Fatigue Performance of Additive Manufactured Ti6Al4V in Aerospace Applications
|
|
|
- Victor Carter
- 5 years ago
- Views:
Transcription


1 1 Fatigue Performance of Additive Manufactured Ti6Al4V in Aerospace Applications IN Issue 6 Magnus Kahlin Industrial PhD, Saab Supervisors: Johan Moverare Hans Ansell IN Issue 6



2 2 Acknowledgements

3 3 Agenda Ø Scope of this Research Project Ø Introduction to Additive Manufacturing Ø Additive Manufacturing in Aerospace Ø Results from this Project Ø Research Outlook
4 4 Scope of this Research Project
5 5 Aim of This Research Project To investigate and increase the understanding of: Fatigue life Fatigue prediction methods Additive Manufactured Ti6Al4V Improve fatigue Damage tolerance
6 6 Introduction to Additive Manufacturing
7 7 Additive Manufacturing (AM) Additive Manufacturing = 3D-Printing Metal AM Powder Powder Bed bed Fusion Direct Energy Deposition IN Issue 6 Electron Beam Melting (EBM) Laser Sintering (LS)


8 8 Powder Bed Fusion Process Photo Lasertech LSH AB
9 9 AM Benefits Limitations Design freedom Improved part performance - Reduced weight Not unlimited freedom Support structure adds cost Cost Less: raw material machining post processing - Reduced cost Still an expensive process Dependent on part nesting IN Issue 6 Production Shorter production cycles Most suitable for small series
10 10 Additive Manufacturing in Aerospace
")


11 11 Existing Aerospace Applications General Electric Fuel nozzle (Boeing 737MAX, Airbus A320Neo engines) Saab JAS 39 Gripen Copyright Saab AB, Photo Frans Dely IN Issue 6 Image credit: CFM International Copyright Norsk Titanium Norsk Titanium Direct Energy Deposition parts approved for Boeing 787

12 12 Challenges with AM Ø Variation in material quality between different AM equipment Ø Simulations models to predict properties and microstructure Ø New Non-Destructive-Testing methods are needed Ø Development of alloys designated for AM Ø Improved fatigue properties
13 13 Results from this Project



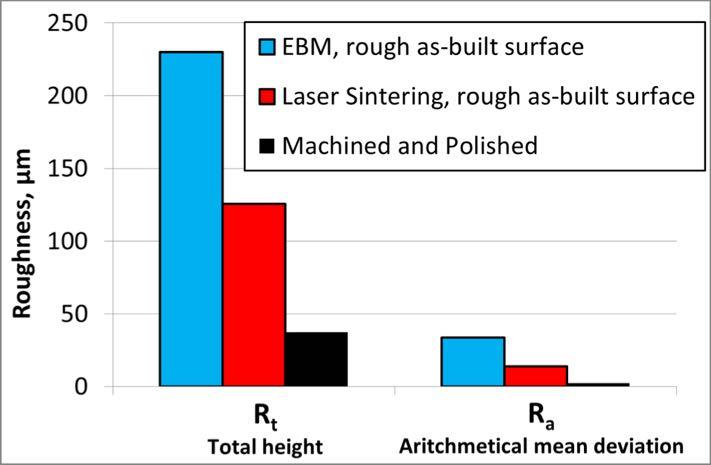
14 14 Surfaces Roughness Build direction
 IN 5000357-336 Issue 6 Copyright Saab AB, Photo")
15 15 High Cycle Fatigue Dynamic Loading Constant amplitude loading Variable amplitude loading FALSTAFF - Fighter Aircraft Loading STAndard For Fatigue (wing bending spectrum) IN Issue 6 Copyright Saab AB, Photo Stefan Kalm



16 16 Fatigue Crack Initiations Second: Internal defects Test volume HIP IN Issue 6 Third: Microstructure Most critical: Rough as-built surface 0.5 mm



17 17 Fatigue Crack Initiations In addition to the material aspects we need to consider stress concentrations from geometric features. Geometric notches K t =1 K t =2.5 IN Issue 6 Combination of rough surface and geometric notch
18 18 Fatigue Notch Factor (K f ) K f = un - notched fatigue limit notched fatigue limit K f = fatigue limit for wrought bar K = 1 fatigue limit for each test series t



19 19 Fatigue Reduction Un-Notched 2 mm HIP:ed 2 mm HIP:ed and un-hip:ed IN Issue 6 HIP does not improve fatigue strength for rough surface samples 300 µm LS=Laser Sintering, EBM=Electron Beam Melting, HIP=Hot Isostatic Pressing

20 20 Fatigue Reduction Notched HIP:ed IN Issue 6 HIP:ed and un-hip:ed 1 mm HIP does not improve fatigue strength for rough surface samples LS=Laser Sintering, EBM=Electron Beam Melting, HIP=Hot Isostatic Pressing


21 21 Fatigue Life Prediction Constant amplitude results Fatigue design curves Cumulative Damage Calculations Variable amplitude testing IN Issue 6 '! = # $ % %=1 & % flights
22 LS=Laser Sintering, EBM=Electron Beam Melting, HIP=Hot Isostatic Pressing 22 Variable Amplitude Fatigue Life

23 23 Variable Amplitude Fatigue Life IN Issue 6 HIP does not improve fatigue strength for rough surface samples LS=Laser Sintering, EBM=Electron Beam Melting, HIP=Hot Isostatic Pressing
24 LS=Laser Sintering, EBM=Electron Beam Melting, HIP=Hot Isostatic Pressing 24 Variable Amplitude Fatigue Life Experimental fatigue life greater than flights generates a D > 1.0
 was determined both for un-notched")
25 25 Summary and Conclusions The fatigue behaviour of Ti6Al4V produced with EBM and LS has been investigated. The rough as-built AM surface dominates the fatigue properties HIP does not improve fatigue strength for samples with rough surfaces The fatigue notch factor (K f ) was determined both for un-notched and notched samples IN Issue 6 Fatigue life prediction for variable amplitude loading were overall consistent to experimental results LS=Laser Sintering, EBM=Electron Beam Melting, HIP=Hot Isostatic Pressing
26 26 Research Outlook

27 27 Research Outlook Ø Improve the fatigue strength by improving the surface roughness: - by cost efficient post processing - by optimisation of AM processes Ø Further work with geometry dependent fatigue properties Ø.
28 28