Metals Technology. Forming II.
|
|
|
- Harry Campbell
- 5 years ago
- Views:
Transcription
1 Metals Technology Forming II.
2 Today s topic Rolling Forging Extrusion Sheet metal forming
3 Rolling techniques


4 Flat rolling Material s flow in the rolling gap

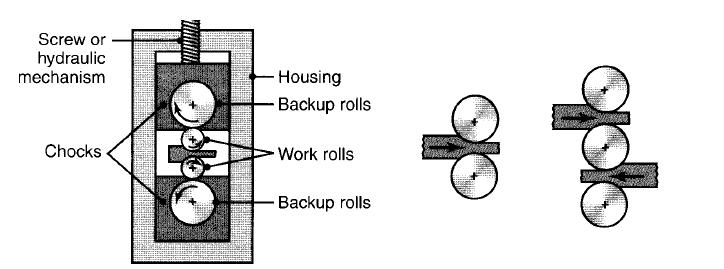
5 Flat rolling Rolling arrangement



6 Flat rolling Bending of the rolls Cylindrical rolls Rolls with camber Hot rolling, recrystallisation


7 Flat rolling - defects Wavy edges Cracks in the center Edge cracks Aligatoring

8 Shape (caliber) and ring rolling

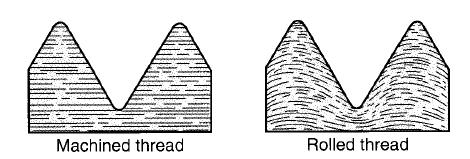
9 Thread rolling Reciprocating flat dies Roller dies
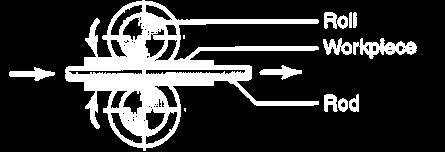
10 Seamless tubes and pipes by rolling Cavity formation in a solid round bar Rotary tubepiercing process


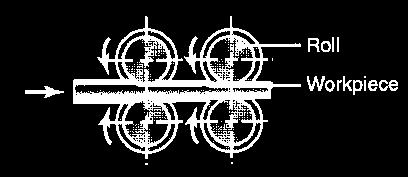
11 Seamless tubes and pipes by rolling different techniques
12 Forging techniques Cold warm and hot forging depending on the temperature Grain flow control Open die +Simple and inexpensive dies +Small quantity -Limited to simple shapes -low production rate -high degree of skill required Closed die +Relatively good utilization of material; +better properties than open-die forgings +dimensional accuracy; +high production rates; +good reproducibility -High die cost -not economical for small quantities
 forge hot")
 fuller:")
")

")
13 Open die forging - stages (a) forge hot billet to max diameter (b) fuller: tool to mark step-locations (c) forge right side (d) reverse part, forge left side (e) finish (dimension control) [source:
14 Closed die forging

15 Closed die forging Forge rolling

16 Closed die forging
17 Closed die forging Trimming flash from a forged part.
18 Closed die forging technology sequence 1. Prepare a slug, billet, by shearing, sawing, or cutting. (clean surfaces e-g by shot blasting) 2. For hot forging, heat the workpiece in a furnace and then descale it (wire brush, water jet, or steam) 3. For hot forging: preheat and lubricate the dies For cold forging: lubricate the blank 4. Forge the billet in dies and in the proper sequence. (+ metarial removal (e.g.flash) by trimming, machining, or grinding. 5. Clean the forging and the dimensions 6. Additional operations: straightening, heat treating 7. Machining and grinding to final dimensions and specified tolerances. 8. Inspection: external and internal defects.


19 Forging grain flow Quality of forged parts Surface finish/dimensional control: Better than casting (typically) Stronger/tougher than cast/machined parts of same material
20 Forging - defects Temperature controll: temperature decreases cracks

21 Extrusion processes Hot and cold extrusion Forward and backward extrusion Extrusion of other shapes Drawing of rod and wire

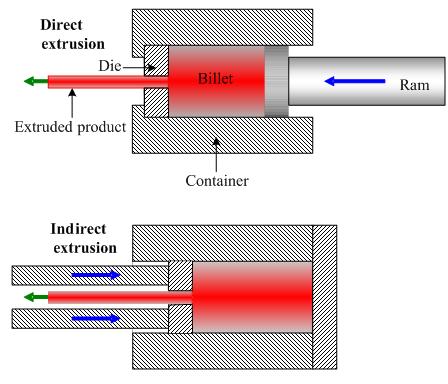
22 Forward extrusion


23 Extrusion of a seamless tubes using an internal mandrel using a spider die

24 Impact extrusion cold extrusion process


")
25 Extrusion - defects Surface Cracking stick-slip - bamboo defect Pipe (fishtail) defect Internal cracking

26 Drawing The cross section of a long rod or wire is reduced or changed by pulling it through a draw die.
27 Drawing of pipe

28 Drawing of wire Multistage wire drawing

29 Sheet metal forming Shearing Formability Bending Sheets, Plates, and Tubes Deep Drawing Rubber Forming and Hydroforming Spinning Superplastic Forming Specialized Forming Processes
30 Shearing
31 Shearing

32 Shearing fine blanking

33 Shearing punching and blanking

34 Shearing Slitting with rotary knives

35 Shearing Tailor welded blanks Production of an outer side panel of a car body
36 safe Formability of metal sheets Forming limit diagram crack
 Defects")
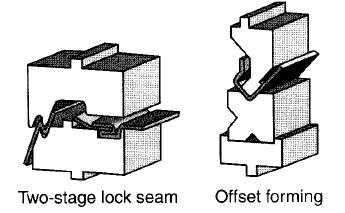
37 Bending of sheets pipes and tubes Springback in bending (recovers elastically) Defects overbending

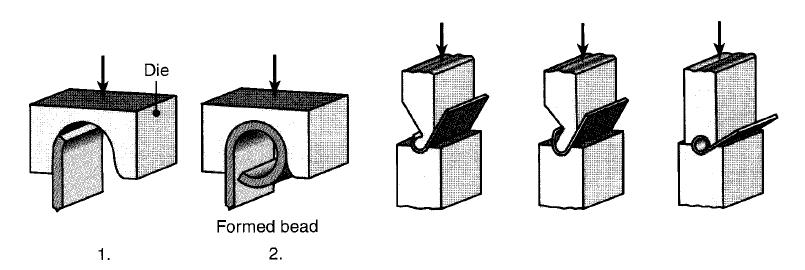
38 Bending of sheets

39 Bending of pipes, tubes
40 Deep drawing


41 Deep drawing - defects Flange wrinkling Wall wrinkling Cracking Earing

42 Beverage can production steps
43 Beverage can production steps

44 Ruber forming The outer surface of the sheet is protected from damage or scratches: no contact with a hard metal surface during forming.
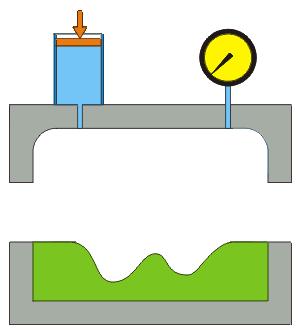
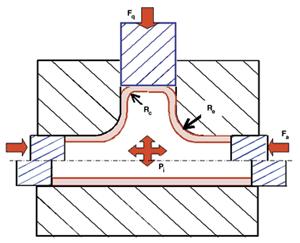

45 Hydroforming
46 Spinning
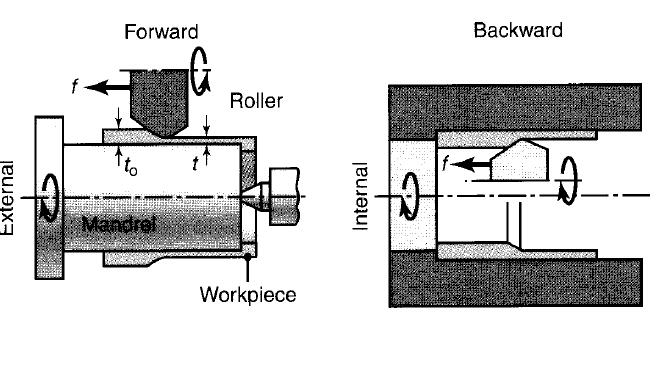
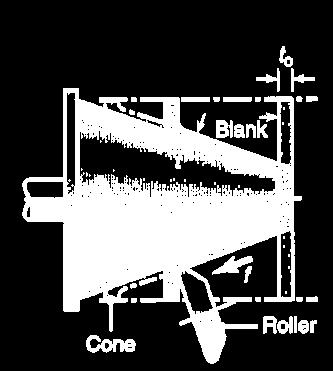
47 Spinning Shear-spinning Tube-spinning