Latest improvements for hot forming dies and technologies
|
|
|
- Percival McGee
- 5 years ago
- Views:
Transcription
1 Latest improvements for hot forming dies and technologies Techtank Conference 2017 Olofström - Sweden Jose Miguel Martin
2 SUMMARY 1. Company introduction 2. Multi properties solutions 3. Cutting solutions for process improvements 4. Hot forming technologies for other materials


3 COMPANY INTRODUCTION Hotteknik: Business Unit for Hot Forming Technology
4 COMPANY INTRODUCTION

5 COMPANY INTRODUCTION Turnover Workforce 97 M 174 M 22% 1% 3% 13 M Automotive Systems Energy 74% Automotive Systems Stamping Dies Energy Stamping Dies Group Services TOTAL 284 M AVERAGE 1.600

6 COMPANY INTRODUCTION Hot forming:
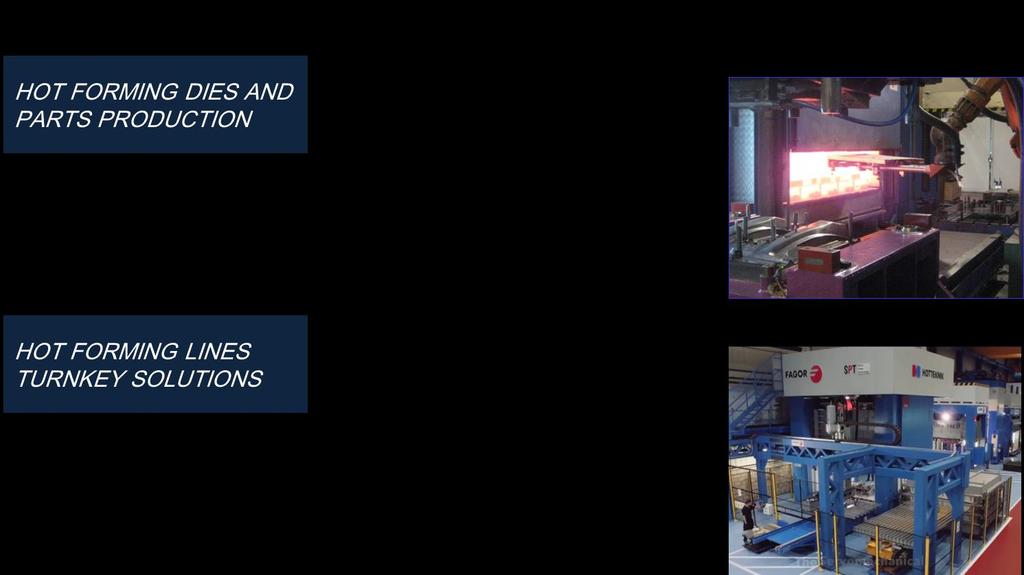

7 COMPANY INTRODUCTION




8 MULTI PROPERTIES SOLUTIONS Multi Properties parts solutions: Different engineering solutions to improve car crash performance. Optimizing mechanical properties and thickness of the part for saving weight and improving crash performance.



9 MULTI PROPERTIES SOLUTIONS Tailor quenched parts: Different microstructures(properties) can be achieved by controlling the cooling rate. Tailor quenched considerations: To have good contact in die due to material dilatation. To get good geometrical and mechanical properties part. Different tool steels tested. Study low thermal conductivity steels capability for tailor tempering. Different temperature ranges influence in final properties. Insulation solution between different areas. Final part geometry compensation (Springback). Technically supported by:






10 MULTI PROPERTIES SOLUTIONS * Simulation part dimensional measurements * Experimental part measurements Conclusions: Low conductivity materials have slight influence. The principal driver is the temperature of the steel block. Depending on final mechanical properties, tool temperature must be adjusted (Up to 450ºC-500ºC for HV) Tool expansion and springback must be compensated to achieve a good final geometrical accuracy Air gaps between blocks assure a good insulation between hot and cold areas Transition areas can be achieved between mm.
 1.")


11 MULTI PROPERTIES SOLUTIONS Alternative to compensate tool expansion (Tailor Tempering) 1. Compensate the expansion of the heated steel blocks by analytical calculations or simulations 2. Milling heated steel blocks at production temperature. Considerations for milling at production temperature: Cooled milling head Milling head sensorized Heated steel block sensorized Thermographic camera for thermal measuring Photogrammetry for geometrical measurement Technically supported by:


12 CUTTING SOLUTIONS FOR PROCESS IMPROVEMENTS Pre developed blank solution: Some areas are not laser cut after forming in order to reduce process cost. In areas where the trimming tolerances range allow it. Part process feasibility must allow work with pre developed solution. Pre developed blank shape considerations: Analysis of areas and tolerances with pre developed blank Accurate centering systems for repeatability of process. Several blank shape iterations. Adjustment of parameters in simulation to reduce blank shape iterations. Conclusions: Implemented solution in several produccion dies. Project: JLR
.")
 Tool steel, heat treatment and coatings selection")

13 CUTTING SOLUTIONS FOR PROCESS IMPROVEMENTS Hot Piercing solution: Some holes can be pierced in the forming operation to reduce cost. Implemented when part holes tolerances are reduced (location holes). Hot Piercing considerations: Die design (Cooling channels, Cutting tools and scrapping) Cutting process parameters (Clearance, Sharp edge, Cutting temperature ) Tool steel, heat treatment and coatings selection in active parts. Cutting effort and thermal hole dilatation compensation. Conclusions: Process cost can be reduced. Higher die manufacturing complexity. Lower cutting effort due to blank temperature. Technically supported by:

 Tool Stiffness (clearance variation during cut")
14 CUTTING SOLUTIONS FOR PROCESS IMPROVEMENTS Hard Cutting solution: Some customers allow hard cutting process. Depending on project volume this process can be competitive. Hard Cutting considerations: Tool steel selection in active parts. Optimization cutting parameters (angles, clearances, sharp ) Tool Stiffness (clearance variation during cut process) Optimization Heat treatment and coatings. Sock absorber is needed (press or die) Project: FIAT
.")


15 CUTTING SOLUTIONS FOR PROCESS IMPROVEMENTS Conclusions: Tool stress can be calculated by simulation (FEM). Tool stress is dependent on punching clearance and cutting edge radius. The reaction force is calculated and this value must be used for a correct die design to prevent excessive tool displacement during the trim operation. Lower stress with optimal radius in the cutting edge. Process cost can be reduced. Higher dies investment




16 HOT FORMING TECHNOLOGIES FOR OTHER MATERIALS HS Aluminum and Magnesium Formability for these materials is poor at room temperature. Hot stamping processes can improve their formability. Technically supported by: MATERIAL TESTED: Automotive Aluminum: - AA AA AA AA 7075 Magnesium: - AZ 31
17 Batz font. 14 pts. Name Surname THANKS FOR YOUR ATTENTION Jose Miguel Martin Hot Forming Key Account Manager