2.2 PET recycling technology / material lifecycle
|
|
|
- Aubrie Hardy
- 5 years ago
- Views:
Transcription
1
2 2.2 PET recycling technology / material lifecycle Objective:-To achieve a deeper understanding of the aim of plastic recycling, the possibilities to reuse plastics as food contact material again and how to make sure to produce recycled material of consistent safe quality 2
3 Sense of plastic recycling To save the environment: plastics degrade and decompose very slowly; incineration of plastic waste may deliver energy, but produces also toxic gas emissions Waste reduced by refillable plastic bottles is not really the solution (aging of the plastic material, misuse by the consumer, chemicals for cleaning) For sustainability reasons Plastic recycling is done for many years now, but food contact use of R-Plastics is comparatively new 3
4 Why can recycled plastics be a problem for food contact use? You never know the quality of the input-material exactly (microbiology, composition of the plastic, degradation, misuse by the consumer ) It is not easy to consistently use input material of a defined quality The plastics recycling regulation (EC) Nr.282/2006 was created to lay down special requirements so that it became possible to produce foodgrade R- material 4
5 The quality of the input material makes the quality of the final material Each recycling technology has a defined cleaning efficiency (verified with a challenge test) the cleaner the input-material the cleaner the recycled material Only waste-plastic-material with a composition in compliance with the plastics regulation (EU) Nr. 10/2011 may be used as input material Therefore identifiable (former) food packages (bottles) have to be sorted out of the waste 5

6 Lifecycle of PET-BOTTLES Pre-sorted PET bottles Bottle Lifecycle Optoelectronic colour sorting Cutting into flakes washing Separation of different materialdensities and drying Manufacture of trays and sheets Deep-drawing film Optoelectronic colour sorting Fleece-pullover made of PET-fibers PET-fibers R-PET either granulate, flakes or sheet Flakes of equal colour enter recycling process 6 R-PET-bottles


7 Bottle-to-bottle Consumers dispose of empty beverage bottles in special waste baskets (blue or yellow) In different countries different companies take over responsibility for the sorting 7

8 Sorting of post-consumer bottles 8

9 Sorting of post-consumer bottles Several steps of sorting Colour Different plastics Different first use: - cosmetics - pharmaceuticals - cleaning products - chemicals 9


10 Pressedbottlesin bigbags Where do they come from? 10

11 Flakes as input material Many recyclers buy flakes as input material All flakes look the same input or output! Documentation of the quality is inevitable! 11

12 Many sorting and cleaning steps ahead of the real recycling process 12
13 Washing of the flakes Deep cleaning Hot caustic soda solution (NaOH + detergent) > 50 C Swelling of the surface Peeling-effect Drying 13
14 14
 Nr.")
15 Recycling process Different technologies with the same aim: - efficient cleaning to reach a quality in compliance with the provisions of regulation (EU) Nr. 10/2011 (again) - Gaining of a sufficiant Intrinsic Viscosity value (ivvalue) o important for blowing bottles 15

16 IV-value 16
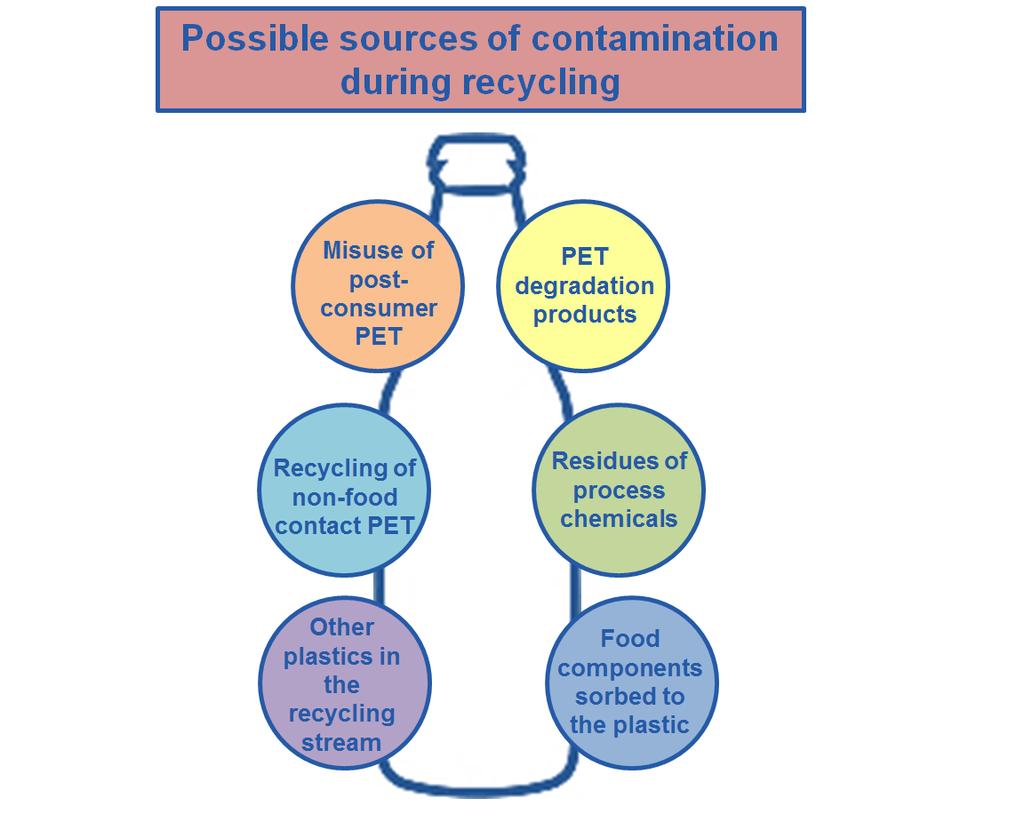
17 5% non-food limit Valid for all decisions Not more than 5% of non-food-packaging-origin Post consumer beverage bottles: risk of misuse by the consumer - Repeated use of beverage bottles meant for single use - Refilling with other beverages (tea, lemonade, ) contamination with food-components - Refilling with detergents, chemical liquids chemical contamination - Degradation products of the polymer or of plastic additives These risks must be covered by the cleaning efficacy of the technology challenge test passed! 17
18 Offcuts and scraps from the production of plastic food contact materials Recital 7 of REGULATION (EC) NO.282/2008 Offcuts and scraps from the production of plastic food that has not been in contact with food or otherwise contaminated and is re-melted on the premises into new products or sold to a third party as part of a quality control system in compliance with the rules for good manufacturing practice laid down in Regulation (EC) No 2023/2006 would be considered as suitable for food contact applications and should not fall under the scope of this Regulation. All other offcuts and scraps from the production of plastic food contact materials should fall within the scope of the present Regulation. ATTENTION! THERE EXISTS A TRADING WITH SUCH OFFCUTS! 18
19 Labelling of the Input-Material For traceability reasons proper labelling is important For identification Material at each step of the whole life cycle has to be identifiable and linked to the relevant QAdocuments 19
20 Recycling Chemical recycling (depolymerisation): cutting into monomers - (US: tertiary recycling) - Not included in the scope of REGULATION (EC) No.282/2008 Mechanical recycling: melting and reforming, the basic structure of the polymers is not altered during the process - (US: secondary recycling) - Covered by REGULATION (EC) No.282/
21 Mechanical recycling - superclean The final material has to fulfil the requirements of the plastics-regulation (EU) Nr. 10/2011 melting alone is not enough to remove contaminants Higher cleaning efficiency by high temperature and low pressure, under a nitrogen atmosphere Vaporisation of contaminants 21
22 Critical process-steps to reach foodgrade -R-material Each EFSA opinion shows the critical steps of the particular technology - usually steps 2 and/or 3 European technologies are a little bit less aggressive than the American (e.g. URRC-process) - In USA there are not as strict requirements on the inputmaterial as in the EU - More contamination of the input-material means more aggressive cleaning 22
23 Vaporising of Contaminants Deep cleaning by: Each heating-step Applying vacuum Oxygen-free atmosphere (to avoid oxidation and degradation of the plastic melt) more aggressive technologies use NaOH under the above mentioned conditions to shave the surface of the flakes (to remove printing ink and other contaminants) 23
24 Steps of a Recycling Process A STEP 1: washing of the post consumer flakes STEP 2: heating of the flakes (160 C/ approx. 60 min) STEP 3: Pelletising of the amorphous PET and crystallising STEP 4: deep cleansing in a SSP-reactor (>190 C, vacuum <10mbar, residence time 6 hours) Final product: pellets 24
25 Steps of a Recycling Process B STEP 1: washing of the post-consumer flakes STEP 2: heating the flakes for crystallisation (batch reactor/vacuum) STEP 3: Flakes in continuous reactor (high temperature/vacuum) STEP 4: material extruded to pellets Final product: pellets 25
26 Steps of a Recycling Process C STEP 1: flakes are coated with a solution of caustic soda and heated to de-polymerise the flakes surface (etching) STEP 2: drying of the flakes STEP 3: flakes into continuous rotary oven under counter flow of dry air/vacuum/shear agitation, sieving STEP 4: post-treatment to remove residual sodium hydroxide with a weak acid wash followed by rinsing and drying of the flakes. Final product: flakes 26
27 Identification of critical parameters Laid down in the EFSA-scientific-opinions Listed in the decision CMSS (compliance monitoring summary sheet) Practical exercises in module
28