Laser sintering.
|
|
|
- Domenic Quinn
- 5 years ago
- Views:
Transcription




1 Laser sintering

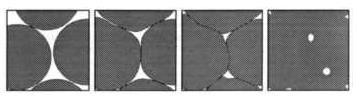
2 Sintering process
3 Sintering process bonding of the metal, ceramic or plastic powders together when heated to temperatures in excess of approximately half the absolute melting temperature. In the industry, sintering is mainly used for metal and ceramic parts (Powder Metallurgy). After pressing (compaction) of the powder inside mold for deforming into high densities, while providing the shape and dimensional control, the compacted parts are then sintered for achieving bonding of the powders metallurgically.
4 Sintering in additive manufacturing Sintering process used in additive manufacturing differs from the Powder Metallurgy, such as: Plastic based powders, in addition to metal powders Local sintering, not overall sintering Very short sintering period Laser (heat source) is exposed to sections to be sintered for a very short time. Hard to achieve an ideal sintering. In some applications, for achieving the ideal sintering, the finished parts are heated in a separate sintering oven.
5 Sintering in Metallurgy vs AM HEAT PRESSURE HEAT TIME

6 Laser Sintering
7 Selective Laser Sintering (SLS) Invented by Carl Deckard during his PhD. studies in Texas University in Offers the key advantage of making functional parts in essentially final materials. The system is mechanically more complex than stereolithography and most other technologies. A variety of thermoplastic materials such as nylon, glass filled nylon, polyamide and polystyrene are available. The method has also been extended to provide direct fabrication of metal and ceramic objects and tools.

8 SLS samples

9 Selective Laser Sintering

10 Selective-Laser-Sintering Figure 20.7 Schematic illustration of the selective-laser-sintering process. Source: After C. Deckard and P. F. McClure. Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid. ISBN Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.

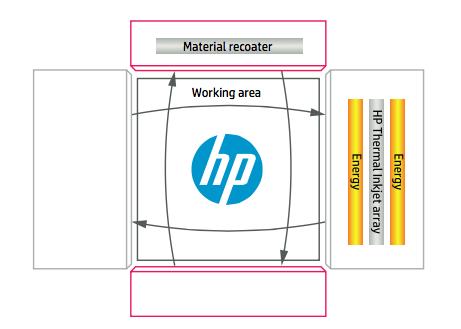
11 Selective Laser Sintering Process: 1) Laser beam is traced over the surface the tightly compacted powder to selectively melt and bond it to form a layer of the object.

12 Selective Laser Sintering Process: 2) Platform is lovered down one object layer thickness to accommodate the new layer of powder

13 Selective Laser Sintering Process: 3) A new layer of powder is coated on the surface of the build chamber.

14 Selective Laser Sintering Process: 4) The powder is supplied from the powder bins to the recoater. This process is repeated until the entire object is fabricated.
15 Selective Laser Sintering The fabrication chamber is maintained at a temperature just below the melting point of the powder Heat from the laser need only elevate the temperature slightly to cause sintering. This greatly speeds up the process; No supports are required with this method since overhangs and undercuts are supported by the solid powder bed; Surface finishes and accuracy are not quite as good as with stereolithography, but material properties can be quite close to those of the intrinsic materials

16 Selective Laser Sintering

17 Selective Laser Sintering

18 Selective Laser Sintering
19 Materials Polymers nylon, ABS, PVC, and polystyrene, nylon/polycarbonate powders are health hazards (dangerous to breathe). glass-filled or with other fillers metals encapsulated in plastic. Metals low melting metal alloys of nickel bronze, steel, titanium, alloy mixtures, and composites Green sand (for sand casting).
20 Relevant physical properties Melting temperature Fluid Dynamic properties Viscosity Surface tension Heat conduction properties Thermal conductivity Specific heat Thermal expansion
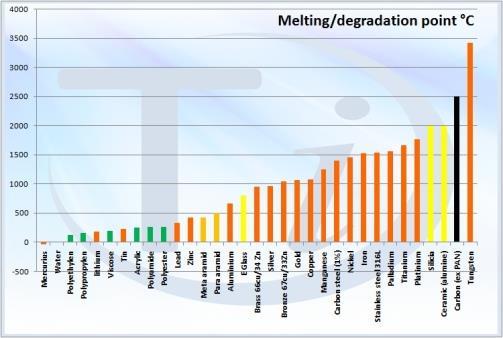
21 Melting temperature
22 Viscosity starch/abs blend
23 Surface tension

24 Thermal conductivity and expansion
25 Thermal conductivity

26 Heat capacity



27 Plastic Laser Sintering For direct manufacture of styling models, functional prototypes, patterns for plaster, investment and vacuum casting, for end products and spare parts. Volvo Steering Wheel Engine Block Pattern Plaster Invest. Pattern

28 Plastic Laser Sintering Granulometry and roundness



29 Metal Laser Sintering For direct production of tooling, including for plastic injection molding, metal die casting, sheet metal forming as well as metal parts, directly from steel based and other metal powders. A gear for Volvo Corp. Die Cast Parts (500 Al parts produced) Motor Housing

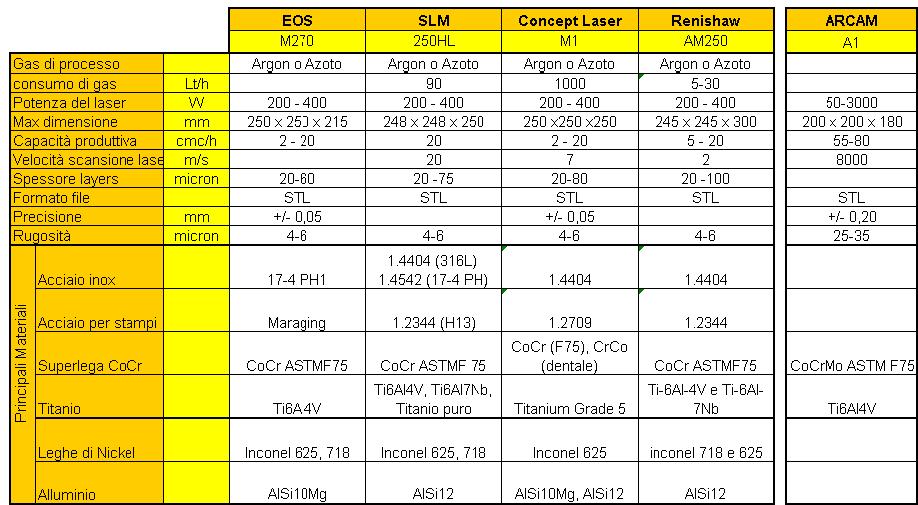
30 Some available metals
31 Some available metals Grana molto fine e distribuzione omogenea dei componenti stechiometrici Rispetto norme ISO e ASTM per la composizione chimica Proprietà meccaniche similie e superiori a prodotti equivalenti da barra, fusione e forgiatura a freddo (fonte EOS) Le caratteristiche metallurgiche sono migliori della fusione a cera persa (Investment casting). Infatti nella microfusione laser selettiva si arriva a fusione completa e risolidificazione in tempi brevissimi (frazioni di secondo) e non si dà tempo al grano di accrescere (cosa che avviene nell investment casting)

32 Some avaliable metals

33 Some avaliable metals



34 Sand Laser Sintering Laser Sintering System for direct, boxless manufacture of sand cores and moulds for metal casting. V6-24 Valve Cylinder Head. Impeller Steering Block for a car


35 DTM Sinterstation 2500 Volume di lavoro 380 X 330 x 460 mm Laser CO 2 Potenza Spot Velocità di scansione Precisione di posizionamento Spessore layer 50 / 100 W 0.42 mm 5000 mm/sec 0.05 mm 0.1 mm

36 METU SYSTEM EOS EOSINT P380 Rapid Prototyping System Plastic Laser Sintering System X,Y Axes Alternating Scanning General Properties Technical Specifications Work Envelope: -X Axis: 340 mm -Y Axis : 340 mm -Z Axis : 600 mm Layer Forming Thickness: 0.15mm +/-0.05 mm Max Laser Power: 50 W Z Axis Production Speed: 30 mm / saat Max Scanning Speed: 5 m/s

37 Eosint P360
38 Selective Laser Sintering Advantages: Cheap and no harmed healthy material, Large selection of used materials, Is not needed supported construction, Decreasing of destruction possibility of inside stresses.
39 Selective Laser Sintering Disadvantages: Roughness surface after final modification it means stairs effect, Porosity of components, Different intensity in various parts of generated components, Material transformations are needing cleaning of the production device
40 Selective Laser Sintering Process is wall thickness dependent. (not suitable for massive parts) Process involving internal stresses in the parts need additional annealing Process requiring strong supports for parts fasten during the manufacturing (not only for heat transfer) Need to use build plates of the same material than the powder used in the machine (e.g.: more expensive for titanium powder) Cutting tool necessary (eg: a saw) in order to release the parts from the build plate
41 Selective Laser Sintering Surface finishing technologies Tumbling Blasting Chemical and/or electrochemical polishing Abrasive Flow Machining (AFM) Thermal Energy Method (TEM) Robotic and CNC polishing Laser Polishing / Ablation Electron-beam polishing (EBEST)
42 Future trends Increase of working volume with several laser heads Automatic recovery of unbounded powder Repeatibility of the process
43 EBM ELECTRON BEAM MELTING


44 Electron Beam Melting (EBM) Electron Beam Melting (EBM) is a type of rapid prototyping for metal parts. The technology manufactures parts by melting metal powder layer per layer with an electron beam in a high vacuum. Unlike some metal sintering techniques, the parts are fully solid, void-free, and extremely strong. EBM is also referred to as Electron Beam Machining. High speed electrons.5-.8 times the speed of light are bombarded on the surface of the work material generating enough heat to melt the surface of the part and cause the material to locally vaporize. EBM does require a vacuum, meaning that the workpiece is limited in size to the vacuum used. The surface finish on the part is much better than that of other manufacturing processes. EBM can be used on metals, non-metals, ceramics, and composites.
45 Electron Beam Melting (EBM) Dispensed metal powder in layers Cross-section molten in a high vacuum with a focused electron beam Process repeated until part is completed Stainless steel, Titanium, Tungsten parts Ideal for medical implants and injection molds Still very expensive process


46 Examples of EBM
47 EMB benefit High productivity Suitable for very massive parts No residual internal stress (constant C build temperature) Less supports are needed for manufacturing of parts Possibility to stack parts on top of each other (mass production) Sintered powder = good for thermal conductivity = less supports Process under vacuum (no gaz contaminations) Very fine microstructures (Ti6Al4V), very good mechanical and fatigue results (Ti6Al4V)
48 EBM drawbacks Powder is sintered -> tricky to remove (e.g. interior channels) Long dead time between 2 productions (8 hours for cooling A2, A2X, A2XX systems) Tricky to work with fine powder Expensive maintenance contract
")



49 Comparison Generalities: Metal Additive Manufacturing Elect ron Beam Melt ing (EBM) Laser Beam Melt ing (LBM) Metallic powder deposited in a powder bed Electron Beam Vacuum Build temperature: C Metallic powder deposited in a powder bed Laser Beam Argon flow along Ox direction Build temperature: 200 C sirris info@sirris.be
50 Comparison Technology comparison EBM LBM LBM EBM Size (mm) 250 x 250 x 350*¹ 210 x 210 x 350*² Layer thickness (µm) Min wall thickness (mm) Accuracy (mm) +/ /- 0.3 Build rate (cm³/h) Surface roughness (µm) Geometry limitations Supports needed everywhere (thermal, anchorage) Less supports but powder is sintered Materials Stainless steel, tool steel, titanium, aluminum, Only conductive materials (Ti6Al4V, CrCo, ) *1 SLM Solutions 250HL *2 Arcam A2 CENG sirris info@sirris.be 25/11/
51 Comparison
52 Comparison Technology comparison EBM LBM productivity 10 material range mech prop - density D complexity maximum size Surface finish Accuracy EBM (Arcam) LBM (SLM Solutions *1 SLM Solutions 250HL *2 Arcam A2 CENG sirris info@sirris.be 25/11/

53 European Market 2011
54 Lens LASER ENGINEERED NET SHAPING

55 Laser Engineered Net Shaping

56 Laser Engineering Net Shaping Direct energy deposition
57 Laser Engineered Net Shaping Fully Dense Metal parts with good metallurgical properties Laser melts metal powder Powder delivered coaxially with laser Inert gas protects weld pool Near net shape with some finish machining
58 Laser Engineered Net Shaping In addition to titanium, a variety of materials can be used such as stainless steel, copper, aluminum etc. Materials composition can be changed dynamically and continuously, leading to objects with properties that might be mutually exclusive using classical fabrication methods. Has the ability to fabricate fully-dense metal parts with good metallurgical properties at reasonable speeds; Objects fabricated are near net shape, but generally will require finish machining.

59 Laser Engineered Net Shaping Before and after finish machining

60 Laser Engineered Net Shaping 120x120x120 cm LENS Machine
 vices Ltd 2015 Copyright TWI Ltd and Lloyd's Register Group Services Ltd")
61 LENS (Other names) ng technology Capability of in situ repair (SLM) Nozzle powder delivery Laser Metal Deposition (LMD) vices Ltd 2015 Copyright TWI Ltd and Lloyd's Register Group Services Ltd 2015

62 Laser Engineered Net Shaping
63 MULTIJET FUSION

64 MultiJet Fusion

65 Multijet Fusion binder jetting + thermal energy

66 Multijet Fusion

67 Multijet Fusion

68 MultiJet Fusion - Materials Thermoplastics Thermoplastics + glass beads

69 MultiJet Fusion
70 A BRIEF RECAP
71 A(nother) possible classification ASTM/ISO classification Binder jetting: AM process in which a liquid bonding agent is selectively deposited to join powder materials Directed energy deposition: AM process in which focused thermal energy is used to fuse materials by melting as they are being deposited Note: Focused thermal energy means that an energy source (e.g. laser, electron beam, or plasma arc) is focused to melt the materials being deposited. Material extrusion AM process in which material is selectively dispensed through a nozzle or orifice Material jetting: AM process in which droplets of build material are selectively deposited Note: Example materials include photopolymer and wax. Powder bed fusion: AM process in which thermal energy selectively fuses regions of a powder bed Sheet lamination: AM process in which sheets of material are bonded to form a part Vat photopolymerisation: AM process in which liquid photopolymer in a vat is selectively cured by light-activated polymerization.
72 A(nother) possible classification
Laser sintering.
 Laser sintering carmelo.demaria@centropiaggio.unipi.it Answer 19/11/2015 Answer 19/11/2015 Sintering process Sintering process bonding of the metal, ceramic or plas7c powders together when heated to temperatures
Laser sintering carmelo.demaria@centropiaggio.unipi.it Answer 19/11/2015 Answer 19/11/2015 Sintering process Sintering process bonding of the metal, ceramic or plas7c powders together when heated to temperatures
Additive Manufacturing Technology
 Additive Manufacturing Technology ME 012193 Spring I 2018 By Associate Prof. Xiaoyong Tian Cell:13709114235 Email: leoxyt@mail.xjtu.edu.cn Lecture 02 Fundmental AM processes Interactions in AM processes
Additive Manufacturing Technology ME 012193 Spring I 2018 By Associate Prof. Xiaoyong Tian Cell:13709114235 Email: leoxyt@mail.xjtu.edu.cn Lecture 02 Fundmental AM processes Interactions in AM processes
THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM
 THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM Adrian P. POP 1, Petru UNGUR 1, Gheorghe BEJINARU MIHOC 2 1 University of Oradea, e-mail: adippop@yahoo.com; petru_ungur@yahoo.com; 2 Transilvania University
THE ASPECTS ABOUT RAPID PROTOTYPING SYSTEM Adrian P. POP 1, Petru UNGUR 1, Gheorghe BEJINARU MIHOC 2 1 University of Oradea, e-mail: adippop@yahoo.com; petru_ungur@yahoo.com; 2 Transilvania University
Additive Layer Manufacturing: Current & Future Trends
 Additive Layer Manufacturing: Current & Future Trends L.N. Carter, M. M. Attallah, Advanced Materials & Processing Group Interdisciplinary Research Centre, School of Metallurgy and Materials Additive Layer
Additive Layer Manufacturing: Current & Future Trends L.N. Carter, M. M. Attallah, Advanced Materials & Processing Group Interdisciplinary Research Centre, School of Metallurgy and Materials Additive Layer
SIRRIS ADD department. Additive Manufacturing
 SIRRIS ADD department Additive Manufacturing thierry.dormal@sirris.be ADD capacities & competencies SIRRIS ADD (1990 2011) 15 engineers and technicians Two locations: Liège (10 p.) and Charleroi (5 p.)
SIRRIS ADD department Additive Manufacturing thierry.dormal@sirris.be ADD capacities & competencies SIRRIS ADD (1990 2011) 15 engineers and technicians Two locations: Liège (10 p.) and Charleroi (5 p.)
Additive manufacturing of CERAMICS technology overview. 3D Printing Materials Conference
 Additive manufacturing of CERAMICS technology overview 3D Printing Materials Conference Maastricht, January 27, 2015 Increase the competitiveness of companies through technological innovations Sirris 25
Additive manufacturing of CERAMICS technology overview 3D Printing Materials Conference Maastricht, January 27, 2015 Increase the competitiveness of companies through technological innovations Sirris 25
Additive Manufacturing Technology November
 Additive Manufacturing Technology November 2012 www.3trpd.co.uk Phil Kilburn DMLS Sales Manager Agenda About 3T RPD Ltd Overview of Additive Manufacturing Manufacturing directly in metals Arcam - Electron
Additive Manufacturing Technology November 2012 www.3trpd.co.uk Phil Kilburn DMLS Sales Manager Agenda About 3T RPD Ltd Overview of Additive Manufacturing Manufacturing directly in metals Arcam - Electron
Producing Metal Parts
 Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
Producing Metal Parts CNC vs. Additive Manufacturing www.3dhubs.com METAL KIT 2 Introduction This Kit discusses how to select the right manufacturing process for metal parts by comparing CNC and Additive
An Overview of Methods for Rapid Prototyping and Near Net Shape Manufacture. Ivor Davies. RP&T Centre WMG, University of Warwick
 An Overview of Methods for Rapid Prototyping and Near Net Shape Manufacture Ivor Davies RP&T Centre WMG, University of Warwick 2 Contents Rapid Prototyping Basic Principle Data Requirements RP Processes
An Overview of Methods for Rapid Prototyping and Near Net Shape Manufacture Ivor Davies RP&T Centre WMG, University of Warwick 2 Contents Rapid Prototyping Basic Principle Data Requirements RP Processes
CHALLENGES AND OPPORTUNITIES FOR ADDITIVE MANUFACTURING IN THE AUTOMOTIVE INDUSTRY. Paul J. Wolcott Ph.D. Body SMT Innovation
 CHALLENGES AND OPPORTUNITIES FOR ADDITIVE MANUFACTURING IN THE AUTOMOTIVE INDUSTRY Paul J. Wolcott Ph.D. Body SMT Innovation Agenda 1. Additive Manufacturing in Industry 2. Opportunities in Automotive
CHALLENGES AND OPPORTUNITIES FOR ADDITIVE MANUFACTURING IN THE AUTOMOTIVE INDUSTRY Paul J. Wolcott Ph.D. Body SMT Innovation Agenda 1. Additive Manufacturing in Industry 2. Opportunities in Automotive
Agenda. Introduction Drivers 10/26/16. Metal Additive Manufacturing. 25 oktober 2016, Gavere
 Metal Additive Manufacturing 25 oktober 2016, Gavere 1 Agenda Learn from yesterday, live for today, hope for tomorrow. The important thing is not to stop questioning. - Albert Einstein - Introduction Drivers
Metal Additive Manufacturing 25 oktober 2016, Gavere 1 Agenda Learn from yesterday, live for today, hope for tomorrow. The important thing is not to stop questioning. - Albert Einstein - Introduction Drivers
Andreas Gebhardt. Understanding Additive Manufacturing. Rapid Prototyping - Rapid Tooling - Rapid Manufacturing ISBN:
 Andreas Gebhardt Understanding Additive Manufacturing Rapid Prototyping - Rapid Tooling - Rapid Manufacturing ISBN: 978-3-446-42552-1 For further information and order see http://www.hanser.de/978-3-446-42552-1
Andreas Gebhardt Understanding Additive Manufacturing Rapid Prototyping - Rapid Tooling - Rapid Manufacturing ISBN: 978-3-446-42552-1 For further information and order see http://www.hanser.de/978-3-446-42552-1
3 Major 3d printing process and technology introduction
 3 Major 3d printing process and technology introduction Summary After several decades of development, Now there are a variety of 3D printing technology process, from the categories divided into extrusion
3 Major 3d printing process and technology introduction Summary After several decades of development, Now there are a variety of 3D printing technology process, from the categories divided into extrusion
Agenda. Introduction Drivers AM in mould technology 10/23/17. Additive Manufacturing voor matrijzenbouw. 23 oktober 2017, Sint-Niklaas
 Additive Manufacturing voor matrijzenbouw 23 oktober 2017, Sint-Niklaas 1 Agenda Learn from yesterday, live for today, hope for tomorrow. The important thing is not to stop questioning. - Albert Einstein
Additive Manufacturing voor matrijzenbouw 23 oktober 2017, Sint-Niklaas 1 Agenda Learn from yesterday, live for today, hope for tomorrow. The important thing is not to stop questioning. - Albert Einstein
Additive Manufacturing Challenges Ahead
 Additive Manufacturing Challenges Ahead Dr. S. SELVI Associate Professor, Dept. of Mechanical Engineering Institute of Road and Transport Technology, Erode 638 316. selvimech@yahoo.com Received 25, November
Additive Manufacturing Challenges Ahead Dr. S. SELVI Associate Professor, Dept. of Mechanical Engineering Institute of Road and Transport Technology, Erode 638 316. selvimech@yahoo.com Received 25, November
Industrial Engineering Applications of Rapid Prototyping
 Industrial Engineering Applications of Rapid Prototyping Dr. Denis Cormier Rochester Institute of Technology Department of Industrial and Systems Engineering Introductions 1995-2009 North Carolina State
Industrial Engineering Applications of Rapid Prototyping Dr. Denis Cormier Rochester Institute of Technology Department of Industrial and Systems Engineering Introductions 1995-2009 North Carolina State
ADDITIVE MANUFACTURING IN POWER ELECTRONICS PACKAGING
 ADDITIVE MANUFACTURING IN POWER ELECTRONICS PACKAGING Prof. Douglas C Hopkins, Ph.D. Haotao KE Laboratory for Research in Electronic Energy Packaging North Carolina State Univeristy 1791 Varsity Drive,
ADDITIVE MANUFACTURING IN POWER ELECTRONICS PACKAGING Prof. Douglas C Hopkins, Ph.D. Haotao KE Laboratory for Research in Electronic Energy Packaging North Carolina State Univeristy 1791 Varsity Drive,
3D Printing Park Hong-Seok. Laboratory for Production Engineering School of Mechanical and Automotive Engineering University of ULSAN
 3D Printing 2016. 05. 25 Park Hong-Seok Laboratory for Production Engineering School of Mechanical and Automotive Engineering University of ULSAN http://lpe.ulsan.ac.kr Why Do We Need 3d Printing? Complexity
3D Printing 2016. 05. 25 Park Hong-Seok Laboratory for Production Engineering School of Mechanical and Automotive Engineering University of ULSAN http://lpe.ulsan.ac.kr Why Do We Need 3d Printing? Complexity
Markforged: Taking a different approach to metal Additive Manufacturing
 Loughborough University Institutional Repository Markforged: Taking a different approach to metal Additive Manufacturing This item was submitted to Loughborough University's Institutional Repository by
Loughborough University Institutional Repository Markforged: Taking a different approach to metal Additive Manufacturing This item was submitted to Loughborough University's Institutional Repository by
Additive Manufacturing or 3D prototyping. OO, November the 18 th
 Additive Manufacturing or 3D prototyping OO, November the 18 th Definition Additive Manufacturing is defined in ASTM F2792-12 as an assembly process of successive thin layer of materials by using numerical
Additive Manufacturing or 3D prototyping OO, November the 18 th Definition Additive Manufacturing is defined in ASTM F2792-12 as an assembly process of successive thin layer of materials by using numerical
ADDITIVE MANUFACTURING OF TITANIUM ALLOYS
 ADDITIVE MANUFACTURING OF TITANIUM ALLOYS F.H. (Sam) Froes Consultant to the Titanium Industry Based on a paper by B. Dutta and F.H. (Sam) Froes which appeared in AM&P Feb. 2014 pp. 18-23 OUTLINE Cost
ADDITIVE MANUFACTURING OF TITANIUM ALLOYS F.H. (Sam) Froes Consultant to the Titanium Industry Based on a paper by B. Dutta and F.H. (Sam) Froes which appeared in AM&P Feb. 2014 pp. 18-23 OUTLINE Cost
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process
 Co-Cr-Mo Alloy for Orthopaedic Implant Applications Abstract Introduction The Electron Beam Melting Process") Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Electron Beam Melted (EBM) Co-Cr-Mo Alloy for Orthopaedic Implant Applications R.S. Kircher, A.M. Christensen, K.W. Wurth Medical Modeling, Inc., Golden, CO 80401 Abstract The Electron Beam Melting (EBM)
Materials and Fastening Solutions Study
 May, 2009 Conducted by: Introduction and Methodology Purpose and Objectives Methodology This research was conducted to provide Design News with current information on the growing importance of processes
May, 2009 Conducted by: Introduction and Methodology Purpose and Objectives Methodology This research was conducted to provide Design News with current information on the growing importance of processes
What is Rapid Prototyping?
 Rapid Prototyping New Technologies for the Classroom What is Rapid Prototyping? A set of processes that allows a concept or idea to be turned into a three-dimensional physical object, usually in a matter
Rapid Prototyping New Technologies for the Classroom What is Rapid Prototyping? A set of processes that allows a concept or idea to be turned into a three-dimensional physical object, usually in a matter
ADDITIVE MANUFACTURING: ENABLING ADVANCED MANUFACTURING
 ADDITIVE MANUFACTURING: ENABLING ADVANCED MANUFACTURING NAE Convocation of the Engineering Professional Societies Washington, D.C. April 22, 2013 Tim Shinbara Technical Director AMT - The Association For
ADDITIVE MANUFACTURING: ENABLING ADVANCED MANUFACTURING NAE Convocation of the Engineering Professional Societies Washington, D.C. April 22, 2013 Tim Shinbara Technical Director AMT - The Association For
Estudio implantación PYME para fabricación de piezas mediante tecnología de adición metálica por láser
 Estudio implantación PYME para fabricación de piezas mediante tecnología de adición metálica por laser Autores: Alberto Ruiz de Olano / Fernando Ohárriz Julio 2014 Estudio implantación PYME para fabricación
Estudio implantación PYME para fabricación de piezas mediante tecnología de adición metálica por laser Autores: Alberto Ruiz de Olano / Fernando Ohárriz Julio 2014 Estudio implantación PYME para fabricación
Cost, resources, and energy efficiency of additive manufacturing
 Cost, resources, and energy efficiency of additive manufacturing Piotr Dudek1,* and Krzysztof Zagórski1 1AGH University of Science and Technology, Faculty of Mechanical Engineering and Robotics, al. A.
Cost, resources, and energy efficiency of additive manufacturing Piotr Dudek1,* and Krzysztof Zagórski1 1AGH University of Science and Technology, Faculty of Mechanical Engineering and Robotics, al. A.
Additive Manufacturing in the Nuclear Industry
 Additive Manufacturing in the Nuclear Industry Greg Hersak Mechanical Equipment Development May 4, 2018-1- Additive Manufacturing (AM) in the Nuclear Industry Agenda Overview of AM technologies Challenges
Additive Manufacturing in the Nuclear Industry Greg Hersak Mechanical Equipment Development May 4, 2018-1- Additive Manufacturing (AM) in the Nuclear Industry Agenda Overview of AM technologies Challenges
Progress of the Modelling of a Direct Energy Deposition Process in Additive Manufacturing
 Progress of the Modelling of a Direct Energy Deposition Process in Additive Manufacturing Quanren ZENG a, Zhenhai XU a, b, Yankang TIAN a and Yi QIN a, 1 a Centre for Precision Manufacturing, Department
Progress of the Modelling of a Direct Energy Deposition Process in Additive Manufacturing Quanren ZENG a, Zhenhai XU a, b, Yankang TIAN a and Yi QIN a, 1 a Centre for Precision Manufacturing, Department
Manufacturing Technologies University of Rome Tor Vergata
 Manufacturing Tech (6 cr) + Metallurgy (3 cr) Initial introduction (1 week) Timetable 6 credits (54-60 h) End of the course: 28 giugno Type of examination Written test Oral test (mandatory) Average of
Manufacturing Tech (6 cr) + Metallurgy (3 cr) Initial introduction (1 week) Timetable 6 credits (54-60 h) End of the course: 28 giugno Type of examination Written test Oral test (mandatory) Average of
BMM3643 Manufacturing Processes Powder Metallurgy Process
 BMM3643 Manufacturing Processes Powder Metallurgy Process by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to the sequence
BMM3643 Manufacturing Processes Powder Metallurgy Process by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to the sequence
Powder-Metal Processing and Equipment
 Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Powder-Metal Processing and Equipment Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 17 Powder Metallurgy Metal powders are compacted into desired and
Literature Review [P. Jacobs, 1992] Needs of Manufacturing Industry [X. Yan, P. Gu, 1996] Karapatics N., 1999]
![Literature Review [P. Jacobs, 1992] Needs of Manufacturing Industry [X. Yan, P. Gu, 1996] Karapatics N., 1999]](/thumbs/86/93204911.jpg "Literature Review [P. Jacobs, 1992] Needs of Manufacturing Industry [X. Yan, P. Gu, 1996] Karapatics N., 1999]") Literature Review Based on this knowledge the work of others relating to selective laser sintering (SLSLM) of metal is reviewed, leading to a statement of aims for this PhD project. Provides background
Literature Review Based on this knowledge the work of others relating to selective laser sintering (SLSLM) of metal is reviewed, leading to a statement of aims for this PhD project. Provides background
Mold Design. Note. 13. Mold Manufacturing Techniques. Bong-Kee Lee School of Mechanical Engineering Chonnam National University.
 13. Mold Bong-Kee Lee Chonnam National University Note material removing methods machining electrical discharge machining (EDM) electro chemical machining (ECM) electro chemical and chemical etchings laser
13. Mold Bong-Kee Lee Chonnam National University Note material removing methods machining electrical discharge machining (EDM) electro chemical machining (ECM) electro chemical and chemical etchings laser
PES INSTITUTE OF TECHNOLOGY BANGALORE SOUTH CAMPUS Hosur Road, (1K.M. Before Electronic City), Bangalore DEPARTMENT OF MECHANICAL ENGINEERING
, Bangalore DEPARTMENT OF MECHANICAL ENGINEERING") PES INSTITUTE OF TECHNOLOGY BANGALORE SOUTH CAMPUS Hosur Road, (1K.M. Before Electronic City), Bangalore 560 100 DEPARTMENT OF MECHANICAL ENGINEERING SCHEME AND SOLUTION - I ST INTERNAL TEST Subject :
PES INSTITUTE OF TECHNOLOGY BANGALORE SOUTH CAMPUS Hosur Road, (1K.M. Before Electronic City), Bangalore 560 100 DEPARTMENT OF MECHANICAL ENGINEERING SCHEME AND SOLUTION - I ST INTERNAL TEST Subject :
Powder Metallurgy. Powder-Metal Processing and Equipment 11/10/2009
 Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Powder Metallurgy Powder-Metal Processing and Equipment Metal powders are compacted into desired and often complex shapes and sintered* to form a solid piece * Sinter: To heat without melting Text Reference:
Introduction to Additive Manufacturing
 Introduction to Additive Manufacturing Aberdeen, May 2017 www.voestalpine.com Don t try to use AM for parts which are dedicated to other manufacturing technologies! AM is only economically if you can add
Introduction to Additive Manufacturing Aberdeen, May 2017 www.voestalpine.com Don t try to use AM for parts which are dedicated to other manufacturing technologies! AM is only economically if you can add
New Frontiers in Additive Manufacturing
 Ron O&, Ph.D. Oak Ridge Na3onal Laboratory o&r@ornl.gov Seminar 9 Emerging Technologies in the Built Environment: Geographic Information Science (GIS), 3D Printing, and Additive Manufacturing New Frontiers
Ron O&, Ph.D. Oak Ridge Na3onal Laboratory o&r@ornl.gov Seminar 9 Emerging Technologies in the Built Environment: Geographic Information Science (GIS), 3D Printing, and Additive Manufacturing New Frontiers
Contents. Preface. Lightweight Materials Understanding the Basics F.C. Campbell, editor
 Lightweight Materials Understanding the Basics F.C. Campbell, editor Copyright 2012 ASM International All rights reserved www.asminternational.org Contents Preface ix CHAPTER 1 Introduction and Uses of
Lightweight Materials Understanding the Basics F.C. Campbell, editor Copyright 2012 ASM International All rights reserved www.asminternational.org Contents Preface ix CHAPTER 1 Introduction and Uses of
Casting Process Part 2
 Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
Mech Zone Casting Process Part 2 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Sand Casting cope: top half drag: bottom half core: for internal cavities funnel sprue runners gate cavity {risers, vents}
MSC Solutions for Additive Manufacturing Simufact Additive
 MSC Solutions for Additive Manufacturing Simufact Additive 15.01.2018 Simufact Product Portfolio Cold Forming Hot Forging Sheet Metal Forming Mechanical Joining Powder Bed Fusion Arc Welding Laser Beam
MSC Solutions for Additive Manufacturing Simufact Additive 15.01.2018 Simufact Product Portfolio Cold Forming Hot Forging Sheet Metal Forming Mechanical Joining Powder Bed Fusion Arc Welding Laser Beam
Unit 6. Selecting processes:
 Unit 6. Selecting processes: shaping, joining and surface treatment New approaches to Materials Education - a course authored by Mike Ashby and David Cebon, Cambridge, UK, 2008 MFA and DC 2008 Outline
Unit 6. Selecting processes: shaping, joining and surface treatment New approaches to Materials Education - a course authored by Mike Ashby and David Cebon, Cambridge, UK, 2008 MFA and DC 2008 Outline
Manufacturing. Engineering. and Technology. Serope Kalpakjian. K. S. Vijay Sekar. Steven R. Schmid SEVENTH EDITION IN SI UNITS.
 Manufacturing Engineering and Technology SEVENTH EDITION IN SI UNITS Serope Kalpakjian Illinois Institute of Technology Steven R. Schmid The University of Notre Dame SI Edition Contributions by K. S. Vijay
Manufacturing Engineering and Technology SEVENTH EDITION IN SI UNITS Serope Kalpakjian Illinois Institute of Technology Steven R. Schmid The University of Notre Dame SI Edition Contributions by K. S. Vijay
Metal Matrix Composite (MMC)
") Matrix Metal Matrix Composite (MMC) The matrix is the monolithic material into which the reinforcement is embedded, and is completely continuous. This means thatt there is apath throughh the matrix ti
Matrix Metal Matrix Composite (MMC) The matrix is the monolithic material into which the reinforcement is embedded, and is completely continuous. This means thatt there is apath throughh the matrix ti
ADDITIVE MANUFACTURING Presentation
 ADDITIVE MANUFACTURING Presentation Index LMD WAAM 2 1.Laser Cladding (LMD) Laser Cladding o Laser Material Deposition (LMD) Both, the substrate and filler material are melted with a laser. Generally,
ADDITIVE MANUFACTURING Presentation Index LMD WAAM 2 1.Laser Cladding (LMD) Laser Cladding o Laser Material Deposition (LMD) Both, the substrate and filler material are melted with a laser. Generally,
Seven 3D Printing Technologies January 2015
 Seven 3D Printing Technologies January 2015 Summary 3D printing (3DP) also known as additive manufacturing (AM) is a process of making threedimensional objects through an additive process in which successive
Seven 3D Printing Technologies January 2015 Summary 3D printing (3DP) also known as additive manufacturing (AM) is a process of making threedimensional objects through an additive process in which successive
Manufacturing Using Light and Dust
 Manufacturing Using Light and Dust Dr Mark Stanford Reader in Engineering Department of Engineering University of Wolverhampton Manufacturing Using Light and Dust Contents: Introduction to the University
Manufacturing Using Light and Dust Dr Mark Stanford Reader in Engineering Department of Engineering University of Wolverhampton Manufacturing Using Light and Dust Contents: Introduction to the University
Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 12/2
 POWDER METALLURGY Characterization of Engineering Powders Production of Metallic Powders Conventional Pressing and Sintering Alternative Pressing and Sintering Techniques Materials and Products for PM
POWDER METALLURGY Characterization of Engineering Powders Production of Metallic Powders Conventional Pressing and Sintering Alternative Pressing and Sintering Techniques Materials and Products for PM
Sanjay Joshi, Ph.D. Professor of Industrial and Manufacturing Engineering
 Sanjay Joshi, Ph.D. Professor of Industrial and Manufacturing Engineering Harold and Inge Marcus Department of Industrial and Manufacturing Engineering Introduction to CIMP-3D Center for Innovative Materials
Sanjay Joshi, Ph.D. Professor of Industrial and Manufacturing Engineering Harold and Inge Marcus Department of Industrial and Manufacturing Engineering Introduction to CIMP-3D Center for Innovative Materials
(12) Patent Application Publication (10) Pub. No.: US 2016/ A1
 Patent Application Publication (10) Pub. No.: US 2016/ A1") (19) United States US 2016.0318104A1 (12) Patent Application Publication (10) Pub. No.: US 2016/0318104 A1 Ott et al. (43) Pub. Date: Nov. 3, 2016 (54) GRADIENT SINTERED METAL PREFORM Publication Classification
(19) United States US 2016.0318104A1 (12) Patent Application Publication (10) Pub. No.: US 2016/0318104 A1 Ott et al. (43) Pub. Date: Nov. 3, 2016 (54) GRADIENT SINTERED METAL PREFORM Publication Classification
Models available: Markforged Onyx One Markforged X3 Many FDM models from numerous OEM s worldwide
 Markforged Onyx One Markforged X3 Many FDM models from numerous OEM s worldwide FFF uses a string of solid material (filament), pushing it through a heated nozzle and melting it in the process. The printer
Markforged Onyx One Markforged X3 Many FDM models from numerous OEM s worldwide FFF uses a string of solid material (filament), pushing it through a heated nozzle and melting it in the process. The printer
Additive manufacturing of metallic alloys and its medical applications
 Additive manufacturing of metallic alloys and its medical applications A. Di Schino 1, M. Richetta 2 1 Dipartimento di Ingegneria Università degli Studi di Perugia, Via G. Duranti 93, 06125 Perugia, Italy
Additive manufacturing of metallic alloys and its medical applications A. Di Schino 1, M. Richetta 2 1 Dipartimento di Ingegneria Università degli Studi di Perugia, Via G. Duranti 93, 06125 Perugia, Italy
11.3 Polishing with Laser Radiation
 196 E. Willenborg 11.3 Polishing with Laser Radiation Edgar Willenborg The surface roughness of a part or product strongly influences its properties and functions. Among these can be counted abrasion and
196 E. Willenborg 11.3 Polishing with Laser Radiation Edgar Willenborg The surface roughness of a part or product strongly influences its properties and functions. Among these can be counted abrasion and
Grinding & Dispersing. Dedusting of metal powders for additive manufacturing. 3-D Printing InPrint Christian Höfels
 Grinding & Dispersing Dedusting of metal powders for additive manufacturing 3-D Printing InPrint 2017 15.11.2017 Christian Höfels Agenda 1. Introduction 2. Basics of Classification 3. NETZSCH Classifier
Grinding & Dispersing Dedusting of metal powders for additive manufacturing 3-D Printing InPrint 2017 15.11.2017 Christian Höfels Agenda 1. Introduction 2. Basics of Classification 3. NETZSCH Classifier
Manufacturing UNBOUND
 Welcome to Manufacturing UNBOUND Arcam EBM Disrupting the status quo in production by providing leading-edge metal additive manufacturing solutions. 2 www.arcamebm.com Arcam EBM Your innovative partner
Welcome to Manufacturing UNBOUND Arcam EBM Disrupting the status quo in production by providing leading-edge metal additive manufacturing solutions. 2 www.arcamebm.com Arcam EBM Your innovative partner
BENCHMARKING SUMMARY BETWEEN SLM AND EBM RELATED TO POWDER RECYCLING.
 BENCHMARKING SUMMARY BETWEEN SLM AND EBM RELATED TO POWDER RECYCLING. In the ManSYS project a method has been specified which examines components for meeting required specifications (qualifying criteria)
BENCHMARKING SUMMARY BETWEEN SLM AND EBM RELATED TO POWDER RECYCLING. In the ManSYS project a method has been specified which examines components for meeting required specifications (qualifying criteria)
Powder spreading in additive manufacturing. Sina Haeri James Weir Fluid Lab Mechanical and Aerospace Engineering University of Strathclyde
 Powder spreading in additive manufacturing Sina Haeri James Weir Fluid Lab Mechanical and Aerospace Engineering University of Strathclyde Outline Overview of Additive Manufacturing Technologies Powder
Powder spreading in additive manufacturing Sina Haeri James Weir Fluid Lab Mechanical and Aerospace Engineering University of Strathclyde Outline Overview of Additive Manufacturing Technologies Powder
Metal Powder Processing
 Metal Powder Processing ver. 1 1 Powder Compaction and Sintering 2 Powder-Metallurgy (a) (c) (b) (a) Examples of typical parts made by powdermetallurgy processes. (b) Upper trip lever for a commercial
Metal Powder Processing ver. 1 1 Powder Compaction and Sintering 2 Powder-Metallurgy (a) (c) (b) (a) Examples of typical parts made by powdermetallurgy processes. (b) Upper trip lever for a commercial
SMART Wind Consortium Subgroup Virtual Meeting:
 SMART Wind Consortium Subgroup Virtual Meeting: Composite Materials and Process Opportunities Bob Bechtold 7-29-2015 Opportunities to Improve Manufacturing Metal to Plastic Conversion Injection Molding
SMART Wind Consortium Subgroup Virtual Meeting: Composite Materials and Process Opportunities Bob Bechtold 7-29-2015 Opportunities to Improve Manufacturing Metal to Plastic Conversion Injection Molding
WELDING TECHNOLOGY AND WELDING INSPECTION
 WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
WELDING TECHNOLOGY AND WELDING INSPECTION PRESENTED BY: GOPAL KUMAR CHOUDHARY SVL ENGINEERING SERVICES CHENNAI CONTENTS: DEFINATION TYPES OF WELDING ELECTRODE GEOMETRY EQUIPMENT QUALITY PROCESS SAFETY
Boeing s Vision for Rapid Progress between Dream and Reality
 Boeing s Vision for Rapid Progress between Dream and Reality Jeffrey DeGrange Senior Manager Advanced Manufacturing Research & Development St. Louis, Missouri USA Euro-uRapid 2006 Frankfurt, Germany November
Boeing s Vision for Rapid Progress between Dream and Reality Jeffrey DeGrange Senior Manager Advanced Manufacturing Research & Development St. Louis, Missouri USA Euro-uRapid 2006 Frankfurt, Germany November
CHARACTERIZATION OF THIN WALLED Ti-6Al-4V COMPONENTS PRODUCED VIA ELECTRON BEAM MELTING
 CHARACTERIZATION OF THIN WALLED Ti-6Al-4V COMPONENTS PRODUCED VIA ELECTRON BEAM MELTING Denis Cormier, Harvey West, Ola Harrysson, and Kyle Knowlson North Carolina State University Department of Industrial
CHARACTERIZATION OF THIN WALLED Ti-6Al-4V COMPONENTS PRODUCED VIA ELECTRON BEAM MELTING Denis Cormier, Harvey West, Ola Harrysson, and Kyle Knowlson North Carolina State University Department of Industrial
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION. T.W. Skszek and M. T. J. Lowney. Abstract. DMD Process Overview
 DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
DIE RECONFIGURATION AND RESTORATION USING LASER-BASED DEPOSITION T.W. Skszek and M. T. J. Lowney Abstract POM Company, Inc., located in Plymouth, Mich., has successfully commercialized the laser-based,
Contents. 1. Introduction to Materials Processing Starting Materials 21. Acknowledgements
 Preface Acknowledgements xiii xv 1. Introduction to Materials Processing 1 1.1 Materials Processing: Definition and Scope 1 1.2 Three Approaches to Materials Processing 4 1.3 Materials Processing Steps
Preface Acknowledgements xiii xv 1. Introduction to Materials Processing 1 1.1 Materials Processing: Definition and Scope 1 1.2 Three Approaches to Materials Processing 4 1.3 Materials Processing Steps
Powder Metallurgy. by Haipan Salam
 Powder Metallurgy by Haipan Salam In the sintering operation, the pressed-powder compacts are heated in a controlled atmosphere to right below the melting point (70%-90% of melting point of metals or
Powder Metallurgy by Haipan Salam In the sintering operation, the pressed-powder compacts are heated in a controlled atmosphere to right below the melting point (70%-90% of melting point of metals or
Improved Surface Quality and Productivity in Ti Additive Manufacturing using EBM MultiBeam TM. Ulf Ackelid and Mattias Svensson, Arcam AB, Sweden
 Improved Surface Quality and Productivity in Ti Additive Manufacturing using EBM MultiBeam TM Ulf Ackelid and Mattias Svensson, Arcam AB, Sweden Introduction to Electron Beam Melting Arcam AB EBM process
Improved Surface Quality and Productivity in Ti Additive Manufacturing using EBM MultiBeam TM Ulf Ackelid and Mattias Svensson, Arcam AB, Sweden Introduction to Electron Beam Melting Arcam AB EBM process
Metallic Additive Manufacturing Process and Materials Development at the University of Sheffield
 Metallic Additive Manufacturing Process and Materials Development at the University of Sheffield 3 rd June 2015 2 nd Mexican Workshop on Additive Manufacturing 3D Printing Queretaro Mexico Dr Kamran Mumtaz
Metallic Additive Manufacturing Process and Materials Development at the University of Sheffield 3 rd June 2015 2 nd Mexican Workshop on Additive Manufacturing 3D Printing Queretaro Mexico Dr Kamran Mumtaz
The following steps are used in the powder metallurgy techniques:
 Advantages of Powder Metallurgy Virtually unlimited choice of alloys and non metallicswith associated properties. * A variety of metal or non metal powders can be used. * Refractory materials are popularly
Advantages of Powder Metallurgy Virtually unlimited choice of alloys and non metallicswith associated properties. * A variety of metal or non metal powders can be used. * Refractory materials are popularly
Investigation of direct metal laser sintering process Slavko Dolinšek
 Investigation of direct metal laser sintering process Slavko Dolinšek This paper presents some characteristics of the direct metal laser sintering (DMLS) process and applications of this technology in
Investigation of direct metal laser sintering process Slavko Dolinšek This paper presents some characteristics of the direct metal laser sintering (DMLS) process and applications of this technology in
Crack Prevention in NiCr-Alloys when Processed by AM (L-PB) William Jarosinski March 8, 2017
 William Jarosinski March 8, 2017") Crack Prevention in NiCr-Alloys when Processed by AM (L-PB) William Jarosinski March 8, 2017 Evolution into Metal Powders for AM Coating Service Since 1950s Metal Powders for AM A derivative of thermal
Crack Prevention in NiCr-Alloys when Processed by AM (L-PB) William Jarosinski March 8, 2017 Evolution into Metal Powders for AM Coating Service Since 1950s Metal Powders for AM A derivative of thermal
Introduction to manufacturing
 Corso di Studi di Fabbricazione 1 Introduction to manufacturing 1 MANUFACTURING - TECHNOLOGICALLY IMPORTANT Technology provides the products that help our society and its members to live better What do
Corso di Studi di Fabbricazione 1 Introduction to manufacturing 1 MANUFACTURING - TECHNOLOGICALLY IMPORTANT Technology provides the products that help our society and its members to live better What do
SELECTIVE LASER SINTERING OF METAL MOLDS: THE RAPIDTOOLTM PROCESS. Uday Hejmadi Kevin McAlea
 SELECTIVE LASER SINTERING OF METAL MOLDS: THE RAPIDTOOLTM PROCESS ABSTRACT Uday Hejmadi Kevin McAlea Materials and Process Development Group DTM Corp., Austin TX 78759 Complex three dimensional parts can
SELECTIVE LASER SINTERING OF METAL MOLDS: THE RAPIDTOOLTM PROCESS ABSTRACT Uday Hejmadi Kevin McAlea Materials and Process Development Group DTM Corp., Austin TX 78759 Complex three dimensional parts can
Material Quality or Quality Material? by Additive Manufacturing
 Material Quality or Quality Material? by Additive Manufacturing J.J. Saurwalt (ECN) December 2015 ECN-L--16-002 Material Quality or Quality Material? by Additive Manufacturing Materials of the Future Conference
Material Quality or Quality Material? by Additive Manufacturing J.J. Saurwalt (ECN) December 2015 ECN-L--16-002 Material Quality or Quality Material? by Additive Manufacturing Materials of the Future Conference
Powder Metallurgy Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014
 Powder Metallurgy Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What Is Powder Metallurgy (P.M)? Powder Metallurgy Processes Blending And Mixing Compaction
Powder Metallurgy Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE What Is Powder Metallurgy (P.M)? Powder Metallurgy Processes Blending And Mixing Compaction
Solid-State Welding Processes. Solid State Bonding 12/2/2009. Cold Welding
 Solid-State Welding Processes Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Joining takes place without fusion at the
Solid-State Welding Processes Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Joining takes place without fusion at the
3DMP. Fast I Simple I Economic. GEFERTEC GmbH Berlin Germany. 3DMP - 3D Metal Print fast simple economic
 3DMP Fast I Simple I Economic GEFERTEC GmbH Schwarze-Pumpe-Weg 16 12681 Berlin Germany info@gefertec.de Phone: +49 (0) 30 912074 360 www.gefertec.de 3DMP - 3D Metal Print fast simple economic 2 GEFERTEC
3DMP Fast I Simple I Economic GEFERTEC GmbH Schwarze-Pumpe-Weg 16 12681 Berlin Germany info@gefertec.de Phone: +49 (0) 30 912074 360 www.gefertec.de 3DMP - 3D Metal Print fast simple economic 2 GEFERTEC
Processing of Engineering Materials
 Unit 7: Unit code Machining and Processing of Engineering Materials A/615/1481 Unit level 4 Credit value 15 Introduction Practical articles that we see and use every day such as automobiles, aircraft,
Unit 7: Unit code Machining and Processing of Engineering Materials A/615/1481 Unit level 4 Credit value 15 Introduction Practical articles that we see and use every day such as automobiles, aircraft,
SME 2713 Processing of Polymers - 2
 SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
SME 2713 Processing of Polymers - 2 Outline 1. Introduction 2. Extrusion process 3. Injection molding process 4. Blow molding process 5. Rotational molding 6. Thermoforming 7. Compression molding 8. Transfer
FULL-DENSIFICATION OF SLS PARTS BY RE-MELTING. Abstract
 FULL-DENSIFICATION OF SLS PARTS BY RE-MELTING T. NIINO and H. YAMADA Institute of Industrial Science, The University of Tokyo 4-6-1 Komaba Meguro Tokyo, 153-8505 Japan Reviewed, accepted August 4, 2004
FULL-DENSIFICATION OF SLS PARTS BY RE-MELTING T. NIINO and H. YAMADA Institute of Industrial Science, The University of Tokyo 4-6-1 Komaba Meguro Tokyo, 153-8505 Japan Reviewed, accepted August 4, 2004
CHAPTER 1 INTRODUCTION
 1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
1 CHAPTER 1 INTRODUCTION 1.1 ALUMINIUM ALLOYS Aluminium and its alloys offer an extremely wide range of capability and applicability, with a unique combination of advantages that make the material of choice
Farsoon Introduction. Farsoon. Dr Xu s expertise: Farsoon Positioning: 9/19/2017 2
 Farsoon Introduction Farsoon Founded 2009 by Dr. Xu Two share holder, Dr. Xu and Mr. Hou SLS and SLM machine manufacturer SLS nylon powder producer Dr Xu s expertise: 20 years of expertise acquired in
Farsoon Introduction Farsoon Founded 2009 by Dr. Xu Two share holder, Dr. Xu and Mr. Hou SLS and SLM machine manufacturer SLS nylon powder producer Dr Xu s expertise: 20 years of expertise acquired in
Solid-State Welding Processes
 Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
Solid-State Welding Processes Text Reference: Manufacturing Engineering and Technology, Kalpakjian & Schmid, 6/e, 2010 Chapter 31 Solid-State State Welding Processes Joining takes place without fusion
STUDY OF SHAPE DEPOSITION MANUFACTURING
 STUDY OF SHAPE DEPOSITION MANUFACTURING 1 Ashish Bhorkade, 2 Chetan Bharambe, 3 Suraj Bhangale 4 Pankaj Patil 1,2,3 B.E.Scholar BVCOE&RI Nashik 4 Assistant Professor Mechanical Dept. BVCOE&RI Nashik ABSTRACT
STUDY OF SHAPE DEPOSITION MANUFACTURING 1 Ashish Bhorkade, 2 Chetan Bharambe, 3 Suraj Bhangale 4 Pankaj Patil 1,2,3 B.E.Scholar BVCOE&RI Nashik 4 Assistant Professor Mechanical Dept. BVCOE&RI Nashik ABSTRACT
LASER METAL FUSION (LMF)
") TRUMPF Laser- und Systemtechnik GmbH LASER METAL FUSION (LMF) Additive Manufacturing at TRUMPF 05/07/2018 LASER METAL FUSION (LMF), Additive Manufacturing at TRUMPF 05/07/2018 1 LMF Machines The TruPrint
TRUMPF Laser- und Systemtechnik GmbH LASER METAL FUSION (LMF) Additive Manufacturing at TRUMPF 05/07/2018 LASER METAL FUSION (LMF), Additive Manufacturing at TRUMPF 05/07/2018 1 LMF Machines The TruPrint
Johnathon Wright Application Engineer Phoenix Analysis & Design Technologies www. PADTInc.com
 Johnathon Wright Application Engineer Phoenix Analysis & Design Technologies www. PADTInc.com PADT is an Engineering Services Company Three Business Groups Simulation Training, Sales & Services Product
Johnathon Wright Application Engineer Phoenix Analysis & Design Technologies www. PADTInc.com PADT is an Engineering Services Company Three Business Groups Simulation Training, Sales & Services Product
Dr. M. Sayuti, ST.,M.Sc JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MALIKUSSALEH
 POWDER METALLURGY Dr. M. Sayuti, ST.,M.Sc JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MALIKUSSALEH 1- INTRODUCTION Powder metallurgy is the name given to the process by which fine powdered materials
POWDER METALLURGY Dr. M. Sayuti, ST.,M.Sc JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MALIKUSSALEH 1- INTRODUCTION Powder metallurgy is the name given to the process by which fine powdered materials
Process Selection. Manufacturing processes. Classification of processes the Process Tree. Examples of processes. Processes
 Process Selection Manufacturing processes Processes and their attributes The selection strategy Screening by attributes Ranking by economic criteria Case study + demos The text book classified manufacturing
Process Selection Manufacturing processes Processes and their attributes The selection strategy Screening by attributes Ranking by economic criteria Case study + demos The text book classified manufacturing
Material data sheet. EOS StainlessSteel 17-4 for EOSINT M 270. Description, application
 EOS StainlessSteel 17-4 for EOSINT M 270 A number of different materials are available for use with EOSINT M systems, offering a broad range of e-manufacturing applications. EOS Stainless Steel 17-4 is
EOS StainlessSteel 17-4 for EOSINT M 270 A number of different materials are available for use with EOSINT M systems, offering a broad range of e-manufacturing applications. EOS Stainless Steel 17-4 is
Review of Manufacturing Processes
 Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Review of Manufacturing Processes ME 682 Dr. Han P. Bao Mechanical Engineering, ODU ME 682 Module 3 1 Engineering Materials The four major categories: Metal Plastics Ceramics Composites 1- Metals: Cast:
Design approaches for additive manufactured components
 VTT TECHNICAL RESEARCH CENTRE OF FINLAND LTD Design approaches for additive manufactured components Erin Komi, Petteri Kokkonen VTT Technical Research Centre of Finland Ltd Structural Dynamics & Vibroacoustics
VTT TECHNICAL RESEARCH CENTRE OF FINLAND LTD Design approaches for additive manufactured components Erin Komi, Petteri Kokkonen VTT Technical Research Centre of Finland Ltd Structural Dynamics & Vibroacoustics
BASED ON WELDING/JOINING TECHNOLOGIES
 UDC 621.791:008 Generalized Additive Manufacturing BASED ON WELDING/JOINING TECHNOLOGIES GUAN QIAO Beijing Aeronautical Manufacturing Technology Research Institute P O Box 863, 100024 Beijing, China Being
UDC 621.791:008 Generalized Additive Manufacturing BASED ON WELDING/JOINING TECHNOLOGIES GUAN QIAO Beijing Aeronautical Manufacturing Technology Research Institute P O Box 863, 100024 Beijing, China Being
MODELING OF LASER BASED DIRECT METAL DEPOSITION PROCESS
 MODELING OF LASER BASED DIRECT METAL DEPOSITION PROCESS Jayanth N PG Student PSG College of Technology jayanthnagaraj@gmail.com Ravi K R Associate Professor PSG College of Technology Krravi.psgias@gmail.com
MODELING OF LASER BASED DIRECT METAL DEPOSITION PROCESS Jayanth N PG Student PSG College of Technology jayanthnagaraj@gmail.com Ravi K R Associate Professor PSG College of Technology Krravi.psgias@gmail.com
a service offered by the Hempel Special Metals Group
 Hot Isostatic Pressing of Near Net Shaped Parts a service offered by the Hempel Special Metals Group content introduction description of the method supply chain aspects & quality management applications
Hot Isostatic Pressing of Near Net Shaped Parts a service offered by the Hempel Special Metals Group content introduction description of the method supply chain aspects & quality management applications
PROTOTYPES. Gestión de Compras have the means to get prototypes with state-of-art processes according to customer drawings.
 PROTOTYPES Gestión de Compras have the means to get prototypes with state-of-art processes according to customer drawings. PRODUCT: Most manufacturing companies are involved in product development, a process
PROTOTYPES Gestión de Compras have the means to get prototypes with state-of-art processes according to customer drawings. PRODUCT: Most manufacturing companies are involved in product development, a process
Plastic Laser Sintering Challenges to Real Manufacturing Toshiki NIINO Institute of Industrial Science the University of TOKYO
 Plastic Laser Sintering Challenges to Real Manufacturing Toshiki NIINO Institute of Industrial Science the University of TOKYO TRAM 3 Conference 12th, September, 2012 Toshiki NIINO Outline Additive Manufacturing
Plastic Laser Sintering Challenges to Real Manufacturing Toshiki NIINO Institute of Industrial Science the University of TOKYO TRAM 3 Conference 12th, September, 2012 Toshiki NIINO Outline Additive Manufacturing
Metal Powder - the Raw Material of Future Production
 Metal Powder - the Raw Material of Future Production BY GÜNTER BUSCH* SYNOPSIS Alongside Mobile Internet, Cloud Computing, Robotics, Energy Storage and Autonomous Vehicles, Additive Manufacturing is one
Metal Powder - the Raw Material of Future Production BY GÜNTER BUSCH* SYNOPSIS Alongside Mobile Internet, Cloud Computing, Robotics, Energy Storage and Autonomous Vehicles, Additive Manufacturing is one
Nontraditional Machining Processes
 Nontraditional Machining Processes The NTM processes can be divided into four basic categories: I. Chemical (Chemical reaction), II. Electrochemical (Electrolytic dissolution), III. Mechanical (Multipoint
Nontraditional Machining Processes The NTM processes can be divided into four basic categories: I. Chemical (Chemical reaction), II. Electrochemical (Electrolytic dissolution), III. Mechanical (Multipoint
Surface Modification of AISI 1020 Steel with TiC Coating by TIG Cladding Process
 Surface Modification of AISI 1020 Steel with TiC Coating by TIG Cladding Process Supriya Shashikant Patil 1 Dr. Sachin K Patil 2 1 PG Student, Production Engineering Department, ajarambapu Institute of
Surface Modification of AISI 1020 Steel with TiC Coating by TIG Cladding Process Supriya Shashikant Patil 1 Dr. Sachin K Patil 2 1 PG Student, Production Engineering Department, ajarambapu Institute of
Building Parts Directly
 February 2008 Vol. 140 No. 2 Building Parts Directly Some users are discovering that combining direct digital manufacturing with existing manufacturing techniques is better than replacing them Bruce Morey,
February 2008 Vol. 140 No. 2 Building Parts Directly Some users are discovering that combining direct digital manufacturing with existing manufacturing techniques is better than replacing them Bruce Morey,
Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications
 Unit 3 - EDM Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications Wire cut EDM Recent trends in EDM Synopsis
Unit 3 - EDM Working principle Equipments Process parameters MRR Electrode / Tool Power circuits Tool wear Dielectric Flushing Advantages Limitations Applications Wire cut EDM Recent trends in EDM Synopsis