LPW Technology Intelligence in Metal
|
|
|
- Britton Wheeler
- 5 years ago
- Views:
Transcription
1 LPW Technology Intelligence in Metal Phil Kilburn Commercial Director - LPW Technology Ltd November 2016
2 Our Mission To be the best materials solution provider in Additive Manufacturing We will achieve this by: Developing, making, supplying the widest range of metal powders to the highest possible standards. Creating novel solutions and products that enable our customers to ensure quality, traceability, and consistency of powder during re-use within the AM process Dedicating the highest level of service to our customers.








3 LPW Development LPW Technology Ltd established by Dr Philip A Carroll. ISO 9001 certified. AS 9120 certified. LPW U.S.A. LPW UK move to bigger facility. AS9100 & ISO certified. Significant investment in capital equipment. Launch of POWDERSOLVE POWDERTRACE. Launch of Total Powder Management. LPW Germany. Inhouse Plasma Spheroidisation. Launch of POWDERFLOW. THE START EXPANSION THE FUTURE
4 Our Locations LPW Technology LPW reseller
5
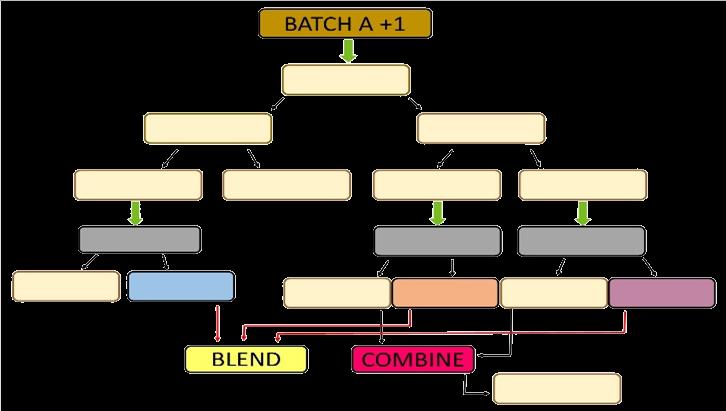
 in 2 locations Externally atomised (to LPW specification) Internally post-processed (sizing, blending, mixing, testing) in 2")
6 The Devil Particle Developing, making, supplying the widest range of metal powders to the highest possible standards Supply chain stability dual atomisation source for all core products Internally atomised Internally post-processed (sizing, blending, mixing, testing) in 2 locations Externally atomised (to LPW specification) Internally post-processed (sizing, blending, mixing, testing) in 2 locations Potential Contamination Powder Manufacturing Processes Powder Processing Sizing Blending AM Recycling Multi Material Machines Sampling and Testing of Powders
7 Contamination Control and measure the devil particle Separate processing areas for each alloy category (Al, Ti, Ni/Co, Fe, Other) Test certification focused on contamination & statistical confidence through repeated sampling World leading lab of analysis techniques for identifying contamination




8 Case Study Aluminium Contamination Monday 25 th August - Problem Customer informs that their aluminium products have failed due to LPW powder Text messages show Ben and John making a start on resolving the issue put forward by the customer


9 Case Study Aluminium Contamination Tuesday 26 th August - Problem Failed aluminium parts



10 Case Study Aluminium Contamination Thursday 28 th August - Testing Powder samples from failed build This confirms that there is some degree of contamination but is not conclusive that this level of contamination can cause cracking

11 Case Study Aluminium Contamination Thursday 28 th August - Testing Test

12 Case Study Aluminium Contamination Wednesday 3 rd September - Solution Testing confirms powder was contaminated Using the virgin powder for the product gave a product that was built beautifully
 increasing the strength Usually up to 4 wt% Ni is used NiAl3 volume")
13 Case Study Aluminium Contamination Solution - Physical Metallurgy: AL NI Binary Diagram Ni solubility in Al is limited to 0.24 wt% Not contributing to matrix strengthening Over solubility limit Ni starts to appear as an insoluble intermetallic (NiAl3) increasing the strength Usually up to 4 wt% Ni is used NiAl3 volume percent increases with Ni content In the hypoeutectic (<5.7 wt%) Ni starts to appear as interdendritic α Al NiAl3 eutectic In the hypereutectic (>5.7 wt%) Ni appears as large NiAl3particles which are detrimental for ductility Over ~ 42 % more brittle intermetallic phases are starting to appear in the Al matrix The most brittle are the AlNi (61-83 wt%) and AlNi3 (85-87 wt%) Also known as nickel aluminides potential for high temperature structural applications, but with almost 0% ductility


14 Case Study Aluminium Contamination Validation Element Weight% Atomic% Al Si Cr Ni Totals Nickel homogeneously spread in the aluminium matrix

15 Case Study Aluminium Contamination Validation Spectrum Al wt% Si wt% Cr wt% Ni wt% Total SumSpectrum Spectrum Spectrum Spectrum Spectrum Spectrum At some points nickel content is relatively high Phase diagram would suggest high volume percent of brittle intermetallic phases in the Al matrix Nickel content could be even higher at some points, but due to the crack Al noise could be measured from different planes
16
 Custom alloys and sizes available Gas Atomisation / Plasma Atomisation / Plasma Spheroidisation / Rotary Atomisation")
17 Why choose LPW for your AM metal powders Single source of all AM metal powders (Al, Ti, Ni, Co, Fe based alloys) standard products Standard powders supplied from stock target 48 hours on receipt of order Capable of supplying non-standard alloys (Ta, W, Mo, WC, WC-CoCr) Custom alloys and sizes available Gas Atomisation / Plasma Atomisation / Plasma Spheroidisation / Rotary Atomisation Certified to ISO 9001, ISO 13485, AS9100, & AS9120 Powders supplied with certificate of conformance including chemistry and sizing data Custom packaging and labelling available Offer long term supply agreements offering lower inventory costs and reduced idle machine time LPW research, development and applications expertise enable delivery of optimized powder specific to your application for your particular AM system

18 Additive Manufacturing Powders What s important? Cost Stability Additive Manufacturing Solutions Quality Cost LPW has developed a complete range of alloys at an affordable price. Stability We re the market leader in the development and supply of optimised metal powders for Selective Laser Melting, Laser Metal Deposition and Electron Beam Melting. Quality Quality is ensured by strictly adhering to ISO 9001, AS 9120, AS 9100 and ISO certified procedures.



19 Plasma Spheroidisation Before After


20 Plasma Spheroidisation Haynes 230 Treatment H230 Alloy Ni Cr W Mo Fe Co 57% max 22% 14% 2% 3% max 5% max Before After 1100 ppm O g/cc 10.6 sec/50g 150 ppm O g/cc 9.3 sec/50g
21

22 Transport/Handling Risk For confidence in the AM process, a feedstock powder needs to be verified over its lifecycle, PowderTrace offers this traceability through: Minimising Contamination Large volume, intelligent storage of up to 400 kg of powder Stainless steel hoppers fully sealed under an inert atmosphere Poka Yoke use Sensors monitor weight, humidity, temperature, pressure and oxygen content Data can be accessed in PowderSolve for powder traceability Efficiency Optimisation of workflow Removal of Manual Handling/Human Factors On-site material monitoring Rapid access to powder history through PowderSolve Customisable to your specific requirements




23 POWDERSOLVE is a secure software management system developed specifically for SLM and EBM applications. It tracks the complete lifecycle of your powder and provide a comprehensive level of characterisation and quality control information Secure software solution Company account profile User profiles Machine profiles Storage locations Quality control production applications Tracking complex powder history Total Process Data Capture

24 Powder - Quality & Traceability

25 Powder - Quality & Traceability
 Sieve Analysis (ASTM B214) Particle Size Distribution by Laser Size Diffraction (ASTM B 822-02) Powder Imaging (SEM) Powder Cross-Section/Porosity Imaging (SEM)")
26 Testing and analysis of AM metal powders and built parts Physical Analysis Apparent/Bulk Density (measurement according to ASTM B212) Tap Density (ASTM B527) Hall Flow (ASTM B213) Angle of Repose (LPW internal procedure) Sieve Analysis (ASTM B214) Particle Size Distribution by Laser Size Diffraction (ASTM B ) Powder Imaging (SEM) Powder Cross-Section/Porosity Imaging (SEM) Metallographic sample preparation & examination (SEM) Rheometry and Shear Cell Analysis True Density by Helium Gas Pycnometry (ASTM B923) Quantitative Shape Analysis (Optical & SEM) Chemical Analysis Full Chemical Analysis including residual elements and interstitials (various techniques as appropriate) Undertaken by ISO17025/Nadcap Approved Lab Oxygen, Nitrogen, and Hydrogen Analysis by Inert Gas Fusion Elemental Analysis/Contamination Screening (EDX) Moisture Analysis by Karl Fischer titration All testing to ASTM as standard ISO upon request, adding consistency and confidence to your process
27