Solid separation processes. Ali Ahmadpour Chemical Eng. Dept. Ferdowsi University of Mashhad
|
|
|
- Shawn Houston
- 5 years ago
- Views:
Transcription
1 Solid separation processes Ali Ahmadpour Chemical Eng. Dept. Ferdowsi University of Mashhad
2 Contents Introduction Physical properties of solids Separation of particulates & powders Air classification 2

3 References Particle size measurements, T. Allen, 1997 Vol. 1: Powder sampling and particle size measurements Vol. 2: Surface area and pore size determination Powder surface area and porosity, Lowell & Shields, 1983 Powder technology: fundamentals of particles, powder beds, and particle generation, M. Hiroaki, H. Ko, Y. Hideto, 2007 Air pollution control equipment, H. Brauner & Y.B.G. Varma,
4 Introduction Separations involving solids, together with their properties which influence the separation will be discussed. The removal of solids from gases will be illustrated, to show some of the difficulties in selecting solids separation methods. Solids come in many forms, shapes and sizes, so some discussions of the main properties of solids which will influence different types of separation processes will be discussed. 4
5 Mechanical solid separation techniques Solids from liquids Sedimentation: Principles: gravity, centrifugal, electrostatic, magnetic centrifugation Examples: gravity settlers, centrifugal clarifiers, hydrocyclones; use of chemical flocculants or air flotation Filtration: Principles: gravity, vacuum, pressure and centrifugal Examples: sand and cake filters, rotary vacuum filters, cartridge and plate and frame filters, microfilters, use of filter aids Solids from gases 5
6 Physical properties of solids Solids come in a wide variety of shapes and sizes. Solids contain moisture ranging from <10% to > 90%. Some operations where separations from solids is involved, are: Cleaning of products, Sorting and size grading, Fractionation or recovery of the main components within the solid bulks. 6
7 Cont. Some separation operations is concerned with the fractionation of solids (in their particulate or powder form), and their recovery from other materials. Separation of powders are based on factors such as: size and shape, density differences, flow properties, color and electrostatic charge, An important pretreatment for many operations is size reduction, but in some cases very fine powders provide processing problems, and agglomeration may be used to improve flow characteristics and wettability. 7
8 Physical properties of solids 8
9 Classification of powders Particle size and particle size distribution Particle shape Particle density Forces of adhesion Bulk properties Bulk density and porosity Flowability 9
10 Particle size and PSD Operations that result in the production of a powder, e.g. milling or spray drying, will give rise to a product with a distribution of particle sizes and this distribution is of extreme importance and will affect the bulk properties. Particle size can be measured by measuring any physical property which correlates with the geometric dimensions of the sample. geometric characteristics, such as linear dimensions, areas, volumes, mass (microscopy or image scanning techniques); settling rates (wet and dry sieving methods); interference techniques such as electrical field interference and light or laser scattering or diffraction (electrical impedance methods such as the Coulter counter, laser diffraction patterns). 10
11 Sampling Since particles can vary in both shape and size, different methods of particle size analysis do not always give consistent results. different physical principles being exploited, size and shape are interrelated. Sampling is important to ensure that a representative sample is taken, usually by the method of quartering. The results are present in the form of a distribution curves: Frequency distribution (histogram) Cumulative distribution 11
12 Frequency (F) and Cumulative (C) distributions 12
13 Cont. From the distribution curves, mean diameter, median diameter and standard deviation can be calculated. Mean diameter: Median diameter: the diameter which cuts the cumulative distribution in half. Standard deviation: Sauter mean particle diameter (d 3/2 ): d n i n d i i n i d n i d 2 d 3/ 2 n n i i d d 3 i 2 i 13
14 Cont. Sauter diameter (d 3/2 ): Equivalent diameters: For particles with shapes other than sphere, the diameter is calculated from the comparison of their surfaces or volumes to sphere. Surface area Volume 6 d 3/ 2 S d 2 s d s 6 1/ V d 6 3 v d v 6 1/ S V d d 3 v 2 s / 6 S v 6d d 2 s 3 v 6 d sv 14
15 Cont. The particle size and distribution has a pronounced effect on interparticle adhesion, which will affect some of the bulk properties, such as bulk density, porosity, flowability and wettability. 15

16 16
17 Feret's Diameter. This is depicted as dimension 'A', it is the overall length from 'tip-to-tail' of the particle. Martin's Diameter. This is depicted as dimension 'B', it is the length of a theoretical horizontal line, which passes through the centre of gravity of the particle, to touch the outer boundary walls of the particle. Projected Area Diameter. This is depicted as dimension 'C' and is the diameter of a theoretical circle, which would contain the same projected area as the irregular particle. Equivalent Diameter. This is the diameter of a sphere, which would contain the same volume as the irregular particle. Aerodynamic Diameter. This is the diameter of a spherical particle that exhibits the same settling velocity as the irregular particle. 17
 18")
18 Sampling technique (Coning and quartering process) 18
19 Sampling devices 19
20 Sampling points 20
21 Sampling devices 21


22 Unit dose sampler SLOT SAMPLER A popular sampler in the pharmaceutical industry for taking a small volume cohesive powder sample. For target, multilayer and average sampling 22

23 Powder sampler 23

24 Sampling from falling streams 24

25 Sample splitter 25
26 Particle shape Sphere has the lowest and a chain of atoms has the highest surface/volume ratio. The relation between particle s surface area and shape can be shown by assuming two particles with same weights one in sphere and the other in cubic forms. M cube M sphere V V Vcube Vsphere cube sphere l 3 cube 4 3 r 3 sphere S cube l 6 cube S sphere r sphere 3 S S cube sphere 2 r sphere l cube 26
27 27 Porosity Porosity is the summation of surfaces of those pores that their depths are more than their diameters. Surface area of non-porous sphere particles: Particles with r = 0.01 m and = 3 g/cm 3 have 100 m 2 /g surface area. Particles with r = 0.1 m and = 3 g/cm 3 have 10 m 2 /g surface area. Particles with r = 1 m and = 3 g/cm 3 have 1 m 2 /g surface area. But, porous particles with r = 1 m and = 3 g/cm 3 have >1000 m 2 /g surface area. This shows the importance of porosity. 1 i i 2 i n 2 n t N r 4 N r N r N r 4 S 1 i i 3 i n 3 n N r 3 4 N r N r N r 3 4 M V r 3 S N r N r 3 M S S 1 i i 3 i 1 i i 2 i t
28 Particle density The density of an individual particle is important as it will determine whether the component will float or sink in water or any other solvent; the particle may or may not contain air. Air has a density of 1.27 kg/m 3. Therefore, this equation is not applicable where there is a substantial volume fraction of air in the particle. 28
29 Cont. An estimate of the volume fraction of air (V a ) can be made from: Differences in particle densities are exploited for several separation techniques, e.g. flotation, sedimentation and air classification. 29
30 Forces of adhesion There are interactions between particles, known as forces of adhesion and also between particles and the walls of containing vessels. These forces of attraction will influence how the material packs and how it will flow. Interparticle adhesion increases with time, as the material consolidates. Flowability may be time-dependent and decrease with time. 30
31 Fractal geometry To characterize rough or textured surfaces, Mandelbrot suggested a new geometry in According to him, there are new dimensions between the common dimensions of 1, 2, and 3 known as fractal dimensions (D). Brian Kaye (1991) has elaborated the importance of fractal geometry in particle characterization. 31
32 Cont. If we put a irregular shape in a polygon with length of, its perimeter (P ) will be increased by reduction of length. Polygon with n sides: Mandelbrot showed that: P n k 1D Therefore, plotting logp vs. log gives a straight line with 1-D slope. P 32
33 Cont. 33


34 Cont. 34

35 35



36 36



37 Fractal in nature 37
38 Bulk properties In most operations, the behavior of the bulk particles is very important. The bulk properties of fine powders are dependent upon: Geometry, Size, Surface characteristics, Chemical composition, Moisture content, and Processing history. 38
39 Cont. The behavior of powders influenced by forces of attraction (or repulsion) between particles is called cohesiveness. For cohesive powders, the ratio of the interparticle forces (F) to the particles own weight is large. F 1/d 2 small particles adhere to each other more strongly than large particles. For majority of particles, when the particle size exceeds 100 m, they are non-cohesive (free flowing). Increase in moisture content makes powders more cohesive. 39
40 Bulk density and porosity The bulk density ( b ) is an important property, especially for storage and transportation, rather than separation processes. b = (mass / total volume occupied by the material). Total volume includes air trapped between the particles. The volume fraction trapped between the particles is known as the porosity (). 1 b s 40
41 Cont. True (Skeletal) density: measured with helium (mass / volume of the solid). Apparent density: measured by liquid displacement (mass / voids volume + solid volume). Bulk densities: Loose density: (mass / total volume occupied by the material). Compact (tap) density: (mass / total volume occupied by the material after mechanical compression). 41
42 Cont. The ratio of tapped bulk density to the loose bulk density is referred to as the Hausner ratio. Hayes (1987) quotes the following ranges: 42
43 43
44 Flowability The flowability of powders is very important in their handling. Flowability increases with increasing particle size and decreasing moisture content. Factors used to assess flowability are: Compressibility Cohesiveness Slide angle: Placing the powder sample on a flat smooth horizontal surface and then slow inclination until the powder begins to move The angle at which movement occurs is the slide angle. Angle of repose: This is useful in the design of powder handling systems. Its value depends upon the method of determination (forming a heap, bed rupture, or rotating drum method). It is affected by frictional forces and interparticle attractive forces. 44
45 Cont. According to Carr: Angles up to 35 free flowability; some cohesiveness; cohesiveness or loss of free flowability; >55 very high cohesiveness, very limited or zero flow. 45
46 Slide angle 46


47 Angle of repose 47

48 Angle of repose 48
49 Cont. A more fundamental method for flow behavior of powders is based on the work of Jenike. A flow cell is used, where the powder is first consolidated to a particular bulk density and porosity. It is then subjected to a compressive force (N) and the shear force (S) required to cause the powder to yield and shear is determined. These readings are converted to a normal stress () (N/A) and a shear stress () (S/A). 49
50 Solid characterization (a) Jenike flow cell; (b) normal stress against shear stress, for a non-cohesive powder, = angle of friction; (c) yield locus for a cohesive powder for powders compacted to different initial porosities; porosity 1 > 3; 50
51 Cont. Unconfined yield stress (f c ) Major consolidation stress ( l ) The ratio of l /f c which is called the Jenike flow function, is an indicator of the flowability of powders. Its values correspond to the following characteristics: 51
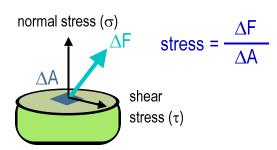

52 Definition of stress 52




53 Types of stress Shear Stress Bending Stress 53
54 Cont. The flowability is extremely useful for designing hoppers, bins, pneumatic conveying systems and dispensers. The hydrodynamics of powder flow are different to that for liquids. The pressure does not increase linearly with height, rather it is almost independent. They can resist appreciable shear stress and can, when compacted, form mechanically stable structures that may halt flow. Also, any pressure or compaction can increase the mechanical strength and hence the flowability. 54
55 The behavior of bulk solids in silos v : vertical stress h : horizontal stress : stress ratio 55
56 Cont. Pressures in fluids and stresses in bulk solids 56
57 Cont. Qualitative courses of wall normal stresses ( w ) and assumed trajectories of the major principal stress ( 1 ) 57
58 Cont. Wall normal stress in funnel flow silos a. steep border line b. flat border line 58


59 Cont. 59


60 Cont. 60
61 Separation of particulates and powders The separation or recovery of solids from within a solid matrix or from a particulate system is concerned. The main emphasis will be in fine particulate form, so the production of material in a form suitable for separations is often crucial for the process. In this respect, size reduction and milling equipment is important. 61
62 Size reduction Size reduction is a very important preliminary operation for several separation processes, extraction operations, or expression processes. Crushing: reduction of coarse material down to a size of about 3 mm. Grinding: production of finer powdered material. The degree of size reduction can be characterized by the size reduction ratio (SRR). 62
63 Cont. The main forces involved in size reduction are: compressive forces, impact forces, shear or attrition forces. The fracture resistance increases with decreasing particle size. In selection of appropriate equipment for size reduction, two things need to be considered: particle size range required, hardness of the material. Hardness can be measured in Mohs, whose scale ranges between 0 and 8.5. very soft ( < 1.5 Moh), soft (1.5 to 2.5 Moh), medium hard (2.5 to 4.5 Moh), hard (4.5 to 8.5 Moh). 63
64 Cont. Different mills for processing grains include: 1) Hammer mills: general-purpose mills; impact forces; used for spices, sugar and dried milk powder. 2) Roller mills: one or several sets of rollers; compressive forces; SRR is <5; used for milling of wheat; size range m. 3) Disc attrition mills: two discs, one is stationary and the other moving; peripheral velocity of 4-8 m/s; used for grindings; size range down to 100 m. 4) Ball mills: tumbling mills used for very fine grinding processes; a horizontal slow-speed rotating cylinder contains steel balls (d= mm) of hard stones; impact and shear mechanism. 64


65 Hammer mill 65

66 Roller mill 66


67 Disc attrition mill 67


68 Pin mill 68


69 Ball mill 69
70 Cost of milling The particle size affects the cost of milling and the energy requirement. Energy is based on the following equation: where de is the energy required to produce a small change in diameter dd and K m is a characteristic of the material. The three main equations result from different values of n are: 70
71 Wet milling Wet milling is achieved by wetting the material and the feedstock is ground in a suspension in the liquid, which is often water. Energy requirements are usually slightly higher than for dry milling but a finer powder is obtained and dust problems are eliminated. Often wet milling is useful as part of an extraction process, whereby soluble components are transferred from the solid to the liquid phase. 71

72 Sieving Sieving is the easiest and most popular method for size analysis and separation of the components within powders. A sieve is an open container with uniform square openings in the base. The effectiveness of a sieving process depends upon: amount of material placed on the sieve, type of movement, time of the process. 72
73 Cont. The sieving time can be affected by the following factors: the material characteristics, e.g. fineness, particle shape, size distribution, density; intensity of sieving; nominal aperture size of the test sieve; characteristics of sieving medium; humidity of the air. 73
74 Air classification Air classification is a means of using a gaseous entraining medium, which is usually air, to separate a particulate feed material (for particles <50 m) into a coarse and fine stream, on a dry basis. Separation is based mainly upon particle size, although other particle properties, such as shape, density, electric, magnetic and surface properties may play a part. 74
75 Simple classifiers (a) aspiration F = fan; (b)fractionation L = large; S = small particles; (c) zig-zag classifier. 75
76 Commercial air classifiers In commercial air classifiers, the gravitational force is used supplemented by a centrifugal force. This is essential for separating small particles and speeds up the separation process. Air classifiers are categorized by factors, such as: the forces acting upon the particles; e.g. the presence or absence of a rotor, the drag force of the air and the presence of collision forces; the relative velocity and direction of the air and particles, controlled by their respective feed systems; directional devices such as vanes, cones or zig-zag plates; location of the fan and fines collection device (internal or external) 76
77 Cont. Other important features are: capacity of the classifier, energy utilization. In processing coal dust and cement classifiers, flow rates of over 100 tonnes/h can be handled. Classifiers handling foods can process more than 5 tonnes/h. 77


78 Commercial air classifiers 78

79 Cyclone separation 79
80 Cyclone 80
81 Cont. 81


82 82

83 Hydrocyclones 83
84 Process characterization In most cases, air classification work is empirical because of the difficulties in quantifying the forces acting upon a particle. One method of characterizing the separation is by means of the cut size. Ideally, all particles below the cut size end up in the fines and all particles above the cut size end up in the coarse stream. The cut size is defined as that size where the weight of particles below the cut size in the coarse fraction is the same as the weight of coarse particles above that size in the fines stream. 84
85 Cont. Factors which influence the cut size are: dimensions of the classifying chamber, peripheral forces the spiral gradient. The cut point can be adjusted by varying: the rotor speed, air velocity, vane setting, feeding rate. 85
86 Cont. By equating these forces when they are in equilibrium, an equation for the cut size (d) can be derived. This is based on Stokes equation: = viscosity of air a = radial speed of air r = clearance of classifier wheel = particle density p = rotational speed 86
87 Cut size determination (a) ideal separation; (b)real separation, weight frequency distribution; 87
88 Grade efficiency The cut size alone does not provide information on how sharp the separation is. An alternative method of evaluation is grade efficiency, which also indicate the sharpness of the separation. The particle frequency distribution is determined by weight for the coarse stream (q c (x)) and feed material (q f (x)). The yield is determined for the coarse stream Yc. The grade efficiency T(x) indicates for any particle size x, the mass fraction of feed material appearing in the coarse fraction. 88
89 Grade efficiency vs particle size (a) ideal separation; (b) and (c) decreasing sharpness. 89
90 Cont. The sharpness of the separation is measured by the ratio k = [x 25t /x 75t ], i.e. the ratio of the sizes giving grade efficiencies of 0.25 and 0.75 respectively. Ideally k = 1.0. The best industrial air classifiers achieve k = 0.7, but typically commercial air classifiers show k values from 0.3 to