Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal
|
|
|
- Godfrey Allison
- 5 years ago
- Views:
Transcription

1 Laser Surface Melting Want to melt the surface locally Melt & rapid solidification get fine homogeneous structures (recrystallize) Little thermal penetration thus small thermal distortion for sensitive materials Melt gives surface finishes within 25 microns reducing finishing work Process flexibility: easy to software control




2 Case Iron Laser Surface Melting Melting causes carbon redistribution Forms Martensite & Cementite phases significantly increase hardness of Cast Iron



3 Titanium Laser heating creates very fine crystal structure Must be done in inert atmosphere
4 Laser Surface Alloying Coat surface with film of another material Melt layer with laser locally (may inject material into melt pool also) Rapid quenching Alloyed layer has fine microstructure, nearly homogeneous Many materials alloyed into substrates Some materials only possible with rapid quench of laser Thickness form 1 to 2000 microns Applications Cast Iron: Cr, Si, C makes expensive steel surface on cheap iron mass Steel: Cr, N, Mo, B Aluminium: Si, C, N, Ni alloying




5 Laser Cladding Overlay one material with another Usually powders or Chemical Vapours are sources Most common industrial is powder process Powder blown onto surface Laser melts power to surface cladding
6 Laser Cladding Powder could be pre-placed Melt goes rapidly through powder Powder has little thermal contact with substrate When molten heat load increase due to good thermal contact Then melt into substrate and fuse with it
7 Laser Cladding Setup Use reflective dome above powder Recovers powder




8 Laser Cladding Shows big improvement when surface roughness changes Power sensitive to cladding thickness


9 Laser Welding Laser welding involves melting two surfaces together Generally two types Conduction weld: just melt but do not vaporize Keyhole weld, some vaporization and deep weld



10 Keyhole weld May need to melt two or more layers Melt pole stabilized by vapor

11 Power and Laser welding types


12 Keyhole Welding of Lasers May need to melt two or more layers Use keyhole melt pool stabilized by vapour


13 Plasma Absorption If get too much vapor can form plasma Laser ionizes vapor Plasma heavily adsorbs beam Get a pulse effect as plasma comes off

14 Gas shielding Use inert gas flow to shield weld also reduces plasma effect if high flow



15 Laser Welding Setup Many laser parameters affect welding Affected also by type of weld Gap between materials important
16 Types of Laser Welds All the classic weld joints


17 Microelectronic Applications Use laser to make microwelds on circuits Used for bonding wires rather ball bonder Widely used in production: make many welds at once 20% stronger and can be done closer together

 and controllable Very fast cut, no clamping needed No noise Wide range of materials (including brittle")
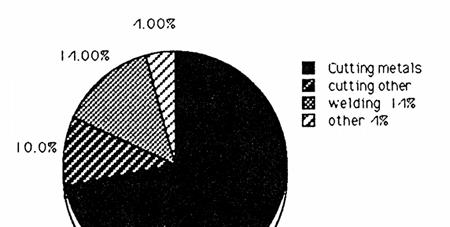
18 Laser Cutting Advantage Accounts for 82% of CO 2 laser work 43% of Nd:Yag (1986) Cut width (Kerf) very narrow Edges square, not rounded Cut edge very smooth, can be welded directly Little edge burr compared to others methods Heat Affected Zone (HAZ) thin, hence little distortion Cutting done in hidden areas Cut depth is limited (1-2 cm) and controllable Very fast cut, no clamping needed No noise Wide range of materials (including brittle & fragile)
19 Laser Cutting Advantages
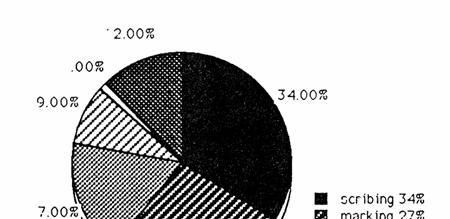
20 Laser Cutting Recall the 6 basic ways Vaporization Beam heats local area above melting point Material boils and ejects Melting and Blowing Beam melts surface, jet of inert gas removes material Burning in Reactive Gas Beam melts surface, jet of reactive gas removes material Gas (usually oxygen) reacts with material, adds energy Thermal stress Cracking Heat/cool cycle creates thermal stress, material breaks Requires least energy Scribing Cut creates small stress point, breaks with force Cold Cutting Laser photons cause material to disassociate
 can condense and form Dross at bottom and top In materials that do not melt, just the vapor escapes eg")
21 Vaporization Cutting Laser heats surface to vaporization Forms keyhole (hole where the beam penetrates) Now light highly absorbed in hole (light reflects with the hole until absorbed) Vapor pressure from boiling material stabilizes the molten walls Material gets ejected from hole (as vapour) can condense and form Dross at bottom and top In materials that do not melt, just the vapor escapes eg Wood, carbon, some plastics
22 Vaporization Cutting Formulas Recall the velocity of melt front formulas v s = ρ H ( CT + L ) where H is power density absorbed per square area The temperature at the surface from the uniform illumination formulas for the vaporization point ( 0,t) T = Thus the time for vaporization is v 2H k v αt π t v π Tvk = α 2H 2
23 Vaporization Cutting Values If we had a 2 KW laser focused to 0.2 mm Then average power is H Can estimate v s and t v 2000 = π r 10 2 = Wm 2

24 Fusion Cutting: Melt and Blow Once melt is formed use gas flow to blow away materials Do not need to vaporize, thus power reduced by factor of about 10
25 Fusion Melting Estimates Can use the heat balance type relationship c c [ C ( T T ) + L + m L ] H = wt V ρ H = effective power input from laser C s = specific heat of solid phase L f = Latent Heat of Fusion: energy for melting L v = Latent Heat of Vaporization: energy to vaporize m' = fraction of the melt vaporized T m = is the melting point, T starting temp. t c = material thicknes w = width of cut (kerf) ρ = density of material Rearranging for a common cutting parameter s m 2 [ C ( T T ) + L + m L ] Jm H fm = = wρ s m f V tcvc f m is generally a function of cutting speed and gas velocity Note there is a small cooling effect caused by the gas flow f V


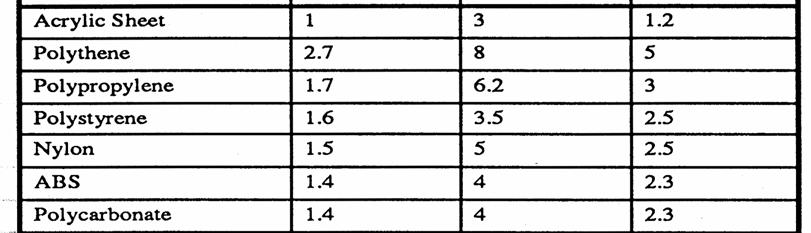
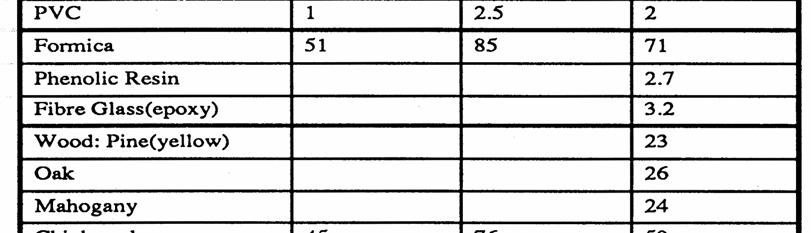
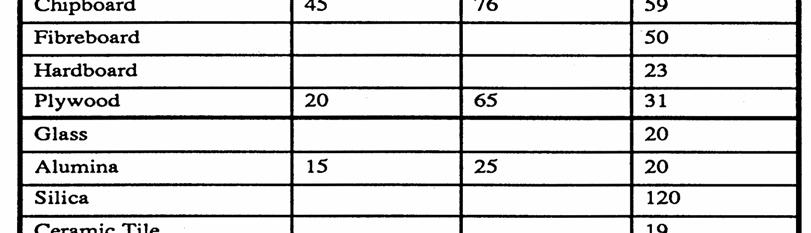
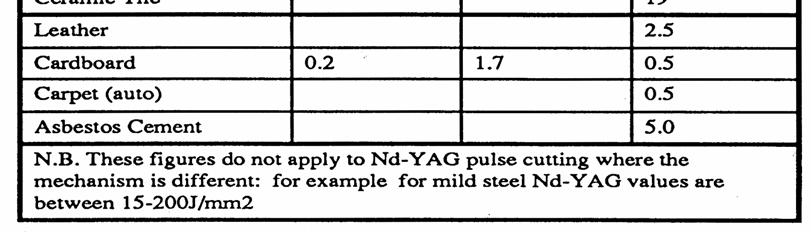
26 Fusion Cutting CO 2 & Materials
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization
 Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Laser Machining Processes Laser heat processing divided into 3 regions Heating Melting Vaporization Laser Surface Treatment Annealing or Transformation Hardening Surface hardness Surface Melting Homogenization,
Ratio of the Temperatures changes with depth are t
 Melting Depths Consider light pulse on surface Will get melting to some depth Eventually also raise surface to vaporization point This is the laser welding situation Can estimate the depth of melt front
Melting Depths Consider light pulse on surface Will get melting to some depth Eventually also raise surface to vaporization point This is the laser welding situation Can estimate the depth of melt front
Beveling procedures and beveling machines beveling, a quick overview 1
 Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Beveling procedures and beveling machines 2018 beveling, a quick overview 1 Index 1. Fields of application S. 3 2. Welding procedures S. 8 3. Weld forms S. 9 4. Geometry of a bevel S. 13 5. User groups
Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding Keyword: 16.1 Selection of pulse parameters
 Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding This chapter presents the influence of process parameters of pulse TIG welding process on the development of sound weld joint. Further, the
Lecture 16 Gas Tungsten Arc welding III & Plasma Arc Welding This chapter presents the influence of process parameters of pulse TIG welding process on the development of sound weld joint. Further, the
Characterization of laser-material interaction during laser cladding process P.-A. Vetter,* J. Fontaine,* T. Engel," L. Lagrange,& T.
 Characterization of laser-material interaction during laser cladding process P.-A. Vetter,* J. Fontaine,* T. Engel," L. Lagrange,& T. Marchione^ f^, BID de /a rzcfozre ^7000 France ABSTRACT The interaction
Characterization of laser-material interaction during laser cladding process P.-A. Vetter,* J. Fontaine,* T. Engel," L. Lagrange,& T. Marchione^ f^, BID de /a rzcfozre ^7000 France ABSTRACT The interaction
Laser Beam Interactions with Solids In absorbing materials photons deposit energy hc
 Laser Beam Interactions with Solids In absorbing materials photons deposit energy E hv hc where h = Plank's constant = 6.63 x 10-34 J s c = speed of light Also photons also transfer momentum p p Note:
Laser Beam Interactions with Solids In absorbing materials photons deposit energy E hv hc where h = Plank's constant = 6.63 x 10-34 J s c = speed of light Also photons also transfer momentum p p Note:
Advancements in Laser Welding Technology
 June 015 [Volume 1, Issue 1] Advancements in Laser Welding Technology Broadening our Horizons Contents Special Interest Articles We are proud to announce the Broadening our Horizons 1 purchase of a brand
June 015 [Volume 1, Issue 1] Advancements in Laser Welding Technology Broadening our Horizons Contents Special Interest Articles We are proud to announce the Broadening our Horizons 1 purchase of a brand
Laser Diodes System for Flexible Manufacturing Authors: John M. Haake, Crystal M. Cook and Mark S. Zediker
 Laser Diodes System for Flexible Manufacturing Authors: John M. Haake, Crystal M. Cook and Mark S. Zediker Introduction Industrial laser systems based on high power laser diodes are now available with
Laser Diodes System for Flexible Manufacturing Authors: John M. Haake, Crystal M. Cook and Mark S. Zediker Introduction Industrial laser systems based on high power laser diodes are now available with
Chapter 3: Powders Production and Characterization
 Chapter 3: Powders Production and Characterization Course Objective... To introduce selective powder production processes and characterization methods. This course will help you : To understand properties
Chapter 3: Powders Production and Characterization Course Objective... To introduce selective powder production processes and characterization methods. This course will help you : To understand properties
PULSED LASER WELDING
 PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
PULSED LASER WELDING Girish P. Kelkar, Ph.D. Girish Kelkar, Ph.D, WJM Technologies, Cerritos, CA 90703, USA Laser welding is finding growing acceptance in field of manufacturing as price of lasers have
The use of holographic optics in laser additive layer manufacture. Prof John R Tyrer Dept of Mechanical & Manufacturing Engineering
 The use of holographic optics in laser additive layer manufacture Prof John R Tyrer Dept of Mechanical & Manufacturing Engineering Traditional Laser Beam Problems Shape Intensity Beam intensity distribution....
The use of holographic optics in laser additive layer manufacture Prof John R Tyrer Dept of Mechanical & Manufacturing Engineering Traditional Laser Beam Problems Shape Intensity Beam intensity distribution....
Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR
 Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR Introduction The phase of a material is defined as a chemically and structurally homogeneous state of material. Any material
Phase change processes for material property manipulation BY PROF.A.CHANDRASHEKHAR Introduction The phase of a material is defined as a chemically and structurally homogeneous state of material. Any material
The Many Facets and Complexities of 316L and the Effect on Properties
 The Many Facets and Complexities of 316L and the Effect on Properties Ingrid Hauer Miller Höganäs AB, Höganäs, Sweden state and country Ingrid.hauer@hoganas.com, +46702066244 Abstract One of the most widely
The Many Facets and Complexities of 316L and the Effect on Properties Ingrid Hauer Miller Höganäs AB, Höganäs, Sweden state and country Ingrid.hauer@hoganas.com, +46702066244 Abstract One of the most widely
12. Thermal Cutting 2003
 12. Thermal Cutting 2003 12. Thermal Cutting 160 Thermal cutting processes are applied in different fields of mechanical engineering, br-er12-01e.cdr Figure 12.1 Classification of thermal cutting processes
12. Thermal Cutting 2003 12. Thermal Cutting 160 Thermal cutting processes are applied in different fields of mechanical engineering, br-er12-01e.cdr Figure 12.1 Classification of thermal cutting processes
Finite-element simulation of aluminum temperature field and thermal profile in laser welding process
 Finite-element simulation of aluminum temperature field and thermal profile in laser welding process Ali Moarrefzadeh Young Researchers Club, Mahshahr Branch, Islamic Azad University, Mahshahr, Iran A_moarrefzadeh@yahoo.com,
Finite-element simulation of aluminum temperature field and thermal profile in laser welding process Ali Moarrefzadeh Young Researchers Club, Mahshahr Branch, Islamic Azad University, Mahshahr, Iran A_moarrefzadeh@yahoo.com,
11.3 The alloying elements in tool steels (e.g., Cr, V, W, and Mo) combine with the carbon to form very hard and wear-resistant carbide compounds.
 combine with the carbon to form very hard and wear-resistant carbide compounds.") 11-2 11.2 (a) Ferrous alloys are used extensively because: (1) Iron ores exist in abundant quantities. (2) Economical extraction, refining, and fabrication techniques are available. (3) The alloys may
11-2 11.2 (a) Ferrous alloys are used extensively because: (1) Iron ores exist in abundant quantities. (2) Economical extraction, refining, and fabrication techniques are available. (3) The alloys may
Laser assisted Cold Spray
 2009-02-16 Laser assisted Cold Spray Andrew Cockburn, Matthew Bray, Rocco Lupoi Bill O Neill Innovative Manufacturing Research Centre (IMRC) Institute for Manufacturing, Department of Engineering, University
2009-02-16 Laser assisted Cold Spray Andrew Cockburn, Matthew Bray, Rocco Lupoi Bill O Neill Innovative Manufacturing Research Centre (IMRC) Institute for Manufacturing, Department of Engineering, University
Laser and hybrid laser welding of thick stainless steels
 This document is downloaded from the Digital Open Access Repository of VTT Title Laser and hybrid laser welding of thick stainless steels Author(s) Kujanpää, Veli Citation VTT-Korea Symposium, 2 July 2015,
This document is downloaded from the Digital Open Access Repository of VTT Title Laser and hybrid laser welding of thick stainless steels Author(s) Kujanpää, Veli Citation VTT-Korea Symposium, 2 July 2015,
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 1 Introduction Lecture - 2 Classification of Welding Processes -
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 1 Introduction Lecture - 2 Classification of Welding Processes -
STATE OF THE ART AND APPLICATIONS OF LASER SURFACE TREATMENT
 STATE OF THE ART AND APPLICATIONS OF LASER SURFACE TREATMENT Kurt Schröder Institute of Nonconventional Processing, Forming and Laser Technology, Vienna University of Technology, A-1030 Vienna Abstract
STATE OF THE ART AND APPLICATIONS OF LASER SURFACE TREATMENT Kurt Schröder Institute of Nonconventional Processing, Forming and Laser Technology, Vienna University of Technology, A-1030 Vienna Abstract
Solidification. Nov. 2010
 Solidification Nov. 2010 Rapid Solidification (10 5 K/s) Rapidly cool or quench to produce amorphous or glassy structure (metallic glass) Rapid Solidification Cooling
Solidification Nov. 2010 Rapid Solidification (10 5 K/s) Rapidly cool or quench to produce amorphous or glassy structure (metallic glass) Rapid Solidification Cooling
Available online at ScienceDirect. Physics Procedia 56 (2014 ) Veli Kujanpää*
 Veli Kujanpää*") Available online at www.sciencedirect.com ScienceDirect Physics Procedia 56 (2014 ) 630 636 8 th International Conference on Photonic Technologies LANE 2014 Thick-section laser and hybrid welding of austenitic
Available online at www.sciencedirect.com ScienceDirect Physics Procedia 56 (2014 ) 630 636 8 th International Conference on Photonic Technologies LANE 2014 Thick-section laser and hybrid welding of austenitic
TECHNICAL GUIDE CUTTING
 TECHNICAL GUIDE CUTTING INTRODUCING OUR NEW PRODUCT NOMENCLATURE Bisalloy Steels has recently introduced a new product nomenclature. The following table details the grade equivalents. Note: Only the designation
TECHNICAL GUIDE CUTTING INTRODUCING OUR NEW PRODUCT NOMENCLATURE Bisalloy Steels has recently introduced a new product nomenclature. The following table details the grade equivalents. Note: Only the designation
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION. T.W. Skszek and M. T. J. Lowney. Abstract. DMD Process Overview
 DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
Advances in Welding and Joining Technologies Dr. Swarup Bag Department of Mechanical Engineering Indian Institute of Technology, Guwahati
 Advances in Welding and Joining Technologies Dr. Swarup Bag Department of Mechanical Engineering Indian Institute of Technology, Guwahati Lecture 15 Micro and Nano Joining Processes Part II Hello everybody,
Advances in Welding and Joining Technologies Dr. Swarup Bag Department of Mechanical Engineering Indian Institute of Technology, Guwahati Lecture 15 Micro and Nano Joining Processes Part II Hello everybody,
11.3 Polishing with Laser Radiation
 196 E. Willenborg 11.3 Polishing with Laser Radiation Edgar Willenborg The surface roughness of a part or product strongly influences its properties and functions. Among these can be counted abrasion and
196 E. Willenborg 11.3 Polishing with Laser Radiation Edgar Willenborg The surface roughness of a part or product strongly influences its properties and functions. Among these can be counted abrasion and
Surface Modification of AISI 1020 Steel with TiC Coating by TIG Cladding Process
 Surface Modification of AISI 1020 Steel with TiC Coating by TIG Cladding Process Supriya Shashikant Patil 1 Dr. Sachin K Patil 2 1 PG Student, Production Engineering Department, ajarambapu Institute of
Surface Modification of AISI 1020 Steel with TiC Coating by TIG Cladding Process Supriya Shashikant Patil 1 Dr. Sachin K Patil 2 1 PG Student, Production Engineering Department, ajarambapu Institute of
Estimation of Dilution and Carbon Content of Laser Cladding on Stellite 6 Coatings Deposited on an AISI 316L Stainless Steel Substrate
 IOSR Journal of Applied Physics (IOSR-JAP) e-issn: 2278-4861.Volume 8, Issue 1 Ver. III (Jan. - Feb. 2016), PP 36-41 www.iosrjournals Estimation of Dilution and Carbon Content of Laser Cladding on Stellite
IOSR Journal of Applied Physics (IOSR-JAP) e-issn: 2278-4861.Volume 8, Issue 1 Ver. III (Jan. - Feb. 2016), PP 36-41 www.iosrjournals Estimation of Dilution and Carbon Content of Laser Cladding on Stellite
Surface Coating of Tungsten Carbide by Electric Exploding of Contact
 Surface Coating of Tungsten Carbide by Electric Exploding of Contact Evgeny G. Grigoryev General Physics Department, Moscow Engineering Physics Institute, Kashirskoe sh. 31, Moscow, 115409, Russia Abstract.
Surface Coating of Tungsten Carbide by Electric Exploding of Contact Evgeny G. Grigoryev General Physics Department, Moscow Engineering Physics Institute, Kashirskoe sh. 31, Moscow, 115409, Russia Abstract.
Cutting Tool Materials and Cutting Fluids. Dr. Mohammad Abuhaiba
 Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
Cutting Tool Materials and Cutting Fluids HomeWork #2 22.37 obtain data on the thermal properties of various commonly used cutting fluids. Identify those which are basically effective coolants and those
Laser Surface Modification. ME 677: Laser Material Processing Instructor: Ramesh Singh 1
 Laser Surface Modification 1 Outline Process Descriptions Mechanisms of Laser Surface Modification Applications 2 Laser Surface Modification The laser has some unique properties for surface heating The
Laser Surface Modification 1 Outline Process Descriptions Mechanisms of Laser Surface Modification Applications 2 Laser Surface Modification The laser has some unique properties for surface heating The
Lecture 13 Submerged Arc Welding 13.1 Introduction 13.2 Components of SAW System
 Lecture 13 Submerged Arc Welding This chapter presents the principle of submerged arc welding process besides methods of manufacturing and characteristics of different types of fluxes used in this process.
Lecture 13 Submerged Arc Welding This chapter presents the principle of submerged arc welding process besides methods of manufacturing and characteristics of different types of fluxes used in this process.
Welding Job Knowledge
 Titanium and titanium alloys Weldability of materials Job Titanium and its alloys are chosen because of the following properties: high strength to weight ratio; corrosion resistance; mechanical properties
Titanium and titanium alloys Weldability of materials Job Titanium and its alloys are chosen because of the following properties: high strength to weight ratio; corrosion resistance; mechanical properties
Practical Numerical Simulation of Laser Welding for Industrial Use
 Practical Numerical Simulation of Laser Welding for Industrial Use B.L. Bemis Copyright 2014 Owens Corning. All Rights Reserved. Introduction Laser Welding of Metals Advantages Fast Precise power input
Practical Numerical Simulation of Laser Welding for Industrial Use B.L. Bemis Copyright 2014 Owens Corning. All Rights Reserved. Introduction Laser Welding of Metals Advantages Fast Precise power input
Glossary of Steel Terms
 Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
Glossary of Steel Terms Steel Terms Explained. Below we list some of the most common steel terms and explain what they mean. AISI Alloy Alloy Steel Annealing ASTM Austenitic Bar Brinell (HB) Bright Drawn
Modeling of Microstructure Evolution During LENS TM Deposition
 Modeling of Microstructure Evolution During LENS TM Deposition Liang Wang, PhD Haitham El Kadiri, PhD Sergio Felicelli, PhD Mark Horstemeyer, PhD Paul Wang, PhD Center for Advanced Vehicular Systems Mississippi
Modeling of Microstructure Evolution During LENS TM Deposition Liang Wang, PhD Haitham El Kadiri, PhD Sergio Felicelli, PhD Mark Horstemeyer, PhD Paul Wang, PhD Center for Advanced Vehicular Systems Mississippi
THE MECHANISM OF WELDING WITH A SEALED-OFF CONTINUOUS CO2-GAS LASER*)
") R673 Philips Res. Repts 23, 367-374, 1968 THE MECHANISM OF WELDING WITH A SEALED-OFF CONTINUOUS CO2-GAS LASER*) by J. G. SIEKMAN and R. E. MORIJN Abstract A very simple high-power sealed-off COrgas laser
R673 Philips Res. Repts 23, 367-374, 1968 THE MECHANISM OF WELDING WITH A SEALED-OFF CONTINUOUS CO2-GAS LASER*) by J. G. SIEKMAN and R. E. MORIJN Abstract A very simple high-power sealed-off COrgas laser
Lasers Efficiency and Strength for Lightweighting Laser Processing of Steel
 Lasers Efficiency and Strength for Lightweighting Laser Processing of Steel Rahul Patwa, Thomas Kretzchmar, Arkan Abdulkadir, Brian Della Mora and Craig Bratt GDIS2017 Fraunhofer USA Center for Laser Applications
Lasers Efficiency and Strength for Lightweighting Laser Processing of Steel Rahul Patwa, Thomas Kretzchmar, Arkan Abdulkadir, Brian Della Mora and Craig Bratt GDIS2017 Fraunhofer USA Center for Laser Applications
Manufacturing Process-I Prof. Dr. D.K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Process-I Prof. Dr. D.K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 03 Lecture - 02 Welding Process Classification Welcome
Manufacturing Process-I Prof. Dr. D.K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 03 Lecture - 02 Welding Process Classification Welcome
Laser power coupling efficiency in conduction and keyhole welding of austenitic stainless steel
 Sādhanā Vol. 27, Part 3, June 2002, pp. 383 392. Printed in India Laser power coupling efficiency in conduction and keyhole welding of austenitic stainless steel 1. Introduction A K NATH, R SRIDHAR, P
Sādhanā Vol. 27, Part 3, June 2002, pp. 383 392. Printed in India Laser power coupling efficiency in conduction and keyhole welding of austenitic stainless steel 1. Introduction A K NATH, R SRIDHAR, P
Spatter-Free Stable Conduction and Keyhole Welding of Copper with 275 Watt Blue Laser
 Spatter-Free Stable Conduction and Keyhole Welding of Copper with 275 Watt Blue Laser Abstract Laser welding of highly reflective materials such as copper has been problematic for infrared lasers due to
Spatter-Free Stable Conduction and Keyhole Welding of Copper with 275 Watt Blue Laser Abstract Laser welding of highly reflective materials such as copper has been problematic for infrared lasers due to
TECHNICAL GUIDE CUTTING
 TECHNICAL GUIDE CUTTING INTRODUCING OUR NEW PRODUCT NOMENCLATURE Bisalloy Steels has recently introduced a new product nomenclature. The following table details the grade equivalents. Note: Only the designation
TECHNICAL GUIDE CUTTING INTRODUCING OUR NEW PRODUCT NOMENCLATURE Bisalloy Steels has recently introduced a new product nomenclature. The following table details the grade equivalents. Note: Only the designation
The principle Of Tungsten Inert Gas (TIG) Welding Process
 Welding Process") The principle Of Tungsten Inert Gas (TIG) Welding Process This chapter presents the principle of tungsten inert gas (TIG) welding process besides important components of TIG welding system and their role.
The principle Of Tungsten Inert Gas (TIG) Welding Process This chapter presents the principle of tungsten inert gas (TIG) welding process besides important components of TIG welding system and their role.
Figure 1: Ablation with a traditional laser causes thermal damage, heating peripheral areas.
 The ability to machine precision parts without heat has dramatic implications for micro manufacturing. No heat means zero damage to the material or the part during the fabrication process. Manufacturers
The ability to machine precision parts without heat has dramatic implications for micro manufacturing. No heat means zero damage to the material or the part during the fabrication process. Manufacturers
Studying Increase of Speed Using Different Laser Welds
 Australian Journal of Basic and Applied Sciences, 6(12): 247-251, 2012 ISSN 1991-8178 Studying Increase of Speed Using Different Laser Welds Dr Masoud Sabbaghi, Shahla Arabshahi and Shahrzad Arabshahi
Australian Journal of Basic and Applied Sciences, 6(12): 247-251, 2012 ISSN 1991-8178 Studying Increase of Speed Using Different Laser Welds Dr Masoud Sabbaghi, Shahla Arabshahi and Shahrzad Arabshahi
Welding of Thin Foils with Elliptical Beams. Abe, Nobuyuki; Funada, Yoshinori; Tsukamoto, Masahiro.
 Title Author(s) Citation Welding of Thin Foils with Elliptical Beams Abe, Nobuyuki; Funada, Yoshinori; Tsukamoto, Masahiro Transactions of JWRI. 37(1) P.27-P.31 Issue Date 2008-07 Text Version publisher
Title Author(s) Citation Welding of Thin Foils with Elliptical Beams Abe, Nobuyuki; Funada, Yoshinori; Tsukamoto, Masahiro Transactions of JWRI. 37(1) P.27-P.31 Issue Date 2008-07 Text Version publisher
Spot and seam welding applications using Nd:YAG lasers. Geoff J Shannon Unitek Miyachi Corporation 1820 S Myrtle Avenue Monrovia, CA
 Spot and seam welding applications using Nd:YAG lasers Geoff J Shannon Unitek Miyachi Corporation 1820 S Myrtle Avenue Monrovia, CA 91017 Abstract With precise energy control and application flexibility
Spot and seam welding applications using Nd:YAG lasers Geoff J Shannon Unitek Miyachi Corporation 1820 S Myrtle Avenue Monrovia, CA 91017 Abstract With precise energy control and application flexibility
MSE-226 Engineering Materials
 MSE-226 Engineering Materials Lecture-4 THERMAL PROCESSING OF METALS-2 CONTINUOUS COOLING TRANSFORMATION (CCT) DIAGRAMS: In industrial heat-treating operations, in most cases a steel is not isothermally
MSE-226 Engineering Materials Lecture-4 THERMAL PROCESSING OF METALS-2 CONTINUOUS COOLING TRANSFORMATION (CCT) DIAGRAMS: In industrial heat-treating operations, in most cases a steel is not isothermally
Engineering Materials
 Engineering Materials Heat Treatments of Ferrous Alloys Annealing Processes The term annealing refers to a heat treatment in which a material is exposed to an elevated temperature for an extended time
Engineering Materials Heat Treatments of Ferrous Alloys Annealing Processes The term annealing refers to a heat treatment in which a material is exposed to an elevated temperature for an extended time
9. Welding Defects 109
 9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
9. Welding Defects 9. Welding Defects 109 Figures 9.1 to 9.4 give a rough survey about the classification of welding defects to DIN 8524. This standard does not classify existing welding defects according
APPLICATIONS OF Fe-C PHASE DIAGRAM
 APPLICATIONS OF Fe-C PHASE DIAGRAM KEY POINTS OF Fe-C Diagram Phases: Liquid Fe-Tmin=1148C @ 4.3%C 1394 C
APPLICATIONS OF Fe-C PHASE DIAGRAM KEY POINTS OF Fe-C Diagram Phases: Liquid Fe-Tmin=1148C @ 4.3%C 1394 C
USN. Hosur : 6A/6B/6C 10ME665. Discuss briefly. 1 a.
 USN 1 P E PESIT Bangalore South Campus Hosur road, 1km before Electronic City, Bengaluru -100 Department of Mechanical Engineering INTERNAL ASSESSMENT TEST 3 Solutions Subject & Code : NTM 10ME665 Name
USN 1 P E PESIT Bangalore South Campus Hosur road, 1km before Electronic City, Bengaluru -100 Department of Mechanical Engineering INTERNAL ASSESSMENT TEST 3 Solutions Subject & Code : NTM 10ME665 Name
Kinetics - Heat Treatment
 Kinetics - Heat Treatment Nonequilibrium Cooling All of the discussion up till now has been for slow cooling Many times, this is TOO slow, and unnecessary Nonequilibrium effects Phase changes at T other
Kinetics - Heat Treatment Nonequilibrium Cooling All of the discussion up till now has been for slow cooling Many times, this is TOO slow, and unnecessary Nonequilibrium effects Phase changes at T other
Enabling Technology in Thin Wafer Dicing
 Enabling Technology in Thin Wafer Dicing Jeroen van Borkulo, Rogier Evertsen, Rene Hendriks, ALSI, platinawerf 2G, 6641TL Beuningen Netherlands Abstract Driven by IC packaging and performance requirements,
Enabling Technology in Thin Wafer Dicing Jeroen van Borkulo, Rogier Evertsen, Rene Hendriks, ALSI, platinawerf 2G, 6641TL Beuningen Netherlands Abstract Driven by IC packaging and performance requirements,
27-301, Fall 02, Rollett. Total marks = 100 (20 per question). 1 st Homework, due Sept. 6th
. 1 st Homework, due Sept. 6th") 27-301, Fall 02, Rollett Total marks = 100 (20 per question). 1 st Homework, due Sept. 6th Notes/Answers The thermal histories asked for in this homework are not always unique defined so the homeworks
27-301, Fall 02, Rollett Total marks = 100 (20 per question). 1 st Homework, due Sept. 6th Notes/Answers The thermal histories asked for in this homework are not always unique defined so the homeworks
Lecture - 06 Principle of Fusion Welding Processes: Gas Welding
 Joining Technologies of Commercial Importance Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology Roorkee Lecture - 06 Principle of Fusion Welding Processes:
Joining Technologies of Commercial Importance Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology Roorkee Lecture - 06 Principle of Fusion Welding Processes:
A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY
 ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
ME8109: Casting And Solidification of Material A STUDY OF CASTING CHARACTERISTICS FOR DIE-CAST ALUMINUM ALLOY Department of Mechanical & Industrial Engineering Graduate Program in Mechanical Engineering
Residual stresses in the martensitic part produced by Selective Laser Melting technology applied for the mould industry
 Residual stresses in the martensitic part produced by Selective Laser Melting technology applied for the mould industry 1 M. Averyanova, 1 Ph. Bertrand, 2 V.Ji, 3 B. Verquin, 1 ENISE, 2 ICMMO/LEMHE 3 CETIM,
Residual stresses in the martensitic part produced by Selective Laser Melting technology applied for the mould industry 1 M. Averyanova, 1 Ph. Bertrand, 2 V.Ji, 3 B. Verquin, 1 ENISE, 2 ICMMO/LEMHE 3 CETIM,
ATI 332 ATI 332. Technical Data Sheet. Stainless Steel: Austenitic GENERAL PROPERTIES TYPICAL ANALYSIS PHYSICAL PROPERTIES
 ATI 332 Stainless Steel: Austenitic (UNS N08800) GENERAL PROPERTIES ATI 332 alloy is a nickel and chromium austenitic stainless steel designed to resist oxidation and carburization at elevated temperatures.
ATI 332 Stainless Steel: Austenitic (UNS N08800) GENERAL PROPERTIES ATI 332 alloy is a nickel and chromium austenitic stainless steel designed to resist oxidation and carburization at elevated temperatures.
Steels suitable for galvanizing
 Steels suitable for galvanizing 2013-09-18 Most steels can be satisfactorily hot-dip galvanized. However, reactive elements in the steel, in particular, silicon (Si) and phosphorus (P), can affect hot-dip
Steels suitable for galvanizing 2013-09-18 Most steels can be satisfactorily hot-dip galvanized. However, reactive elements in the steel, in particular, silicon (Si) and phosphorus (P), can affect hot-dip
Additive Manufacturing Challenges Ahead
 Additive Manufacturing Challenges Ahead Dr. S. SELVI Associate Professor, Dept. of Mechanical Engineering Institute of Road and Transport Technology, Erode 638 316. selvimech@yahoo.com Received 25, November
Additive Manufacturing Challenges Ahead Dr. S. SELVI Associate Professor, Dept. of Mechanical Engineering Institute of Road and Transport Technology, Erode 638 316. selvimech@yahoo.com Received 25, November
MECHANISM OF KEYHOLE FORMATION IN LASER WELDING
 MECHANISM OF KEYHOLE FORMATION IN LASER WELDING E.M.Stanciu 1, A.C. Păvălache 1, G.M.Dumitru 1, O.G.Dontu 1, D.Besnea 1 I.M.Vasile 1 1 University Politehnica of Bucharest Abstract In order to perform the
MECHANISM OF KEYHOLE FORMATION IN LASER WELDING E.M.Stanciu 1, A.C. Păvălache 1, G.M.Dumitru 1, O.G.Dontu 1, D.Besnea 1 I.M.Vasile 1 1 University Politehnica of Bucharest Abstract In order to perform the
Kasetsart University. INDT0204: Welding. Types of Welding
 Types of Welding Fusion Welding (Chap. 27) Oxyfuel Gas Welding Arc-Welding Processes Consumable-Electrode Nonconsumable-Electrode Others Electron-Beam Welding Laser-Beam Welding Solid State Welding (Chap.
Types of Welding Fusion Welding (Chap. 27) Oxyfuel Gas Welding Arc-Welding Processes Consumable-Electrode Nonconsumable-Electrode Others Electron-Beam Welding Laser-Beam Welding Solid State Welding (Chap.
Surface Hardening Low Alloy Structural Steel By Laser Welding
 15th International School-Conference New materials Materials of innovative energy: development, characterization methods and application Volume 2018 Conference Paper Surface Hardening Low Alloy Structural
15th International School-Conference New materials Materials of innovative energy: development, characterization methods and application Volume 2018 Conference Paper Surface Hardening Low Alloy Structural
Cladding with High Power Diode Lasers
 White Paper Cladding with High Power Diode Lasers Cladding is a well established process used in a variety of industries for improving the surface and near surface properties (e.g. wear, corrosion or heat
White Paper Cladding with High Power Diode Lasers Cladding is a well established process used in a variety of industries for improving the surface and near surface properties (e.g. wear, corrosion or heat
SME 2713 Processing of Polymers - 2
 SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
WELDING Topic and Contents Hours Marks
 Topic and Contents Hours Marks 3.1 Introduction 04 Marks Classification and selection of welding process. Working principle of Gas welding and types of flames. 3.2 Arc welding process 08 Marks Metal arc,
Topic and Contents Hours Marks 3.1 Introduction 04 Marks Classification and selection of welding process. Working principle of Gas welding and types of flames. 3.2 Arc welding process 08 Marks Metal arc,
Metal vapor micro-jet controls material redistribution in laser powder. bed fusion additive manufacturing
 Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing Sonny Ly 1, Alexander M. Rubenchik 2, Saad A. Khairallah 3, Gabe Guss 4 and Manyalibo J. Matthews
Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing Sonny Ly 1, Alexander M. Rubenchik 2, Saad A. Khairallah 3, Gabe Guss 4 and Manyalibo J. Matthews
Numerical Simulation of the Temperature Distribution and Microstructure Evolution in the LENS Process
 The Seventeenth Solid Freeform Fabrication Symposium Aug 14-16, 2006, Austin, Texas Numerical Simulation of the Temperature Distribution and Microstructure Evolution in the LENS Process L. Wang 1, S. Felicelli
The Seventeenth Solid Freeform Fabrication Symposium Aug 14-16, 2006, Austin, Texas Numerical Simulation of the Temperature Distribution and Microstructure Evolution in the LENS Process L. Wang 1, S. Felicelli
Advanced Robotic Laser Cladding The Oerlikon MetcoClad System. July 2015
 Advanced Robotic Laser Cladding The Oerlikon MetcoClad System July 2015 Laser Cladding is a welding technology Laser Cladding (LC) means laser build-up welding, also known as Laser Metal Forming (LMF),
Advanced Robotic Laser Cladding The Oerlikon MetcoClad System July 2015 Laser Cladding is a welding technology Laser Cladding (LC) means laser build-up welding, also known as Laser Metal Forming (LMF),
Surface Characterization of Laser Polished Indirect-SLS Parts
 Surface Characterization of Laser Polished Indirect-SLS Parts Jorge A. Ramos, David L. Bourell, Joseph J. Beaman Laboratory for Freeform Fabrication The University of Texas at Austin, Austin, Texas 78712
Surface Characterization of Laser Polished Indirect-SLS Parts Jorge A. Ramos, David L. Bourell, Joseph J. Beaman Laboratory for Freeform Fabrication The University of Texas at Austin, Austin, Texas 78712
Surface & Coatings Technology
 Surface & Coatings Technology 291 (2016) 222 229 Contents lists available at ScienceDirect Surface & Coatings Technology journal homepage: www.elsevier.com/locate/surfcoat The effect of TiC/Al 2 O 3 composite
Surface & Coatings Technology 291 (2016) 222 229 Contents lists available at ScienceDirect Surface & Coatings Technology journal homepage: www.elsevier.com/locate/surfcoat The effect of TiC/Al 2 O 3 composite
Previous Lecture. Vacuum & Plasma systems for. Dry etching
 Previous Lecture Vacuum & Plasma systems for Dry etching Lecture 9: Evaporation & sputtering Objectives From this evaporation lecture you will learn: Evaporator system layout & parts Vapor pressure Crucible
Previous Lecture Vacuum & Plasma systems for Dry etching Lecture 9: Evaporation & sputtering Objectives From this evaporation lecture you will learn: Evaporator system layout & parts Vapor pressure Crucible
Investigation for Hardening of Cast Iron using Low-Power Fiber Laser
 Investigation for Hardening of Cast Iron using Low-Power Fiber Laser Bhavikatti S.S., Pardeshi S. S., Mishra P.K Abstract New developments in industry initiate the need to identify newer process/ source
Investigation for Hardening of Cast Iron using Low-Power Fiber Laser Bhavikatti S.S., Pardeshi S. S., Mishra P.K Abstract New developments in industry initiate the need to identify newer process/ source
Enhancement Surface Mechanical Properties of 2024 Al-Alloys Using Pulsed Nd:YAG Laser Cladding
 Enhancement Surface Mechanical Properties of 2024 Al-Alloys Using Pulsed Nd:YAG Laser Cladding 1 1 2 Raid M.HadiP P, Mahmoad Sh. MahmoadP P and Ali H.AbdalhadiP Institute of laser for postgraduate studies,
Enhancement Surface Mechanical Properties of 2024 Al-Alloys Using Pulsed Nd:YAG Laser Cladding 1 1 2 Raid M.HadiP P, Mahmoad Sh. MahmoadP P and Ali H.AbdalhadiP Institute of laser for postgraduate studies,
Welding Processes. Consumable Electrode. Non-Consumable Electrode. High Energy Beam. Fusion Welding Processes. SMAW Shielded Metal Arc Welding
 Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Fusion Consumable Electrode SMAW Shielded Metal Arc Welding GMAW Gas Metal Arc Welding SAW Submerged Arc Welding Non-Consumable Electrode GTAW Gas Tungsten Arc Welding PAW Plasma Arc Welding High Energy
Training Session 5: Gas Turbine Repair
 Training Session 5: Gas Turbine Repair By Scott Hastie / Liburdi Turbine Services Presented at the 2015 Symposium on Industrial Application of Gas Turbines (IAGT) Banff, Alberta, Canada - October 2015
Training Session 5: Gas Turbine Repair By Scott Hastie / Liburdi Turbine Services Presented at the 2015 Symposium on Industrial Application of Gas Turbines (IAGT) Banff, Alberta, Canada - October 2015
LASER BEAM WELDING OF QUENCHED AND TEMPERED ASTM A 517 GR.B STEEL
 LASER BEAM WELDING OF QUENCHED AND TEMPERED ASTM A 517 GR.B STEEL S. Missori*, G.Costanza*, E. Tata*, A. Sili** *University of Roma-Tor Vergata, ** University of Messina ABSTRACT Quenched and tempered
LASER BEAM WELDING OF QUENCHED AND TEMPERED ASTM A 517 GR.B STEEL S. Missori*, G.Costanza*, E. Tata*, A. Sili** *University of Roma-Tor Vergata, ** University of Messina ABSTRACT Quenched and tempered
Thick section laser welding
 Thick section laser welding Chris Allen 1 Scope How thick is thick? Possible applications Advantages and challenges of thick section laser welding Traditional thick section laser welding techniques CO
Thick section laser welding Chris Allen 1 Scope How thick is thick? Possible applications Advantages and challenges of thick section laser welding Traditional thick section laser welding techniques CO
Think cost efficiency, Think HSS SAWING
 Think cost efficiency, Think HSS SAWING SUMMARY BANDSAWING 2 The basics of bandsawing 3 HSS and coatings 4 The bimetal concept 5 Tooth set 6 Tooth pitch and forms 7 Speeds and feeds 8 Blade break-in 9
Think cost efficiency, Think HSS SAWING SUMMARY BANDSAWING 2 The basics of bandsawing 3 HSS and coatings 4 The bimetal concept 5 Tooth set 6 Tooth pitch and forms 7 Speeds and feeds 8 Blade break-in 9
Ferrous Alloys. Metal Alloys. Ferrous. Non ferrous. Grey iron. Carbon Low Alloy High Alloy. Nodular iron White iron Malleable iron Alloy cast irons
 Metal Alloys Most engineering metallic materials are alloys. Metals are alloyed to enhance their properties, such as strength, hardness or corrosion resistance, and to create new properties, such as shape
Metal Alloys Most engineering metallic materials are alloys. Metals are alloyed to enhance their properties, such as strength, hardness or corrosion resistance, and to create new properties, such as shape
Laser Roll Welding of Dissimilar Metal Joint of Zinc Coated Steel and Aluminum Alloy
 IIW Doc IV 906-06 Laser Roll Welding of Dissimilar Metal Joint of Zinc Coated Steel and Aluminum Alloy Muneharu KUTSUNA Nagoya University Hitoshi OZAKI Nagoya University Shigeyuki NAKAGAWA Nissan Motor
IIW Doc IV 906-06 Laser Roll Welding of Dissimilar Metal Joint of Zinc Coated Steel and Aluminum Alloy Muneharu KUTSUNA Nagoya University Hitoshi OZAKI Nagoya University Shigeyuki NAKAGAWA Nissan Motor
Casting, Forming & Welding
 Casting, Forming & Welding (ME31007) Jinu Paul Dept. of Mechanical Engineering CFW- Welding marks distribution CFW Total Marks = 100 Casting =33, Forming = 33, Welding =33 End semester exam 50 % Mid semester
Casting, Forming & Welding (ME31007) Jinu Paul Dept. of Mechanical Engineering CFW- Welding marks distribution CFW Total Marks = 100 Casting =33, Forming = 33, Welding =33 End semester exam 50 % Mid semester
MEASURING THE STATE-OF-THE-ART IN LASER CUT QUALITY
 MEASURING THE STATE-OF-THE-ART IN LASER CUT QUALITY J.K. Pocorni 1, J. Powell 1,2, T. Ilar 1, A. Schwarz 2, and A.F.H. Kaplan 1 1 Luleå University of Technology, Luleå, Sweden 2 Laser Expertise Ltd., Acorn
MEASURING THE STATE-OF-THE-ART IN LASER CUT QUALITY J.K. Pocorni 1, J. Powell 1,2, T. Ilar 1, A. Schwarz 2, and A.F.H. Kaplan 1 1 Luleå University of Technology, Luleå, Sweden 2 Laser Expertise Ltd., Acorn
SIRIUS 253: A rare earth containing heat resistant steel. Thermal conductivity (W.m - 1.K - 1 ) Resistivity
 Resistivity") Indu SIRIUS 253 SIRIUS 253: A rare earth containing heat resistant SIRIUS 253 grade is a fully austenitic stainless containing 21 Cr, 1.7 Si, 0.17N and Rare Earth elements (cerium, lanthane,...) which
Indu SIRIUS 253 SIRIUS 253: A rare earth containing heat resistant SIRIUS 253 grade is a fully austenitic stainless containing 21 Cr, 1.7 Si, 0.17N and Rare Earth elements (cerium, lanthane,...) which
WELDING TECHNOLOGY AND WELDING INSPECTION
 WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
MANUFACTURE AND REPAIR OF AERO ENGINE COMPONENTS USING LASER TECHNOLOGY (INVITED PAPER) Paper (405)
 Paper (405)") Proceedings of the 3 rd Pacific International Conference on Application of Lasers and Optics 2008 MANUFACTURE AND REPAIR OF AERO ENGINE COMPONENTS USING LASER TECHNOLOGY (INVITED PAPER) Paper (405) Ingomar
Proceedings of the 3 rd Pacific International Conference on Application of Lasers and Optics 2008 MANUFACTURE AND REPAIR OF AERO ENGINE COMPONENTS USING LASER TECHNOLOGY (INVITED PAPER) Paper (405) Ingomar
Unit 154: Welding Technologies
 Unit 154: Welding Technologies Unit code: F/615/3345 QCF level: 4 Credit value: 15 Aim This unit has been designed to develop the learner s awareness of the principles and applications of a broad range
Unit 154: Welding Technologies Unit code: F/615/3345 QCF level: 4 Credit value: 15 Aim This unit has been designed to develop the learner s awareness of the principles and applications of a broad range
Improving fiber laser weld quality and yield with CleanWeld
 Improving fiber laser weld quality and yield with CleanWeld While fiber lasers have been used in welding for over a decade, many end-users are still seeking to improve part quality, increase production
Improving fiber laser weld quality and yield with CleanWeld While fiber lasers have been used in welding for over a decade, many end-users are still seeking to improve part quality, increase production
ATI 601 ATI 601. Technical Data Sheet. Nickel-base Alloy INTRODUCTION PRODUCT FORMS SPECIFICATIONS & CERTIFICATES (UNS N06601)
") Nickel-base Alloy (UNS N06601) INTRODUCTION alloy (UNS Designation N06601) is an austenitic nickel-chromium-iron alloy designed for both heat and corrosion resistance. As compared to ATI 600 alloy (UNS
Nickel-base Alloy (UNS N06601) INTRODUCTION alloy (UNS Designation N06601) is an austenitic nickel-chromium-iron alloy designed for both heat and corrosion resistance. As compared to ATI 600 alloy (UNS
Structural changes of austenitic steel obtained by 532 nm and 1064 nm Nd:YAG laser radiation
 JOURNAL OF OPTOELECTRONICS AND ADVANCED MATERIALS Vol. 8, No. 1, February 2006, p, 230-234 Structural changes of austenitic steel obtained by 532 nm and 1064 nm Nd:YAG laser radiation M. I. RUSU *, R.
JOURNAL OF OPTOELECTRONICS AND ADVANCED MATERIALS Vol. 8, No. 1, February 2006, p, 230-234 Structural changes of austenitic steel obtained by 532 nm and 1064 nm Nd:YAG laser radiation M. I. RUSU *, R.
Lecture 29 DESIGN OF WELDED JOINTS VII
 Lecture 29 DESIGN OF WELDED JOINTS VII This chapter presents the influence of various welding related parameters on fatigue behavior of weld joints. Attempts have been made to explain how (residual stress,
Lecture 29 DESIGN OF WELDED JOINTS VII This chapter presents the influence of various welding related parameters on fatigue behavior of weld joints. Attempts have been made to explain how (residual stress,
The effect of Friction Stir Processing on the fatigue life of MIG-Laser hybrid welded joints as compared to conventional FSW 6082-T6 aluminium joints
 Surface Effects and Contact Mechanics IX 183 The effect of Friction Stir Processing on the fatigue life of MIG-Laser hybrid welded joints as compared to conventional FSW 6082-T6 aluminium joints A. Els-Botes,
Surface Effects and Contact Mechanics IX 183 The effect of Friction Stir Processing on the fatigue life of MIG-Laser hybrid welded joints as compared to conventional FSW 6082-T6 aluminium joints A. Els-Botes,
Binary Phase Diagrams - II
 Binary Phase Diagrams - II Note the alternating one phase / two phase pattern at any given temperature Binary Phase Diagrams - Cu-Al Can you spot the eutectoids? The peritectic points? How many eutectic
Binary Phase Diagrams - II Note the alternating one phase / two phase pattern at any given temperature Binary Phase Diagrams - Cu-Al Can you spot the eutectoids? The peritectic points? How many eutectic
Dilution Effect during Laser Cladding of Inconel 617 with Ni-Al Powders
 Dilution Effect during Laser Cladding of Inconel 617 with Ni-Al Powders Ahmed Ali Moosa Department of Production Engineering and Metallurgy University of Technology, Baghdad, Iraq Tel: 964-790-179-3866
Dilution Effect during Laser Cladding of Inconel 617 with Ni-Al Powders Ahmed Ali Moosa Department of Production Engineering and Metallurgy University of Technology, Baghdad, Iraq Tel: 964-790-179-3866