K. Jayarajan Division of Remote Handling and Robotics Bhabha Atomic Research Centre
|
|
|
- Roy Berry
- 5 years ago
- Views:
Transcription
1 Automated Fabrication of Thorium Based Fuel: Challenges and Initiatives K. Jayarajan Division of Remote Handling and Robotics Bhabha Atomic Research Centre
2 Outline of Presentation Problems with Thorium-based Fuel AHWR Fuel Cluster AHWR Fuel Facilities Automation in Hot Cell Mock-up Pellet Fabrication Pellet Handling & Inspection Pin Handling & Inspection Cluster Assembly & Disassembly Video of Pin Handling & Inspection Conclusion
3 Radiological concerns of Thorium Thorium (232Th ) is not a fissile material. Fissile material 233U, is made from 232Th in reactor. 233U produced in reactor is contaminated with 232U. Daughter products of 232U, Thallium-208 and Bismuth-212 emits gamma. Energy of 208Tl gamma: 2.6 MeV Activity increases with time. 228Th produced in reactor also emits. Activity of reprocessed Th is much higher than mined Th.
4 Why Mock-up Facility? Shielded facility with remote handling tools is essential Limited experience of fuel fabrication in shielded facility A mock-up facility is being developed to demonstrate fully automated fuel fabrication in shielded facility. The technology developed will be useful for enhancing the level of automation in fabrication of other type of fuels.

 Pins In 3 Rings 1. 2.")
5 AHWR Composite Fuel Cluster Fuel Clusters in the Core: 452 Length: 4.3 m Diameter: 118 mm Weight: 190 kg Fuel Pins in Cluster: 54 Mixed Oxide (MOX) Pins In 3 Rings Th-Pu 18 Th-Pu 24 Th-233U

6 Fuel Pin Diameter: 11.2 mm Length: mm Weight: ~2.5 kg


7 Fuel Pellet Diameter: 9.8 mm Length: 13 mm Density: 9.6 gm/cc
8 Mock-up Facilities Made/ Being made Powder: Fabrication of sintered pellets Pellets: Inspection, degassing, handling, etc. Pins: Pellet insertion, welding, inspection, etc. Cluster: Assembly, disassembly Radio Metallurgy Division (RMD) Division of Remote Handling and Robotics (DRHR) Engineering Design and Development Division (ED&DD) Acknowledgement: AFFF, RED, NFC, Reactor Group
9 Closed Fuel Cycle: Uses Self-Generated 233U Fuel Fuel the Reactor Disassemble Cluster Reprocess & Extract 233U Assemble Cluster Make (ThMOX Pin 233U)

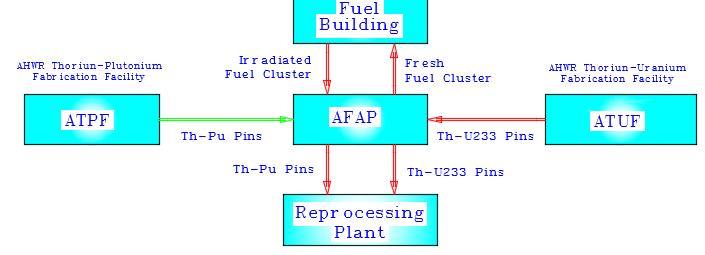
10 AHWR Site: Co-located Facilities

11 Plants for Fabrication and Handling of Fuel


12 Glove Box and Hot Cell Wall thickness: ~ 3 mm Protects operator from alpha Suitable for Pu fuel fabrication Wall thickness: 1-2 m Protects operator from gamma Suitable for 233U fuel fabrication



13 Hot Cell: Typical Components In-cell Crane Master Slave Manipulators Radiation Shielding Window Roof Plug Personal Access Door External Transfer Drawer Inter-cell Transfer Drawer Wall sleeves & Plugs
14 General Considerations in Design Design for remote maintenance/ replacement Optimum use of hot cell space Level of contamination progressively deceases Powder Pellet Pin Cluster Avoid cross contamination Provision for isolating one cell from its adjacent cells Removal of active components using remote handling tools In cells of pellet, pin and cluster
15 Remote Maintenance Modular construction Remotely replaceable components Quick connection of couplings Handling by MSM & Cell Crane Mechanical, electrical, pneumatic Weight, access, visibility Standardisation Components, sub-assemblies, fasteners, connectors, etc.
16 Radiation Tolerance, Contamination, Vacuum Radiation tolerant material Accumulation of contamination Avoid hydraulic actuators Avoid crevice, blind holes Decontamination Avoid organic materials Selection of motors, sensors, cameras, cables, electronic components Washable by water Maintaining negative pressure Pneumatic actuators: leakage should not increase pressure
17 Other Hotcell Constraints/ Requirements Layout Limited space of Hot Cell Hot cell width is limited by MSM reach Expensive to construct and to maintain Interference with MSM, in-cell crane, etc. Visibility through radiation shielding window Shielding integrity Material transfer between hot cell and outside between hot cells Mechanical power transfer from outside to hot cell
18 Types of Equipments (1/ 2) Process Inspection Modification for automation & remote maintenance Development of a new method Machine loading and unloading Modification for automation & remote maintenance Robots, bowl feeder, pushers, etc. Material transfer Screw conveyor, bucket elevator, roller conveyor, rail & vehicle, robot
19 Types of Equipments (2/ 2) Containers with features for automated loading/ unloading Remote handling Master Slave Manipulator In-cell crane Remote viewing Sintering boat, degassing cage, pin cage, pin tray, etc. Radiation Shielding Window CCTV Cameras Controller User interface Safety features, interlocks Feedback
20 Mock-up Facility: Relaxations Used components of inactive material for demo Not demonstrated the proven processes and NDTs Powder, pellets and pins Demonstrated necessary movement of material & tool Demonstrated all dimensional inspection Avoided duplication of tools, wherever possible Modified the layout to accommodate in the space available A few components are not radiation tolerant Ensured that equivalent radiation tolerant components are available
21 Clean Reject Oxide ThO 2 Powder U233 O2 Powder Spacer welded zircaloy Tubes & Hardwares Powder Characterization & Chemical Analysis Degassing Weighing Bottom End Plug Welding Mixing and Milling Composition Check Precompaction Visual, He Leak, Metrology, XRadiography Granulation Final Compaction Oversized Sintering Centerless Grinding MOX Pellets Degassing Th, U Analysis, Dissolutioon Test, Visual, Dimensional, Linear Mass, Metallography, AlphaAutoradiography O/M, Total Gas, Metallic & Nonmetallic impurities Stack Making Stack Length check Stack Loading Powder Top End Plug Welding Compact AHWR Fuel Fabrication Flow Sheet for (Th-U233)O2 Decontamination Contamination Check Welded Pin Inactive Visual, He Leak, XGAR, Metrology, XRadiography, Gamma- Scan, Cover Gas in Pins Fuel Pin Inspection and Storage Assembly Quality Check Precompacts & Granules
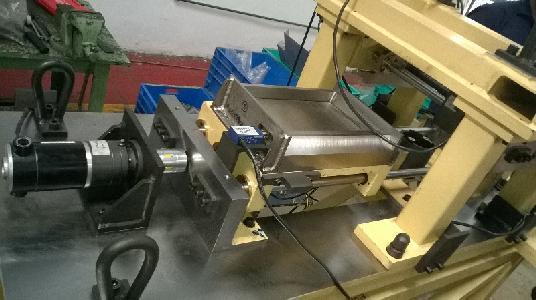
22 Pellet Fabrication RMD and ED&DD


23 Schematic of Pellet Fabrication System Weighing Mixing Milling Pre-compaction Granulation Final compaction Sintering




24 Photographs

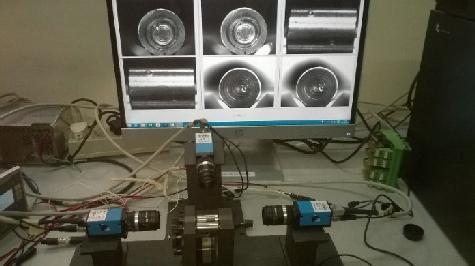
25 Pellet Handling and Inspection
26 Operations on Sintered Pellets Unloading from sintering boat Diameter inspection and sorting Visual inspection of surfaces Degassing Mechanical, LVDT, Laser Loading into a degassing cage Cage handling Degassing in furnace Unloading from the cage Pellet stacking ( mm) Stack length measurement


27 Layout of Equipment





28 Pellet Unloading Station Degassing Cage Boat with Pellets Visual Inspection Station and Monitor Stacking Table

29 Pin Handling and Inspection


30 Components to be Handled Clad Tube (without Top End Plug) Dummy Pin 11.2 dia, 3.86 m long Pin Tray 11.2 dia, 3.45 m long 6 pins/ clad tubes Moved across cells/ within a cell Pin cage 36 pins/ clad tubes Moved from one plant to another in a cask Automated doors
31 Demonstrated Operations Pin Inspection Material handling Pin Cages and Pin Trays between Cells Pin Cages with in the cell Transverse, vertical Clad Tubes, Pins and Pin Trays within the cell Axial (up to 4m), transverse, vertical Remote Visual Inspection Remotely inspect the images from CCTV cameras Length Bow Concentricity of Top End Plug Weld bead size Weight Inter-cell door operation Buffing welded area Opening/ closing Pin Cage Cover
32 Simulated Operations Top-end plug welding X-ray radiography Helium leak detection Gamma scanning Demonstrated Automated movement of pin, Automated closing/ opening of He-chamber


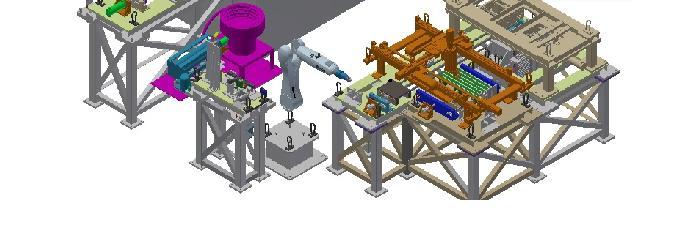
33 Schematic of the Mock-up System



34 Automation Mock-up System


35 Equipments Developed (1/2) Rail Guided Vehicle (RGV) Transfer pin cages/ pins between cells Payload: 250 kg Travel: about 20 m Inter Cell Door Material transfer between adjacent cells Shields one cell from another Robot Arm Pairs Handle 4 m long pins/pin trays Payload:40 kg Cage Transfer Tool Transfer pin cage with in a cell Payload: 250 kg



36 Equipments Developed (2/2) NC Table Pin insertion and removal into/from pin cages Stroke: 4 m Tool for opening/closing the cover of pin cage Various tools for transfer, rotation and clamping of pins Inspection systems

37 Control and Operator Interface Automated operation of individual stations Coordination of various stations Safety Interlocks Record & maintain database of material processed and material available at each station SCADA Screen of one of the cells
38 Assembly and Disassembly of Cluster
")

 +")
39 Assembly of Fuel Cluster Dummy Pins 30 (Th-Pu) pins + 24 SS Pins + Structural parts Th--U Pins Th 30 (Th-Pu) pins + 24 (Th-233U) + Structural parts

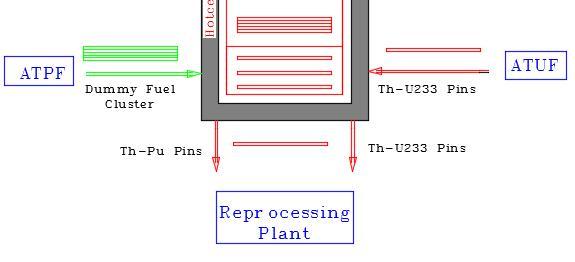
40 Assembly and Disassembly of Fuel Cluster
41 Automated Activities Assembly & Disassembly of cluster components Material handling Fuel Pin Connecting Plug Top Tie Plate Springs Handling of Pin Cage/ Cluster cage with in the cell Handling Pins within the cell Cage cover opening/ closing

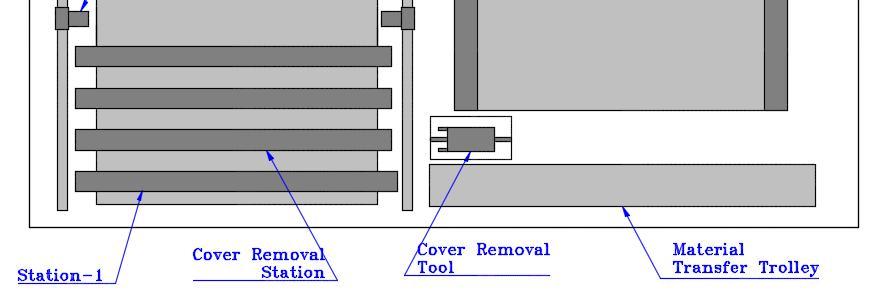
42 Equipment Layout
43 Scheme for Cluster Assembly/ Disassembly Charging Cask Hotcell Wall Tool Magazine Pin Tray-1 Transfer Port Assembly Platform Pin Tray-2
44 Closeup Pin Magazine-1 Fuel Cluster Pin Magazine-2 Fuel Pin Tray-1 Fuel Pin Tray-2 Dummy Pin Tray
45
46 Conclusion (1/2) Prepared a layout for automation and remote handling in hot cell Provides access for remote maintenance Reduces spread of contamination Avoids interference with operation of in-cell equipments Optimises hot cell space
47 Conclusion (22) Modified process equipment for remote operation and maintenance Modified inspection tools and techniques to suit automation Developed tools for automated machine loading Developed tools for automated material transfer: across adjacent cells and within a cell Developed/ modified containers for automated operation and handling Pellet boat for sintering Cage for pin transfer across facilities Cage for pellet degassing
48 Thanks Jayarajan