellent for deep well drilling tools and rods, crusher jaws, mixers, concrete & stone saws, hot-pressed tools, screens & conveyors, extrusion housings and hard additives to diamond bits and saws. Product - DURMAT FTC DURMAT SFTC Alloy type - WC-W 2 C WC-W 2 C Parameter Unit Typical data DURMAT FTC C-total % C-free % 0.1 max. 0.1 max. O 2 sieve range % 0.05 max max. O 2 sub sieve range % 0.2 max. 0.2 max. Fe % 0.3 max. 0.3 max. Co % 0.3 max. 0.3 max. Hardness HV 0,4 2,360 3,000 Structure - mainly feather fine Density g/cm Melting point C/ F 2,860/5,176 2,860/5,176 DURMAT SFTC



5 5 Tungsten Carbide DURMAT 96 PTA



6 6 Oxy-acetylene Hard-facing DURMAT A General characteristics: DURMAT A consists of a special pre-alloyed tube filled with coarsely grained Fused Tungsten Carbide (FTC) for oxyacetylene welding. The FTC has an exceptionally high hardness of over 2,360 HV 0.4 giving outstanding wear protection to hard faced areas. For special hard facing on machine parts of unalloyed, low alloyed or cast steel with carbon content up to 0.45%. Higher carbon content could lead to cracking. Depending on the size and composition of the area to be hard faced, the proper rod diameter and grain size should be chosen. If the area will encounter heavy abrasion a small grain size is recommended. If a cutting action is desired a larger grain size is preferable. Application: For hard facing and repairing tools and machine parts exposed to wear in mining, road construction, ceramic, petroleum, excavation and dredging applications. Welding recommendation: The area to be hard faced should be free of rust, scale, grease or other contamination. The burner nozzle should be held at a shallow angle to the work area with a neutral to slightly acetylene excess flame. To avoid overheating, the work area should be slightly wetted and the tube metal should not come into contact with the centre of the flame. Depending on the base metal and the size of the work area a preheating temperature between C ( F) is advised. Sales units: Type Ø [mm] Grain Size [mm] Standard rod lengths: 350mm (14 ) and 700mm (28 ) (other rod lengths and mesh sizes are available on request)

 and feature a self fluxing characteristic producing a smooth, clean welded surface.")

7 7 Oxy-acetylene Hard-facing DURMAT B General characteristics: DURMAT B is a nickel core flexible rod coated with both fused tungsten carbide (FTC) and Ni-Cr-B-Si developed for oxyacetylene welding. The deposited alloy consists of approximately 65% FTC and 35% Ni-Cr-B-Si-matrix with a matrix hardness of 45 HRC. The overlay is highly resistant to acids, bases, lye and other corrosive media and excessive wear conditions. The rod has a low melting range of between C (1,742-1,922 F) and feature a self fluxing characteristic producing a smooth, clean welded surface. Typical Hardness: FTC: > 2,360 HV 0,4 NiCrBSi-Matrix: HV 0,1 Application: Hard-facing of ferritic and austenitic steels (steel castings), applied for overlaying mixer blades, screws and conveyors in chemical and dye industry, food industry. Specially recommended for stabilizer blades in the petroleum industry. Welding recommendation: The surface to be hard faced should be clean and free of rust, scale, grease or other contamination preferably by grinding or grit blasting. Deposits should be made using a gas flame with a neutral to slight acetylene balance. Sales units: Type Ø mm Grain Size [mm] BGF
 in combination with excellent corrosion resistant properties.")

8 8 PTA Hard-facing DURMAT 59 PTA DURUM s family of Tungsten Carbide - Nickel base alloys exhibit superior resistance to abrasion and wear, retaining their hardness up to 600 C (approx. 1,000 F) in combination with excellent corrosion resistant properties. PTA - Plasma Transferred Arc is suitable for almost all cobalt and nickel based alloys as well as specially designed iron based alloys. Primary carbides in combination with those nickel, cobalt and iron based alloys improve the wear resistance remarkably compared to chromium carbide plates. PTA is a true welding process, with deposits forming a metallurgical bond with the base metal. The dilution level is very close to those obtained by using the oxy-acetylene process. A further advantage of using the PTA process is the capability of producing thin edge surfaces. Together with the very low dilution (approx. 5%) and the minimal distortion risk, the process is ideal for applications on parts such as Fan Blades. General characteristics: DURMAT 59-PTA is resistant to heavy abrasion and heat. Its extreme hardness allows for excellent sliding on high tensile strength steels. DURMAT 59-PTA is also recommended in combination with fused tungsten carbide (FTC) for wear resistant applications. Typical chemical composition (in wt-%): C Si Ni B Fe bal. 3.0 <2 Hardness: Melting point: Density: Structure: Grain Size: HRC 1070 C 8.1 g/cm³ Ni-Matrix / Ni-Borid µm


9 9 PTA Hard-facing DURMAT 61 PTA General characteristics: DURMAT 61 PTA is corrosion resistant and acid durable, resistant to heavy abrasion and heat. Due to the high tungsten carbide content, the powder is extremely wear resistant. DURMAT 61 PTA protects components that are exposed to heavy mechanical and mineral wear. DURMAT 62 PTA General characteristics: DURMAT 62 PTA is corrosion resistant and acid durable, resistant to heavy abrasion and heat. Due to the high spherical tungsten carbide content, the powder is extremely wear resistant. DURMAT 62 PTA protects components that are exposed to heavy mechanical and mineral wear. Typical chemical composition (in wt-%): DURMAT 59 PTA DURMAT FTC Typical chemical composition (in wt-%): DURMAT 59-PTA DURMAT SFTC Hardness: Melting point: Density: Structure: Grain Size: Matrix: ca HRC DURMAT FTC: >2,340 HV 0,4 Matrix: 1070 C DURMAT FTC: 2,860 C Matrix 8.1 g/cm³ DURMAT FTC: g/cm³ FTC with Ni-Matrix and Ni-Borid µm Hardness: Melting point: Density: Structure: Grain Size: Matrix: HRC DURMAT SFTC: >3,000 HV 0,4 Matrix: 1070 C DURMAT SFTC: 2,860 C Matrix 8.1 g/cm³ DURMAT SFTC: g/cm³ SFTC with Ni-Matrix and Ni-Borid µm
10 10 Flux-Cored Wire Hard-facing DURMAT NIFD General characteristics: DURMAT NIFD is a flux cored wire filled with fused tungsten carbide and NiCrBSi- matrix for semi-automatic welding application. DURMAT NIFD was developed to protect surfaces against extreme abrasive wear in combination with corrosion attacks. The deposit alloy consists of approximately 60% FTC and 35-40% Ni-Cr-B-Si-matrix. The alloy has a low melting range of between C (1,652 1,922 F) and feature a self fluxing characteristic producing a smooth and clean surface. The matrix is highly resistant to acids, bases, lye and other corrosive media. DURMAT NI-2 General characteristics: DURMAT NI-2 is a cored metal wire filled with a combination of very hard special carbides together with fused tungsten carbides and Ni-Cr-B-Si-for semi-automatic welding application. DURMAT NI-2 was developed to protect surfaces against extreme abrasive wear in combination with corrosion attacks. The alloy has a low melting range of between C (1,652 1,922 F) and feature a self fluxing characteristic producing a smooth and clean surface. The matrix is highly resistant to acids, bases, lye s and other corrosive media. Hardness: FTC: >2,360 HV 0,4 Matrix: HV 0,1 Hardness: FTC: >2,360 HV 0,4 Other carbides: >2,900 HV 0,1 Matrix: HV 0,1 Application: Repairing and hard facing ferritic and austenitic steel tools and machine parts (steel casting). Specially developed for semi and fully automatic welding on tool joints and stabilizers in the petroleum industry. Welding parameters: Ø mm Amps Voltage Welding recommendation: The area to be hard faced should be free of rust, scale, oil and other contamination. Be sure that the base material is not overheated and choose amps and volts as low as possible to avoid decomposition of the tungsten carbide. NOTE: The base metal s alloy should have enough tensile strength so that the hard facing material cannot be pressed into it. Application: Repairing and hard facing ferritic and austenitic steel tools and machine parts (steel castings). Specially developed for semi and fully automatic welding on tool joints, casings and stabilizers in the petroleum industry. Welding parameters: Ø mm Amps Voltage Welding recommendation: The area to be hard faced should be free of rust, scale, oil and other dirt. Be sure that the base material is not overheated and choose amps and volts as low as possible to avoid melting the tungsten carbide. Note: The base metal s alloy should have enough tensile strength so that the hard facing material cannot be pressed into it.
11 11 Flux-Cored Wire Hard-facing DURMAT FD 55 MO DURMAT FD 56 General characteristics: DURMAT FD 55 Mo is a flux core wire, which deposits a high C-Cr-Mo-alloyed stainless weld metal with excellent resistance to abrasion and medium impact. It can be used whenever high abrasion accompanied by corrosion is expected. The additional alloyed 1.3 % Mo enables a higher warm strength of the deposit in comparison to DURMAT FD 55. Best results are achieved by welding in two layers. A maximum deposit thickness of 8 mm is recommended. The resulting deposits can not be heat treated, machined or forged. Before overlaying previously hardfaced surfaces a buffer layer of DURMAT FD 200 K or DURMAT FD 250 K is recommended. General characteristics: DURMAT FD 56 is a high C-Cr-alloyed self shielding flux core wire. The alloy is especially made for overlaying parts which are exposed to very extreme abrasive mineral wear related to the high amount of hard phasing, hypereutectic M 7 C 3 -carbides. The overlay is also corrosion-resisting. DURMAT FD 56 should be applied for a maximum of 2 or 3 layers, with a maximum of 10 mm height. For best results only 2 layers should be applied and the hardfaced area should not be exposed to pounding or impact load. Before overlaying previously hardfaced surfaces a buffer layer of DURMAT FD 250 K is recommended. Hardness: HRC Hardness: HRC Typical chemical composition (in wt-%): C Si Mn Cr Mo Fe Bal. Application: Bucket teeth and lips, sand pumps (wet sand possible), catalyst piping, impellers and screws. Typical chemical composition (in wt-%): C Si Mn Cr Fe Bal. Application: Wear plates, spiked rollers, cement and concrete pumps, slag breakers, coke oven slides and Ni-Hard IV. Welding parameters: Ø mm Amps Voltage Welding parameters: Ø mm Amps Voltage
12 12 Flux-Cored Wire Hard-facing DURMAT FD 60 General characteristics: DURMAT FD 60 is a flux core wire for hardfacing especially for extreme abrasive wear. The deposit has a ledeburitic structure with different very hard types of carbide. DURMAT FD 60 is used where ever abrasive wear is extremely high because it offers an excellent resistance against abrasion. The deposit is free of slag, weldability is excellent. Best results are achieved by welding in two layers. A maximum deposit thickness of 8 mm is recommended. The resulting deposits cannot be heat treated, machined or forged. Before overlaying previously hardfaced surfaces a buffer layer of DURMAT FD 200 K or DURMAT FD 250 K is recommended. DURMAT FD 61 General characteristics: DURMAT FD 61 is a flux core wire for hardfacing and is resistant to extreme abrasive wear. The deposit has a ledeburitic structure with a high content of different hard phases. DURMAT FD 61 is used at extreme abrasive wear due to its excellent resistance against abrasion. The deposit is free of slag, weldability is excellent. Best results are achieved by welding in two layers. A maximum deposit thickness of 8 mm is recommended. The resulting deposit cannot be heat-treated, machined or forged. Before overlaying previously hardfaced surfaces a buffer layer of DURMAT FD 200 K or DURMAT FD 250 K is recommended. Hardness: HRC Hardness: HRC Typical chemical composition (in wt-%): C Si Mn Cr Nb Fe Bal. Application: Hardfacing on parts for coal mining equipment, cement and mineral industries. Typical chemical composition (in wt-%): C Si Mn Cr Nb B Fe Bal. Application: Hardfacing on parts for coal mining equipment, cement and mineral industries Welding parameters: Ø mm Amps Voltage Welding parameters: Ø mm Amps Voltage
13 13 Flux-Cored Wire Hard-facing DURMAT FD 64 DURMAT FD 65 General characteristics DURMAT FD 64 is a C-Cr-B-alloyed flux core wire resistant to heavy mineral abrasion at elevated temperature. Before overlaying a previously hardfaced surface a buffer layer of DUR- MAT FD 200 K or DURMAT FD 250 K is recommended. General characteristics: DURMAT FD 65 is a flux core wire for hardfacing application especially with extreme abrasive wear even at elevated temperatures. The deposit has a ledeburitic structure with many different very hard types of carbides. DURMAT FD 65 is used where extreme abrasive wear is expected even at elevated temperatures up to 600 C. The deposit is free of slag, weldability is excellent. Best results are achieved by welding in two layers. A maximum deposit thickness of 8 mm is recommended. The resulting deposits cannot be heat treated, machined or forged. Before overlaying previously hardfaced surfaces a buffer layer of DURMAT FD 200 K or DURMAT FD 250 K is recommended. Hardness: 20 C: HRC 400 C: 60 HRC 600 C: HRC Hardness: 20 C: HRC 400 C: 61 HRC 600 C: 57 HRC 800 C: 52 HRC Typical chemical composition (in wt-%): C Si Mn Cr V W B Fe Bal. Application: Cement industry, mineral and brick industry, mining industry and parts subject to heavy wear in combination with temperature. Typical chemical composition (in wt-%): C Si Mn Cr V W B Fe Bal. Application: Blast furnace bells, coke oven screens and doors, sinter wheel breakers, smelter loading chutes, etc Welding parameters: Ø mm Amps Voltage Welding parameters: Ø mm Amps Voltage
14 14 Flux-Cored Wire Hard-facing DURMAT FD 75 Hardness: HRC (bis 700 C) Typical chemical composition (in wt-%): C Si Mn Cr Mo Nb V W Fe Bal. Application: Slag conveyer screws, hot sinter breaker DURMAT FD 600 TIC General characteristics: DURMAT FD 600 TIC is a flux core wire for hard facing. The deposit is tough and not sensitive to impact loads. It shows excellent resistance to impact in combination with abrasion. Hardness: HRC Typical chemical composition (in wt-%): C Si Mn Cr Mo Ti Fe Bal. Application: Roller Press, bucket teeth and lips, sand pumps, impellers and screws. DURMAT FD 78 General characteristics: C-, Cr-, V-, Nb-alloyed flux core wire against extreme mineral wear. The weld deposit has a high scratch hardness. Best results are achieved by welding two layers. A maximum deposit thickness of 8 mm is recommended. The resulting deposits cannot be heat-treated, machined or forged. Before overlaying previously hardfaced surfaces a buffer layer of DURMAT FD 200 K or DURMAT FD 250 K is recommended. Hardness: HRC Typical chemical composition (in wt-%): C Si Mn Cr Nb V B Fe Bal. DURMAT FD 760 General characteristics: The welding deposit is martensitic with Niob - carbides, it has an high resistance against pressure. Due to the Niobium-Carbides, with a hardness of HV, the welding deposit has an additional resistance against abraision wear. Hardness: HRC Typical chemical composition (in wt-%): C Si Mn Cr Mo Nb V W Fe Bal. Application: Cement rolls, crusher rolls and hammers Application: Applications are sinter plants, lignite mining machines, gravel industry, chains, clinker industry, concrete pumps.





15 15 Typical Applications of DURUM Products
16 16 ELECTRODES DURMAT E General characteristics: DURMAT E is a tube metal filled with medium size fused tungsten carbide developed for manual welding application. This electrode can be applied by alternating or direct current trouble free once the proper machine setting is obtained. Application: For hard-facing unalloyed and low alloyed steels (cast steels) with a maximum carbon content of 0.5%. Higher carbon content could lead to cracking. For welding on most high alloyed steels after a buffer layer is recommended. Also for hard facing tools and machine parts that are exposed to wear in mining, excavation, digging, road construction and deep drilling applications. Typical chemical composition (in wt-%): DURMAT NISE General characteristics: DURMAT NISE is a tubular electrode filled with fused tungsten carbide and a special nickel alloy for manual welding. This alloy is specially designed for application where extreme abrasion in combination with corrosion is expected. DURMAT NISE can be applied on steel castings, nickel based and stainless steel alloys. The alloy combination of DURMAT NISE is specially designed for surfaces that are exposed to corrosive media and excessive wear conditions. The matrix is highly resistant to acids, lye s and other corrosive media. Application: Repairing and hard facing ferritic and austenitic steels (steel castings), stabilizer blades, conveyor screws, milling plates, deep drilling tools, and mixer blades. Typical chemical composition (in wt-%): FTC Fe-based Matrix FTC ca. 60 Ni-based Matrix Bal. ca. 60 Bal. Hardness: HRC FTC: > 2,340 HV 0,4 Welding recommendation: Typ Ø mm Length of rod Amps Voltage mm 90 A = + / ~ mm 110 A = + / ~ mm 140 A = + / ~ mm 160 A = + / ~ /450 mm 200 A = + / ~ Hardness: FTC: > 2,340 HV 0,4 Ni-based Matrix: ca HV 0,1 Welding recommendation: Typ Ø mm Length of rod Amps Voltage A = + / ~ A = + / ~ A = + / ~ A = + / ~




17 17 Typical Applications of DURUM Products
18 18 Tungsten Carbide and its Derivatives DURMAT DIN EN DIN 8555 CHEMICAL COMPOSITION & TYPICAL APPLICATIONS HARDNESS TYPICAL PROPERTIES A T Fe20 G21-GF-55-CG Fe-based with FTC FTC: >2,360 HV 0.4 Mixed hardness Tools and machine parts exposed to wear in mining, road construction, ceramic, petroleum, excavation and dredging applications weld metal: 55 HRC Special pre-alloyed tube filled with coarsely grained Fused Tungsten Carbide (FTC) for oxy-acetylene welding A - PLUS Fe-based with SFTC SFTC: 3,000 HV 0.4 Mixed hardness T Fe20 Tools and machine parts exposed to wear in mining, road construction, ceramic, G21-GF-55-CG petroleum, excavation and dredging applications weld metal: 55 HRC Similar to DURMAT A, but filled with Spherical Fused Tungsten Carbide E Fe-based with FTC E Fe20 Hard facing unalloyed and low alloyed steels (cast steels) with a maximum E21-GF-UM-60-CG carbon content of 0.5% (tools and machine parts that are exposed to wear in mining, excavation, digging, road construction and deep drilling applications) E - PLUS Fe-based with SFTC E Fe20 Hard facing unalloyed and low alloyed steels (cast steels) with a maximum E21-GF-UM-60-CG carbon content of 0.5% (tools and machine parts that are exposed to wear in mining, excavation, digging, road construction and deep drilling applications) Mixed hardness weld metal: HRC Mixed hardness weld metal: >58 HRC Tube metal filled with medium size Fused Tungsten Carbide for manual welding Nickel core flexible rod coated with both Fused Tungsten Carbide and Ni-Cr-B-Si developed for oxy-acetylene welding B NiCrBSi-based with FTC FTC: >2,360 HV 0.4 NiCrBSi-Alloy: T Ni20 Hard facing of ferritic and austenitic steels (steel castings), applied for overlaying HV G21-UM-55-CG mixer blades, screws and conveyors in chemical, dye and food industry. Specially 0.1 recommended for stabilizer blades in the petroleum industry Nickel core flexible rod coated with both Fused Tungsten Carbide and Ni-Cr-B-Si developed for oxy-acetylene welding BK NIA NiCrBSi-based with SFTC T Ni20 Hard facing of ferritic and austenitic steels (steel castings), applied for overlaying G21-UM-55-CG mixer blades, screws and conveyors in chemical, dye and food industry. Specially recommended for stabilizer blades in the petroleum industry NiCrBSi-based with FTC T Ni20 Hard facing on ferritic and austenitic steels (steel casings), overlaying mixer blades, conveyors and screws in chemical, dye and food industry. Recommended G21-GF-55-CG for hard facing rock bits and stabilizers in the petroleum industry. SFTC: 3,000 HV 0.4 FTC: >2,360 HV 0.4 Similar to DURMAT B, but filled with Spherical Fused Tungsten Carbide Rod for oxy-acetylene welding Very high resistance to abrasion The matrix is highly resistant to acids, alkalis and other corrosive media NIA - PLUS NI3 NiCrBSi-based with SFTC T Ni20 Hard facing on ferritic and austenitic steels (steel casings), overlaying mixer blades, conveyors and screws in chemical, dye and food industry. Recommended G21-GF-55-CG for hard facing rock bits and stabilizers in the petroleum industry. T Ni20 MF21-55-CGZ SFTC: 3,000 HV 0.4 Ni-based with FTC and Special Carbide FTC: >2,360 HV 0.4 Matrix: HV 0.1 Repairing and hard facing ferritic and austenitic steels, stabilizer blades, conveyor screws, milling plates, deep drilling tools, and mixer blades Other Carbides: 2,900 HV 0.1 Similar to DURMAT NIA, but filled with Spherical Fused Tungsten Carbide Tubular electrode filled with a mixture of FTC and special carbides in combination with a special Ni-alloy Highly resistant to extreme abrasion in combination with corrosion NI3 - PLUS T Ni20 MF21-55-CGZ Ni-based with FTC and Special Carbide SFTC: 3,000 HV 0.1 Matrix: HV 0.1 Repairing and hard facing ferritic and austenitic steels, stabilizer blades, conveyor screws, milling plates, deep drilling tools, and mixer blades Other Carbides: 2,900 HV 0.1 Similar to DURMAT NI3, but filled with Spherical Fused Tungsten Carbide NISE Ni-based with FTC FTC: 2,360 HV 0.1 Ni-Matrix: E Ni20 Repairing and hard facing ferritic and austenitic steels (steel castings), stabilizer blades, HV E21-GF-UM-60-CGZ 0.1 conveyor screws, milling plates, deep drilling tools, and mixer blades Tubular electrode filled with Fused Tungsten Carbide and pecial nickel alloy for manual welding Highly reststant to extreme abrasion in combination with corrosion NISE - PLUS Ni-based with SFTC E Ni20 Repairing and hard facing ferritic and austenitic steels (steel castings), stabilizer E21-UM-60-CGZ blades, conveyor screws, milling plates, deep drilling tools, and mixer blades SFTC: 3000 HV 0.1 Similar to DURMAT NISE, but filled with Spherical Fused Tungsten Carbide
, coring tools, reamers, milling tools and stabilizers.")


19 19 Tungsten Carbide and its Derivatives DURMAT DIN EN DIN 8555 CHEMICAL COMPOSITION & TYPICAL APPLICATIONS HARDNESS TYPICAL PROPERTIES CS Sintered tungsten carbide fragments in a ductile Cu-Ni-Zn matrix Downhole reamers, openers, fishing tools (spears), coring tools, reamers, milling tools and stabilizers. - Tensile strength of 100,000 psi Homogeneous distribution of the sintered tungsten carbide particles TINNING- RODS Nickel bronze rods Binder for the sintered tungsten carbide particles with DURMAT CS - Fume reduced nickel bronze rods containing 10% nickel developed for oxyacetylene welding High mechanical properties FTC Fused Tungsten Carbide SFTC Spherical Fused Tungsten Carbide WC-W 2 C Deep well drilling tools and rods, crusher jaws, mixers, concrete and stone saws, hot-pressed tools, screens & conveyors, extrusion housings, hard additives to diamond bits and saws WC-W 2 C Deep well drilling tools and rods, crusher jaws, mixers, concrete and stone saws, hot-pressed tools, screens & conveyors, extrusion housings, hard additives to diamond bits and saws 2,360 HV 0.4 For hardfacing of metallic surfaces exposed to extreme mechanical load and reinforcing the hardness of diamond tools 3,000 HV 0.4 For hardfacing of metallic surfaces exposed to extreme mechanical load and reinforcing the hardness of diamond tools Increased apparent density combined with a better flowability DN 3.0 WC-Co 92/8 Rock-bits, special tools for deep drilling 2,400-2,550 HV 0.1 Highly wear resistant WC/Co alloy based on Nano FTC DNK 1.3 WC-Co 94/6 Rock-bits, special tools for deep drilling 1,950-2,050 HV 0.1 WC-Co-Alloy with fine FTC Very good abrasive and corrosive properties associated with high hardness MCTC Monocrystalline Tungsten Carbide with 6.12% C-content PTA-overlay for parts subject to wear 1,600 HV 0.1 Good wear protection properties Good thermal stability, but lower hardness as compared to FTC/SFTC WC IV Crushed Tungsten Carbide with 6-10% Co - content Mining, deep drilling ason tool joints in the petroleum industry 1,500-1,800 HV 0.1 Concentrated wear protection for the area exposed to maximum wear Easy application of an extremely hard and abrasion resistant protective surface for highly stressed areas DURMAT B / DURMAT BK DURMAT CS DURMAT NIFD / DURMAT NIFD PLUS

20 20 Spray & Fuse Powders DURMAT Grain Size TYPICAL CHEMICAL COMPOSITION (WT.-%) & TYPICAL APPLICATIONS Mix C Si B Cr Ni W HARDNESS TYPICAL PROPERTIES 40 - A 60 - A -106/ / Bal. - On small areas or die edges, mold castings in the glass industry, fittings, pistons and guides, buffer layers in addition to DURMAT B hardfacings Bal. - On small areas or die edges, mold castings in the glass industry, fittings, pistons and guides, buffer layers in addition to DURMAT B hardfacings HRC 56 HRC Resistant to corrosion, abrasion and heat Excellent gliding on high tensile strength steels and plastics High wear and heat resistant up to 550 C Resistant to corrosion, abrasion and heat Excellent gliding on high tensile strength steels and plastics Rust and acid resistant, cavitation and corrosion resistant 40 - FTC -106/+22 Matrix FTC Bal. Mechanical engineering, pump and mill construction, the manufacturing of petrochemical apparatus, deep drilling tools, wear plates in agriculture FTC: >2,360 HV 0,4 DURMAT 60-A: 56 HRC Resistant to corrosion, abrasion and heat High wear and heat resistant up to 550 C Rust and acid resistant 50 - FTC -106/+22 Matrix FTC Bal. Mechanical engineering, pump and mill construction, the manufacturing of petrochemical apparatus, deep drilling tools, wear plates DURMAT 60 - A: 56 HRC DURMAT FTC: > 2,360 HV 0,4 Resistant to corrosion, abrasion and heat High wear and heat resistant up to 550 C Rust and acid resistant 60 - FTC -106/+22 Matrix FTC Bal. Mechanical engineering, pump and mill construction, the manufacturing of petrochemical apparatus, deep drilling tools, wear plates DURMAT 60 - A: 56 HRC DURMAT FTC: 2,360 HV 0,4 Resistant to corrosion, abrasion and heat High wear and heat resistant up to 550 C Rust and acid resistant 75 - FTC -106/+22 Matrix FTC Bal. Mechanical engineering, pump and mill construction, the manufacturing of petrochemical apparatus, deep drilling tools, wear plates DURMAT 60 - A: 56 HRC DURMAT FTC: 2,360 HV 0,4 Resistant to corrosion, abrasion and heat High wear and heat resistant up to 550 C Rust and acid resistant 80 - FTC -106/+22 Matrix FTC Bal. Mechanical engineering, pump and mill construction, the manufacturing of petrochemical apparatus, deep drilling tools, wear plates DURMAT 60 - A: 56 HRC DURMAT FTC: > 2,360 HV 0,4 Resistant to corrosion, abrasion and heat High wear and heat resistant up to 550 C Rust and acid resistant
21 21 Metal- and Flux Cored Tungsten Carbide Wire DURMAT DIN EN DIN 8555 TYPICAL APPLICATIONS AND CHEMICAL COMPOSITION HARDNESS TYPICAL PROPERTIES OA Fe-Matrixwith 50-62% FTC FTC: 2,360 HV 0,4 Weld metal: T Fe20 Tools and machine parts that are exposed to wear in mining, excavation, earth HRC 1. Lage MF 21-65GZ moving, tunneling shields, road construction, well drilling and deep drilling HRC applications) 2. Lage NICRW NiCr-Matrix with 50-62% FTC T Fe20 Protects surfaces against a combination of extreme abrasive and corrosive MF 21-65GZ attacks Open arc tubular wire filled with Fused Tungsten Carbide for semi-automatic applications, where extreme abrasive wear is anticipated Similar to DURMAT NIFD, but containing a higher chrome content FTC: 2,360 HV 0,4 Low melting range ( C) Matrix: HV 0,1 Highly resistant to acids, bases and other corrosive media NIFD Ni-Matrix with 50-62% FTC T Ni20 Repairing and hard facing ferritic and austenitic steel tools and machine parts MF CGTZ (steel casting). Welding on tool joints and stabilizers in the petroleum industry FTC: 2,360 HV 0,4 Flux cored wire with Fused Tungsten Carbide and NiCrBSi- matrix for semi-automatic welding application Protects surfaces against a combination of extreme abrasive and corrosive attacks NIFD - PLUS NI2 Ni-Matrix with 50-63% SFTC T Ni20 Repairing and hard facing ferritic and austenitic steel tools and machine parts MF21-55-CGZ (steel casting). Specially developed for semi and fully automatic welding on tool joints and stabilizers in the petroleum industry Ni-Matrix with 50-62% FTC and Special Carbides T Ni20 Protects surfaces against a combination of extreme abrasive and corrosive MF21-55-CGZ attacks SFTC: 3,000 HV 0,4 FTC: 2,360 HV 0,4 Matrix: HV 0,1 Other carbides: 2,900 HV 0,1 Similar to DURMAT NIFD, but filled with Spherical Fused Tungsten Carbide Cored metal wire filled with a combination of very hard special carbides together with fused tungsten carbides and Ni-Cr-B-Si for semiautomatic welding NI2 - PLUS Ni-Matrix with 50-62% SFTC and Special Carbides T Ni20 Protects surfaces against a combination of extreme abrasive and corrosive MF21-55-CGZ attacks SFTC: 3,000 HV 0,4 Matrix: HV 0,1 Other carbides: 2,900 HV 0,1 Similar to DURMAT NI2, but filled with Spherical Fused Tungsten Carbide FD 773 NiCr-Matrix with 50-62% DNK 1.3 T Ni20 Protection of surfaces against a combination of extreme abrasive and corrosive MF CGZ attacks DNK 1,3: >1,950 HV 0,5 Good corrosion protection against chloride Matrix: HV 0,1 media FD 774 Co-Matrix with 50-62% DNK 1.3 T Ni20 Protection of surfaces against a combination of extreme abrasive and corrosive MF CGZ attacks FD 778 T Ni20 MF CGZ NiFe-Matrix with 50-62% FTC Protection of surfaces against a combination of extreme abrasion and corrosion DNK 1,3: >1,950 HV 0,5 Good corrosion protection against chloride Matrix: HV 0,1 media Lower melting point than commonly used iron FTC: 2,360 HV 0,4 based Flux Cored Wires with FTC filling Matrix: HV 0,1 Smooth and clean surface Good resistance to corrosive media FD 779 T Ni20 MF21-55-CGZ FD 780 T Ni20 MF CGZ Ni-Matrix with 50-62% MCWC Protection of surfaces against a combination of extreme abrasion and corrosion NiFe-Matrix with 50-62% MCWC Protection of surfaces against a combination of extreme abrasion and corrosion Resistant against extreme abrasive wear in MCWC: >1,630 HV 0,1 combination with corrosion Matrix: HV 0,1 Low melting range, self fluxing characteristic producing a smooth and clean surface Resistant against a combination of extreme abrasive and corrosive wear MCWC: >2,000 HV 0,1 Low melting point, self fluxing characteristic Matrix: HV 0,1 producing a smooth and clean surface Good resistance to corrosive media FD 789 Ni-Matrix with 50-62% DNK 1.3 T Ni20 Protection of surfaces against a combination of extreme abrasive and corrosive MF CGZ attack DNK 1,3: >1,950 HV 0,5 Good corrosion protection against chloride Matrix: HV 0,1 media
 OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe B FD 200 K DIN EN 14700: T Fe-10-200-CKNPZ / DIN 8555: MF 8-200-CKNPZ Repair of manganese steel buckets and shovels, high")

22 22 Flux-Cored Wire (Workhardening Austenitic Surfacing) Workhardening Austenitic Surfacing DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe B FD 200 K DIN EN 14700: T Fe CKNPZ / DIN 8555: MF CKNPZ Repair of manganese steel buckets and shovels, high tensile tools & dies, clutches, crane wheels, earthmoving undercarriage parts, gear wheels, etc Bal HB When hardened: HB Stainless, antimagnetic and workhardening. Heat resistant up to 850 C. Can be applied as a buffer layer. FD 240 K DIN EN 14700: T Fe9-250-KNP / DIN 8555: MF KNP Hardfacing of crushers, swing hammers, railway crossings, dredge buckets, etc Bal HB When hardened: HB Austenitic flux cored wire. Designed for repairing worn parts of similar to base materials as well as for hard facing carbon steels parts against severe impact loads. FD 250 K DIN EN 14700: T Fe9 / DIN 8555: MF KNP Repair of manganese steel buckets and shovels, high tensile tools & dies, clutches, crane wheels, earthmoving undercarriage parts, gear wheels, etc Bal HB When hardened: HB Austenitic flux cored wire of the Mn-Cr-type. High plasticity: can be applied as a buffer layer. Corrosion resistant, antimagnetic, impactresistant. FD 270 K DIN EN 14700: T Fe9 / DIN 8555: MF KNP Hardfacings of blast furnace seilings Bal HB When hardened: 500 HB Ductile austenitic matrix alloy bearing Cr and Nb (Cb) - Carbides. High wear resistance. FD 295 HY DIN EN 14700: Fe Z9-300-CKP Water turbines, valves and components in the field of hydraulic or gas plants 0.2 < N HB When hardened: 450 HB Austenitic matrix. Resistant to corrosion, erosion and cavitation. Hot cracking resistant.
23 23 Flux-Cored Wires (Impact Resistant Coatings) Impact Resistant Coatings DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + FD 300 DIN EN 14700: T Fe1-300-P / DIN 8555: MF P Cable rolls, rails, couplings, back up rolls of caterpillars crane wheel rims, shafts, tool joints, etc Bal. Ti HB Tough and not sensitive to impact loads. The number of layers is not limited. Forgeable and can be additionally worked with cutting tools. FD 310 DIN EN 14700: T Fe7-45-CPT / DIN 8555: MF 9-45-CPT Continuous casting rolls, new cladding and rewelding of all types of hot rolling mills and caster Bal HRC Corrosion and impact resistant, has an excellent resistance to thermal fatigue. Heat treatment is possible. Tough and can be treated with cutting tools. DIN EN 14700: T Fe7-40-CPT / DIN 8555: MF 9-40-CPT FD 356 Continuous casting rolls, new cladding and rewelding of all types of hot rolling mills and caster HRC Corrosion and impact resistant, has an excellent resistance to thermal fatigue. Multiple layers decrease hardness Bal. - FD 400 DIN EN 14700: T Fe1-40-P / DIN 8555: MF 1-40-P Cable rolls, rails, couplings, back up rolls of caterpillar crane wheel rims Bal HRC Low alloyed deposit for hard facing of about 400 HB. Tough and not sensitive to impact. Forgeable, can be additionally worked with cutting tools. FD 450 DIN EN 14700: T Fe1-45-P / DIN 8555: MF 1-45-P Cable rolls, rails, couplings, back up rolls of caterpillar crane wheel rims and shafts, etc Bal HRC Low alloyed deposit for hard facing of about 450 HB. Tough and not sensitive to impact. Forgeable, can be additionally worked with cutting tools. FD 476 DIN EN 14700: T Z Fe7-50-CPT / DIN 8555: MF 9-50-CPT Casting rolls Bal HRC High Cr- Ni- Mo- Co- V- W- alloyed flux cored wire. Specially developed for the hardfacing of rolls for hot rolling. Corrosion and wear resistant. Resistant to impact loads and continuous rating through heat fatigue and high pressure. FD 495 DIN EN 14700: T Z Fe8-50-CKTZW / DIN 8555: MF 3-50-CKTZ Hardfacing of forging presses, hot piercing dies, stretching rolls, pinch rolls, hot strip mill table rolls and back-up rolls Bal HRC When hardened: 53 HRC Stainless weld deposit on Fe, Cr, Co, Mo-basis. High wear resistance at elevated temperatures, high tensile strength, resistance against sliding wear of metallic objects, thermal shock resistance.
 OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + DIN EN 14700: T Fe3-50-PT / DIN 8555: MF 6-50-PT FD 580 Guiding rolls, scale-breaker rolls, blooming- and slabbing-mill")

24 24 Flux-Cored Wire (Impact Resistant Coatings) DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + DIN EN 14700: T Fe3-50-PT / DIN 8555: MF 6-50-PT FD 580 Guiding rolls, scale-breaker rolls, blooming- and slabbing-mill rolls hot working tool steels HRC Durable and abrasion resistant. Excellent thermal fatigue properties Bal. - FD 600 DIN EN 14700: T Fe3-60-PS / DIN 8555: MF 6-60-P Parts subjected to abrasion, impact and compressive loads, sand pumps, dredge pump arms, dredge ladder rolls, etc Bal HRC Flux core wire which enables a CrMoV alloyed deposit for semi automatic and automatic surfacing. Good resistance to tempering and good crack resistance. DIN EN 14700: T Fe8-60-GP / DIN 8555: MF 6-60-GP FD 600 TIC Roller press, bucket teeth and lips, sand pumps, impellers, screws HRC Tough and not sensitive to impact loads. Excellent resistance a combination of impact and abrasion Bal. Ti: 5 DIN EN 14700: T Fe3-60-PST / DIN 8555: MF 6-60-PST FD 601 Hammer and blooming table rolls, blowbars and bucket teeth HRC Excellent properties of resistance to abrasion and impact High heat resistance up to 550 C Bal. - DIN EN 14700: T Fe20-60-GPS FD 605 Mining equipment, scraper blades for brick and clay, agriculture, fans Bal. SC: HRC Resistant against heavy abrasion and impact. High tenacity. Precipitation of fine special carbides (SC). FD 609 DIN EN 14700: T Z Fe6-55-CGPT / DIN 8555: MF 6-55-GPT Crusher wheels and hammers, rock processing shredders, cutting-tools, fluid valves and protection welding on Mn-Hadfield-steel Bal HRC Ferritic-martensitic micro structure. High resistance against impact stress and medium abrasion. Crack free in multiple layers. Can be used up to 700 C.
25 25 Flux-Cored Wires (Impact Resistant Coatings) DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + FD 615 DIN EN 14700: T Z Fe8-50-CGP/ DIN 8555: MF 6-50-RPS Screw oil press, screw conveyors, clay industry, plastics industry Bal. SC: HRC High chromium alloyed flux-cored wire for high wear and corrosion resistance. Rust and corrosion resistance equivalent to a 17% Cr steel. DIN EN 14700: T Z Fe6 / DIN 8555: MF 6-60-GPS FD 628 Mining equipment, scraper blades for brick and clay, technical knifes, agriculture, fans Bal. SC: HRC Resistant against heavy abrasion and impact Precipitation of fine special carbides (SC) Extreme hardness and high tenacity FD 710 DIN EN 14700: T Z Fe13-60-GPT / DIN 8555: MF 6-65-GPT Parts for crushing of minerals, dredger teeth, briquetting press tools, moulds for the ceramic/brick industry, mixing wings, feed screws, shredders, hammer mills Bal. B: HRC Martensitic weld material with embedded Cr- V- Mo- carbides. High hardness and is crack resistant, further resistant to abrasive wear at medium impact, creep resistant up to 500 C. DIN EN 14700: T Fe8-55-GP / DIN 8555: MF 6-55-GP FD 760 Cement and crusher rolls / hammers, briquetting plants, ceramic industry HRC Martensitic with embedded Nb- carbides. High resistance to pressure, crack resistant. Additional resistance to abrasion wear Bal. - Abrasion Resistant Hard-facing DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + FD 42 DIN EN 14700: T Fe14-45-CGT / DIN 8555: MF CGT Normally used in the meat processing and food industry for vegetable oil extrusion presses and in the chemical industry Bal HRC Resistant to wear and corrosion. Used at any place, where corrosive and abrasive wear is expected. Hardfacing of welding material is possible without cracking. Can be additionally worked with metalloid cutting tools. DIN EN 14700: T Z Fe14-50-GP / DIN 8555: MF GP FD 50 Excavater teeth, mixer blades, conveying screws and others HRC Resistant to abrasion and medium impact. Best results by welding in two layers. Cannot be heat treated, machined or forged Bal. -
26 26 Flux-Cored Wires (Abrasion Resistant Hard-facing) DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + FD 51 DIN EN 14700: T Z Fe14-60-G / DIN 8555: MF G Waste crushing, shredder equipments, conveyer screws, pumps, mixer parts, shovel-buckets, scrapers, fan-blades, etc Bal. B: HRC Excellent resistance to abrasion and medium impact up to 450 C. Best results by welding in two layers. Cannot be heat treated, machined or forged. DIN EN 14700: T Fe14-60-CG / DIN 8555: MF CGT FD 53 ES Oil press screw, screw conveyors, extruder screws HRC High-alloyed flux-cored wire with high matrix hardness. High abrasion and corrosion resistance Bal. - FD 55 DIN EN 14700: T Z Fe14-60-G / DIN 8555: MF GR Piping, impellers and screws, etc Bal HRC Stainless weld metal with excellent resistance to abrasion and medium impact. Best results by welding in two layers. Cannot be heat treated, machined or forged. FD 55 Mo DIN EN 14700: T Z Fe14-60-GT / DIN 8555: MF GT Bucket teeth and lips, sand pumps (wet sand possible), catalyst piping, impellers and screws Bal HRC Stainless weld metal with excellent resistance to abrasion and medium impact. Higher warm strength of the deposit in comparison to DURMAT FD 55. Cannot be heat treated, machined or forged. FD 56 DIN EN 14700: T Z Fe14-60-G / DIN 8555: MF G Wear plates, fans, etc Bal HRC Self shielding flux cored wire. Specifically made for overlaying parts which are exposed to very extreme abrasive mineral wear related to the high amount of hard phasing. Corrosion resistant. FD 56 Mo DIN EN 14700: T Z Fe14-60-G / DIN 8555: MF GR Wear plates, fans, etc Bal HRC High C, Cr + Mo alloyed self shielding flux core wire. Resistant to strong abrasive wear by mineral substances, rust resistant. Impact and shock sensitive. FD 59 DIN EN 14700: T Fe14-60-G / DIN 8555: MF GR Farming, gravel digger, pumps, mixer paddles, concrete pumps, conveyor screws, impeller screws, track hoppers Bal HRC Highly C- Cr - alloyed flux- cored wire for applications in high mineral wear. Suitable for hard facing of parts that are exposed to high abrasion in wet areas. FD 59 L DIN EN 14700: T Fe14-60-CG / DIN 8555: MF CGT Kneading machines, liners, pumps, mixer parts, conveyer screws, mixer paddles, oil screws, etc Bal HRC Highly C- Cr- Mo alloyed flux- cored wire for applications in high mineral wear with a corrosion resistant matrix. Hardfacing of parts that are exposed to high abrasion and minor corrosion. Crack free welding is possible.
27 27 Flux-Cored Wires (Abrasion Resistant Hard-facing) DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + FD 59 XL DIN EN 14700: T Z Fe14-55-CG / DIN 8555: MF CGT Kneading machines, liners, pumps, mixer parts, conveyer screws, mixer paddles, oil screws, etc Bal HRC Highly C- Cr- Mo- Ni alloyed flux- cored wire for applications in high mineral wear with a corrosion resistant matrix. Hard facing of parts that are exposed to high abrasion and minor corrosion. Crack free welding is possible. FD 60 DIN EN 14700: T Fe15-60-G / DIN 8555: MF G Parts for coal mining equipment, cement and mineral industries Bal HRC Flux core wire for hardfacing particularly for extreme abrasive wear. Free of slag, weldability is excellent. Best results by welding in two layers. Cannot be heat treated, machined or forged. FD 61 DIN EN 14700: T Z Fe15-65-G / DIN 8555: MF G Parts for coal mining equipment, cement and mineral industries Bal. B: HRC Flux core wire for hardfacing particularly for extreme abrasive wear. Free of slag, weldability is excellent. Best results by welding in two layers. Cannot be heat treated, machined or forged. FD 62 DIN EN 14700: T Z Fe15-60-G / DIN 8555: MF G Wear plates, spiked rollers, cement and concrete pumps, dredging teeth, slag breakers, coke oven slides and Ni-Hard IV Bal HRC Specifically made for verlaying parts which are exposed to very extreme abrasive mineral wear related to the high amount of hard phases. DIN EN 14700: T Fe16-65-GZ / DIN 8555: MF GZ FD 64 Cement industry, mineral and brick industry, mining industry and parts subject to heavy wear in combination with temperature HRC 400 C: 58 HRC 600 C: 48 HRC Resistant to heavy mineral abrasion at elevated temperature Bal. B: 1 FD 65 DIN EN 14700: T Fe16-65-GTZ / DIN 8555: MF GZ Blast furnace bells, coke oven screens and doors, sinter wheel breakers, smelter loading chutes, etc Bal HRC 400 C: 62 HRC 600 C: 59 HRC 800 C: 53 HRC Resistant to extreme abrasive wear even at elevated temperatures. Free of slag, weldability is excellent Ledeburitic structure with many different carbide types Best results by welding in two layers, can t be heat treated, machined or forged FD 67 DIN EN 14700: T Fe16-65-GZ / DIN 8555: MF GZ Hardfacing on parts for coal mining equipment, cement and mineral industries Bal HRC Designed for extreme abrasive wear and moderate impact. Free of slag. Weldability is excellent. FD 68 DIN EN 14700: T Fe16-70-CGZ / DIN 8555: MF CGZ Blast furnace bells, coke oven screens and doors, sinter wheel breakers, smelter loading chutes, etc Bal. B: HRC 600 C: 60 HRC 800 C: 54 HRC Ledeburitic structure with a high amount of different hard phases. Free of slag. Resistant to extreme abrasive wear at elevated temperatures. Cannot be heat treated, machined or forged.
 OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + FD 69 DIN EN 14700: T Fe16-65-GZ / DIN 8555: MF 10-65-GRZ Concrete industry, mixer parts, scrapers, etc. 5.2 0.8 0.")

28 28 Flux-Cored Wires (Abrasion Resistant Hard-facing) DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + FD 69 DIN EN 14700: T Fe16-65-GZ / DIN 8555: MF GRZ Concrete industry, mixer parts, scrapers, etc Bal. B: HRC Resistant to extreme abrasive wear up to 800 C. Ledeburitic structure containing a high amount of different hard phases. Free of slag, the weldability is excellent. Best results welding in two layers. Cannot be heat-treated, machined or forged. DIN EN 14700: T Fe16-65-G / DIN 8555: MF G FD 70 Steel, coal, cement and mineral industry HRC High C-, Cr-, V-alloyed flux core wire against high abrasive wear Not machinable Bal. - FD 75 DIN EN 14700: T Fe16-65-GZ / DIN 8555: MF GZ Slag conveyer screws, hot sinter breaker Bal HRC 400 C: 61 HRC 600 C: 58 HRC 700 C: 55 HRC High C-, Cr-, Nb-, Mo-, W-, V-alloyed flux-cored wire electrode for mineral wear and use at higher temperatures. Hardness reduction at a temperature of 400 C is approximately 6% and at 600 C approximately 10%. FD 78 DIN EN 14700:T Fe16-70-G / DIN 8555: MF G Sinter plants, lignite mining machines, gravel industry, chains, clinker industry, concrete pumps Bal. B: HRC C-, Cr-, V-, Nb-alloyed flux core wire against extreme mineral wear. High scratch hardness. Best results by welding in two layers. Cannot be heat-treated, machined or forged. DIN EN 14700: T Fe16-70-G / DIN 8555: MF G FD 79 Sand and concrete pumps, mixer blades, mixers, screw conveyors, mining, cement industry, mineral processing and waste breakers HRC Resistant to abrasion by the highest mineral wear. Slag-free with excellent weldability Bal. B: 1.3 FD 164 DIN EN 14700: T Fe14-60-CG / DIN 8555: MF GR Wear plates, fans, machinable, NI-Hard IV, etc Zr: HRC Suitable for application to parts subject to severe abrasive wear with exposed mineral substances. Resistant corosion.
 OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + FD 720 DIN EN 14700: T Fe13-65-G Dredges, concrete pumps, driving screws, fine particle wearing parts. 0.")

29 29 Flux-Cored Wires (Abrasion Resistant Hard-facing) DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + FD 720 DIN EN 14700: T Fe13-65-G Dredges, concrete pumps, driving screws, fine particle wearing parts Bal. B: HRC Low alloyed flux core wire. Suitable for parts subject to impact, metal to metal friction and severe fine particle abrasion and erosion load. FD 721 DIN EN 14700: T Z Fe8 Feed screws, sand preparation plants, wear plates, ceramic industry Bal. B: HRC Flux cored wire with alloyed Fe-B-Cr-weld metal with a martensitic carbide structure. Suitable for highly abrasion resistant hardfacings that are exposed to minor impact and high wear at temperatures of up to 450 C. FD 733 DIN EN 14700: T Z Fe12-70-G / DIN 8555: MF GT Parts with high abrasive and erosive load superposed by corrosive attack Bal. B: HRC Contains very fine grained extremely hard chrome-carbides and niobium-carbides. Suitable for hardfacing on parts requiring high abrasion resistance, minor impact resistance and wear resistance up to a working temperature of approx. 450 C. FD 739 DIN EN 14700: T Fe16-70-CG Parts with high abrasive and erosive load superposed by corrosive attack Bal. B: HRC Iron based flux cored wire containing complex carbide phases which are precipitated more fine than in common used hardfacings. Better resistance against abrasive and erosive load. DIN EN 14700: T Fe16-65-CG FD 740 Auf Bauteilen mit hoher abrasiver und erosiver Belastung, die durch korrosive Beanspruchung überlagert werden kann HRC Parts with high abrasive and erosive load superposed by corrosive attack Bal. B: 4.4






30 30 Typical Applications of DURUM Products





31 31 Typical Applications of DURUM Products
32 32 Flux-Cored Wires (Cobalt Base Alloys) Cobalt Base Alloys DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + DUROLIT 1 DIN EN 14700: T Co3 / DIN 8555: MF CGTZ Wear pads, rotary seal rings, pump sleeves; centre less grinder work rests, etc Bal <3-55 HRC 600 C: 44 HRC 800 C: 34 HRC Austenitic-ledeburitic structure. Great resistance to corrosion, reducing acids, impact, extreme wear and temperature shocks. Only machinable by grinding. Tensile strength: 630 N/mm 2. DUROLIT 6 DIN EN 14700: T Co2 / DIN 8555: MF CTZ Steam and chemical valves, equipment handling hot steel such as tong bits, shear blades, pumps for high temperature liquids, etc Bal < HRC 300 C: 35 HRC 600 C: 29 HRC Austenitic-ledeburitic structure. Great resistance to corrosion, reducing acids, impact, extreme wear and temperature shocks. Machinable by hard faced tools. Tensile strength: 900 N/mm 2. DUROLIT 6 LC DIN EN 14700: T Co2 / DIN 8555: MF CTZ Abrasion, erosion, corrosion, cavitation at high temperatures, pumps, extrusion screws, bearing surfaces, chemical industry, hot shear blades, valves, etc Bal < HRC Austenitic structure bearing chrome and tungsten carbides. Resistant to high corrosion and abrasion, high impact stress and extreme temperature shocks. Machinable by hard metal tools. DUROLIT 6 HC DIN EN 14700: T Co2 / DIN 8555: MF CTZ Steam and chemical valves, equipment handling hot steel such as tong bits, shear blades, pumps for high temperature liquids, etc Bal < HRC Austenitic structure bearing chrome and tungsten carbides. Resistant to high corrosion and abrasion, high impact stress and extreme temperature shocks. Machinable by hard metal tools. DUROLIT 12 DIN EN 14700: T Co3 / DIN 8555: MF CTZ Cutting edges of long knifes and other tools used in the wood, plastic, paper, carpet and chemical industry, etc Bal < HRC 300 C: 37 HRC 600 C: 32 HRC Austenitic-ledeburitic structure. Improved wear resistance compared to DUROLIT 6, used for applications exposed to reduced mechanical shock. Machinable by hard faced tools. Tensile strength: 850 N/mm 2. DUROLIT 21 DIN EN 14700: T Co1 / DIN 8555: MF CKTZ Hot forging tools, turbo charger buckets, parts subject to high operating temperatures with all types of wear such as impact, pressure, corrosion, erosion Bal <3-30 HRC After work hardening: 45 HRC Cobalt alloy with the highest corrosion and thermal resistance of all cobalt-base alloys Machineable. DUROLIT 25 DIN EN 14700: T Z Co1 / DIN 8555: MF CKTZ Pumpen, Chemische Industrie, Warmschermesser, Ventile Bal < HB Contains approximately 10.5% nickel for matrix stability during elevated temperature service. Resistant to hot corrosion, impact, wear and extreme temperature shocks and oxidation. Machinable by hard faced tools.
33 33 Flux-Cored Wires (Nickel Base Alloys) Nickel Base Alloys DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + DUROLOY 520W DIN EN 14700: T Ni2-40-CKPTZ / DIN 8555: MF CKPTZ Critical high temperature applications like hot forging dies or hot shear blades Bal Ti: 3 Al: HRC After work hardening: 45 HRc CrCoMoTiAlW-alloyed nickel based weld metal. Designed for gas shielded welding with pure Argon. Precipitation hardenable alloy with an exceptional combination of high temperature mechanical property, forgeability and corrosion resistance. Crack free. DIN EN 14700: T Ni2-40-CKPTZ / DIN 8555: MF CKPTZ DUROLOY 521 W Armor of hammer saddles Bal Ti: 3 Al: HB High-temperature hardness and heat resistance. Good corrosion resistance and wear resistance. DUROLOY Ni Cr 20 Mo 9 Nb / E Ni Cr Mo 3 Chemical industry, furnace parts. Also suitable in freezing temperatures as well as cold hardened metals Bal <3 - Ni- based flux cored wire for the shielded gas welding application. High resistance against many corrosive mediums, pittings, tension cracking and gap corrosion, high scaling resistance and heat hardening treatment. DUROLOY CO DIN EN 14700: T Ni2-250-CKNPT / DIN 8555: MF CKNPTZ Hardfacing on forging dies and other hot working tools Bal < HB After work hardening: 420 HB Applied by shielded arc welding, resulting in a heat and wear resistant hard facing. Resistant to oxidation, reduction and other corrosive media. High resistance to impact and pressure load and even at elevated temperature. DUROLOY SE 1/58 DIN EN 14700: T Ni1-60CGTZ / DIN 8555: MF CGTZ Chemical, automobile and food industry along with nuclear technology Bal <5 B: HRC Nickel based alloy deposit with properties like those of its Stellite counterpart with good hardness, heat resistance, temperature shock resistance, corrosion and wear resistance. DUROLOY SE 6/40 DIN EN 14700: T Ni1-40CGTZ / DIN 8555: MF CGTZ Chemical, automobile and food industry along with nuclear technology Bal <5 B: HRC Flux core wire for oxy-acetylene, WIG or MIG welding. Hot hardness, temperature shock resistance and corrosion and wear resistance. DIN EN 14700: Ti Ni1-50ZGTC / DIN 8555: MF CGTZ DUROLOY SE 12/50 Chemical industry, nuclear technology field, etc HRC High hot hardness, corrosion resistance, heat resistance, wear resistance and thermal shock constancy Bal <5 B: 2.8
34 34 Flux-Cored Wires (Build-Up Wires) DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + DIN EN 14700: T Ni1-35-CGTZ / DIN 8555: MF CGTZ DUROLOY SE 21/35 Chemical, automobile and food industries along with nuclear technology HRC High hot hardness, corrosion resistance, heat resistance, wear resistance and thermal shock constancy Bal <4 B: 0.7 DIN EN 14700: T Ni 1-55CGTZ / DIN 8555: MF CGTZ DUROLOY SE 56 Oil press screw, chemical industry HRC High hot hardness, corrosion resistance, heat resistance, wear resistance and thermal shock constancy Bal B: 2.9 Fülldrähte zum Schweißen von Aufbaulagen DURMAT CLASSIFICATION TYPICAL APPLICATIONS TYPICAL CHEMICAL COMPOSITION* (Wt.-%) OF WELD METAL HARDNESS TYPICAL PROPERTIES C Si Mn Cr Ni Mo Co Nb V W Fe + FD CROMO 1 DIN EN 14700: T Fe1-300-P / DIN 8555: MF P Tool steel, armour steel, crane pulley wheels, transport-rollers, moulds or dies, built up welding. 0,1 0,5 1 1,3-0, Bal HV 30 Tensile strength: 680 N/mm 2 Suitable for medium alloyed steels, that are considered to be hard to weld; for high tensile steel, heat treatable hard facing and designed for build up welding on worn-out parts. Very high crack resistance, highly resistant against impact and pressure wear. FD CROMO 2 DIN EN 14700: T Fe1-350-P / DIN 8555: MF P Tool steel, armour steel, crane pulley wheels, transport-rollers, mould or dies, built-up welding. 0,10 0,4 1,2 2,4-0, Bal HV 30 Tensile strength: 700 N/mm 2 Suitable for medium alloyed steels, that are considered to be hard to weld; for high tensile steel, heat treatable hard facing and designed for build up welding on worn-out parts. Very high crack resistance, highly resistant against impact and pressure wear. FD NiCrMo 2.2 DIN EN 14700: T Fe P / DIN 8555: MF P Build-up layers for carbon steels, buffer layers for continuous casting rolls and cement rolls. 0,06-1,6 0,4 2,2 0, Bal. Ti HV 30 Tensile strength: N/mm 2 Flux cored wire, suitable for medium alloyed steels and high strength steels. Can be used as a buffer and build-up layer. Highly crack resistant and is highly resistant to impact and pressure wear.
35 35 Help Information SYSTEM STRUCTURE WEAR CHARACTER COMPONENT EXAMPLE ALLOY* ALLOY** Sliding wear Guide way, slide bar Fe1, Fe2, Fe3, Cu1 A, B, C, T Solid body - solid body Solid body - friction Dry friction Mixed friction Impingent wear Impact wear Rolling wear Ball bearing wear Rolling impact wear Thermal shock Sledge hammer Fe9, Fe10, Al1, Ni2, Ni4 G, H, S Rocker level, cams Fe1, Fe2, Fe3 A, B, C Tram rail Fe9, Fe10 G, H Rotor Fe1, Fe2, Fe3, Fe9 A, B, C, G Casting guidance roller Fe7 E Roller conveyor roll Fe3, Fe6, Fe7, Fe8 C, E, F Driver unit roll, coiler Fe3 C Blacksmith s swage Fe3, Fe4, Fe6, Fe8, Co1-3, Ni2, Ni4 C, D, F Impact sliding wear, cold Shear blade, cutting edge Fe4, Fe5, Fe8, Co1-3 D, F, O Solid body solid body with particles Solid body particles high surface pressure and impact Solid body solid body and particles high surface pressure Solid body particles and gas Solid - fluid and particles Impact sliding wear, warm Impact sliding wear Impact sliding wear Grooving wear Particle based sliding wear (T>500 C) Elutriation wear, fluid erosion Erosion corrosion Warm shear blade Fe3, Fe4, Co2, Ni2, Ni4 C, D, P, S Hole bar Fe3, Fe4, Co2, Ni2, Ni4 C, D, P Milling jaw, milling hammer Fe6, Fe8, Fe9, Fe14 F, G, L Bash bar Fe6, Fe8, Fe9 F, G Spike breaker Fe6, Fe8, Fe9, Fe13-15 F, K, L, M, N Bandage for cement milling braker Fe13-15 K, L, M Coal-, ore ring Fe8, Fe13-15 F, K, L, M Grid bar, grid beam Fe13-15 K, L, M Ploughshare, bucket knife Fe15, Fe20, Ni20 M Dropping table, chute Fe14, Fe15, Fe20, Ni20 L, M Wear plate Fe14, Fe15, Ni1-4, Ni20 L, M Extruder Fe14, Fe15, Fe20, Ni1, Ni3, Ni20, Co1-3 L, M, P, Q Decanter Fe14, Fe15, Fe20, Ni1, Ni3, Ni20, Co2, Cr1 L, M, P, Q Bucket knife Fe15, Fe20, Ni20 M Pickup Fe2, Fe6, Fe8 B, F Mixer parts Fe6, Fe8 Fe14, Fe20, Ni1, Ni3, Ni20 F, L, Q Brick pressing form Fe6, Fe8, Fe14, Ni1, Ni3 F, L Milling segment, milling ring Fe14 L Blast furnace -, converter gas valve Fe6, Fe7, Fe8 E, F Blast furnace top Fe6, Fe3, Fe8, (Fe16) C, F, (N) Blast furnace feeding hopper Fe15, Fe16 M, N Spike breaker, grate bar Fe7, Co1, Co2 E, O, P Fan rotor, reinforcing bar Fe10, Fe15, Fe16, Fe20, Ni1-4, Ni20 H, M, N Q Fan wheel, wear plate Fe14, Fe15, Fe20, Ni1, Ni3, Ni20 L, M, Q Steel tube, wear plate Fe14, Fe15 L, M Sea shovel excavator guides Fe6, Fe8 F Fluid pump Fe6, Fe7, Fe8, Ni1, Ni3 E, F Mixer parts Fe6, Fe7, Fe8 E, F Marine propeller Cu1 T Water turbine Fe7, Cu1 E, T Solid - fluid Korrosion * Alloy groups according to DIN EN 14700:2005 ** Alloy groups according to old DIN Chemical device Fe7, Fe11, Fe12 E Gadget valve seats Fe7, Co1-3 E, O, P

36 Tungsten carbide rods for oxy-acetylene welding Nickel, cobalt and iron based flux cored wire FCAW wires with tungsten carbide and complex carbides to provide extremely hard and tough coatings, used principially for extreme wear applications Tungsten carbides, complex carbides and chromium carbides for manual arc welding PTA welding powders PTA machines, torches and powder feeders Powders for oxy-acetylene welding and spraying Fused crushed and spherical tungsten carbides Pre-manufactured replacement wear parts Thermal spray powders (conforming to DIN EN 1274) Thermal spray wires (conforming to DIN EN 14919) DURUM Verschleißschutz GMBH Carl-Friedrich-Benz-Str Willich, Germany Tel.: +49 (0) Fax: +49 (0) info@durum.de DURUM Verschleißschutz GMBH Rev. 1.0 (04/2016)
Materials and Services
 VERSCHLEISS-SCHUTZ GMBH Materials and Services for Wear Protection Wear Solution with Creative Ideas for Practical Solutions DURUM VERSCHLEISS-SCHUTZ GMBH was established in 1984 as a manufacturer of advanced
VERSCHLEISS-SCHUTZ GMBH Materials and Services for Wear Protection Wear Solution with Creative Ideas for Practical Solutions DURUM VERSCHLEISS-SCHUTZ GMBH was established in 1984 as a manufacturer of advanced
DURMAT PTA Powders.
 www.durmat.com DURMAT PTA Powders Tungsten Company Carbide Powders WEAR SOLUTIONS With Creative Ideas for Practical Solutions DURUM VERSCHLEISS-SCHUTZ GMBH was established in 1984 as a manufacturer of
www.durmat.com DURMAT PTA Powders Tungsten Company Carbide Powders WEAR SOLUTIONS With Creative Ideas for Practical Solutions DURUM VERSCHLEISS-SCHUTZ GMBH was established in 1984 as a manufacturer of
Standard Flux cored wires
 Issued 11/12/2005 VERSCHLEISS-SCHUTZ GMBH THALE Standard Flux cored wires regarding application and properties content Standard Flux cored wires: CAST IRON WELDING...1 TOOL STEELS...2 TUNGSTEN CARBIDE
Issued 11/12/2005 VERSCHLEISS-SCHUTZ GMBH THALE Standard Flux cored wires regarding application and properties content Standard Flux cored wires: CAST IRON WELDING...1 TOOL STEELS...2 TUNGSTEN CARBIDE
Products and Services for Oilfield Equipment. Products and Services for Oilfield Equipment 1
 Products and Services for Oilfield Equipment Products and Services for Oilfield Equipment 1 DURUM VERSCHLEISS-SCHUTZ GMBH Wear Solution with Creative Ideas for Practical Solutions DURUM Verschleiss-Schutz
Products and Services for Oilfield Equipment Products and Services for Oilfield Equipment 1 DURUM VERSCHLEISS-SCHUTZ GMBH Wear Solution with Creative Ideas for Practical Solutions DURUM Verschleiss-Schutz
CLADDING AND HARDFACING POWDERS
 CLADDING AND HARDFACING POWDERS GTV consumables for Laser Cladding Version 1.1 Ni: NICKEL BASED POWDERS GTV No. Description Particle size Hardness C Ni Cr B Si Fe Mo Others 31.25.10 Inconel 625-160 +53
CLADDING AND HARDFACING POWDERS GTV consumables for Laser Cladding Version 1.1 Ni: NICKEL BASED POWDERS GTV No. Description Particle size Hardness C Ni Cr B Si Fe Mo Others 31.25.10 Inconel 625-160 +53
Wear Solution with Creative Ideas for Practical Solutions
 DURUM Verschleiss-Schutz GmbH Wear Solution with Creative Ideas for Practical Solutions DURUM Verschleiss-Schutz GmbH was established in Mettmann near Dusseldorf, Germany in 1984 as a manufacturer and
DURUM Verschleiss-Schutz GmbH Wear Solution with Creative Ideas for Practical Solutions DURUM Verschleiss-Schutz GmbH was established in Mettmann near Dusseldorf, Germany in 1984 as a manufacturer and
DURUM Verschleiss-Schutz GmbH was established in Mettmann near Dusseldorf, Germany in 1984 as a manufacturer
 1 The Company DURUM Verschleiss-Schutz GmbH was established in Mettmann near Dusseldorf, Germany in 1984 as a manufacturer and seller of advanced hardfacing products to the German and wider European markets.
1 The Company DURUM Verschleiss-Schutz GmbH was established in Mettmann near Dusseldorf, Germany in 1984 as a manufacturer and seller of advanced hardfacing products to the German and wider European markets.
Drill Pipe Hard-banding
 Drill Pipe Hard-banding Drill Pipe Hard-banding 1 DURMAT Hard-banding Wires The advent of horizontal drilling and other advancements has created new challenges that leave the majority of traditional hard-banding
Drill Pipe Hard-banding Drill Pipe Hard-banding 1 DURMAT Hard-banding Wires The advent of horizontal drilling and other advancements has created new challenges that leave the majority of traditional hard-banding
FOR MACHINABLE AND FLAME HARDENABLE SURFACING. RECOMMENDED CURRENT RANGE & PACKING DETAILS Size (mm) Amps
 Amps") H-MACH-1 FOR MACHINABLE AND FLAME HARDENABLE SURFACING Fe Cr Mn EURO-TECH H-MACH-1 is an all position basic coated electrode which can be successfully used in thick surfacing and intermediate layers can
H-MACH-1 FOR MACHINABLE AND FLAME HARDENABLE SURFACING Fe Cr Mn EURO-TECH H-MACH-1 is an all position basic coated electrode which can be successfully used in thick surfacing and intermediate layers can
DURMAT PTA Welding Equipment: PTA Power Sources PTA Manual Torches, Robot Torches, Special Torches PTA Accessories
 www.durmat.com DURMAT PTA Welding Equipment: PTA Power Sources PTA Manual Torches, Robot Torches, Special Torches PTA Accessories Tungsten Company Carbide Powders WEAR SOLUTIONS With Creative Ideas for
www.durmat.com DURMAT PTA Welding Equipment: PTA Power Sources PTA Manual Torches, Robot Torches, Special Torches PTA Accessories Tungsten Company Carbide Powders WEAR SOLUTIONS With Creative Ideas for
Your competent partner for individual wear protection
 STEEL INDUSTRY HARD-FACING SERVICE RESEARCH AND DEVELOPMENT SINTERED STRIPE ELECTRODES METALLURGICAL INDUSTRY CEMENT INDUSTRY POWER PLANTS FLUX-CORED WIRE ELECTRODES THERMAL SPRAYING WEAR PLATES MINING
STEEL INDUSTRY HARD-FACING SERVICE RESEARCH AND DEVELOPMENT SINTERED STRIPE ELECTRODES METALLURGICAL INDUSTRY CEMENT INDUSTRY POWER PLANTS FLUX-CORED WIRE ELECTRODES THERMAL SPRAYING WEAR PLATES MINING
THERMAL SPRAYING AND PTA CLADDING
 PRODUCTS FOR THERMAL SPRAYING AND PTA CLADDING Corodur Fülldraht GmbH Gießerallee 37 D - 47877 Willich Phone: +49 (0) 2154 8879-0 Fax: +49 (0) 2154 8879-79 Internet: www.corodur.de E-Mail: info@corodur.de
PRODUCTS FOR THERMAL SPRAYING AND PTA CLADDING Corodur Fülldraht GmbH Gießerallee 37 D - 47877 Willich Phone: +49 (0) 2154 8879-0 Fax: +49 (0) 2154 8879-79 Internet: www.corodur.de E-Mail: info@corodur.de
Tailor-Made Protectivity Welding Solutions for the Mining Industry
 Tailor-Made Protectivity Welding Solutions for the Mining Industry www.voestalpine.com/welding Metallurgical Expertise for Best Welding Results (formerly Böhler Welding Group) is a leading manufacturer
Tailor-Made Protectivity Welding Solutions for the Mining Industry www.voestalpine.com/welding Metallurgical Expertise for Best Welding Results (formerly Böhler Welding Group) is a leading manufacturer
Hard-facing Material. Scope of Application. Characteristics. The Hard-facing Materials Cover:
 Hard-facing Material The Hard-facing Materials Cover: Cast Tungsten Carbide (Ordinary and Spherical), Cemented Carbide Pellet (YQ), Spray Welding Powder (Ordinary and Spherical), Single-crystal WC Powder
Hard-facing Material The Hard-facing Materials Cover: Cast Tungsten Carbide (Ordinary and Spherical), Cemented Carbide Pellet (YQ), Spray Welding Powder (Ordinary and Spherical), Single-crystal WC Powder
HH W1030 HF BUILD-UP FOR CARBON STEEL
 HH W1030 HF BUILD-UP FOR CARBON STEEL HH W1030 HF is a high hardness build-up wire with excellent compressive strength. It is recommended for any application for any application where the weld deposits
HH W1030 HF BUILD-UP FOR CARBON STEEL HH W1030 HF is a high hardness build-up wire with excellent compressive strength. It is recommended for any application for any application where the weld deposits
Abrasocord 43. Abrasocord 350 HARDFACING ELECTRODES HARDFACING ELECTRODES 94 CONTENTS TYPICAL APPLICATIONS: CLASSIFICATION: DESCRIPTION:
 HARDFACING S Abrasocord 43 AS/NZS 2576: 2465-A4 Heavy coated hardfacing electrode depositing very hard Chromium/ Niobium carbides in an austenitic matrix. It is ideal for hard surfacing applications where
HARDFACING S Abrasocord 43 AS/NZS 2576: 2465-A4 Heavy coated hardfacing electrode depositing very hard Chromium/ Niobium carbides in an austenitic matrix. It is ideal for hard surfacing applications where
WA Tubular Hardfacing Electrodes
 WA Tubular Hardfacing Electrodes This catalogue presents a selection of standard tubular electrodes for hardfacing applications. We will gladly examine any special request. Please do not hesitate to contact
WA Tubular Hardfacing Electrodes This catalogue presents a selection of standard tubular electrodes for hardfacing applications. We will gladly examine any special request. Please do not hesitate to contact
Welding Alloys Group STELLOY. Cobalt Products. Cobalt Base Welding Consumables for Cladding and Hardfacing
 Welding Alloys Group STELLOY Cobalt Products Cobalt Base Welding Consumables for Cladding and Hardfacing Welding Alloys Group Since its foundation in 1966, the Welding Alloys Group,an independent group,
Welding Alloys Group STELLOY Cobalt Products Cobalt Base Welding Consumables for Cladding and Hardfacing Welding Alloys Group Since its foundation in 1966, the Welding Alloys Group,an independent group,
HARDFACING ELECTRODES
 HARDFACING ELECTRODES UTOP 38.. K1 UTOP 43.. K2 UTOP 45.. K3 UTOP 52.. K4 UTOP 55.. K5 TOOLDUR... K6 E DUR 250... K7 E DUR 300 K8 E DUR 400... K9 E DUR 500 K10 E DUR 600 K11 E DUR 60R. K12 E DUR 600Si..
HARDFACING ELECTRODES UTOP 38.. K1 UTOP 43.. K2 UTOP 45.. K3 UTOP 52.. K4 UTOP 55.. K5 TOOLDUR... K6 E DUR 250... K7 E DUR 300 K8 E DUR 400... K9 E DUR 500 K10 E DUR 600 K11 E DUR 60R. K12 E DUR 600Si..
SAFDUR 800 E. MMA Electrodes Hardfacing
 SAFDUR 800 E SAFDUR 800 E is a basic-graphite coated high-efficiency MMA electrode with ~200% metal recovery depositing a hyper-eutectic chromium hard alloy with special alloying elements. Specially developed
SAFDUR 800 E SAFDUR 800 E is a basic-graphite coated high-efficiency MMA electrode with ~200% metal recovery depositing a hyper-eutectic chromium hard alloy with special alloying elements. Specially developed
HARDFACING RODS AND WIRES
 HARDFACING RDS AND WIRES 83188 Technical Brochure PRF 0128B.indd 1 2/6/13 12:31 PM USA 300 HT Build-up and Hardsurfacing, Heavy Impact and Mild Abrasion USA CRMN- is our general purpose build-up and hardsurfacing
HARDFACING RDS AND WIRES 83188 Technical Brochure PRF 0128B.indd 1 2/6/13 12:31 PM USA 300 HT Build-up and Hardsurfacing, Heavy Impact and Mild Abrasion USA CRMN- is our general purpose build-up and hardsurfacing
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
MSE-226 Engineering Materials Lecture-7 ALLOY STEELS Tool Steels TYPES of FERROUS ALLOYS FERROUS ALLOYS Plain Carbon Steels Alloy Steels Cast Irons - Low carbon Steel - Medium carbon steel - High carbon
Hardfacing Wear Plates
 Kobatek ABRAMAX Hardfacing Wear Plates PROTECTIVE MAINTENANCE TECHNOLOGY Kobatek ABRAMAX Wear Plates Wear Plates is the general name given to a low carbon steel which coated on the surface with high abrasive
Kobatek ABRAMAX Hardfacing Wear Plates PROTECTIVE MAINTENANCE TECHNOLOGY Kobatek ABRAMAX Wear Plates Wear Plates is the general name given to a low carbon steel which coated on the surface with high abrasive
Consumables for hardfacing.
 Consumables for hardfacing Contents Home 411 Hardfacing Contents Designation DIN SFA/AWS Page SMAW OK 83.27 E1-UM-350-414 OK 83.28 E1-UM-300-415 OK 83.29 E1-UM-300-416 OK 83.50 E6-UM-55-417 OK 83.53 E
Consumables for hardfacing Contents Home 411 Hardfacing Contents Designation DIN SFA/AWS Page SMAW OK 83.27 E1-UM-350-414 OK 83.28 E1-UM-300-415 OK 83.29 E1-UM-300-416 OK 83.50 E6-UM-55-417 OK 83.53 E
OIL &GAS EXPLORATION,EXTRACTION
 GOLD ANTI WEAR TECHNOLOGY OIL &GAS EXPLORATION,EXTRACTION WELDING REPAIR AND MAINTENANCE APPLICATIONS ANTI WEAR TECHNOLOGY Expensive equipment and industrial installations are subject to daily attack by
GOLD ANTI WEAR TECHNOLOGY OIL &GAS EXPLORATION,EXTRACTION WELDING REPAIR AND MAINTENANCE APPLICATIONS ANTI WEAR TECHNOLOGY Expensive equipment and industrial installations are subject to daily attack by
Material Product Data Sheet Tungsten Carbide Nickel Chromium Self-Fluxing Powders
 Material Product Data Sheet Tungsten Carbide Nickel Chromium Self-Fluxing Powders Thermal Spray Powder Products: Metco 31C-NS, Metco 32C, Metco 34F, Metco 34FP, Metco 36C, WOKA 7701, WOKA 7702, WOKA 7703,
Material Product Data Sheet Tungsten Carbide Nickel Chromium Self-Fluxing Powders Thermal Spray Powder Products: Metco 31C-NS, Metco 32C, Metco 34F, Metco 34FP, Metco 36C, WOKA 7701, WOKA 7702, WOKA 7703,
Kestra - Arames Tubulares - página 01/12 (Rev.01)
") Kestra - Arames Tubulares - página 01/12 (Rev.01) 01 PRESENTATION KESTRA is proud to be a leader in the competitive field of welding consumables. Established for over 45 years, KESTRA has gained this
Kestra - Arames Tubulares - página 01/12 (Rev.01) 01 PRESENTATION KESTRA is proud to be a leader in the competitive field of welding consumables. Established for over 45 years, KESTRA has gained this
Hardfacing Electrodes. Special tubular construction requiring low operating currents. Hardness : 650/700 HB.
 Hardfacing Electrodes Special tubular construction requiring low operating currents. Hardness : 650/700 HB. These electrodes have been engineered to provide extended service life at ambiant and elevated
Hardfacing Electrodes Special tubular construction requiring low operating currents. Hardness : 650/700 HB. These electrodes have been engineered to provide extended service life at ambiant and elevated
Industeel Industeel, the right steel Creusabro at the right place Unique, Best, Proven
 Industeel Industeel, Creusabro the right steel at Unique, the right Best, place Proven A complete range to meet any situation Creusabro is a complete range of advanced abrasion resistant steel plates bringing
Industeel Industeel, Creusabro the right steel at Unique, the right Best, place Proven A complete range to meet any situation Creusabro is a complete range of advanced abrasion resistant steel plates bringing
Staineless Steel Wire Flux Cored Wire. Nickel. QUALITY WELDING ALLOYS
 http://www.amfiller.com taineless teel Wire Flux Cored Wire Nickel QUALITY WELING ALLOY 6015 urphy treet, Houston, TX 77033, UA (T) 1.713.649.8785 (F) 1.713.644.9628 Real People Real ervice Real Fast Get
http://www.amfiller.com taineless teel Wire Flux Cored Wire Nickel QUALITY WELING ALLOY 6015 urphy treet, Houston, TX 77033, UA (T) 1.713.649.8785 (F) 1.713.644.9628 Real People Real ervice Real Fast Get
FERROCLAD CR. All weld metal mechanical properties: Hardness HRC. 160% recovery, high-chrome protection (without treatment)
") ardfacing Overlays Austenitic : 57 60 RC Economy Priced Chromium Carbide FERROCLAD CR 160% recovery, high-chrome protection All weld metal mechanical properties: ardness RC 57-60 (without treatment) Unmatched
ardfacing Overlays Austenitic : 57 60 RC Economy Priced Chromium Carbide FERROCLAD CR 160% recovery, high-chrome protection All weld metal mechanical properties: ardness RC 57-60 (without treatment) Unmatched
HX900 cast-in-carbide
 HX900 cast-in-carbide Cast-in-carbide for the toughest conditions HX900 is a unique wear material combining the wear resistance of cemented carbide with the shock resistance, ductility and forming capability
HX900 cast-in-carbide Cast-in-carbide for the toughest conditions HX900 is a unique wear material combining the wear resistance of cemented carbide with the shock resistance, ductility and forming capability
> RX12UF. Cobalt content w/w. Grade. Properties and recommendations. HARTMETALL ESTECH AG 6285 Hitzkirch
 pli > Ultra-fine grain carbides are characterized by a very high hardness and wear resistance. They are used for milling tools and drills for processing abrasive, soft and tough materials, in nozzles and
pli > Ultra-fine grain carbides are characterized by a very high hardness and wear resistance. They are used for milling tools and drills for processing abrasive, soft and tough materials, in nozzles and
STABILIZER HARDFACING PRODUCTS OIL &GAS DOWN HOLE DRILLING APPLICATION
 STABILIZER HARDFACING PRODUCTS OIL &GAS DOWN HOLE DRILLING APPLICATION 1 HF 3000 PROCESS PRODUCTS/SOLUTIONS FOR HARDFACING ON STABILIZERS Welder brazing TUNGSTEN CARBIDE INSERTS TCI 70 to STABILIZER using
STABILIZER HARDFACING PRODUCTS OIL &GAS DOWN HOLE DRILLING APPLICATION 1 HF 3000 PROCESS PRODUCTS/SOLUTIONS FOR HARDFACING ON STABILIZERS Welder brazing TUNGSTEN CARBIDE INSERTS TCI 70 to STABILIZER using
VERSCHLEISS-SCHUTZ GMBH
 ERSHLEISSSHUTZ GMBH Materials and Services for ear Protection DURUM ERSHLEISSSHUTZ GMBH was established in 98 as a manufacturer of advanced hardfacing products. Today DURUM has production and service centres
ERSHLEISSSHUTZ GMBH Materials and Services for ear Protection DURUM ERSHLEISSSHUTZ GMBH was established in 98 as a manufacturer of advanced hardfacing products. Today DURUM has production and service centres
GTV Engineering Limited
 GTV Engineering Limited Individual fabrications upto complete plant FABRICATION MACHINING HARDFACING W E A R P R O D U C T S & S E R V I C E S D I V I S I O N Fighting wear...with a difference Our cladding
GTV Engineering Limited Individual fabrications upto complete plant FABRICATION MACHINING HARDFACING W E A R P R O D U C T S & S E R V I C E S D I V I S I O N Fighting wear...with a difference Our cladding
Product Data Sheet Martensitic Matrix Hardfacing Alloy with Fine Scale, Extremely Hard Molybdenum Borides and Vanadium Carbides
 Product Data Sheet Martensitic Matrix Hardfacing Alloy with Fine Scale, Extremely Hard Molybdenum Borides and Vanadium Carbides Powder Products: Metco 1030A, Metco 1030B Wire Products: Metco 8224 US patent
Product Data Sheet Martensitic Matrix Hardfacing Alloy with Fine Scale, Extremely Hard Molybdenum Borides and Vanadium Carbides Powder Products: Metco 1030A, Metco 1030B Wire Products: Metco 8224 US patent
THERMACLAD. A New Generation of Build-Up and Overlay Alloys. Engineered for the Toughest Roll Rebuilding Applications
 THERMACLAD A New Generation of Build-Up and Overlay Alloys Engineered for the Toughest Roll Rebuilding Applications THERMACLAD BUILD-UP AND OVERLAY SUBMERGED ARC WELDING WIRES Stoody Company has a long
THERMACLAD A New Generation of Build-Up and Overlay Alloys Engineered for the Toughest Roll Rebuilding Applications THERMACLAD BUILD-UP AND OVERLAY SUBMERGED ARC WELDING WIRES Stoody Company has a long
Optimal Maintenance & Repair Welding Solutions for Tunnel Boring. August voestalpine Böhler Welding
 Optimal Maintenance & Repair Welding Solutions for Tunnel Boring August 2018 voestalpine Böhler Welding www.voestalpine.com/welding Agenda Wear processes Tunnel Construction Cutter Head M&R Consumables
Optimal Maintenance & Repair Welding Solutions for Tunnel Boring August 2018 voestalpine Böhler Welding www.voestalpine.com/welding Agenda Wear processes Tunnel Construction Cutter Head M&R Consumables
Tailor-Made Protectivity Cladding Filler Metals against Corrosion
 Tailor-Made Protectivity Cladding Filler Metals against Corrosion voestalpine Böhler Welding www.voestalpine.com/welding Cladding Product Line High-quality industrial-use cladding filler metals for anti-corrosion
Tailor-Made Protectivity Cladding Filler Metals against Corrosion voestalpine Böhler Welding www.voestalpine.com/welding Cladding Product Line High-quality industrial-use cladding filler metals for anti-corrosion
Staineless Steel Wire Flux Cored Wire. Nickel. QUALITY WELDING ALLOYS
 http://www.amfiller.com taineless teel Wire Flux Cored Wire Nickel QUALITY WELDING ALLOY 6015 Murphy treet, Houston, TX 77033, UA (T) 1.713.649.8785 (F) 1.713.644.9628 Real People Real ervice Real Fast
http://www.amfiller.com taineless teel Wire Flux Cored Wire Nickel QUALITY WELDING ALLOY 6015 Murphy treet, Houston, TX 77033, UA (T) 1.713.649.8785 (F) 1.713.644.9628 Real People Real ervice Real Fast
UTP MAINTENANCE DISTRIBUTOR PROGRAMME
 Tailor-Made Protectivity UTP MAINTENANCE DISTRIBUTOR PROGRAMME voestalpine Böhler Welding www.voestalpine.com/welding THE BEST PRODUCTS FOR DEMANDING INDUSTRIES 2 voestalpine Böhler Welding As a pioneer,
Tailor-Made Protectivity UTP MAINTENANCE DISTRIBUTOR PROGRAMME voestalpine Böhler Welding www.voestalpine.com/welding THE BEST PRODUCTS FOR DEMANDING INDUSTRIES 2 voestalpine Böhler Welding As a pioneer,
Engineering Materials
 Engineering Materials Lecture 2 MEL120: Manufacturing Practices 1 Selection of Material A particular material is selected is on the basis of following considerations 1. Properties of material 1. Properties
Engineering Materials Lecture 2 MEL120: Manufacturing Practices 1 Selection of Material A particular material is selected is on the basis of following considerations 1. Properties of material 1. Properties
Thermal Surfacing Powder choice with ease
 Thermal Surfacing Powder choice with ease Why Thermal Surfacing Thermal surfacing is a cost effective method to achieve high performance characteristics on exposed metallic surfaces. A metal object can
Thermal Surfacing Powder choice with ease Why Thermal Surfacing Thermal surfacing is a cost effective method to achieve high performance characteristics on exposed metallic surfaces. A metal object can
ลวดเช อมพ เศษ. Weld Mold / USA. Tool and Die Alloy Welding Materials
 ลวดเช อมพ เศษ Weld Mold / USA Tool and Die Alloy Welding Materials High-strength alloys for bearing surfaces and tools that must work-harden, for the joining of cracked die sections and for applications
ลวดเช อมพ เศษ Weld Mold / USA Tool and Die Alloy Welding Materials High-strength alloys for bearing surfaces and tools that must work-harden, for the joining of cracked die sections and for applications
FERROGOLD 500. Recommended amperage settings: Diameter (mm) Minimum Amperage Maximum Amperage
 Minimum Amperage Maximum Amperage") Nickel & obalt Alloys : NirFe -, Alloyed core Inconel. FERROGOLD 500 Niobium - molybdenum bearing, all position inconel electrode for heat resistant and cold-tough joints. Excellent out of position welding.
Nickel & obalt Alloys : NirFe -, Alloyed core Inconel. FERROGOLD 500 Niobium - molybdenum bearing, all position inconel electrode for heat resistant and cold-tough joints. Excellent out of position welding.
DURALOYPLUS Powder spray torch THE WHOLE WORLD OF GAS SAFETY ENGINEERING
 DURALOYPLUS DURALOYPLUS Powder spray torch DURALOYPLUS Powder spray torch for thermal spraying and remelting of various materials on surfaces The DURALOYPLUS powder spray torch adds strength by manually
DURALOYPLUS DURALOYPLUS Powder spray torch DURALOYPLUS Powder spray torch for thermal spraying and remelting of various materials on surfaces The DURALOYPLUS powder spray torch adds strength by manually
DURALOY. DURALOY Powder spray torch THE WHOLE WORLD OF GAS SAFETY ENGINEERING
 DURALOY DURALOY Powder spray torch DURALOY Powder Spray Torch Powder spray torch for thermal spraying and remelding various materials on surfaces The Duraloy powder spray torch adds strength by manually
DURALOY DURALOY Powder spray torch DURALOY Powder Spray Torch Powder spray torch for thermal spraying and remelding various materials on surfaces The Duraloy powder spray torch adds strength by manually
STELLOY Cobalt Products
 STELLOY Cobalt Products Cobalt Base Welding Consumables for Cladding and Hardfacing STELLOY grades TYPE 1 Since its foundation in 1966, the Welding Alloys Group, an independent group, has specialized in
STELLOY Cobalt Products Cobalt Base Welding Consumables for Cladding and Hardfacing STELLOY grades TYPE 1 Since its foundation in 1966, the Welding Alloys Group, an independent group, has specialized in
Gigantic power enormeous protection
 Gigantic power enormeous protection TABLE OF CONTENTS! Abrasion resistant applications Always in use when it comes right down to business and tools are exposed to heavy wear by minerals. All about abrasion
Gigantic power enormeous protection TABLE OF CONTENTS! Abrasion resistant applications Always in use when it comes right down to business and tools are exposed to heavy wear by minerals. All about abrasion
HIDRAVLIKA,PNEVMATIKA, STROJEGRADNJA, TRGOVINA, SERVIS. Sl-Otoče 5a, 4244 PODNART Tel.: Fax.: Himont Roll Cladding
 HIDRAVLIKA,PNEVMATIKA, STROJEGRADNJA, TRGOVINA, SERVIS Sl-Otoče 5a, 4244 PODNART Tel.: +386 4 533 10 39 Fax.: +386 4 533 10 59 Himont Roll Cladding ROLLER FOR CONTINUOUS SLAB CASTERS Welding of new and
HIDRAVLIKA,PNEVMATIKA, STROJEGRADNJA, TRGOVINA, SERVIS Sl-Otoče 5a, 4244 PODNART Tel.: +386 4 533 10 39 Fax.: +386 4 533 10 59 Himont Roll Cladding ROLLER FOR CONTINUOUS SLAB CASTERS Welding of new and
FSection F. Sheets and Plates. Plates. Plates and Sheets. Plates. Plates. Sheets and Plates
 FSection F HIGH STRENGTH LOW ALLOY STEELS HEAT TREATED CONSTRUCTIONAL ALLOY STEELS ABRASION RESISTING STEELS HIGH STRENGTH LOW ALLOY STEELS... 2-3 Sheets and Plates HEAT TREATED CONSTRUCTIONAL ALLOY STEELS...
FSection F HIGH STRENGTH LOW ALLOY STEELS HEAT TREATED CONSTRUCTIONAL ALLOY STEELS ABRASION RESISTING STEELS HIGH STRENGTH LOW ALLOY STEELS... 2-3 Sheets and Plates HEAT TREATED CONSTRUCTIONAL ALLOY STEELS...
DURALOYPLUS Powder spray torch THE WHOLE WORLD OF GAS SAFETY ENGINEERING
 DURALOYPLUS DURALOYPLUS Powder spray torch DURALOYPLUS Powder spray torch for thermal spraying and remelting of various materials on surfaces The DURALOYPLUS powder spraytorch adds strength by manually
DURALOYPLUS DURALOYPLUS Powder spray torch DURALOYPLUS Powder spray torch for thermal spraying and remelting of various materials on surfaces The DURALOYPLUS powder spraytorch adds strength by manually
XTRAWELD 2 XTRAWELD 2 - DRUM PACK. Classification: AWS A5.18 ER70S-6 EN ISO G3Si1 Approvals: LR H15, ABS 2SA, DNV, BV
 MIG / MAG WIRE XTRAWELD 2 Xtraweld 2 is premium grade mild steel MIG/MAG welding wire, produced from high quality deoxidized mig rod, the product is copper coated to increase shelf life and feeding ability,
MIG / MAG WIRE XTRAWELD 2 Xtraweld 2 is premium grade mild steel MIG/MAG welding wire, produced from high quality deoxidized mig rod, the product is copper coated to increase shelf life and feeding ability,
ESCO Universal Wear Solutions. Mining, Construction, Aggregate & Industrial Applications
 ESCO Universal Wear Solutions Mining, Construction, Aggregate & Industrial Applications ESCO Corporation With a history of proprietary products and a reputation for engineering and metallurgical expertise,
ESCO Universal Wear Solutions Mining, Construction, Aggregate & Industrial Applications ESCO Corporation With a history of proprietary products and a reputation for engineering and metallurgical expertise,
LOW HEAT INPUT WELDING ALLOYS
 ASTRALOY 662 CHARACTERISTICS: An all position AC/DC electrode for high strength, crack free joining of low/medium carbon, and medium tensile steels of various compositions. Low alloy medium carbon steels,
ASTRALOY 662 CHARACTERISTICS: An all position AC/DC electrode for high strength, crack free joining of low/medium carbon, and medium tensile steels of various compositions. Low alloy medium carbon steels,
Steel Casting & Wear Resistant Material
 Steel Casting & Wear Resistant Material INTERSCAN One Stop Industrial Solutions! About Interscan INTERSCAN was established by Mr. Tauqeer Ahmed in 1993, the company was committed to deliver clients the
Steel Casting & Wear Resistant Material INTERSCAN One Stop Industrial Solutions! About Interscan INTERSCAN was established by Mr. Tauqeer Ahmed in 1993, the company was committed to deliver clients the
Steel. Relia Quality Wear Resistant Plates PROPERTIES
 is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate manufacturing. steel plates offer outstanding resistance
is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate manufacturing. steel plates offer outstanding resistance
Part catalogue. 6. Welding consumables for welding of cast iron, Cu- and Al-basealloys. special applications
 Part catalogue 6. Welding consumables for welding of cast iron, Cu- and Al-basealloys as well as for special applications 6 Welding consumables for welding of cast iron, Cu- and Albase-alloys as well as
Part catalogue 6. Welding consumables for welding of cast iron, Cu- and Al-basealloys as well as for special applications 6 Welding consumables for welding of cast iron, Cu- and Albase-alloys as well as
71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding. Weld Metal - Chemistry
 Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
Flux Cored Wire 71T1 - Gas Shielded Flux Cored Welding Wire Provides excellent performance in all position welding Description: Provides a stable arc, low spatter, easy to remove slag, and neat weld metal.
STELLOY Cobalt Products
 STELLOY obalt Products obalt Base Welding onsumables for ladding and Hardfacing STELLOY grades TYPE Ø mm Stelloy -G MIG nce its foundation in 9, the Welding Alloys Group, an independent group, has specialized
STELLOY obalt Products obalt Base Welding onsumables for ladding and Hardfacing STELLOY grades TYPE Ø mm Stelloy -G MIG nce its foundation in 9, the Welding Alloys Group, an independent group, has specialized
Creusabro 8000: a high performance wear and impact resistant steel
 Industeel Creusabro 8000 Creusabro 8000: a high performance wear and impact resistant steel Creusabro 8000 is a high performance wear resistant steel, exhibiting a wear resistance 50% higher than conventional
Industeel Creusabro 8000 Creusabro 8000: a high performance wear and impact resistant steel Creusabro 8000 is a high performance wear resistant steel, exhibiting a wear resistance 50% higher than conventional
Wear analysis Material development Production Application. Made in Germany
 Wear analysis Material development Production Application Made in Germany aerial view of company head quarters Company profile With the foundation of CORODUR VerschleissSchutz GmbH in Thale/Harz in 990,
Wear analysis Material development Production Application Made in Germany aerial view of company head quarters Company profile With the foundation of CORODUR VerschleissSchutz GmbH in Thale/Harz in 990,
Stainless Steel (17/4PH&630) Bar
 Bar") SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
MICROFUSION Maintenance Welding Alloys DM - 6
 MICROFUSION STEEL DM - 6 FERRITE BALANCED ALLOY FOR ALL STEELS GIVING SUPER STRENGTH Provides exceptional strength A non-cracking alloy for all steels Special "Ionized Arc Transfer drastically reduces
MICROFUSION STEEL DM - 6 FERRITE BALANCED ALLOY FOR ALL STEELS GIVING SUPER STRENGTH Provides exceptional strength A non-cracking alloy for all steels Special "Ionized Arc Transfer drastically reduces
Relia. Industeel. Relia : Quality Wear Resistant Plates PROPERTIES STANDARDS TECHNICAL CHARACTERISTICS
 Industeel Relia Relia: Quality Wear Resistant Plates Relia is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate
Industeel Relia Relia: Quality Wear Resistant Plates Relia is a range of high hardness, conventional low-alloyed martensitic steels, which obtain their hardness through intense water quenching during plate
409 Ni STAINLESS STEEL
 409 Ni STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Superior Corrosion Resistance to Mild and Low-Alloy Steels Cost Effective Alternative to Austenitic Stainless AK Steel 409 Ni Stainless Steel
409 Ni STAINLESS STEEL P R O D U C T D ATA B U L L E T I N Superior Corrosion Resistance to Mild and Low-Alloy Steels Cost Effective Alternative to Austenitic Stainless AK Steel 409 Ni Stainless Steel
Stainless Steel Bar
 SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
Frequently Asked Questions About Hardface Welding: Understanding What It Is and How it is Used
 Frequently Asked Questions About Hardface Welding: Understanding What It Is and How it is Used All industries have parts and equipment that are exposed to some type of destructive wear. Hardfacing is a
Frequently Asked Questions About Hardface Welding: Understanding What It Is and How it is Used All industries have parts and equipment that are exposed to some type of destructive wear. Hardfacing is a
family of stainless steels can be divided into five (5) categories:
 categories:") Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Welcome to the fifth issue of Tech Talk. This newsletter covers a range of topics on various welding products, applications, metallurgy, techniques, and economics. Previous issues are archived at www.unibraze.com.
Welding Electrodes & Alloys MADE IN THE UK PRODUCT GUIDE
 Welding Electrodes & Alloys MADE IN THE UK PRODUCT GUIDE MWA International - A division of Weldfast UK Ltd Company Profile: MWA international have been manufacturing welding rods in the United Kingdom
Welding Electrodes & Alloys MADE IN THE UK PRODUCT GUIDE MWA International - A division of Weldfast UK Ltd Company Profile: MWA international have been manufacturing welding rods in the United Kingdom
A high performance wear resistant steel. Guaranted values (Weight %) C Mn Ni Cr Mo S ,60 0,40 1,60 0,20 0,002
 C Mn Ni Cr Mo S ,60 0,40 1,60 0,20 0,002") CREUSABRO 8000 (P) A high performance wear resistant steel CREUSABRO 8000 is a high performance wear resistant steel, exhibiting a wear resistance of 50% higher than that of conventional 500 HB water quenched
CREUSABRO 8000 (P) A high performance wear resistant steel CREUSABRO 8000 is a high performance wear resistant steel, exhibiting a wear resistance of 50% higher than that of conventional 500 HB water quenched
 7 Alloy Steels CLASSIFICATION OF STEELS low carbon
7 Alloy Steels CLASSIFICATION OF STEELS low carbon Hastelloy G-30 (UNS N06030) Chemical Composition
 Chemical Composition") Hastelloy G-30 (UNS N06030) Hastelloy G-30 is commonly used for providing excellent resistance to chemical conditions. It offers resistance to nitric acid, phosphoric acid, hydrochloric acid and hydrofluoric
Hastelloy G-30 (UNS N06030) Hastelloy G-30 is commonly used for providing excellent resistance to chemical conditions. It offers resistance to nitric acid, phosphoric acid, hydrochloric acid and hydrofluoric
Advanced technology in wear
 Advanced technology in wear is a wear resistant steel offering up to 50% extra in service life compared with a 400 HB water quenched steel. combines several modern metallurgical concepts which, depending
Advanced technology in wear is a wear resistant steel offering up to 50% extra in service life compared with a 400 HB water quenched steel. combines several modern metallurgical concepts which, depending
COBALT BASE POWDERS. resistance, excellent sliding properties. (Tribaloy 900)
") COBALT BASE POWDERS HA1103 Co 25Cr 10Ni 7.5W 221103-45 + 5 µm (-325 mesh + 5 µm) CPW 236 EMS 52432 XXIII SMR 33008 MSRR 9507/23 PWA 1316 Resistance to abrasive wear, sliding wear, fretting and cavitation.
COBALT BASE POWDERS HA1103 Co 25Cr 10Ni 7.5W 221103-45 + 5 µm (-325 mesh + 5 µm) CPW 236 EMS 52432 XXIII SMR 33008 MSRR 9507/23 PWA 1316 Resistance to abrasive wear, sliding wear, fretting and cavitation.
Topics. About Us. Products. Welding Services & Hard facing
 Topics About Us Products Welding Services & Hard facing About Us Kavosh Joosh, a Private Joint Stock (P.J.S) company established in 1985 by a group of university graduates and experts in welding. During
Topics About Us Products Welding Services & Hard facing About Us Kavosh Joosh, a Private Joint Stock (P.J.S) company established in 1985 by a group of university graduates and experts in welding. During
Austarc 12P. Austarc 13S GENERAL PURPOSE ELECTRODES - MILD STEEL GENERAL PURPOSE ELECTRODES - MILD STEEL 76 CONTENTS CLASSIFICATION: DESCRIPTION:
 GENERAL PURPOSE S - MILD STEEL Austarc 12P AS/NZS 4855-B E43 13 A AWS A5.1: E6013 A popular, easy starting, smooth running, all positional mild steel general purpose electrode. Austarc 12P has the extra
GENERAL PURPOSE S - MILD STEEL Austarc 12P AS/NZS 4855-B E43 13 A AWS A5.1: E6013 A popular, easy starting, smooth running, all positional mild steel general purpose electrode. Austarc 12P has the extra
Born from fire, made to endure WEAR RESISTANT HEAVY PLATES
 Born from fire, made to endure WEAR RESISTANT HEAVY PLATES Acroni is the largest slovenian steel manufacturer, which in order to produce steel recycles scrap in an electric arc furnace, casts it on continuous
Born from fire, made to endure WEAR RESISTANT HEAVY PLATES Acroni is the largest slovenian steel manufacturer, which in order to produce steel recycles scrap in an electric arc furnace, casts it on continuous
Stainless Steel (17/4PH&630) Bar
 Bar") SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
WEAR RESISTANT SOLUTIONS. Built to resist
 WEAR RESISTANT SOLUTIONS Built to resist PANZERCROM ensures the reduction of stop periods and repairs in the most diverse branches of industry with individual welding alloys developed for different types
WEAR RESISTANT SOLUTIONS Built to resist PANZERCROM ensures the reduction of stop periods and repairs in the most diverse branches of industry with individual welding alloys developed for different types
Stainless Steel (17/4PH&630) Bar
 Bar") SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
SPECIFICATIONS Commercial 17/4 PH EN 1.4542 Precipitation hardening stainless steels are chromium and nickel containing steels that provide an optimum combination of the properties of martensitic and austenitic
METRODE WELDING CONSUMABLES
 A182 NICKEL BASE 182 CONSUMABLES Alloy type Inconel type consumables with manganese and niobium additions. Materials to be welded Nickel alloys such as Inconel 600, Nimonic 75. Nickel base alloys to themselves
A182 NICKEL BASE 182 CONSUMABLES Alloy type Inconel type consumables with manganese and niobium additions. Materials to be welded Nickel alloys such as Inconel 600, Nimonic 75. Nickel base alloys to themselves
Problem Steels 1. Welding Consumables Problem Steels. Section 12 - Welding Consumables. 12 Problem Steels. Welding of Problem Steels 2
 Problem Steels 1 Afrox Product Reference Manual Problem Steels Section - Problem Steels 1 Welding of Problem Steels 2 Problem Steels Electrodes 3 Problem Steels MIG & TIG Wires 7 Problem Steels Flux Cored
Problem Steels 1 Afrox Product Reference Manual Problem Steels Section - Problem Steels 1 Welding of Problem Steels 2 Problem Steels Electrodes 3 Problem Steels MIG & TIG Wires 7 Problem Steels Flux Cored
COROPLATE Composite wear plates Protects equipment, reduces costs.
 Your partner in steel COROPLATE Composite wear plates Protects equipment, reduces costs. Wear protection in metallurgy chutes, separators, bunkers, blast furnace bells, rotary chutes, blast furnace armor
Your partner in steel COROPLATE Composite wear plates Protects equipment, reduces costs. Wear protection in metallurgy chutes, separators, bunkers, blast furnace bells, rotary chutes, blast furnace armor
Repairing the Roller of a Rolling Machine Used in SMAW Welding Processes
 Repairing the Roller of a Rolling Machine Used in SMAW Welding Processes Course: Welding technology De la Cruz Depaz Angel, Huamani Nisama, Rey Christian, Valencia Huarcaya, Noé Joel, Vergaray De la Cruz,
Repairing the Roller of a Rolling Machine Used in SMAW Welding Processes Course: Welding technology De la Cruz Depaz Angel, Huamani Nisama, Rey Christian, Valencia Huarcaya, Noé Joel, Vergaray De la Cruz,
PARTS FOR INDUSTRIAL SECTOR
 F O U N D R Y PARTS FOR INDUSTRIAL SECTOR 30 YEARS OF INNOVATION AND DEVELOPMENT G R O U P G R O U P FOUNDRY MAFODER Group is a Moroccan family holding founded in the mid-80s and historically known for
F O U N D R Y PARTS FOR INDUSTRIAL SECTOR 30 YEARS OF INNOVATION AND DEVELOPMENT G R O U P G R O U P FOUNDRY MAFODER Group is a Moroccan family holding founded in the mid-80s and historically known for
Glossary of Steel Terms
 Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
CastoDur Diamond Plates
 Wearfaced Parts and Solutions CastoDur Diamond Plates Enduring Performance Stronger, with Castolin Eutectic Active protection against abrasion and erosion Reduce maintenance costs thanks to the extended
Wearfaced Parts and Solutions CastoDur Diamond Plates Enduring Performance Stronger, with Castolin Eutectic Active protection against abrasion and erosion Reduce maintenance costs thanks to the extended
University of Osijek, Mechanical Engineering Faculty, Slavonski Brod, Croatia
 DETERMINATION OF WELDING PARAMETERS IN HARD SURFACING PROCESS OF AISI 316 STAINLESS STEEL SUBSTRATE WITH FUSED TUNGSTEN CARBIDE IRON-BASED TUBULAR WIRES Goran Salopek 1, Samir Žic 2, Marko Dunđer 1 Ivan
DETERMINATION OF WELDING PARAMETERS IN HARD SURFACING PROCESS OF AISI 316 STAINLESS STEEL SUBSTRATE WITH FUSED TUNGSTEN CARBIDE IRON-BASED TUBULAR WIRES Goran Salopek 1, Samir Žic 2, Marko Dunđer 1 Ivan
WELDING IN THE TOOL SHOP WITH UTP WELDING CONSUMABLES. High speed steels Cold working steels Hot working steels Injection mould steels Cast iron
 WELDING IN THE TOOL SHOP WITH UTP WELDING CONSUMABLES High speed steels Cold working steels Hot working steels Injection mould steels Cast iron G e n e r a l I n d e x Page Page 1. General introduction
WELDING IN THE TOOL SHOP WITH UTP WELDING CONSUMABLES High speed steels Cold working steels Hot working steels Injection mould steels Cast iron G e n e r a l I n d e x Page Page 1. General introduction
EOS NickelAlloy IN718 for EOSINT M 270 Systems
 EOS NickelAlloy IN718 for EOSINT M 270 Systems A number of different materials are available for use with EOSINT M systems, offering a broad range of e-manufacturing applications. EOS NickelAlloy IN718
EOS NickelAlloy IN718 for EOSINT M 270 Systems A number of different materials are available for use with EOSINT M systems, offering a broad range of e-manufacturing applications. EOS NickelAlloy IN718
AISI D2 Cold work tool steel
 T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
T OOL STEEL FACTS AISI D2 Cold work tool steel Great Tooling Starts Here! This information is based on our present state of knowledge and is intended to provide general notes on our products and their
Group 1: Build-up and Joining Alloys
 Group 1: Build-up and Joining Alloys A. Build-up of Carbon Steels Stoody Build-up LH Coated A solid core electrode with a special low hydrogen coating to provide a high strength fusion bond on carbon and
Group 1: Build-up and Joining Alloys A. Build-up of Carbon Steels Stoody Build-up LH Coated A solid core electrode with a special low hydrogen coating to provide a high strength fusion bond on carbon and
Welding Alloys Group. WA Hardlite Ultra-thin composite wearplates
 Welding Alloys Group WA Hardlite Ultra-thin composite wearplates Success through innovation This brochure presents the features of composite Hardlite wear plate, from the manufacturing process, the wear
Welding Alloys Group WA Hardlite Ultra-thin composite wearplates Success through innovation This brochure presents the features of composite Hardlite wear plate, from the manufacturing process, the wear
STRIPS & FLUXES. For ELECTROSLAG and SUBMERGED ARC STRIP CLADDING. Doc STRIPS & FLUXES S 2008 EN
 STRIPS & FLUXES For ELECTROSLAG and SUBMERGED ARC STRIP CLADDING Doc STRIPS & FLUXES S 2008 EN 1 Company / pag. 3 2 Strip Cladding / pag. 3 3 Packaging / pag. 3 4 Welding Strip SOUDOTAPE / pag. 4 5 Welding
STRIPS & FLUXES For ELECTROSLAG and SUBMERGED ARC STRIP CLADDING Doc STRIPS & FLUXES S 2008 EN 1 Company / pag. 3 2 Strip Cladding / pag. 3 3 Packaging / pag. 3 4 Welding Strip SOUDOTAPE / pag. 4 5 Welding
STULZ-SICKLES STEEL COMPANY
 STULZ-SICKLES STEEL COMPANY SINCE 1916 Providing Years of Wear Resistant Service to the Railroad Industry Railroad ELIZABETH, NEW JERSEY COLTON, CALIFORNIA 800-351-1776 800-572-5809 www.stulzsicklessteel.com
STULZ-SICKLES STEEL COMPANY SINCE 1916 Providing Years of Wear Resistant Service to the Railroad Industry Railroad ELIZABETH, NEW JERSEY COLTON, CALIFORNIA 800-351-1776 800-572-5809 www.stulzsicklessteel.com
WALL COLMONOY GLASS CONTAINER INDUSTRY
 WALL COLMONOY GLASS CONTAINER INDUSTRY Wall Colmonoy is a global materials engineering group of companies engaged in the manufacturing of surfacing and brazing products, castings, and engineered components
WALL COLMONOY GLASS CONTAINER INDUSTRY Wall Colmonoy is a global materials engineering group of companies engaged in the manufacturing of surfacing and brazing products, castings, and engineered components
Surfit. Designing for abrasive environments. Ni SF alloy mixes with tungsten carbides
 Surfit Designing for abrasive environments Ni SF alloy mixes with tungsten carbides Prolong operating life with Surfit Höganäs provides a comprehensive choice of Surfit powder mixes with Ni Self-Fluxing
Surfit Designing for abrasive environments Ni SF alloy mixes with tungsten carbides Prolong operating life with Surfit Höganäs provides a comprehensive choice of Surfit powder mixes with Ni Self-Fluxing