Ionic Cleanliness Testing Research of Printed Wiring Boards for Purposes of Process Control
|
|
|
- Maria Moore
- 5 years ago
- Views:
Transcription


1 Ionic Cleanliness Testing Research of Printed Wiring Boards for Purposes of Process Control Mike Bixenman, Kyzen Corp. Ning Chen Lee, Indium Corp. Steve Stach, Austin American Technology
2 Agenda Background Why is Cleanliness Testing Important? New Fluxes Designs Predicting Solvent Action Hypotheses Methodology Data Findings Accept / Reject Hypotheses Inferences from the Data
3 Ionic Cleanliness Testing In use since the sixties Ionic contaminants dissolved in the extract solution Solubility of residue needed to measure ionic levels Source:

4 Cleanliness Testing Importance Product reliability is directly relative to ionic cleanliness
5 Assessing Cleanliness Today Non-destructive testing often fails to detect Advanced flux designs Residues under capacitors, resistors, and array components

6 R.O.S.E. Testing Production Floor Ionic Cleanliness Standard for 37 years IPA75% / H 2 O25% extract solution
7 Era of Change
8 Moore s Law Source:

9 No-Clean Soldering Disruptive technology empowered by Ozone Depletion Goal was to eliminate in-production cleaning Source:

10 Miniaturization Most obvious electronics industry trend Moore s law serving as the engine Feature size reduction Mechanical hole pitch and via reduction Component reduction Drives multiple changes in flux technology

11 New Flux Designs Miniaturization Drives Change Flux Consistency Oxide Oxygen Penetration Path Flux Burn Off Wetting Speed Spattering Soldering Under Air Lead Free High Temperature Poor Wetting Large Dendrite Source: Lee, 2009
12 Solder power shifting from Type 3 ~ 25 to 45 microns Type 4 ~ 20 to 37 microns Flux Consistency Flux requires changes for printing and soldering yields More homogenous Increased viscosity ~ Thixotrophic Assembly process is more vulnerable to Bridging ~ requires more slump resistance Source:
13 Oxide Formation Volume reduction Alloy and Flux Reduced in proportion to decreasing pitch Solder materials shrink in proportion to pitch Thickness of metal oxide does not shrink in proportion to pitch Amount of oxide to re removed by unit volume of flux Increases with decreasing pad dimension Capacity per unit amount of flux needs to be increased
14 Oxygen Penetration Path While pitch and pad size decrease Oxygen penetration path through flux and alloy also decrease Results in rapid oxidation of Flux materials ~ increased cleaning difficulty Increased levels of flux Flux with greater oxidation resistance and barrier needed

15 Flux Burn Off Vaporization of solvent carriers in flux Increases with increasing exposure area per unit volume Flux burn off increases with decreasing flux quantity deposited Flux employed for finer pitch needs to be More non-volatile High molecular weight materials needed Changes solubility parameter More resistance to burn off

16 Wetting Speed Fast wetting can cause problems during reflow soldering Defects due to unbalance wetting force Tombstoning Swimming Increase with decreasing component size Sensitivity toward miniaturization Fluxes with slower wetting speed allow More time for the wetting force to be balanced Decreases defect rate Source:
17 Spattering Caused by moisture pick-up in solder paste Miniaturization brings Solder joint closer to gold fingers Increased vulnerability toward solder spattering Fast solder coalescence action increases the problem To minimize spattering Fluxes with low moisture pickup and wetting speed are needed
18 Soldering Under Air Miniaturization causes More oxides Easier oxygen penetration Soldering in air increases the change in Flux compositions Desired flux should provide Oxidation resistance Oxygen barrier to protect parts during reflow Source:
19 Main stream alloys High tin compositions Surface finishes OSP HASL Immersion Ag, ENIG, and Sn Complexities include High Temperature Poor Wetting Large Dendrite Lead Free
20 Lead Free High Temperature High tin alloy melting range C Soldering temp usually 20-40C higher than eutectic SnPb Higher temperature causes Increased thermal flux decomposition More flux burn off Oxidation of fluxes and metals To avoid problems caused by high temperature soldering Flux require higher thermal stability Higher resistance to burn off Higher oxidation resistance Higher oxygen barrier
21 Poorer Wetting Surface tension of lead free alloys SAC ~ N/m 20% higher than SnPb ~ 0.51N/m Results in poorer alloy Wetting Spreading Deficiencies are compensated by new fluxes Lower surface tension to improve solder spread Higher flux capacity ~ higher flux strength

22 Large Dendrite Formation Does not normally cause early failures Tin crystalline lattice and unfavorable grain orientation Poses reliability concern Reliability concern can be alleviated by Forming solder joint with refined grain structure Improved flux compositions
23 Limitations of R.O.S.E. Testing
24 R.O.S.E. Problems Test method relies on dissolving flux residue Many of the new flux compositions do no dissolve Ionic contaminants in flux not detected
25 Hypotheses H 1 : The extract solution (IPA75% /H 2 O25%) will not adequately dissolve many of today s flux technologies H 2 : A new test solvent that dissolves all flux technologies is needed
 Hildebrand s Theory broken into 3 parts Dispersion Force Polar Force Hydrogen Bonding")
26 Hildebrand (1936) Predicting Solvent Action Solubility of a solvent s ability to dissolve a contaminant Proportional to cohesive energy of the solvent Solvent molecules overcome soils with similar solvency behavior Hansen (1966) Hildebrand s Theory broken into 3 parts Dispersion Force Polar Force Hydrogen Bonding Force
27 Components of Hansen Space Dispersive Force Predominates for non-polar soils Polar Force Differences in electronic dipole differences Positive and negative electron forces attract Hydrogen Bonding Ability to exchange electrons Source: Hydrogen Bonding, 2009, Wikipedia

28 Two Dimension View of Hansen Space

29 Teas Charts
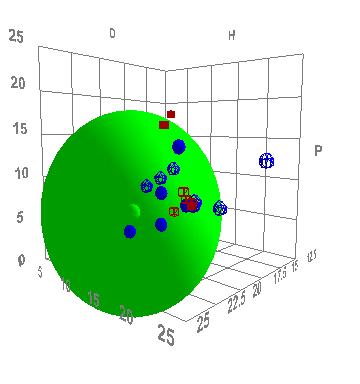
30 3-D Plot of Solvent Properties
31 Research Methodology
32 Methodology 9 Flux Residue compositions evaluated Rosin ~ 1 No-Clean designed for Tin-Lead ~ 5 No-Clean designed for Lead-Free ~ 1 Water Soluble designed for Tin-Lead ~ 1 Water Soluble designed for Lead-Free ~ 1 20 Solvents with known HSPs Flux residues exposed for 1-hour to 20 Solvents Solubility Graded for each Solvent Data placed into HSPiP Software HSP for flux residue calculated

33 Grading Scale
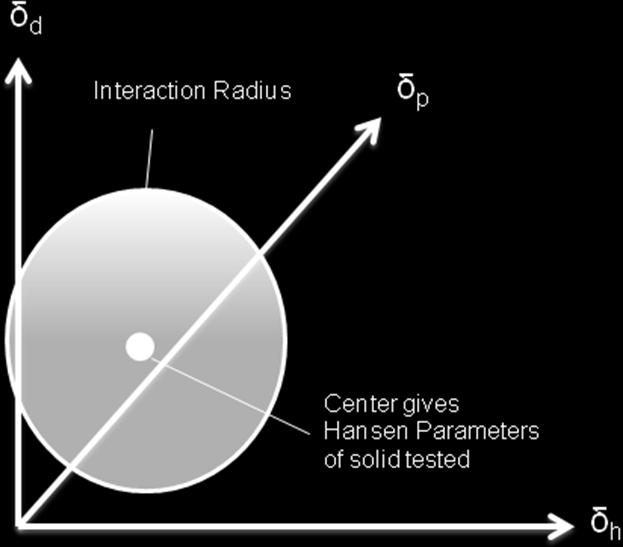
34 Interaction Zone
35 Relative Energy Difference Ra ~ Given solvent and its reference value Ro ~ Interaction radius of the sphere RED = Ra/Ro 0 = No energy difference Easily Dissolved <1 = Inside Solvents High Affinity Close to 1 Boundary Condition Disperses Soil > 1 = Outside Solvents Low Affinity
36 Data Findings
37 Rosin

38 No-Clean #1

39 No-Clean #2

40 No-Clean #3

41 No-Clean #4

42 No-Clean #5

43 No-Clean # 6 ~ Lead-Free
44 Water Soluble #1 Lead Free
45 Water Soluble #2

46 Flux Compositions are Different
47 Accept or Reject Research Hypotheses? H 1 - IPA 75% / H 2 O will not dissolve today s flux residues Second set of tests were run
48 Kinetics vs. Thermodynamics Thermodynamics Solvency parameters for dissolving the soil Kinetics Thermal temperature affects Impingement energy affects How does the HSP change when heat and impingement are applied?

49 IPA75% / H 2 O 25% - 72 F

50 IPA75% / H 2 O 25% F

51 IPA75% / H 2 O 25% F
52 Inferences From the Data
53 R.O.S.E. Test Method Dependent on extracting ionic residues Method requires dissolving the flux residue The data suggests ROSE method is not suitable for measuring ionic cleanliness of flux residues outside the IPA/H 2 O interaction zone Controversial Statement in that. No-Clean encapsulates ionic residue But do they? Miniaturization reduces the distance between conductors What about residues that bridge conductors?
54 Temperature Changes HSP of IPA/H 2 O At 72 F IPA/H 2 O effective on few flux residues At F IPA/H 2 O effective on rosin and few no-cleans At F IPA/H 2 O effective on a majority and not effective on others Workable for many Ion Chromatography extractions but Not effective for R.O.S.E. testing on many flux residue types
55 New Solvents and Test Equipment Data Suggests Range of test solvents needed that match up with today s soils Test equipment needed with Higher energy capabilities Ability to remove residues under low clearance parts Site specific test capability
56 Follow On Research Characterize the HSP of today s solder flux products IPA75%/H 2 O25% HSP on solder flux products Cleaning Agents that match up to flux soils Data indicates no one test solvent will work New instrumentation that provides Improved impingement energy Higher temperature capability Site specific
57 Acknowledgements Carolyn Leary, Cassie Leary, John Garvin, and Kevin Soucy of Kyzen Application Testing and Research for funning the data sets Steven Abbott of Hansen Solubility for help in learning and getting around in the HSPiP software Dr. Bill Kenyon and Dr. Ken Dishart for supplying ionic testing history and Hansen Solubility research methods
58 Acknowledgements Carolyn Leary, Cassie Leary, John Garvin, and Kevin Soucy of Kyzen Application Testing and Research for funning the data sets Steven Abbott of Hansen Solubility for help in learning and getting around in the HSPiP software Dr. Bill Kenyon and Dr. Ken Dishart for supplying ionic testing history and Hansen Solubility research methods Dr. Mike Bixenman of Kyzen Corporation Dr. Ning Chen Lee of Indium Corporation Steve Stach of Austin American Technology