Thermal Spray Coatings For Industrial Applications
|
|
|
- Maximillian Clark
- 5 years ago
- Views:
Transcription


 Sapienza")
1 Le nuove frontiere delle tecnologie al plasma - Esempi di applicazioni industriali Consorzio Innova FVG - 24 Settembre 2018 Thermal Spray Coatings For Industrial Applications INSTM - Italian Consortium on Materials Science and Technology Giovanni Pulci INSTM Research Unit Roma La Sapienza Dept. of Chemical and Materials Engineering (ICMA) Sapienza University of Rome





2 Coatings for severe operating environment Heavy combination of mechanical stresses and aggressive environment Temperature Wear Mechanical stress Corrosion Oxidation
3 Coatings for severe operating environment R&D plays a key role for component working in critical operating conditions R&D R&D Existing product New product Costs reduction Improvement of performance Design Introduction into the market Aim of presentation: Description of case studies related to innovations and R&D in thermal spray field
4 Surface engineering by thermal spray process A thermal spray process can be divided into four sections: heat/energy source (thermal energy for heating and melting) material feed/flow material spray (kinetic energy for propelling dispersion) material deposition material feed/flow coating atomizing gas or air material material spray spray equipment energy molten particles heat/energy source substrate
5 Surface engineering by thermal spray processes
6 Surface engineering by thermal spray processes

7
8 Plasma spraying An inert gas is passed through a potential differential. An arc is formed between the two dipoles. The gas is ionized and recombines after going through a free expansion. 8 The recombination effect releases heat and creates a plasma flame ( plume ). Powder is inserted into the flame and is propelled towards the substrate.

9 9 Plasma spraying

10 Plasma spraying Max. plume temperature C Impact speed of particles In-flight time of particles 10 Heating/cooling rate m/s 10-3 s 10 7 K/s
11 Plasma spraying Process parameters powder injection Plasma (Primary) gas flow Secondary gas flow Plasma power Spray distance Injector angle, length and size Carrier gas flow Gun spray angle plasma spray gun plasma flame or plume 11 molten particle stream
12 gas energy content [Wh/SCF] Plasma spraying Plasma gases Primary gases (Ar, N 2 ): plasma stability and transport properties Secondary lighter gases (He, H 2 ), enthalpy adjustment. N 2 and H 2 are diatomic gases. These plasmas have higher energy contents for a given temperature than argon and helium because of the energy associated with dissociation of molecules dissociation H 2 2 H dissociation N 2 2 N N 2 H 2 Ar gas temperature [ C] He
13 powder particle temperature particle velocity flow temperature flow velocity Plasma spraying Spray distance small particles, low powder density big particles, high powder density Ar/H 2 N 2 /H 2 N 2 /H 2 13
14 surface roughness particle velocity oxide content Plasma spraying Spray distance 29 kw 20 kw (same gas comp.) N 2 /H 2 cold particles 14
 HPPS with a substitute atmosphere (reactive (CxHy), inert (Ar)) RPS / IPS VPS / LPPS / LVPS spraying in near vacuum or under reduced pressure conditions spray particles are")
15 Plasma spraying Controlled Atmosphere Plasma Spray chamber is backfilled after evacuation, either at near vacuum (1-10 mbar) VPS reduced pressure (> 50 mbar) LPPS standard pressure APS elevated pressure (up to 4 bar) HPPS with a substitute atmosphere (reactive (CxHy), inert (Ar)) RPS / IPS VPS / LPPS / LVPS spraying in near vacuum or under reduced pressure conditions spray particles are unimpeded by frictional forces of the atmosphere 15
16 Plasma spraying Materials Ceramics (high melting point) Al 2 O 3, Al 2 O 3 /TiO 2, Cr 2 O 3, ZrO 2 -Y 2 O 3, La 2 Zr 2 O 7, ecc. ZrB 2, TiB 2, SiC (non standard) Metals (refractory, oxidation control is mandatory, controlled atmosphere) MCrAlY, Ni-and Mo-based alloys Cermets Cr 3 C 2 - based (high T, generally NiCr matrix) WC 16 - based (better mechanical properties, T max 500 C (decarburation), Co - CoNiCr - based matrix)

17 Plasma spraying Cermet Cr 3 C 2 Ni-Cr 17 Low porosity Lamellar microstructure, partially molten ceramic phase

18


19 HVOF deposition Max. jet temperature 2800 C Particles impact speed In-flight time Heating/cooling rate m/s 10-3 s 10 7 K/s Plasma Spray HVOF
 - Cermet (WC, Cr 3 C 2 or TiC in Co, Co-Cr or Ni-Cr metal matrix); -")
 (Aerospace, energy industries) - ZrO 2 - Y 2 O 3.")
.")
20 Applications Wear and corrosion resistant coatings (Mechanical, chemical, aerospace, textile industries) - Cermet (WC, Cr 3 C 2 or TiC in Co, Co-Cr or Ni-Cr metal matrix); - Ceramics (Cr 2 O 3, Al 2 O 3 -TiO 2 ); - Metallic (Ni or Co base, e.g. NiCrBSiC). Thermal barrier coatings (TBC) (Aerospace, energy industries) - ZrO 2 - Y 2 O 3. High temperature oxidation resistant coatings (Aerospace, energy, chemical industries) - Ni - Cr Al base (e.g. NiCoCrAlY). Biocompatible coatings Porous Ti, hydroxy apatite (Ca 10 (PO 4 )6(OH) 2









21 Materials and Surface Engineering Lab Research partners and clients


22 Aircraft engines and power gas turbines Rise in gas temperature in turbine Max gas temperature in turbine: C Improvement of thermodynamic efficiency

 (SO 3 attack, sulphides formation) High temperature oxidation (T > 1000 C) Max service")
23 Turbine blades protection High temperature and combustion products (e.g. SO 2, SO 3, V 2 O 5 ) cause surface damages on the Ni-base superalloy Hot corrosion ( C) (SO 3 attack, sulphides formation) High temperature oxidation (T > 1000 C) Max service temperature of superalloy! Erosion (Solid particles in gas stream) Protective ceramic overlay Thermal Barrier Coating (TBC)
 TGO (a-al 2 O 3 ) Bond Coat (Ni/Co-CrAlY) Oxidation barrier Enhanced adhesion Hot corrosion resistance Substrate (Ni base superalloy) Thermo-mechanical")
24 Thermal Barrier Coatings (TBC) Top Coat (ZrO 2 6-8%Y 2 O 3 ) Thermal insulation Erosion protection ZrO 2 permeable to O 2 (through open porosity & by ionic conduction) TGO (a-al 2 O 3 ) Bond Coat (Ni/Co-CrAlY) Oxidation barrier Enhanced adhesion Hot corrosion resistance Substrate (Ni base superalloy) Thermo-mechanical loading

25 Innovative materials for gas turbines Strategies to improve turbines performance: use of CMC materials
26 Innovative materials for gas turbines Strategies to improve turbines performance: use of CMC materials Modification of substrate-coating system
 3rd low pressure stage")
27 Innovative materials for gas turbines Strategies to improve turbines performance: use of CMC materials Modification of substrate-coating system GE Rolls-Royce development of F136 engine (second choice for F-35 aircraft) 3rd low pressure stage stator in SiC/SiC
28 Innovative materials for gas turbines Strategies to improve turbines performance: use of CMC materials Modification of substrate-coating system



29 Innovative materials for gas turbines Strategies to improve turbines performance: use of CMC materials Modification of substrate-coating system Problem: - Active oxidation of SiC/SiC, expecially in presence of H 2 O steam: Thermal & Environmental Barrier Coatings

 -")

30 Innovative materials for gas turbines Environmental Barrier Coatings EBC deposited by APS (examples) - HfO 2 -Y 2 O 3 -Gd 2 O 3 -Yb 2 O 3 - Barium-Strontium-Alumino-Silicate (BSAS)


31 Need for innovation in surface engineering Case study: Hard chrome replacement Hard Chrome plating is an electrolytic method of depositing chrome for engineering applications, from a chromic acid solution. Cr 6+ compounds EU classification

32
, - HIGH HARDNESS Typical values of 850-1050 HV - WEAR RESISTANCE extremely good resistance to abrasive and erosive wear - CORROSION RESISTANCE extremely high resistance to atmospheric")
33 Need for innovation in surface engineering Hard chrome replacement Properties of hard chrome: - LOW COEFFICIENT OF FRICTION coefficient against steel of 0.16 (0.21 dry), - HIGH HARDNESS Typical values of HV - WEAR RESISTANCE extremely good resistance to abrasive and erosive wear - CORROSION RESISTANCE extremely high resistance to atmospheric oxidation, and a good resistance to most oxidising and reducing agents - MACHINING Can be successfully finished



34 Case study Hard chrome replacement in marine engine components Wärtsilä aims to be the leader in power solutions for the global marine markets



35 Case study Hard chrome replacement in marine diesel engine components

36 Case study Hard chrome replacement in marine diesel engine components


37 Case study Hard chrome replacement in marine diesel engine components Valves problems: High temperature Wear Cold and hot corrosion Hot-corrosion and oxidation Thermomechanical fatigue Wear and cold corrosion from sulphur compounds Creep Fatigue


38 Case study Hard chrome replacement in marine diesel engine VALVES Problem: Wear and cold corrosion in exhaust and intake valves stem Hard chrome on stem has a short service-life
39 Case study Hard chrome replacement in marine diesel engine valves Ceramic-metal (cermet) HVOF coatings 2 phases - microstructure Hard ceramic phase: wear resistance Metal matix: toughness and corrosion resistance
: WC-CoCrNi (WC-Co)-NiCrSiFeBC Cr 3 C 2 25 (Ni-Cr) Facility: HVOF JP5000")
40 Case study Hard chrome replacement in marine diesel engine valves Materials (Sulzer powders): WC-CoCrNi (WC-Co)-NiCrSiFeBC Cr 3 C 2 25 (Ni-Cr) Facility: HVOF JP5000 gun
41 Wärtsilä requirements and constrain Cermet HVOF coatings Thickness higher than150 µm Porosity as low as possible Hardness higher than 900 HV Optimization of deposition parameters by Design of Experiment (DoE) High deposition efficiency 2 factors 3 levels 3 2 parameter sets 1) Kerosene - O 2 flow 1) Low Keros. (gph) O 2 (scfh) 5, , ) Spray distance 2) Medium 3) High Distance (mm)
42 Desirability Phase 1- HVOF coatings optimization (DoE) Investigated properties Deposition efficiency Porosity as a function of total flow and spray distance Hardness DESIGN-EXPERT Plot Actual Factors: X = O2 mass flow Y = Distance Weighted combination of these properties provide the desirability function Distance O2 mass flow
43 Desirability WC-CoCrNi Properties Deposition efficiency (um/pass) Optimized value DESIGN-EXPERT Plot 24,3 Hardness (HV 100 ) 1610 Porosity (%) 3,04 Desirability 0,84 Actual Factors: X = O2 mass flow Y = Distance Keros. (gph) O 2 (scfh) 5, , Distance (mm) Optimized parameters Distance O2 mass flow
44 Desirability (WC-Co) - NiCrSiFeBC Properties Deposition efficiency (um/pass) Optimized value DESIGN-EXPERT Plot 10,8 Actual Factors: X = O2 mass flow Y = Distance Hardness (HV 50 ) 1053,5 Porosity (%) 1,79 Desirability 0, Keros. (gph) O 2 (scfh) Distance (mm) , , Optimized parameters Distance O2 mass flow
45 Cr 3 C 2 25 (Ni-Cr) One Factor Plot Properties Deposition efficiency (um/pass) DESIGN-EXPERT Plot Optimized value Actual Factor 34,3 X = O2 mass flow Hardness (HV 100 ) 1369 Porosity (%) 4,06 Desirability 0, Keros. (gph) O 2 (scfh) 5, , Distance (mm) Optimized parameters X: O2 mass flow Y: Desirability


46 Phase 1- HVOF coatings optimization (DoE) Optimized coatings WCN CRC WSF


47 Phase 2- optimized coatings characterization Corrosion tests Wear tests
48 Phase 2- optimized coatings characterization Corrosion tests 1 hour immersion test boiling 5% H 2 SO 4 solution 200 Corrosion test - mass lost 191, Mass loss (mg/cm2 ) ,29 6,26 0,065 CRC WSF WCN HC



49 Phase 2- corrosion tests Hard chrome Not protective



50 Phase 2- corrosion tests WCN coatings No surface damage detectable


51 Wear (mm3) Phase 2- optimized coatings characterization Wear tests - Load: 91 N - Sliding distance: 2000 m - Speed: 1 m/s 0,60 0,50 0,40 0,42 0,49 As sprayed Senza attacco corrosivo Post corrosion attack Con attacco corrosivo 0,30 0,20 0,10 0,00 0,23 0,27 0,22 0,16 0,14 0,13 0,07 0,08 0,02 0,03 0,01 0,01 0,01 n.c.


52 Phase 3- coating selection for valve deposition WC-CoCrNi: - Highest hardness - Lowest wear rate - Lowest corrosion rate - Good density - High deposition efficiency - WC-CoCrNi coating was selected - Coated valves tested for 3 years on a Wartsila test engine


53 Innovative coatings for hot corrosion Case study: Hot corrosion on marine diesel engines valves Aggressive environment produced by high impurity contents within the fuel: V, Na, S.
54 Innovative coatings for hot corrosion Multiphase cermet coatings: CrystalCoat


55 Innovative coatings for hot corrosion Multiphase cermet coatings: CrystalCoat Metal alloy SiO 2 Basalt Oxide Other silicates CRYSTALCOAT
56 Innovative coatings for hot corrosion Case study: Hot corrosion on marine diesel engines valves Aim: development of innovative thermal spray coatings alternative to Crystal Coat Commercial (non standard) tested solutions Development of innovative solutions Cr 3 C 2 NiCr Cr 3 C 2 NiCrAlY Cr 3 C 2 CoNiCrAlY Cr 3 C 2 self fusing alloy Mullite nano SiO 2 NiCr
57 Innovative coatings for hot corrosion Phase 1- coatings optimization (DoE) Thickness higher than150 µm Porosity as low as possible High deposition efficiency Optimization of deposition parameters by Design of Experiment (DoE) 2 factors 3 levels 3 2 parameter sets 1) Kerosene - O 2 flow 1) Low Keros. (gph) O 2 (scfh) 5, , ) Spray distance 2) Medium 3) High Distance (mm)


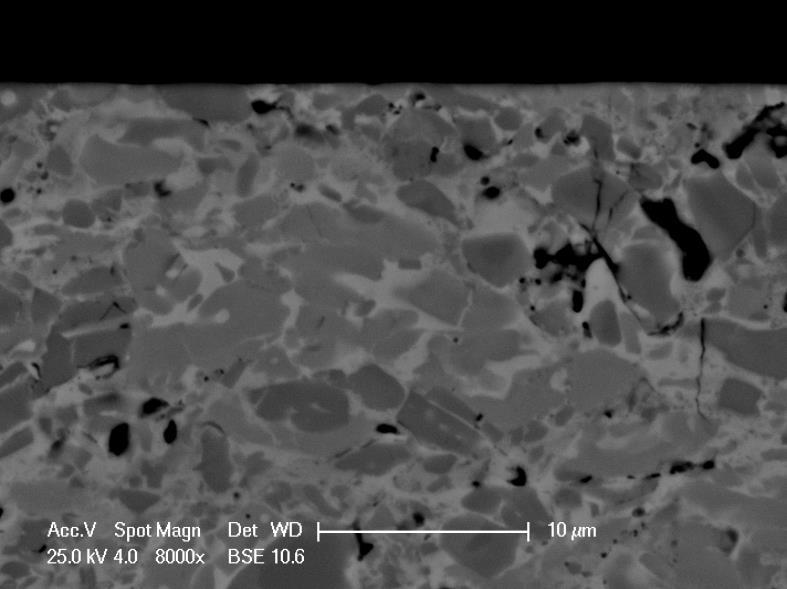
58 Example: optimization of Cr 3 C 2 - self fusing alloy Optimized coating Very low porosity (< 1 %) Ceramic phase dispersed in multiphase metallic matrix



59 Innovative coatings for hot corrosion Mullite nano SiO 2 NiCr Powder agglomeration spray drying Nano-SiO 2 cover completely the spray dried agglomerates


60 Innovative coatings for hot corrosion Mullite nano SiO 2 NiCr Coating deposition Coatings retain the nano-structure

61 Innovative coatings for hot corrosion Hot corrosion tests Temperature: 750 C Environment: Na 2 SO 4 V 2 O 5 molten salt Exposure time: up to 100 h 5 h 50 h 100 h Oxide scale evolution

62 Innovative coatings for hot corrosion Hot corrosion tests Nanostructured coating 25 h


63 Innovative coatings for hot corrosion Hot corrosion tests Comparison between nanostructured and self fusing coatings Cr3C2 self fusing alloy 25 h Nano 25 h Thinner oxide scale in nano-coating
64 Thickness [μm] Corrosion kinetics Scale growth kinetics 90 Carbide-NiCr Carbide-MCrAlY/2 Carbide-Self flux Carbide-MCrAlY/1 Cer-nano/oxide-NiCr Time [h]

65 Faculty of Engineering Sapienza University of Rome