Laser Beam Welding (LBW)
|
|
|
- Warren McLaughlin
- 5 years ago
- Views:
Transcription
 Process Fundaments Definition and General Description A Laser is a device that produces a concentrated coherent light beam by stimulated")
1 Laser Beam Welding (LBW) Professor Pedro Vilaça * * Contacts Address: P.O. Box 14200, FI Aalto, Finland Visiting address: Puumiehenkuja 3, Espoo pedro.vilaca@aalto.fi ; Skype: fsweldone January 2016 Laser Beam Welding (LBW) Process Fundaments Definition and General Description A Laser is a device that produces a concentrated coherent light beam by stimulated electronic or molecular transitions to lower energy levels. LASER is acronym for Light Amplification by Stimulated Emission of Radiation The laser is a device that produces monochromatic (all the radiation is in the same wavelength), coherent (all the radiation waves are in phase) light. Therefore electromagnetic radiation (light) can be amplified unidirectional and with low divergence. From an engineering standpoint, a laser is an energy conversion device that simply transforms energy from a primary source into a beam of electromagnetic radiation at some specific frequency. 1 1
 Process Fundamentals")

2 Characteristics of a Laser Beam Light Amplification Stimulated Emission Radiation Laser Welding 2 Laser Beam Welding (LBW) Process Fundamentals Spontaneous Emission E2 Stimulated Emission Stimulated Emission of Radiation h 21 2 h 21 E

3 Typical components of a laser system 4 Principles of Operation: Energy of the electromagnetic radiation hc E h 8 c 3 10 m / s h J. s Frequency of the electromagnetic radiation [s -1 ] Wavelength of the electromagnetic radiation [m] Fundamental condition for a Laser to achieve continuous emission of radiation: inside the resonator the excited active medium must be a majority 5 3

 Infrared (0.")
4 Wavelength of main active laser media Ultraviolet (0.1mm 0.4mm) Visible (0.4mm 0.7mm) Infrared (0.7mm 100mm) 6 Lasers Wavelength 7 4
: CO 2 Laser (Gas Laser) Operating with powers from 1-20kW is")

5 Types of Lasers 8 Some of the Most Relevant Active Laser media (1/5): CO 2 Laser (Gas Laser) Operating with powers from 1-20kW is an extremely mature laser technology and has been a mainstay of macro laser welding since the late 1980 s Axial slow flow CO 2 laser 9 5


: Yb:YAG (Disk Laser) 11 6")
6 Some of the Most Relevant Active Laser media (cont. 2/5): Nd:YAG (Rod Laser) Pulse mode Laser (note: CW is superseded by CW Disk and Fiber lasers) 10 Some of the Most Relevant Active Laser media (3/5): Yb:YAG (Disk Laser) 11 6
: Diode Laser The increasing power levels of")


: Fiber Laser 13 7")
7 Some of the Most Relevant Active Laser media (4/5): Diode Laser The increasing power levels of single-emitter devices, new cooling channel technology, and the development of micro optics to focus the beam from arrays into sub-1000-micron core diameter fibers has given rise to the emergence of the direct diode as a welding laser 12 Some of the Most Relevant Active Laser media (5/5): Fiber Laser 13 7







8 Laser Welding Regimes Transition = 10 6 W/cm 2 Conduction Welding Keyhole Welding 14 Continuous wave laser welding Courtesy of Lulea University 15 8

9 Plasma Suppression in CO 2 laser welding 16 Plasma Suppression Laser beam Coaxial gas Transversal gas for supressing the plasma formation 17 9




10 Porosity formation mechanisms: 18 Welding defects 19 10
11 Laser welding Mismatch Laser Beams are considerably sensitive to gaps between the components to weld. Laser is typically more tolerant to mismatch than gap. Mismatch as great as quarter the material thickness can be tolerated. 20 Innovative Applications of Lasers Laser Brazing Laser Welding with filler material Hybrid Welding Cladding Additive Layer Manufacturing Cutting 21 11


12 Laser Brazing 22 Laser Welding with Filler Metal 23 12



13 Hybrid: Laser + GMAW / GTAW / PAW to help bridge gaps and mismatches Combination of laser light and an electrical arc into an amalgamated welding process has been known since the 1970s, but only in 2000 it has been used in industrial applications at Germany. There are three main types of hybrid welding process, depending on the arc used; GTAW, PAW arc or GMAW augmented laser welding. While GTAW augmented laser welding was the first to be researched, GMAW is the first to go into industry and is commonly known as hybrid laser welding 24 Hybrid laser welding 25 13


14 Hybrid laser welding 26 Hybrid laser welding 27 14


15 Hybrid laser welding 28 Hybrid laser welding Leading laser produces deeper penetration at the expense of bridging ability, but result is dependent of process parameters. Leading laser is typically better: porosity reduction in steel homogenous mixing of the filler metal reducing electrical resistivity of the arc plasma the trailing electric arc in this case may even provide a short post-weld heat treatment 29 15
16 Hybrid laser welding The generated hybrid plasma has the highest intensity nearest to the surface of the weld pool, where it conveys more heat than plasma of either process alone would. Curvature is also formed into the hybrid plasma on the GMAW side 30 Hybrid laser welding The list is long When optimizing parameters, the usual order is to first set the laser parameters and then fine-tune the rest 31 16



17 Hybrid laser welding 32 Hybrid: Laser + GMAW 33 17


18 Hybrid: Laser + GTAW 34 Hybrid: Laser + GMAW / GTAW / PAW to help bridge gaps and mismatches 35 18
 36 Hybrid laser welding Top conventional GMA pulse welding of titanium Bottom: GMAW pulse + 200 W laser 37")
19 Hybrid laser welding Arc root stabilized by laser (especially at high speeds) Metal vaporised by laser forms part of arc plasma, increases arc conductivity Arc reduces reflectivity (especially for CO 2 laser welding of aluminium) 36 Hybrid laser welding Top conventional GMA pulse welding of titanium Bottom: GMAW pulse W laser 37 19



20 Hybrid laser welding Arc stabilised by laser Arc plasma concentrated and channelled into keyhole Extra penetration from arc plasma pressure at high arc current, and use of V preps and root gaps More complex welding head Torch orientation must be maintained Smoke and spatter damage to lenses 38 Hybrid laser welding Kugler head Cloos hybrid head Fronius hybrid head 39 20


")

21 Hybrid laser welding ILT integrating hybrid nozzle 40 Hybrid laser welding Approx. 900 km Weld Length 450 km Hybrid Welds (50%) Laser-GMA Hybrid Welding - Applications in a Panelflowlinie







22 Hybrid laser welding Welding-parameters: Laserpower P L = 3,8 kw welding speed v w = 3,6 m/min wire feed speed v ws = 4,5 m/min Laser-GMA Hybrid Welding - Application Reduction of Shrinkage, Roof Structure - 42 Hybrid laser welding Axle component, 4.5 m/min, laser hybrid: 30% increase in welding speed (compared to Tandem MAG) Automotive side cabin, 1.5 mm thick aluminium, 4.5 m/min laser hybrid Automotive component, 4 mm thick steel, laser tandem, 3.5 m/min Source: Fronius 43 22





23 Hybrid laser welding Application Aluminium-Profiles of High Speed Trains - 44 Hybrid laser welding Laser-GMA Hybrid Welding GMA Welding Laser-GMA Hybrid Welding - Reduction of Distortion




24 Hybrid laser welding 46 Hybrid laser welding 47 24


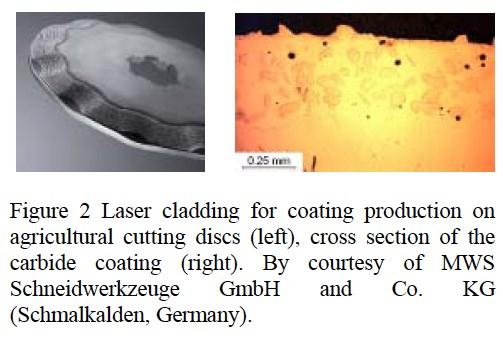

25 Laser Cladding 48 Additive Layer Manufacturing 49 25

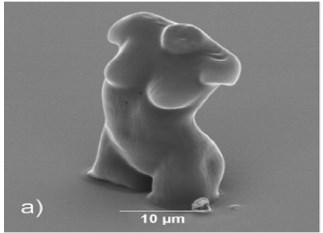
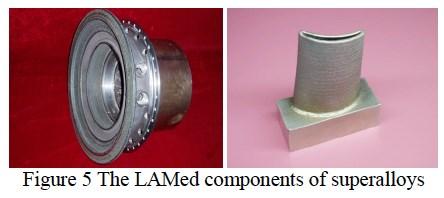
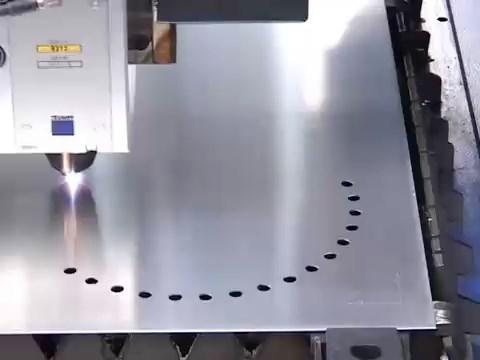
26 Additive Layer Manufacturing 50 Laser Cutting Assisted by Plasma Courtesy of Trumpf 51 26



27 Sample of Industrial Applications: Suspension arm orbital laser welded joint 52 Sample of Industrial Applications: Wear components, e.g. Moulds, repair by laser precision welding 53 27



28 Sample of Industrial Applications: Ti alloy component in a T -joint welded both outside and inside 54 Sample of Industrial Applications The 0.4 mm iridium tip that generates the high performance of the IRIDIUM POWER is an alloy with a very high melting point. Therefore, ordinary resistance welding cannot be used because the iridium does not melt enough and an adequate weld strength cannot be guaranteed. "All-round laser welding", which employs a high-energy laser, is used in the IRIDIUM POWER to melt and weld all around welding points. Because all area to be welded is completely melted, the welding point is extremely reliable, thus ensuring stable and quality response without changes in the electrode, even under heavy driving conditions


29 Sample of Industrial Applications: Asphalt & Green Concrete Cutting Diamond Saw Blades 56 29