Department of Chemical & Polymer Engineering University of Engineering & Technology Lahore (FSD Campus)
|
|
|
- Adrian Kelly
- 5 years ago
- Views:
Transcription
1 Department of Chemical & Polymer Engineering University of Engineering & Technology Lahore (FSD Campus) 1

2 Nondestructive testing (NDT) use test methods to examine an object, material or system without impairing its future usefulness. Non-destructive testing is often required to verify the quality of a product or a system. 2
3 1. AET - Acoustic Emission Testing 2. ART - Acoustic Resonance Testing 3. ET - Electromagnetic Testing 4. IRT - Infrared Testing 5. LT - Leak Testing 6. MT - Magnetic Particle Testing 7. PT - Dye Penetrant Testing 8. RT - Radiographic Testing 9. UT - Ultrasonic Testing 10. VT - Visual Testing (VI - Visual Inspection) 3


4 1. Visual Testing (Visual Inspection) 2. Dye Liquid Penetrant 3. Magnetic Particle Testing 4. Ultrasonic Testing 5. Eddy Current 6. Radiographic Testing 4


5 Most basic and common inspection method. Visual Inspection, used in maintenance of facilities, mean inspection of equipment and structures using either or all of raw human senses such as vision, hearing, touch and smell and/or any non-specialized inspection equipment. 5

6 Visual testing or inspection offers a wide range of options to secure proper system or product quality. Portable video inspection unit with zoom allows inspection of large tanks and vessels, sewer lines. 6


7 Robotic crawlers permit observation in hazardous or tight areas, such as air ducts, reactors, pipelines. Most discontinuities that are surface breaking or result in the deformation at the surface i.e. 1. Cracks 2. Holes 3. Corrosion 7
 or Penetrant Test ( PT) is fast, economical and")

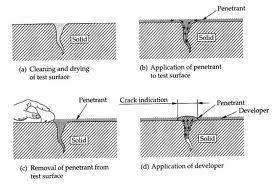
8 Dye Penetrant Inspection (DPI) also called as Liquid Penetrant Inspection (LPI) or Penetrant Test ( PT) is fast, economical and widely used non destructive test method to detect surface-breaking discontinuities in all nonporous materials (metals, plastics, or ceramics). 8
9 DPI is based upon capillary action, where low surface tension fluid penetrates into clean and dry surface-breaking discontinuities. Penetrant may be applied to the test component by dipping, spraying, or brushing. After adequate penetration time has been allowed, the excess penetrant is removed, a developer is applied. 9
10 The developer helps to draw penetrant out of the flaw where an invisible indication becomes visible to the inspector. Inspection is performed under ultraviolet or white light, depending upon the type of dye used - fluorescent or nonfluorescent (visible). 10
11 11
 is a nondestructive test method for the")

12 Magnetic Particle Inspection (MPI) also sometimes called as Magnetic Test (MT) is a nondestructive test method for the detection of surface and sub-surface discontinuities in ferrous materials such as iron, nickel, cobalt, and some of their alloys. 12

13 The process puts a magnetic field into the part. The piece can be magnetized by direct or indirect magnetization. Direct magnetization occurs when the electric current is passed through the test object and a magnetic field is formed in the material. 13
14 Indirect magnetization occurs when no electric current is passed through the test object, but a magnetic field is applied from an outside source. 14

15 The magnetic lines of force run from one pole to the other, and the poles are positioned such that any flaws present run normal to these lines of force. 15

16 The presence of a surface or subsurface discontinuity in the material allows the magnetic flux to leak. Ferrous iron particles are then applied to the part. 16
17 If an area of flux leakage is present the particles will be attracted to this area. The particles will build up at the area of leakage and form what is known as an indication. The indication can then be evaluated to determine what it is, what may have caused it, and what action should be taken, if any. 17


18

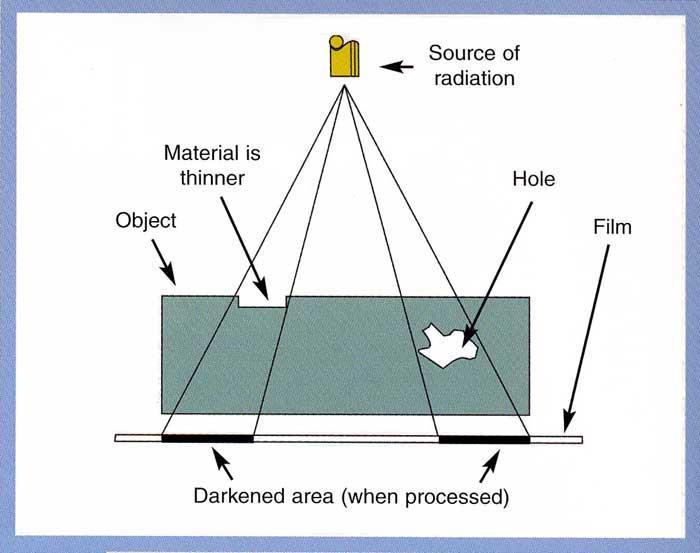
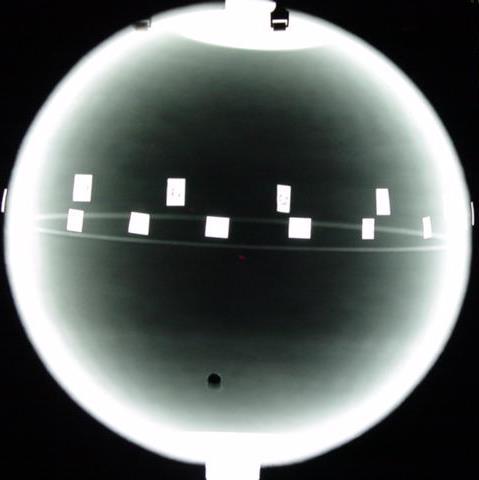
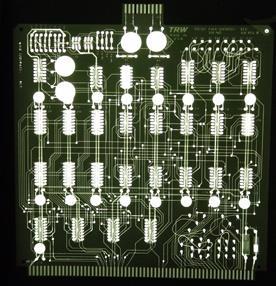
19 Radiography can be used to obtain permanent image of surface and sub-surface (embedded) discontinuities. The same discontinuities can be radiographed again after a period of service life and the radiographs can be compared to measure the change in the size and shape of the discontinuity.
20 The part is placed between the radiation source and a piece of film. The part will stop some of the radiation. Thicker and more dense area will stop more of the radiation. The film darkness (density) will vary with the amount of radiation reaching the film through the test object. These differences in "absorption" can be recorded on film, or electronically. 20
21 21

22 The energy of the radiation affects its penetrating power. Higher energy radiation can penetrate thicker and denser materials. 22


23

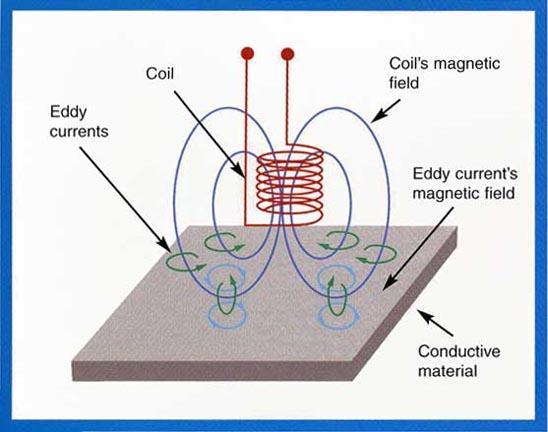
24 Eddy-current test uses electromagnetic induction to detect flaws in conductive materials. 24
25 25
26 The eddy current test set-up consists of a circular coil which is placed on the test surface. The alternating current in the coil generates changing magnetic field which interacts with the conductive test surface and generates eddy current. 26
27 The flow of eddy current can be disrupted due to change in resistivity or conductivity, magnetic permeability, any physical discontinuities. The change in eddy current flow and a corresponding change in the phase and amplitude is measured against known values. 27

28 High frequency sound waves are introduced into a material and they are reflected back from surfaces or flaws. Reflected sound energy is displayed versus time, and f inspector can visualize a cross section of the specimen showing the depth of features that reflect sound. initial pulse crack echo back surface echo plate crack Oscilloscope, or flaw detector
29 Inspection of Raw Products Inspection Following Secondary Processing In-Services Damage Inspection 29



30 Forgings, Castings, Extrusions, etc.






31 Machining Welding Grinding Heat treating Plating etc.



32 Cracking Corrosion Erosion/Wear Heat Damage etc.





33 Electromagnetic devices and visual inspections are used to find broken wires and other damage to the wire rope that is used in chairlifts, cranes and other lifting devices.




34 Robotic crawlers use ultrasound to inspect the walls of large above ground tanks for signs of thinning due to corrosion. Cameras on long articulating arms are used to inspect underground storage tanks for damage.




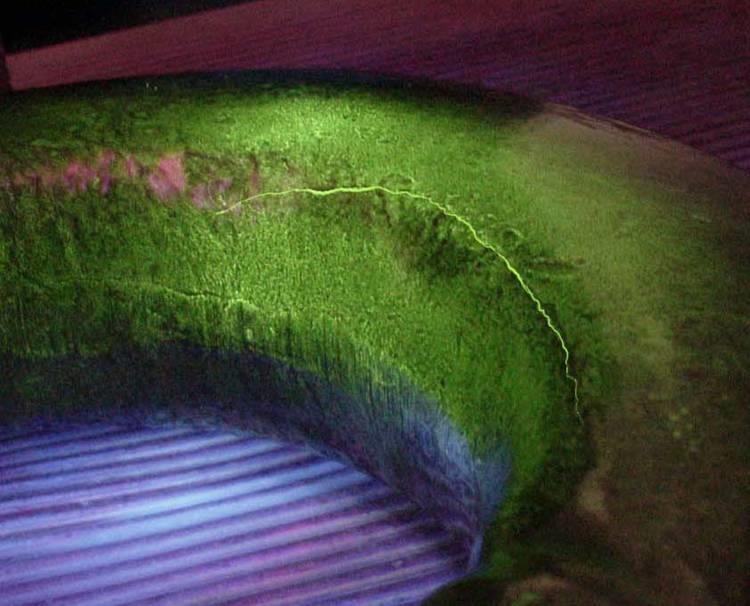
35 Nondestructive testing is used extensively during the manufacturing of aircraft. NDT is also used to find cracks and corrosion damage during operation of the aircraft. A fatigue crack that started at the site of a lightning strike is shown below.



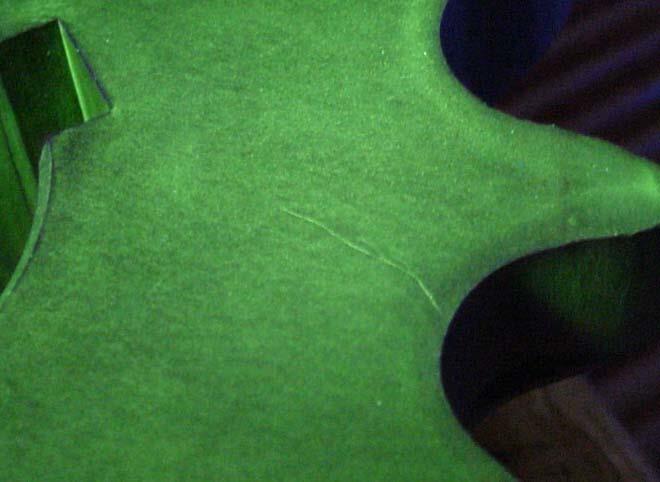
36 Aircraft engines are overhauled after being in service for a period of time. They are completely disassembled, cleaned, inspected and then reassembled. Fluorescent penetrant inspection is used to check many of the parts for cracking.


37 The failure of a pressure vessel can result in the rapid release of a large amount of energy. To protect against this dangerous event, the tanks are inspected using radiography and ultrasonic testing.





38 Special cars are used to inspect thousands of miles of rail to find cracks that could lead to a derailment.



39 The US has 578,000 highway bridges. Corrosion, cracking and other damage can all affect a bridge s performance. The collapse of the Silver Bridge in 1967 resulted in loss of 47 lives. Bridges get a visual inspection about every 2 years. Some bridges are fitted with acoustic emission sensors that listen for sounds of cracks growing.



40 NDT is used to inspect pipelines to prevent leaks that could damage the environment. Visual inspection, radiography and electromagnetic testing are some of the NDT methods used. Remote visual inspection using a robotic crawler. Magnetic flux leakage inspection. This device, known as a pig, is placed in the pipeline and collects data on the condition of the pipe as it is pushed along by whatever is being transported. Radiography of weld joints.


41 Eddy current methods were used to measure the electrical conductivity of the Bell's bronze casing at various points to evaluate its uniformity.
42 42