WORLD S NO.1 DUCTILE IRON PRODUCTS
|
|
|
- Noreen Tate
- 5 years ago
- Views:
Transcription
1 1

2 WORLD S NO.1 DUCTILE IRON PRODUCTS 2

3 3 TO GROW THROUGH LEARNING, TO EXPAND THROUGH INNOVATION

4 FOR BETTER BUSINESS, GO WITH KXD




5 KSP KSP-Xinxing DIP Co., Ltd. Min Sup Lim Chairman KSP is a global business organization company. We provide multi-professional material supplying, engineering & consulting service for international water, oil & gas, power plants and general construction projects. Since established in 1992, we have been participating on over 100 of international water pipeline projects for specialized procurement on Ductile Iron Pipe, Fittings and Valves. Since 2003, our business was expanded to engineering & consulting service as well as material supply for civil, building & plant construction project with API pipes for oil & gas, structural pipe, H-Beam, plate and various steel products. On 2013, based on our accumulated knowledge and experience, we built up our factory in KOREA for own production and direct supplies of Ductile Iron Fitting and Valves. We appreciate your interest in KSP and look forward to a kind concern and advice. Chang Won Lee Vice Chairman KXD is a company specialized on exporting Ductile Iron Fitting Product for International Water Project from all over the world included Middle East, Africa, Europe and America. KXD was established in 2013 as a Joint Venture Company between KSP Group and Xinxing Cathay International Group. Xinxing Cathay International Group is a Biggest Ductile Iron Pipe Manufacturer in the world (1,800,000 MT/Year) and a Member of Top 50 Central Enterprises in CHINA and World Fortune Global 500 Company. The purpose of established KXD is a synergy effect added Xinxing s Biggest Ductile Iron Pipe production capacity on KSP s Professional Marketing Power. As a Korean manufacturer, we promise that will became a Worldwide No.1 Brand KXD on Ductile Iron Fitting Product with high level QC and QA system by Korean factory management. Thank you for your interest and support. Built on Global Networks from 1992 Boryeong City, Korea Domestic Sales for DI Pipe and Fitting from 2002 Land 43,089 m 2 / Building 6,300 m 2 Manufacturing of Ductile Iron Fitting from 2013 DN80mm ~ DN1,600mm Manufacturing of Valves & Steel Structure from ,000MT per year for Ductile Iron Fittings 9,000 MT per year for Valves & Steel Structure

6


7 Manufacturing Process and Quality Control Manufacturing Process Flow Chart Quality Assurance System Manufacture of Ductile Iron Fitting P 8 P 9 Manufacture of Ductile Iron Fitting P 10 Technical Data for D.I. Pipeline System Standard Specification & Reference Specification Technical Specification of Ductile Iron Fitting Corrosion Protection Systems Piping Design of Chamber Piping Systems & Buried Piping System Dimensions of Ductile Iron Pipes & Fittings Flanged Type Fitting - ISO 2531 Double Flanged Bend All Flanged Tee Double Flanged Taper Flange Spigot & Socket All Flanged Cross Tee Special Flanged Type Fitting Socket Type Fitting - ISO 2531 P 14 P 15 P16 P17 P19 P24 P27 P29 P30 P31 P32 D.I. Joint Accessories- ISO 2531 Joint Accessories D.I. Fitting for upvc Piping BS EN Socket Bends Socket Tees Other Ductile Iron Fitting AWWA D.I. Fitting AWWA C110 Ductile Iron Mechanical Joint Fitting - AWWA C110 MJ Bends / MJxFE Bends MJxMJ Tee MJxFE Tee MJ Solid Sleeve Reducer Flanged Bends Other Flanged Fittings Valve- Butterfly, Gate, Air and Penstocks Double Flanged Butterfly Valves BS 5162 Resilient seated Sluice Gate Valves Air Valves Penstocks P48 P49 P50 P51 P52 P53 P54 P55 P56 P57 P59 P61 P62 P63 P64 P65 Double Socket Bend All Socket Tee Double Socket Tee with Flanged Branch Double Socket Level Invert Tee with Flanged Branch All Socket Cross Tee Double Socket Taper Collar Special Socket Type Fitting P35 P36 P38 P41 P44 P45 P46 P47
8 8




9 9




10 To make the high quality products of Ductile Iron Fitting, KXD factory utilizes new equipment for machining work, hydrostatic test, shot blast, heating and Fusion Bonded Epoxy coating, in the production of Ductile Iron Fittings. In order to secure the leakage from internal pressure, KXD will do the double times of hydrostatic test after finishing 1 st Machining work and the boring of flange bolt hole or 2 nd Machining work. In accordance with KXD s Quality Control System, All of materials will be produced as the high level quality products. Before starting the manufacturing work of Ductile Iron Fittings, all of shop drawings shall be prepared and submitted to the client if required. And also, If some Fittings are Non Standard Fittings, KXD will submit the concerning drawing to conform from the client. As per approved shop drawing, each part of patterns for Ductile Iron Fittings shall be assembled. Each pattern is made from polystyrene molds. After assembling the pattern, QC engineer will inspect all dimensions, ovality and straightness of it. Before the preparation of mold in the cast sand box, the polystyrene pattern shall be waxed with unburned coating materials. This is one of the process to secure the shape of Ductile Iron Fittings. 10



, the cooling System should control to ensure the good quality.")
11 The waxed pattern shall be carefully placed in a molding box (flask). The flask is filled with molding sand and the sand compressed around the pattern by automatic vibrator System. Cores which form the internal profile of the Fitting are produced with the pole of polystyrene. Raw materials such as Pig Iron, Scrap Iron, Scrap Ductile Iron are charged into the induction furnace in controlled quantities and melted. The molten cast metal is analyzed, the chemical composition and temperature shall being adjusted. Ductile Iron is produced when a measured volume of this base iron is tapped into a treatment ladle which has been pre-charged with a weighed amount of magnesium bearing ferro alloy. Whilst transferring the nodularised iron into the pouring ladle, the final inoculation occurs. After the molten cast metal is poured into the molding box (flask), the cooling System should control to ensure the good quality. After pouring the molten cast metal, the castings are taken off from the molding box, shot blasted and then sent to the dressing area to remove metal flash. The fettled castings are checked and corrected for dimensional accuracy and quality before proceeding machining 11




12 Before the hydrostatic test to secure the casting defect, the flange face and socket part of Ductile Iron Fittings shall be enough machined to do the hydrostatic test. To secure the casting defect, all products shall be hydro - static tested by special hydro static test equipment. Test pressure shall be applied in accordance with standard specification or client requirement. 2nd Machining- Flange & Socket After finishing the hydrostatic test, the flange face & socket shall be fine machined in accordance with the standard specification. KXD shall machines all part of flange and socket with new modern model turning machines. Maximum production range is 1,600 mm diameter. The holes of flange bolt shall be bored in accordance with the standard specification or the client requirement. For the installation of the flange joint insulation kit, KXD will drill 2 mm over size comparing original bolt hole size in the standard specification, if required. After finishing machining & drilling hole, KXD will do 2nd hydrostatic test to secure the casting defect finally.2nd hydrostatic test will be randomly tested. Test pressure shall be applied in accordance with standard specification or client requirement. 12




13 The surface preparation for the coating shall be blast cleaned to achieve a near white surface conforming to Sa 2.5 of BS 7079: Part A The micro-profile range shall be set at 50~175 microns using G17~G24 steel grit. Before Fusion Bonded Epoxy(FBE) or Polyethylene(PE) coating, the surface temperature on Ductile Iron Fittings shall be monitored using a non-contact infrared thermometers. The surface temperature should be taken after coating to ensure that the temperature has not dropped to below the coating manufacturer's recommended lower temperature. Before the temperature drops on the surface of Ductile Iron Fittings, the Epoxy powder shall be applied by electrostatic spraying or flock spraying. A preliminary application of Fusion Bonded Epoxy powder to minor pinholes in the casting by palette knife will be used prior to spray application. After the application of Fusion Bonded Epoxy powder, the coating shall be cured at 170 ~210 for 20 ~ 35 minutes to increase adhesion in accordance with manufacturer's recommendation of the epoxy powder. After curing, the coating will be cooled down to 93 and below prior to testing. KXD will do final inspection as per Inspection Test Plan (ITP). Major Test Activities are ; Mechanical property test Hydrostatic test Coating holiday test Coating adhesion test Dimension check 13
14 Standard Specification for Ductile Iron Fittings Reference Specification for Ductile Iron Fittings 14
15 15
16 Cement mortar lining (ISO 4179) External Corrosion Protection 16
17 17
18 18
19 19
20 20
21

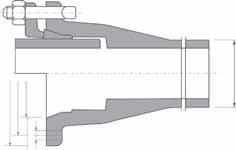
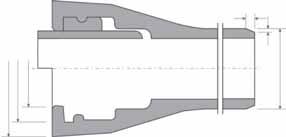
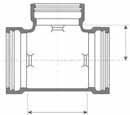
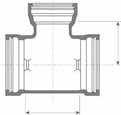
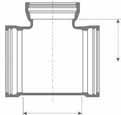
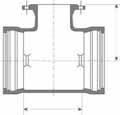
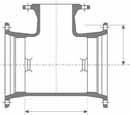
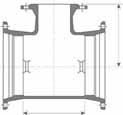
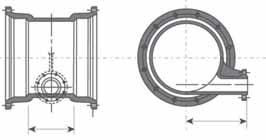
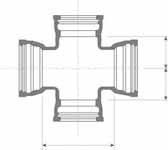
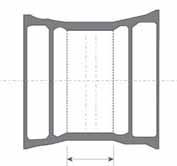
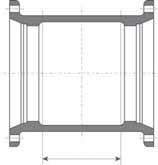
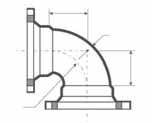
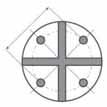
22 d 1 D b f 1 K L 2 22
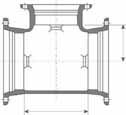
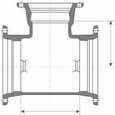
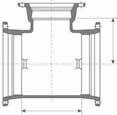
23 d 1 D b f 1 K L d 1 D b f 1 K L
24 24
25 25

26 26
27 27
28 28
29 29
30 30
31 31
32 32
33 33

34 34



35 35
36 36
37 37

38 38
39 39
40 40
41 41
42 42
43 43
44 44
45 45
46 46

47 DN 300 DN >
48 48
49 49
50 50
51 51

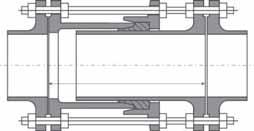
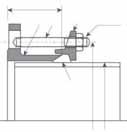
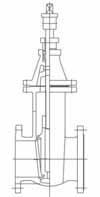
52 Material Coating Pressure Testing Laying Length Weight Flanges Gaskets T-Bolt&Nuts Approvals Dimension Installation Cement Lining 52






53 53
54 54
55 55
56 56
57 57
58 58
59 59



60 60
61 61

62 62


63 63




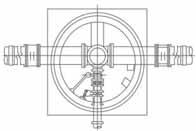
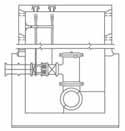
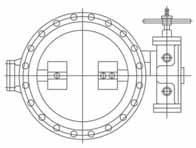
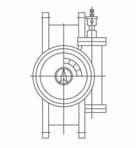
64 With the automatic absorber, Pipeline damages due to vacuum occurrence can be prevented and smooth water Supply can be expected Automatic exhaustion of air in the pipeline prevents pipeline damages and water flowing capability caused by air pocket Excellent operations because Epoxy Coating prevents rust occurrence Guarantees permanent life and excellent function because strong abrasion material and stainless material are used in the main parts The body is made of excellent Ductile Cast Iron. The product registration number for quality assurances is attached to guarantee perfect quality With the automatic absorber, Pipeline damages due to vacuum occurrence can be prevented and smooth water supply can be expected Automatic exhaustion of air in the pipeline prevents Pipeline damages and water flowing capability caused by air pocket Excellent operations because Epoxy Coating prevents rust occurrence Guarantees permanent life and excellent function because strong abrasion material and stainless material are used in the main parts The body is made of excellent Ductile Cast Iron. The product registration number for quality assurances is attached to guarantee perfect quality 64
65 65
66
67 FOR BETTER BUSINESS, GO WITH KXD
68 68