Dr.RAVINDER KUMAR B.E.( Hons.), M.E., Ph.D. 1 Dr.Ravinder Kumar
|
|
|
- Geraldine Beasley
- 5 years ago
- Views:
Transcription
1 ElectroChemical Machining & Grinding Dr.RAVINDER KUMAR B.E.( Hons.), M.E., Ph.D. 1 Dr.Ravinder Kumar
2 Overview Electro-Chemical Machining Advantages and Disadvantages (ECM) Electro-Chemical Grinding (ECG) Advantages and Disadvantages 2 Dr.Ravinder Kumar
3 Introduction ECM is opposite of electrochemical or galvanic coating or deposition process. ECM can be thought of a controlled anodic dissolution at atomic level of the work piece that is electrically conductive by a shaped tool due to flow of high current at relatively low potential difference through an electrolyte which is quite often water based neutral salt solution. 3 Dr.Ravinder Kumar
4 Electrochemical Machining Faraday s law s of electrolysis: Principle Involved: 1 st Law: The amount of a substance deposited on an electrode is directly proportional to the amount of charge passed through the electrolyte. W α Q 2 nd Law: The amounts of different substances deposited by the same quantity of electricity are proportional to their equivalent weights. 4 Dr.Ravinder Kumar Wα E
5 Electrochemical Machining (ECM) Involves electrolysis Work piece made anode, tool (inverse of desired shape) is the cathode. Current passed between the two electrodes. Surface metal ionizes, removed by solution Dr.Ravinder Kumar 5
6 Equipment The electrochemical machining system has the following modules: Power supply Electrolyte filtration and delivery system Tool feed system Working tank 6 Dr.Ravinder Kumar
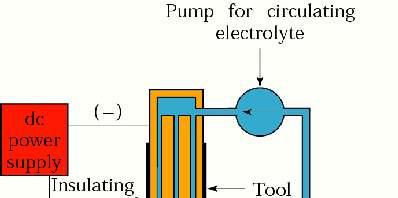
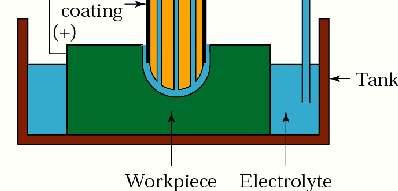
7 7 Dr.Ravinder Kumar
8 Effect of tool shape W T W T O O O O R O R O K L K L Initial stage of ECM Steady state of ECM 8 Dr.Ravinder Kumar Schematic principle of Electro Chemical Machining(ECM)
9 Mechanism Material is depleted from anode work piece and transported to a cathode tool in an electrolyte bath Electrolyte flows rapidly between the two poles to carry off depleted material, so it does not plate onto tool Electrode materials: Cu, brass, or stainless steel Tool has inverse shape of part Tool size and shape must allow for the gap No surface damage, no burr, low tool wear, high removal rate for hard-to machine materials 9 Dr.Ravinder Kumar
10 The electrode is fed at a constant velocity, and the electrolyte is fed through the tool. The tool is designed to eliminate deposition of the ionized metal on the electrode with use of electrolyte. 10 Dr.Ravinder Kumar
11 Process Physics ECM technique removes material by atomic level dissolution of the same by electrochemical action. Thus the material removal rate or machining is not dependent on the mechanical or physical properties of the work material. It only depends on the atomic weight and valence of the work material and the condition that it should be electrically conductive. Thus ECM can machine any electrically conductive work material irrespective of their hardness, strength or even thermal properties. 11 Dr.Ravinder Kumar
12 When Fe is made the anode and Cu is turned into a cathode dipped in brine solution (electrolyte). At Anode:- Fe Fe e At cathode:- 2H + + e - H 2 Finally, Fe OH - Fe(OH) 2 M.R.R Involved:- 12 Dr.Ravinder Kumar
13 Actual rates may vary from theory as other factors come into effect. The ECM process will erode material in a radial direction, so care must be made in tooling design. 13 Dr.Ravinder Kumar
14 Factors affecting Surface finish Selective dissolution Sporadic breakdown of the anodic film Flow separation and formation of eddies Evolution of hydrogen 14 Dr.Ravinder Kumar
15 Points to be noted Supply V = 8 to 20V, I = >1000A. Electrode gap is typically 0.1 to 0.2 mm. MRR is about 1600mm3/min. per 1000A, OR 3KWhr for mm3 (not very efficient, 30 times more than standard machining techniques). MRR is independent of material hardness. Good for low machinability, or complicated shapes Very little tool wear, Forces are large with this method because of fluid pumping forces. 15 Dr.Ravinder Kumar
16 Summary of ECM characteristics Mechanics of material removal - electrolysis medium - conducting electrolyte Tool material - Cu, brass, steel Material/tool wear - infinite Gap 50 to 300 µm. Maximum MRR 15*103 mm3/min Specific power consumption 7W/mm3/min Critical parameters - voltage, current, feed rate, electrolyte, electrolyte conductivity Materials application - all conducting metals and alloys Shape application - blind complex cavities, curved surfaces, through cutting, large through cavities. Limitations - high specific energy consumption (about 150 times that required for conventional processes), not applicable with electrically non-conducting materials and jobs with very small dimensions, expensive machines. Surface finishes down to 25 µm 16 Dr.Ravinder Kumar
17 Summary of ECM characteristics Power Supply Type direct current Voltage 2 to 35 V Current 50 to 40,000 A Current density 0.1 A/mm 2 to 5 A/mm 2 Electrolyte Material NaCl and NaNO 3 Temperature 20 o C 50 o C Flow rate 20 lpm per 100 A current Pressure 0.5 to 20 bar Dilution 100 g/l to 500 g/l Working gap 0.1 mm to 2 mm Overcut 0.2 mm to 3 mm Feed rate 0.5 mm/min to 15 mm/min Electrode material Copper, brass, bronze Surface roughness, R a 0.2 to 1.5 µm 17 Dr.Ravinder Kumar
18 Advantages Current and metal removal rate can be controlled Can create elaborate shapes and contours Tool lasts indefinitely once created No burrs created No residual stress introduced. The components are not subject to either thermal or mechanical stress. There is no tool wear during Electrochemical machining. Non-rigid and open work pieces can be machined easily as there is no contact between the tool and work piece. Complex geometrical shapes can be machined repeatedly and accurately Electrochemical machining is a time saving process when compared with conventional machining During drilling, deep holes can be made or several holes at once. ECM deburring can debur difficult to access areas of parts. Fragile parts which cannot take more loads and also brittle material which tend to develop cracks during machining can be machined easily through Electrochemical machining Surface finishes of 25 µ in. can be achieved during Electrochemical machining 18 Dr.Ravinder Kumar
19 Disadvantages Expensive equipment and tools Electrolytic solution is hazardous to environment as well as equipment high specific energy consumption (about 150 times that required for conventional processes), not applicable with electrically non-conducting materials and jobs with very small dimensions, expensive machines. surface finishes down to 25 µm 19 Dr.Ravinder Kumar
20 Electrochemical Grinding 20 Dr.Ravinder Kumar
21 Electrochemical Grinding Combines electrochemical machining with conventional grinding. The equipment used is similar to conventional grinder except that the wheel is a rotating cathode with abrasive particles. The wheel is metal bonded with diamond or Al oxide abrasives are used. Abrasives serve as insulator between wheel and work piece. A flow of electrolyte (sodium nitrate) is provided for electrochemical machining. Suitable in grinding very hard materials where wheel wear can be very high in traditional grinding. Electrochemical grinding combines electrical and chemical energy for metal removal with an EDM finish. It is a non-abrasive process and, therefore, produces precise cuts that are free of heat, stress, burrs and mechanical distortions. It is a variation on electrochemical machining that uses a conductive, rotating abrasive wheel. The chemical solution is forced between the wheel and the work piece. The shape of the wheel determines the final shape. 21 Dr.Ravinder Kumar

22 Electrochemical Grinding 22 Dr.Ravinder Kumar
23 Electrochemical Grinding Process Electrochemical Grinding Equipment (ECG) is an ideal machining process that provides a better, faster, and more cost effective metal cutting and grinding solution for today's toughest materials. Electrochemical Grinding offers the ability to machine difficult materials independent of their hardness or strength. Electrochemical Grinding is an entirely different machining process in which electrical energy combines with chemical energy for metal removal. Electrochemical Grinding Equipment does not rely solely on an abrasive process, the results are precise cuts free of heat, stress, burrs and mechanical distortions. 23 Dr.Ravinder Kumar
24 Process Characteristics Utilizes electrically conductive grinding wheels Removes material by electrochemical decomposition and abrasive action Depletes work piece materials and deposits them in electrolyte Wheels wear extremely slowly Work pieces are electrically conductive 24 Dr.Ravinder Kumar
25 THANK YOU. 25 Dr.Ravinder Kumar
Electrochemical Grinding (ECG)
") Electrochemical Grinding (ECG) Introduction Equipment Methods Process parameters Advantages Limitations Applications Synopsis Introduction ECG also called electrolytic grinding is similar to ECM, except
Electrochemical Grinding (ECG) Introduction Equipment Methods Process parameters Advantages Limitations Applications Synopsis Introduction ECG also called electrolytic grinding is similar to ECM, except
Nontraditional Machining Processes
 Nontraditional Machining Processes The NTM processes can be divided into four basic categories: I. Chemical (Chemical reaction), II. Electrochemical (Electrolytic dissolution), III. Mechanical (Multipoint
Nontraditional Machining Processes The NTM processes can be divided into four basic categories: I. Chemical (Chemical reaction), II. Electrochemical (Electrolytic dissolution), III. Mechanical (Multipoint
Manufacturing Processes II Prof. S. Paul Department of Mechanical Engineering Indian Institute of Technology, Kharagpur
 Manufacturing Processes II Prof. S. Paul Department of Mechanical Engineering Indian Institute of Technology, Kharagpur Lecture No.38 Electrochemical Machining Good Morning! Welcome to the class on Manufacturing
Manufacturing Processes II Prof. S. Paul Department of Mechanical Engineering Indian Institute of Technology, Kharagpur Lecture No.38 Electrochemical Machining Good Morning! Welcome to the class on Manufacturing
Electrochemical Die-Sinking (ECM) in Practice
 in Practice") Electrochemical Die-Sinking () in Practice Copyright by Maschinenfabrik Köppern GmbH & Co.KG. Distribution, forwarding or duplication of this document, whether in part or in full, is only allowed with
Electrochemical Die-Sinking () in Practice Copyright by Maschinenfabrik Köppern GmbH & Co.KG. Distribution, forwarding or duplication of this document, whether in part or in full, is only allowed with
UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION. Prepared by S. SENTHIL KUMAR AP / MECH SVCET
 UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION Prepared by S. SENTHIL KUMAR AP / MECH SVCET INTRODUCTION Conventional machining process Metal is removed by means of tool which is harder than work
UNCONVENTIONAL MACHINING PROCESS UNIT 1 INTRODUCTION Prepared by S. SENTHIL KUMAR AP / MECH SVCET INTRODUCTION Conventional machining process Metal is removed by means of tool which is harder than work
OBTAINING BY ELECTROCHEMICAL AND ABRASIVE MACHINING OF THE POLISHED SURFACES FOR WORK PIECES FROM TITANIUM
 Nonconventional Technologies Review Romania, March, 28 28 Romanian Association of Nonconventional Technologies OBTAINING BY ELECTROCHEMICAL AND ABRASIVE MACHINING OF THE POLISHED SURFACES FOR WORK PIECES
Nonconventional Technologies Review Romania, March, 28 28 Romanian Association of Nonconventional Technologies OBTAINING BY ELECTROCHEMICAL AND ABRASIVE MACHINING OF THE POLISHED SURFACES FOR WORK PIECES
Electrochemical Machining (ECM)
") Electrochemical Machining (ECM) Synopsis Introduction Principle Equipment MRR Tool material Electrolyte Insulation Electrical circuit Process parameters Advantages Limitations Applications Introduction
Electrochemical Machining (ECM) Synopsis Introduction Principle Equipment MRR Tool material Electrolyte Insulation Electrical circuit Process parameters Advantages Limitations Applications Introduction
METAL FINISHING. (As per revised VTU syllabus: )
") METAL FINISHING (As per revised VTU syllabus: 2015-16) Definition: It is a process in which a specimen metal (article) is coated with another metal or a polymer in order to modify the surface properties
METAL FINISHING (As per revised VTU syllabus: 2015-16) Definition: It is a process in which a specimen metal (article) is coated with another metal or a polymer in order to modify the surface properties
Study of Electrochemical Polishing Applications in some alloys to obtain high surface finish
 Study of Electrochemical Polishing Applications in some alloys to obtain high surface finish Niveen J. Abdalkadir Lecturer University of Technology/ Materials Engineering Hussain M. yousif Chief of engineer
Study of Electrochemical Polishing Applications in some alloys to obtain high surface finish Niveen J. Abdalkadir Lecturer University of Technology/ Materials Engineering Hussain M. yousif Chief of engineer
Simulation and Analysis of Electrolyte Flow Pattern in ECM for L-Shaped Tool Using CFD
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 14, Issue 1 Ver. V (Jan. - Feb. 2017), PP 70-74 www.iosrjournals.org Simulation and Analysis of
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 14, Issue 1 Ver. V (Jan. - Feb. 2017), PP 70-74 www.iosrjournals.org Simulation and Analysis of
ELECTRO CHEMICAL MACHINING
 Introduction: ELECTRO CHEMICAL MACHINING The process of metal removal by electro chemical dissolution was known as long back as 1780 AD but it is only over the last couple of decades that this method has
Introduction: ELECTRO CHEMICAL MACHINING The process of metal removal by electro chemical dissolution was known as long back as 1780 AD but it is only over the last couple of decades that this method has
THE EFFECT OF ELECTROCHEMICAL MACHINING ON THE FATIGUE STRENGTH OF HEAT RESISTANCE ALLOYS
 Fatigue of Aircraft Structures Vol. 1 (2011) 57-63 10.2478/v10164-010-0038-2 THE EFFECT OF ELECTROCHEMICAL MACHINING ON THE FATIGUE STRENGTH OF HEAT RESISTANCE ALLOYS Jerzy Kozak Institute of Aviation,Warsaw,
Fatigue of Aircraft Structures Vol. 1 (2011) 57-63 10.2478/v10164-010-0038-2 THE EFFECT OF ELECTROCHEMICAL MACHINING ON THE FATIGUE STRENGTH OF HEAT RESISTANCE ALLOYS Jerzy Kozak Institute of Aviation,Warsaw,
Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications
 Unit 3 - EDM Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications Wire cut EDM Recent trends in EDM Synopsis
Unit 3 - EDM Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications Wire cut EDM Recent trends in EDM Synopsis
Nonconventional Technologies Review - no. 4 / 2007 ELECTROCHEMICAL REMOVAL OF UNIFORM SURFACE LAYERS UNDER MACHINING COMPRESSOR OR TURBINE BLADES
 ELECTROCHEMICAL REMOVAL OF UNIFORM SURFACE LAYERS UNDER MACHINING COMPRESSOR OR TURBINE BLADES P. KOCENKO 1, I. RUSICA 2, B. SAUSHKIN 3 Key word: removal, blades, electrochemical, ABSTRACT: A number of
ELECTROCHEMICAL REMOVAL OF UNIFORM SURFACE LAYERS UNDER MACHINING COMPRESSOR OR TURBINE BLADES P. KOCENKO 1, I. RUSICA 2, B. SAUSHKIN 3 Key word: removal, blades, electrochemical, ABSTRACT: A number of
Mold Design. Note. 13. Mold Manufacturing Techniques. Bong-Kee Lee School of Mechanical Engineering Chonnam National University.
 13. Mold Bong-Kee Lee Chonnam National University Note material removing methods machining electrical discharge machining (EDM) electro chemical machining (ECM) electro chemical and chemical etchings laser
13. Mold Bong-Kee Lee Chonnam National University Note material removing methods machining electrical discharge machining (EDM) electro chemical machining (ECM) electro chemical and chemical etchings laser
NPTEL
 NPTEL Syllabus Advanced Machining Processes - Video course COURSE OUTLINE This course on 'Advanced Machining Processes' is also known as "Unconventional Machining Processes", Modern Machining Processes",
NPTEL Syllabus Advanced Machining Processes - Video course COURSE OUTLINE This course on 'Advanced Machining Processes' is also known as "Unconventional Machining Processes", Modern Machining Processes",
Effect of degassing electrolyte on polarisation curve shape with the aim to apply knowledge to electrochemical machining
 KES Transactions on Sustainable Design and Manufacturing I Sustainable Design and Manufacturing 2014 : pp.566-573 : Paper sdm14-041 Effect of degassing electrolyte on polarisation curve shape with the
KES Transactions on Sustainable Design and Manufacturing I Sustainable Design and Manufacturing 2014 : pp.566-573 : Paper sdm14-041 Effect of degassing electrolyte on polarisation curve shape with the
PES INSTITUTE OF TECHNOLOGY, BANGALORE SOUTH CAMPUS DEPARTMENT OF MECHANICAL ENGINEERING LESSON PLAN NON-TRADITIONAL MACHINING
 PES INSTITUTE OF TECHNOLOGY, BANGALORE SOUTH CAMPUS DEPARTMENT OF MECHANICAL ENGINEERING LESSON PLAN NON-TRADITIONAL MACHINING Faculty name : JAGADEESH BAGALI Subject code : 10ME665 Total No. of Lecture
PES INSTITUTE OF TECHNOLOGY, BANGALORE SOUTH CAMPUS DEPARTMENT OF MECHANICAL ENGINEERING LESSON PLAN NON-TRADITIONAL MACHINING Faculty name : JAGADEESH BAGALI Subject code : 10ME665 Total No. of Lecture
Electricity and Chemistry
 Electricity and Chemistry Electrochemistry: It is a branch of chemistry that deals with the reactions involving the conversion of chemical energy into electrical energy and vice-versa. Electrochemical
Electricity and Chemistry Electrochemistry: It is a branch of chemistry that deals with the reactions involving the conversion of chemical energy into electrical energy and vice-versa. Electrochemical
Experimental technique. Revision 1. Electroplating an iron key with copper metal
 Experimental technique. Revision 1 Electroplating an iron key with copper metal Aim To investigate whether Faraday s laws apply to the electroplating of a brass key with nickel Procedure The apparatus
Experimental technique. Revision 1 Electroplating an iron key with copper metal Aim To investigate whether Faraday s laws apply to the electroplating of a brass key with nickel Procedure The apparatus
Advanced Manufacturing Choices
 Advanced Manufacturing Choices Table of Content Mechanical Removing Techniques Ultrasonic Machining (USM) Sputtering and Focused Ion Beam Milling (FIB) Ultrasonic Machining In ultrasonic machining (USM),
Advanced Manufacturing Choices Table of Content Mechanical Removing Techniques Ultrasonic Machining (USM) Sputtering and Focused Ion Beam Milling (FIB) Ultrasonic Machining In ultrasonic machining (USM),
CORROSION & ITS CONTROL -Content. Introduction Classification Galvanic series Factors affecting Protection methods Summary
 CORROSION & ITS CONTROL -Content Introduction Classification Galvanic series Factors affecting Protection methods Summary 3 Learning Objectives At the end of the chapter the learner will be able to; 1.
CORROSION & ITS CONTROL -Content Introduction Classification Galvanic series Factors affecting Protection methods Summary 3 Learning Objectives At the end of the chapter the learner will be able to; 1.
Study of Electro-Chemical Machining Process For Drilling Hole
 Study of Electro-Chemical Machining Process For Drilling Hole Ripu Daman Sharma, B.Tech. Student, CTIENT, Shahpur, Ramandeep Singh, Asst. Prof., MED, CTIEMT, Shahpur, Manpreet Singh Asst. Prof., MED, CTIEMT,
Study of Electro-Chemical Machining Process For Drilling Hole Ripu Daman Sharma, B.Tech. Student, CTIENT, Shahpur, Ramandeep Singh, Asst. Prof., MED, CTIEMT, Shahpur, Manpreet Singh Asst. Prof., MED, CTIEMT,
USN. Hosur : 6A/6B/6C 10ME665. Discuss briefly. 1 a.
 USN 1 P E PESIT Bangalore South Campus Hosur road, 1km before Electronic City, Bengaluru -100 Department of Mechanical Engineering INTERNAL ASSESSMENT TEST 3 Solutions Subject & Code : NTM 10ME665 Name
USN 1 P E PESIT Bangalore South Campus Hosur road, 1km before Electronic City, Bengaluru -100 Department of Mechanical Engineering INTERNAL ASSESSMENT TEST 3 Solutions Subject & Code : NTM 10ME665 Name
Electro Discharge Machining
 Electro Discharge Machining by Dr. P Saha Department of Mechanical Engineering IIT Kharagpur EDM Need control the spark energy to employ for machining Sparking frequency many thousands per second Final
Electro Discharge Machining by Dr. P Saha Department of Mechanical Engineering IIT Kharagpur EDM Need control the spark energy to employ for machining Sparking frequency many thousands per second Final
DHANALAKSHMI COLLEGE OF ENGINEERING, CHENNAI DEPARTMENT OF MECHNANICAL ENGINEERING ME6004 UNCONVENTIONAL MACHINING PROCESS UNIT I : INTRODUCTION
 DHANALAKSHMI COLLEGE OF ENGINEERING, CHENNAI DEPARTMENT OF MECHNANICAL ENGINEERING ME6004 UNCONVENTIONAL MACHINING PROCESS UNIT I : INTRODUCTION PART - A (2 Marks) 1. What do you mean by Unconventional
DHANALAKSHMI COLLEGE OF ENGINEERING, CHENNAI DEPARTMENT OF MECHNANICAL ENGINEERING ME6004 UNCONVENTIONAL MACHINING PROCESS UNIT I : INTRODUCTION PART - A (2 Marks) 1. What do you mean by Unconventional
NON-CONVENTIONAL MACHINING METHODS
 NON-CONVENTIONAL MACHINING METHODS CONTENTS ABSTRACT CHAPTER 1: Introduction CHAPTER 2: Functions CHAPTER 3: Components CHAPTER 4: How car Suspension works CHAPTER 5: Types CHAPTER 6: Conclusion References
NON-CONVENTIONAL MACHINING METHODS CONTENTS ABSTRACT CHAPTER 1: Introduction CHAPTER 2: Functions CHAPTER 3: Components CHAPTER 4: How car Suspension works CHAPTER 5: Types CHAPTER 6: Conclusion References
Investigation of Electro Chemical Micro Machining process parameters on Al- SiCp - Gr Composites using Taguchi Methodology
 International Journal of ChemTech Research CODEN (USA): IJCRGG ISSN: 0974-4290 Vol.8, No.8, pp 278-285, 2015 Investigation of Electro Chemical Micro Machining process parameters on Al- SiCp - Gr Composites
International Journal of ChemTech Research CODEN (USA): IJCRGG ISSN: 0974-4290 Vol.8, No.8, pp 278-285, 2015 Investigation of Electro Chemical Micro Machining process parameters on Al- SiCp - Gr Composites
2. Wet Corrosion: Characteristics, Prevention and Corrosion Rate
 2. Wet Corrosion: Characteristics, Prevention and Corrosion Rate Mighty ships upon the ocean suffer from severe corrosion. Even those that stay at dockside are rapidly becoming oxide Alas, that piling
2. Wet Corrosion: Characteristics, Prevention and Corrosion Rate Mighty ships upon the ocean suffer from severe corrosion. Even those that stay at dockside are rapidly becoming oxide Alas, that piling
APPLICATIONS OF ELECTROCHEMISTRY
 APPLICATIONS OF ELECTROCHEMISTRY SPONTANEOUS REDOX REACTIONS APPLICATIONS OF ELECTROCHEMICAL CELLS BATTERIES A galvanic cell, or series of combined galvanic cells, that can be used as a source of direct
APPLICATIONS OF ELECTROCHEMISTRY SPONTANEOUS REDOX REACTIONS APPLICATIONS OF ELECTROCHEMICAL CELLS BATTERIES A galvanic cell, or series of combined galvanic cells, that can be used as a source of direct
Question Bank for Microsystems Fabrication using Advanced Machining Processes
 Question Bank for Microsystems Fabrication using Advanced Machining Processes Q1. Short answer questions 1. Draw a schematic to classify all material removal processes. 2. What is size range of a bacterial
Question Bank for Microsystems Fabrication using Advanced Machining Processes Q1. Short answer questions 1. Draw a schematic to classify all material removal processes. 2. What is size range of a bacterial
STUDY OF DIFFERENT WORK MATERIALS EFFECT ON SURFACE ROUGHNESS IN ELECTROCHEMICAL MACHINING PROCESS
 STUDY OF DIFFERENT WORK MATERIALS EFFECT ON SURFACE ROUGHNESS IN ELECTROCHEMICAL MACHINING PROCESS Ramandeep Singh 1, Nikhil Gandotra 2, Ayyappan Solaiyappan 3 1 Assistant Professor, Mechanical Department,
STUDY OF DIFFERENT WORK MATERIALS EFFECT ON SURFACE ROUGHNESS IN ELECTROCHEMICAL MACHINING PROCESS Ramandeep Singh 1, Nikhil Gandotra 2, Ayyappan Solaiyappan 3 1 Assistant Professor, Mechanical Department,
NON TRADITIONAL MANUFACTURING PROCESSES
 NON TRADITIONAL MANUFACTURING PROCESSES The general grouping of some of the typical non-traditional processes are shown below: o Mechanical Processes USM AJM WJM and AWJM o Thermal Processes EBM LBM PAM
NON TRADITIONAL MANUFACTURING PROCESSES The general grouping of some of the typical non-traditional processes are shown below: o Mechanical Processes USM AJM WJM and AWJM o Thermal Processes EBM LBM PAM
CHAPTER 5 APPLICATION OF WEB-ENABLED KNOWLEDGE BASE SYSTEM
 97 CHAPTER 5 APPLICATION OF WEB-ENABLED KNOWLEDGE BASE SYSTEM 5.1 SELECTION OF APPROPRIATE NON-TRADITIONAL MACHINING PROCESSES The selection and ranking procedure for the developed web-enabled knowledge
97 CHAPTER 5 APPLICATION OF WEB-ENABLED KNOWLEDGE BASE SYSTEM 5.1 SELECTION OF APPROPRIATE NON-TRADITIONAL MACHINING PROCESSES The selection and ranking procedure for the developed web-enabled knowledge
Rusting is an example of corrosion, which is a spontaneous redox reaction of materials with substances in their environment.
 CORROSION WHAT IS CORROSION? Corrosion is the deterioration of a metal as a result of chemical reactions between it and the surrounding environment. Rusting is an example of corrosion, which is a spontaneous
CORROSION WHAT IS CORROSION? Corrosion is the deterioration of a metal as a result of chemical reactions between it and the surrounding environment. Rusting is an example of corrosion, which is a spontaneous
NON-TRADITIONAL MACHINING
 NON-TRADITIONAL MACHINING INTRODUCTION Non-traditional manufacturing processes is defined as a group of processes that remove excess material by various techniques involving mechanical, thermal, electrical
NON-TRADITIONAL MACHINING INTRODUCTION Non-traditional manufacturing processes is defined as a group of processes that remove excess material by various techniques involving mechanical, thermal, electrical
NONTRADITIONAL MACHINING AND THERMAL CUTTING PROCESSES
 NONTRADITIONAL MACHINING AND THERMAL CUTTING PROCESSES Mechanical Energy Processes Electrochemical Machining Processes Thermal Energy Processes Chemical Machining Application Considerations Nontraditional
NONTRADITIONAL MACHINING AND THERMAL CUTTING PROCESSES Mechanical Energy Processes Electrochemical Machining Processes Thermal Energy Processes Chemical Machining Application Considerations Nontraditional
Anodizing of aluminium
 Anodizing of aluminium Posted on Nov 04, Posted by P&A International Category General Talk Anodising is a process for producing decorative and protective films on articles made of aluminium and its alloys.
Anodizing of aluminium Posted on Nov 04, Posted by P&A International Category General Talk Anodising is a process for producing decorative and protective films on articles made of aluminium and its alloys.
INVESTIGATION ON EDM OF SS316 ALLOY MATERIAL USING COPPER ELECTRODE FOR IMPROVING MRR AND TWR
 INVESTIGATION ON EDM OF SS316 ALLOY MATERIAL USING COPPER ELECTRODE FOR IMPROVING MRR AND TWR *Selvarajan L 1, Rajavel R 2, Gopi P 3, GokulKumar M 4 and Kasthuri N 5 1 Associate Professor, Head of the
INVESTIGATION ON EDM OF SS316 ALLOY MATERIAL USING COPPER ELECTRODE FOR IMPROVING MRR AND TWR *Selvarajan L 1, Rajavel R 2, Gopi P 3, GokulKumar M 4 and Kasthuri N 5 1 Associate Professor, Head of the
Mat E 272 Lecture 26: Oxidation and Corrosion
 Mat E 272 Lecture 26: Oxidation and Corrosion December 11, 2001 Introduction: Environmental degradation of materials is one of the most costly failure modes, accounting for over 5 percent of the total
Mat E 272 Lecture 26: Oxidation and Corrosion December 11, 2001 Introduction: Environmental degradation of materials is one of the most costly failure modes, accounting for over 5 percent of the total
UNIT 8: Non-traditional machining processes: Manufacturing processes can be broadly divided into two groups and they are
 UNIT 8: Non-traditional machining processes: Principle, need, equipment, operation and LBM, plasma arc machining, Electro chemical machining, ultrasonic machining, abrasive jet machining, water jet machining.
UNIT 8: Non-traditional machining processes: Principle, need, equipment, operation and LBM, plasma arc machining, Electro chemical machining, ultrasonic machining, abrasive jet machining, water jet machining.
A COMPARATIVE STUDY IN FINDING THE MRR OF H30 AND SS304 MATERIAL IN EDM PROCESS P. SRINIVASA RAO. K. ESHWARA PRASAD Research Scholar,
 A COMPARATIVE STUDY IN FINDING THE MRR OF H30 AND SS304 MATERIAL IN EDM PROCESS P. SRINIVASA RAO K. ESHWARA PRASAD Research Scholar, Professor, Department of Mechanical Engineering, Department of Mechanical
A COMPARATIVE STUDY IN FINDING THE MRR OF H30 AND SS304 MATERIAL IN EDM PROCESS P. SRINIVASA RAO K. ESHWARA PRASAD Research Scholar, Professor, Department of Mechanical Engineering, Department of Mechanical
IJSRD - International Journal for Scientific Research & Development Vol. 3, Issue 03, 2015 ISSN (online):
:") IJSRD - International Journal for Scientific Research & Development Vol., Issue, ISSN (online): -6 Effect of Different Tool Materials and Process Parameters on Material Removal Rate and Surface Roughness
IJSRD - International Journal for Scientific Research & Development Vol., Issue, ISSN (online): -6 Effect of Different Tool Materials and Process Parameters on Material Removal Rate and Surface Roughness
The change of surface properties on tested smooth stainless steel surfaces after plasma polishing
 International Journal of Engineering Science Invention ISSN (Online): 2319 6734, ISSN (Print): 2319 6726 Volume 2 Issue 6 ǁ June. 2013 ǁ PP.07-11 The change of surface properties on tested smooth stainless
International Journal of Engineering Science Invention ISSN (Online): 2319 6734, ISSN (Print): 2319 6726 Volume 2 Issue 6 ǁ June. 2013 ǁ PP.07-11 The change of surface properties on tested smooth stainless
ALUMEC. High strength aluminium
 High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
High strength aluminium This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty
Non Traditional Machining INTRODUCTION TO NTM
 Types of Manufacturing Processes: INTRODUCTION TO NTM Manufacturing processes can be broadly divided into two groups Primary manufacturing processes Secondary manufacturing processes. The Primary manufacturing
Types of Manufacturing Processes: INTRODUCTION TO NTM Manufacturing processes can be broadly divided into two groups Primary manufacturing processes Secondary manufacturing processes. The Primary manufacturing
HANDBOOK OF PRECISION ENGINEERING
 HANDBOOK OF PRECISION ENGINEERING HANDBOOK OF PRECISION ENGINEERING Volume 1 Fundamentals Volume 2 Materials Volume 3 Fabrication of Non-metals Volume 4 Physical and Chemical Fabrication Techniques Volume
HANDBOOK OF PRECISION ENGINEERING HANDBOOK OF PRECISION ENGINEERING Volume 1 Fundamentals Volume 2 Materials Volume 3 Fabrication of Non-metals Volume 4 Physical and Chemical Fabrication Techniques Volume
MICROULTRASONIC MACHINING USING MULTITOOLS
 MICROULTRASONIC MACHINING USING MULTITOOLS EGASHIRA Kai, TANIGUCHI Tomoya, TSUCHIYA Hachiro and MIYAZAKI Makoto Kyoto Institute of Technology, Kyoto 606-8585, Japan Abstract Multitools have been fabricated
MICROULTRASONIC MACHINING USING MULTITOOLS EGASHIRA Kai, TANIGUCHI Tomoya, TSUCHIYA Hachiro and MIYAZAKI Makoto Kyoto Institute of Technology, Kyoto 606-8585, Japan Abstract Multitools have been fabricated
Pre-Lab Exercises Lab 5: Oxidation and Reduction
 Pre-Lab Exercises Lab 5: Oxidation and Reduction Name Date Section 1. What is oxidation? 2. What is reduction? 3. Look at the reaction 2 H 2O 2 H 2 + O 2. Is this an oxidation-reduction reaction? If so,
Pre-Lab Exercises Lab 5: Oxidation and Reduction Name Date Section 1. What is oxidation? 2. What is reduction? 3. Look at the reaction 2 H 2O 2 H 2 + O 2. Is this an oxidation-reduction reaction? If so,
Analytical Methods for Materials
 Analytical Methods for Materials Lesson 4 Metallography Suggested Reading Y. Leng, Materials Characterization, 2 nd Edition, (2013), Wiley, Hoboken, NJ Chapter 1. Reference Goodhew, Humphreys and Beanland,
Analytical Methods for Materials Lesson 4 Metallography Suggested Reading Y. Leng, Materials Characterization, 2 nd Edition, (2013), Wiley, Hoboken, NJ Chapter 1. Reference Goodhew, Humphreys and Beanland,
Corrosion of Metals. Industrial Metallurgists, LLC Northbrook, IL Copyright 2013 Industrial Metallurgists, LLC
 Corrosion of Metals Industrial Metallurgists, LLC Northbrook, IL 60062 847.528.3467 www.imetllc.com Copyright 2013 Industrial Metallurgists, LLC Course structure Learning modules 1. Introduction to corrosion
Corrosion of Metals Industrial Metallurgists, LLC Northbrook, IL 60062 847.528.3467 www.imetllc.com Copyright 2013 Industrial Metallurgists, LLC Course structure Learning modules 1. Introduction to corrosion
International Journal of Advanced Engineering Technology E-ISSN
 Research Article MACHINING OF GLASS AND CERAMIC WITH ALUMINA AND SILICON CARBIDE IN ABRASIVE JET MACHINING Bhaskar Chandra Kandpal 1 * Naveen Kumar 2 Rahul Kumar 3 Rahul Sharma 4 Sagar Deswal 5 Address
Research Article MACHINING OF GLASS AND CERAMIC WITH ALUMINA AND SILICON CARBIDE IN ABRASIVE JET MACHINING Bhaskar Chandra Kandpal 1 * Naveen Kumar 2 Rahul Kumar 3 Rahul Sharma 4 Sagar Deswal 5 Address
Electropolishing of cylindrical workpiece of tool materials using disc-form electrodes
 Journal of Materials Processing Technology 142 (2003) 203 212 Electropolishing of cylindrical workpiece of tool materials using disc-form electrodes H. Hocheng, P.S. Pa Department of Power Mechanical Engineering,
Journal of Materials Processing Technology 142 (2003) 203 212 Electropolishing of cylindrical workpiece of tool materials using disc-form electrodes H. Hocheng, P.S. Pa Department of Power Mechanical Engineering,
Corrosion Protection. Ing. Petr Drašnar, Ph.D.
 Corrosion Protection Ing. Petr Drašnar, Ph.D. Surface Treatments Surface treatment is one of the basic manufacturing technology that affects all manufacturing sectors. The chosen technology affects: Reliability
Corrosion Protection Ing. Petr Drašnar, Ph.D. Surface Treatments Surface treatment is one of the basic manufacturing technology that affects all manufacturing sectors. The chosen technology affects: Reliability
Diamond abrasives offering customized and tailored solutions for demanding applications. TOOLMAKER SOLUTIONS MBG Diamond
 Diamond abrasives offering customized and tailored solutions for demanding applications TOOLMAKER SOLUTIONS MBG Diamond MBG DIAMOND FOR DEMANDING GRINDING APPLICATIONS Hyperion s MBG diamond offers a solution
Diamond abrasives offering customized and tailored solutions for demanding applications TOOLMAKER SOLUTIONS MBG Diamond MBG DIAMOND FOR DEMANDING GRINDING APPLICATIONS Hyperion s MBG diamond offers a solution
MATERIAL REMOVAL RATE IN ELECTROCHEMICAL DISCHARGE MACHINING OF SMALL DIAMETER HOLES
 Nonconventional Technologies Review Romania, December, 2015 2015 Romanian Association of Nonconventional Technologies MATERIAL REMOVAL RATE IN ELECTROCHEMICAL DISCHARGE MACHINING OF SMALL DIAMETER HOLES
Nonconventional Technologies Review Romania, December, 2015 2015 Romanian Association of Nonconventional Technologies MATERIAL REMOVAL RATE IN ELECTROCHEMICAL DISCHARGE MACHINING OF SMALL DIAMETER HOLES
Choose Surface Treatments Early To Avoid Future Problems
 Choose Surface Treatments Early To Avoid Future Problems By Edmund V. Aversenti, President and COO, General Magnaplate Corp. Too often, design engineers look at coating parts as an afterthought. Rather
Choose Surface Treatments Early To Avoid Future Problems By Edmund V. Aversenti, President and COO, General Magnaplate Corp. Too often, design engineers look at coating parts as an afterthought. Rather
Measurement Analysis in Electrochemical Discharge Machining (ECDM) Process: A Literature Review
 Process: A Literature Review") J. Chem. Chem. Eng. 9 (2015) 140-144 doi: 10.17265/1934-7375/2015.02.009 D DAVID PUBLISHING Measurement Analysis in Electrochemical Discharge Machining (ECDM) Process: A Literature Review Pravin Pawar
J. Chem. Chem. Eng. 9 (2015) 140-144 doi: 10.17265/1934-7375/2015.02.009 D DAVID PUBLISHING Measurement Analysis in Electrochemical Discharge Machining (ECDM) Process: A Literature Review Pravin Pawar
Influence of pulse period and duty ratio on electrochemical micro machining (EMM) characteristics
 characteristics") International Journal of Mechanical Engineering and Applications 2013; 1(4): 78-86 Published online September 20, 2013 (http://www.sciencepublishinggroup.com/j/ijmea) doi: 10.11648/j.ijmea.20130104.11
International Journal of Mechanical Engineering and Applications 2013; 1(4): 78-86 Published online September 20, 2013 (http://www.sciencepublishinggroup.com/j/ijmea) doi: 10.11648/j.ijmea.20130104.11
BASICS OF CORROSION. Dr. Ramazan Kahraman
 BASICS OF CORROSION Reading Material: Chapter 1 in Principles and Prevention of Corrosion, Denny Jones, Prentice-Hall, 1996. Dr. Ramazan Kahraman Chemical Engineering Department King Fahd University of
BASICS OF CORROSION Reading Material: Chapter 1 in Principles and Prevention of Corrosion, Denny Jones, Prentice-Hall, 1996. Dr. Ramazan Kahraman Chemical Engineering Department King Fahd University of
Electrochemistry Written Response
 Electrochemistry Written Response January 1999 7. Balance the following redox reaction in acidic solution: RuO 4 + P Ru(OH) 2 2+ + H 3 PO 3 (acid) (3 marks) 8. A technician tests the concentration of methanol,
Electrochemistry Written Response January 1999 7. Balance the following redox reaction in acidic solution: RuO 4 + P Ru(OH) 2 2+ + H 3 PO 3 (acid) (3 marks) 8. A technician tests the concentration of methanol,
Via Filling: Challenges for the Chemistry in the Plating Process
 Via Filling: Challenges for the Chemistry in the Plating Process Mike Palazzola Nina Dambrowsky and Stephen Kenny Atotech Deutschland GmbH, Germany Abstract Copper filling of laser drilled blind micro
Via Filling: Challenges for the Chemistry in the Plating Process Mike Palazzola Nina Dambrowsky and Stephen Kenny Atotech Deutschland GmbH, Germany Abstract Copper filling of laser drilled blind micro
INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY
 IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Developments in Electrical Discharge Grinding process: A review Dr. Govindan P *1, Praveen V V 2 2 M.Tech student, *1 Assistant
IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Developments in Electrical Discharge Grinding process: A review Dr. Govindan P *1, Praveen V V 2 2 M.Tech student, *1 Assistant
What happens if we connect Zn and Pt in HCl solution? Corrosion of platinum (Pt) in HCl. 1. If Zn and Pt are not connected
 in HCl. 1. If Zn and Pt are not connected") Corrosion of platinum (Pt) in HCl Now if we place a piece of Pt in HCl, what will happen? Pt does not corrode does not take part in the electrochemical reaction Pt is a noble metal Pt acts as a reference
Corrosion of platinum (Pt) in HCl Now if we place a piece of Pt in HCl, what will happen? Pt does not corrode does not take part in the electrochemical reaction Pt is a noble metal Pt acts as a reference
Topic 9 National 4 Chemistry Summary Notes. Metals and Alloys. Materials
 Topic 9 National 4 Chemistry Summary Notes Metals and Alloys LI 1 Materials Materials are all substances and include: metals ceramics plastics natural substances novel substances. Materials can be used
Topic 9 National 4 Chemistry Summary Notes Metals and Alloys LI 1 Materials Materials are all substances and include: metals ceramics plastics natural substances novel substances. Materials can be used
Experimental Investigations of Traveling Wire Electro-Chemical Spark Machining (TW-ECSM) of Borosilicate Glass
 of Borosilicate Glass") Basanta Kumar Bhuyan and Vinod Yadava Department of Mechanical Engineering, Motilal Nehru National Institute of Technology, Allahabad 211 004, Uttar Pradesh, India E-mail: bkbhuyan@mnnit.ac.in, vinody@mnnit.ac.in
Basanta Kumar Bhuyan and Vinod Yadava Department of Mechanical Engineering, Motilal Nehru National Institute of Technology, Allahabad 211 004, Uttar Pradesh, India E-mail: bkbhuyan@mnnit.ac.in, vinody@mnnit.ac.in
EMA4303/5305 Electrochemical Engineering Lecture 05 Applications (1)
") EMA4303/5305 Electrochemical Engineering Lecture 05 Applications (1) Prof. Zhe Cheng Mechanical & Materials Engineering Florida International University Corrosion Definition Electrochemical attack of metals
EMA4303/5305 Electrochemical Engineering Lecture 05 Applications (1) Prof. Zhe Cheng Mechanical & Materials Engineering Florida International University Corrosion Definition Electrochemical attack of metals
OPTIMIZATION OF THE PROCESS PARAMETERS OF D2STEEL ON EDM USING GREY RELATIONAL ANALYSIS
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 9, Issue 11, November 2018, pp. 119 124, Article ID: IJMET_09_11_19 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=9&itype=11
International Journal of Mechanical Engineering and Technology (IJMET) Volume 9, Issue 11, November 2018, pp. 119 124, Article ID: IJMET_09_11_19 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=9&itype=11
ANALYSIS AND DESIGN OF THE TRAVELLING WIRE ELECTROCHEMICAL DISCHARGE MACHINING SYSTEM FOR MACHINING NON-CONDUCTING ENGINEERING MATERIALS
 Proceedings of the International Conference on Mechanical Engineering 2003 (ICME2003) 26-28 December 2003, Dhaka, Bangladesh ICME03-AM-39 ANALYSIS AND DESIGN OF THE TRAVELLING WIRE ELECTROCHEMICAL DISCHARGE
Proceedings of the International Conference on Mechanical Engineering 2003 (ICME2003) 26-28 December 2003, Dhaka, Bangladesh ICME03-AM-39 ANALYSIS AND DESIGN OF THE TRAVELLING WIRE ELECTROCHEMICAL DISCHARGE
Introduction to Non-Traditional Machining. N. Sinha Department of Mechanical Engineering IIT Kanpur
 Introduction to Non-Traditional Machining N. Sinha Department of Mechanical Engineering IIT Kanpur Email: nsinha@iitk.ac.in Non-Traditional Machining Traditional machining is mostly based on removal of
Introduction to Non-Traditional Machining N. Sinha Department of Mechanical Engineering IIT Kanpur Email: nsinha@iitk.ac.in Non-Traditional Machining Traditional machining is mostly based on removal of
MULTI RESPONSE OPTIMIZATION OF PROCESS PARAMETERS FOR EDM OF COPPER AND HIGH SPEED STEEL
 MULTI RESPONSE OPTIMIZATION OF PROCESS PARAMETERS FOR EDM OF COPPER AND HIGH SPEED STEEL B Suneel Kumar* 1,P satish kumar 2 and Ch v s parameswra rao 3 1,2,3 PBR Visvodaya Institute of Technology and Science,
MULTI RESPONSE OPTIMIZATION OF PROCESS PARAMETERS FOR EDM OF COPPER AND HIGH SPEED STEEL B Suneel Kumar* 1,P satish kumar 2 and Ch v s parameswra rao 3 1,2,3 PBR Visvodaya Institute of Technology and Science,
Module-13. Corrosion and Degradation of materials
 Module-13 Corrosion and Degradation of materials Contents 1) Corrosion of metals 2) Corrosion of ceramics 3) Degradation of polymers Deterioration of materials Conventional engineering materials are not
Module-13 Corrosion and Degradation of materials Contents 1) Corrosion of metals 2) Corrosion of ceramics 3) Degradation of polymers Deterioration of materials Conventional engineering materials are not
I. PHYSICAL PROPERTIES PROPERTY METALS NON-METALS
 Elements can be classified as metals and non-metals on the basis of their properties. Example of some metals are : Iron (Fe), Aluminium (Al), Silver (Ag), Copper (Cu) Examples of some non-metals are :
Elements can be classified as metals and non-metals on the basis of their properties. Example of some metals are : Iron (Fe), Aluminium (Al), Silver (Ag), Copper (Cu) Examples of some non-metals are :
Trattamenti superficiali
 Trattamenti superficiali Multi performance optimization of electrochemical micro-machining process surface related parameters on machining Inconel 718 using Taguchi-grey relational analysis T. Geethapriyan,
Trattamenti superficiali Multi performance optimization of electrochemical micro-machining process surface related parameters on machining Inconel 718 using Taguchi-grey relational analysis T. Geethapriyan,
Electric Discharge Machining (EDM)
") 2 Electric Discharge Machining (EDM) EDM is a thermal material removal process in which material is removed by local melting or vaporizing small areas at the surface of workpiece. The EDM process removes
2 Electric Discharge Machining (EDM) EDM is a thermal material removal process in which material is removed by local melting or vaporizing small areas at the surface of workpiece. The EDM process removes
Corrosion Control and Cathodic Protection Data Sheet
 Data Sheet CORROSION CONTROL Corrosion control is the application of engineering principles and procedures to minimise corrosion to an acceptable level by the most economical method. It is rarely practical
Data Sheet CORROSION CONTROL Corrosion control is the application of engineering principles and procedures to minimise corrosion to an acceptable level by the most economical method. It is rarely practical
CORROSION of Metals CORROSION CORROSION. Outline ISSUES TO ADDRESS... Why does corrosion occur? What metals are most likely to corrode?
 Outline Corrosion - Introduction Corrosion of Metals - e.g. Rusting of iron in water Electrochemical Cell Electrode Potential in Electrochemical Cell Standard Electromotive Force Example Relative Corrosion
Outline Corrosion - Introduction Corrosion of Metals - e.g. Rusting of iron in water Electrochemical Cell Electrode Potential in Electrochemical Cell Standard Electromotive Force Example Relative Corrosion
Assignments. 1. Prepare Galvanic series for metals and alloys in flowing sea water. Compare this with the series available for stagnant sea water.
 Assignments 1. Prepare Galvanic series for metals and alloys in flowing sea water. Compare this with the series available for stagnant sea water. 2. Construct the Eh ph diagram for the Zn H 2 O O 2 system
Assignments 1. Prepare Galvanic series for metals and alloys in flowing sea water. Compare this with the series available for stagnant sea water. 2. Construct the Eh ph diagram for the Zn H 2 O O 2 system
2) Galvanic or Two-Metal corrosion
 Galvanic or Two-Metal corrosion") 1 2) Galvanic or Two-Metal corrosion Galvanic corrosion occurs when two metals or alloys are electrically coupled while exposed to an electrolyte. The more reactive metal in the particular environment
1 2) Galvanic or Two-Metal corrosion Galvanic corrosion occurs when two metals or alloys are electrically coupled while exposed to an electrolyte. The more reactive metal in the particular environment
Parametric Optimization of Electric Discharge Drill Machine using Taguchi and ANOVA Approach
 Parametric Optimization of Electric Discharge Drill Machine using Taguchi and ANOVA Approach 1M.Tech Student, Dept of Mechanical Engg, KIT Kanpur, Uttar Pradesh, India 2Professor, Dept of Mechanical Engg,
Parametric Optimization of Electric Discharge Drill Machine using Taguchi and ANOVA Approach 1M.Tech Student, Dept of Mechanical Engg, KIT Kanpur, Uttar Pradesh, India 2Professor, Dept of Mechanical Engg,
INNOVATIVE METAL SURFACE TREATMENT
 INNOVATIVE METAL SURFACE TREATMENT Electropolishing Anodising Specialist Surface Treatments www.ep.hidayath.com Hidayath Heavy Industry (HHI) a subsidiary of prestigious HIDAYATH GROUP, DUBAI, in its endeavor
INNOVATIVE METAL SURFACE TREATMENT Electropolishing Anodising Specialist Surface Treatments www.ep.hidayath.com Hidayath Heavy Industry (HHI) a subsidiary of prestigious HIDAYATH GROUP, DUBAI, in its endeavor
Distribution Review. Corrosion Control. Corrosion Control Vocabulary. American Water College 1. Corrosion Control Training Objectives
 Distribution Review Corrosion Control Corrosion Control Training Objectives To gain an understanding of: Corrosion control vocabulary The factors affecting corrosion Methods used to control corrosion Alkalinity
Distribution Review Corrosion Control Corrosion Control Training Objectives To gain an understanding of: Corrosion control vocabulary The factors affecting corrosion Methods used to control corrosion Alkalinity
INVESTIGATION OF MACHINING CHARACTERISTICS OF ALUMINIUM 8011 BY WIRE CUT EDM PROCESS
 Int. J. Chem. Sci.: 14(4), 2016, 3119-3130 ISSN 0972-768X www.sadgurupublications.com INVESTIGATION OF MACHINING CHARACTERISTICS OF ALUMINIUM 8011 BY WIRE CUT EDM PROCESS A. ELANTHIRAIYAN *, G. ANTONY
Int. J. Chem. Sci.: 14(4), 2016, 3119-3130 ISSN 0972-768X www.sadgurupublications.com INVESTIGATION OF MACHINING CHARACTERISTICS OF ALUMINIUM 8011 BY WIRE CUT EDM PROCESS A. ELANTHIRAIYAN *, G. ANTONY
UNIT-I ELECTROCHEMISTRY PART-A
 UNIT-I ELECTROCHEMISTRY PART-A 1. What is electrochemistry? 2. What do you understand by electrode potential? 3. Define E.M.F of an electrochemical cell? 4. Define (a) Single electrode potential (b) Standard
UNIT-I ELECTROCHEMISTRY PART-A 1. What is electrochemistry? 2. What do you understand by electrode potential? 3. Define E.M.F of an electrochemical cell? 4. Define (a) Single electrode potential (b) Standard
Potential of Electrically Conductive Chemical Vapor Deposited Diamond as an Electrode for Micro-Electrical Discharge Machining in Oil and Water
 A. New Sharma Diamond et al. and Frontier Carbon Technology 181 Vol. 15, No. 4 2005 MYU Tokyo NDFCT 487 Potential of Electrically Conductive Chemical Vapor Deposited Diamond as an Electrode for Micro-Electrical
A. New Sharma Diamond et al. and Frontier Carbon Technology 181 Vol. 15, No. 4 2005 MYU Tokyo NDFCT 487 Potential of Electrically Conductive Chemical Vapor Deposited Diamond as an Electrode for Micro-Electrical
Tutorial Corrosion II. Electrochemical characterization with EC-Lab techniques
 Tutorial Corrosion II Electrochemical characterization with EC-Lab techniques 1 OUTLINE 1. Introduction 2. Types of corrosion a) Uniform corrosion b) Localized corrosion 3. Corrosion experiment 4. EC-Lab
Tutorial Corrosion II Electrochemical characterization with EC-Lab techniques 1 OUTLINE 1. Introduction 2. Types of corrosion a) Uniform corrosion b) Localized corrosion 3. Corrosion experiment 4. EC-Lab
INVESTIGATION OF THE MECHANICAL, CORROSION PROPERTIES AND WEAR BEHAVIOUR OF ELECTROLESS Ni-P PLATED MILD STEEL
 INVESTIGATION OF THE MECHANICAL, CORROSION PROPERTIES AND WEAR BEHAVIOUR OF ELECTROLESS Ni-P PLATED MILD STEEL S. Ilangovan Assistant Professor, Department of Mechanical Engineering, Amrita School of Engineering,
INVESTIGATION OF THE MECHANICAL, CORROSION PROPERTIES AND WEAR BEHAVIOUR OF ELECTROLESS Ni-P PLATED MILD STEEL S. Ilangovan Assistant Professor, Department of Mechanical Engineering, Amrita School of Engineering,
Metallurgy, Alloys, and Applications p. 1 Introduction and Overview p. 3 Major Groups of Copper and Copper Alloys p. 3 Properties of Importance p.
 Preface p. vii Metallurgy, Alloys, and Applications p. 1 Introduction and Overview p. 3 Major Groups of Copper and Copper Alloys p. 3 Properties of Importance p. 3 Fabrication Characteristics p. 5 Alloy
Preface p. vii Metallurgy, Alloys, and Applications p. 1 Introduction and Overview p. 3 Major Groups of Copper and Copper Alloys p. 3 Properties of Importance p. 3 Fabrication Characteristics p. 5 Alloy
Group A Good Earth School Naduveerapattu Chemistry Worksheet Class X Metallurgy (1) Name a metal which has the following properties.
 Name a metal which has the following properties.") Group A Good Earth School Naduveerapattu Chemistry Worksheet Class X Metallurgy (1) Name a metal which has the following properties. 1. Is a liquid at ordinary temperatures. 2. Has a low boiling point
Group A Good Earth School Naduveerapattu Chemistry Worksheet Class X Metallurgy (1) Name a metal which has the following properties. 1. Is a liquid at ordinary temperatures. 2. Has a low boiling point
Strong under tension and compression. Malleable. Low density. Have a dull appearance. Good conductors of electricity and heat
 Revision from Year 10: Properties of Metals and Non-Metals Read CC pp182-183 Use arrows to link the properties with the materials: Strong under tension and compression Malleable Low density Have a dull
Revision from Year 10: Properties of Metals and Non-Metals Read CC pp182-183 Use arrows to link the properties with the materials: Strong under tension and compression Malleable Low density Have a dull
NATIONAL BUSINESS AND TECHNICAL EXAMINATIONS BOARD (GENERAL EDUCATION EXAMINATION) MAY/JUNE 2007 SECTION B CHEMISTRY (ESSAY) TIME: 1 HOUR 40 MINUTES
 MAY/JUNE 2007 SECTION B CHEMISTRY (ESSAY) TIME: 1 HOUR 40 MINUTES") NATIONAL BUSINESS AND TECHNICAL EXAMINATIONS BOARD (GENERAL EDUCATION EXAMINATION) MAY/JUNE 2007 SECTION B CHEMISTRY (ESSAY) TIME: 1 HOUR 40 MINUTES 1. (a) Give THREE differences between a physical and
NATIONAL BUSINESS AND TECHNICAL EXAMINATIONS BOARD (GENERAL EDUCATION EXAMINATION) MAY/JUNE 2007 SECTION B CHEMISTRY (ESSAY) TIME: 1 HOUR 40 MINUTES 1. (a) Give THREE differences between a physical and
Electropolishing of 316L Stainless Steel for Anticorrosion Passivation
 JMEPEG (2001) 10:414 418 ASM International Electropolishing of 316L Stainless Steel for Anticorrosion Passivation H. Hocheng, P.S. Kao, and Y.F. Chen (Submitted 25 September 2000; in revised form 30 March
JMEPEG (2001) 10:414 418 ASM International Electropolishing of 316L Stainless Steel for Anticorrosion Passivation H. Hocheng, P.S. Kao, and Y.F. Chen (Submitted 25 September 2000; in revised form 30 March
ELECTROCHEMISTRY: ELECTROPLATING
 ELECTROCHEMISTRY: ELECTROPLATING Hello, I m Hafizah, a chemistry teacher from Muar Science School in Malaysia. We are going to discuss about an interesting chemistry topic related to electroplating but
ELECTROCHEMISTRY: ELECTROPLATING Hello, I m Hafizah, a chemistry teacher from Muar Science School in Malaysia. We are going to discuss about an interesting chemistry topic related to electroplating but
Corrosion. Cause of Corrosion: Electrochemical Mechanism of Corrosion (Rusting of Iron)
") Corrosion Any process of deterioration (or destruction) and consequent loss of a solid metallic material, through an unwanted (or unintentional) chemical or electrochemical attack by its environment, starting
Corrosion Any process of deterioration (or destruction) and consequent loss of a solid metallic material, through an unwanted (or unintentional) chemical or electrochemical attack by its environment, starting
Improvement of corrosion resistance of HVOF thermal sprayed coatings by gas shroud
 Improvement of corrosion resistance of HVOF thermal sprayed coatings by gas shroud Jin Kawakita, Takeshi Fukushima, Seiji Kuroda, and Toshiaki Kodama National Research Institute for Materials Science Abstract
Improvement of corrosion resistance of HVOF thermal sprayed coatings by gas shroud Jin Kawakita, Takeshi Fukushima, Seiji Kuroda, and Toshiaki Kodama National Research Institute for Materials Science Abstract
STUDY OF ELECTRICAL DISCHARGE MACHINING FOR TRUING OF DIAMOND GRINDING WHEEL
 STUDY OF ELECTRICAL DISCHARGE MACHINING FOR TRUING OF DIAMOND GRINDING WHEEL Apiwat Muttamara Faculty of Engineering, Thammasat University Pathumthani, Thailand Choosak Phumueang Faculty of Engineering,
STUDY OF ELECTRICAL DISCHARGE MACHINING FOR TRUING OF DIAMOND GRINDING WHEEL Apiwat Muttamara Faculty of Engineering, Thammasat University Pathumthani, Thailand Choosak Phumueang Faculty of Engineering,
Polishing-, Ceramic Stones & Accessories
 Polishing-, Ceramic Stones & Accessories 5 a company A COMPANY Content Polishing-, Ceramic Stones & Accessories 5 Polishing-, Ceramic Stones & Accessories Polishing Stones...2 Ceramic Stones...16 Super
Polishing-, Ceramic Stones & Accessories 5 a company A COMPANY Content Polishing-, Ceramic Stones & Accessories 5 Polishing-, Ceramic Stones & Accessories Polishing Stones...2 Ceramic Stones...16 Super
Module 3 Machinability. Version 2 ME IIT, Kharagpur
 Module 3 Machinability Lesson 14 Failure of cutting tools and tool life Instructional objectives At the end of this lesson, the students will be able to (i) (ii) (iii) (iv) (v) State how the cutting tools
Module 3 Machinability Lesson 14 Failure of cutting tools and tool life Instructional objectives At the end of this lesson, the students will be able to (i) (ii) (iii) (iv) (v) State how the cutting tools
Leveraging the Precision of Electroforming over Alternative Processes When Developing Nano-scale Structures
 VOLUME 4 - ELECTROFORMING Leveraging the Precision of over Alternative Processes When Developing Nano-scale Structures Electrical and mechanical component and subsystem designers generally have five techniques
VOLUME 4 - ELECTROFORMING Leveraging the Precision of over Alternative Processes When Developing Nano-scale Structures Electrical and mechanical component and subsystem designers generally have five techniques
Computer Aided Corrosion Prevention.
 Computer Aided Corrosion Prevention Robrecht.Belis@elsyca.com Agenda Introduction Corrosion on BIW Corrosion on exterior decorative parts Galvanic Corrosion Ecological impact Corrosion? Introduction of
Computer Aided Corrosion Prevention Robrecht.Belis@elsyca.com Agenda Introduction Corrosion on BIW Corrosion on exterior decorative parts Galvanic Corrosion Ecological impact Corrosion? Introduction of