Pb-Free Solder Paste M705-LFAC19
|
|
|
- Willa Johnston
- 5 years ago
- Views:
Transcription

1 Senju Metal Industry Co.,LTD. -Free Solder Paste Manufacturer Senju Metal Industry Co.,Ltd. 23 Senju Hashido-cho, Adachi-Ku, Tokyo, Japan. Phone: (81) Fax: (81)

2 ECO SOLDER PASTE is a lead free pastes developed for the jet system. This pastes to be able to adjust the viscosity property to adjust to a special usage and to do a stable supply. This pastes uses of Type5 powder,but good wetting for hot air reflow oven.moreover, it is possible to get wet enough even if shifting from the pcb pad. And, the soldering ball is not generated either. A characteristic of M705 alloy Alloy Composition(%) Specific gravity M705 Ag3.0-Cu0.5-SnBal Sn- Sn63-Bal 8.4 Melting temperature (C) Solidus 217 Peak Liquidus 220 Tensile strength (Mpa) Elongation(%) Young s module (GPa) 0.2% Yield point (MPa) CTE (ppm/c) Vickers Hardness (Hv) SEM Photo of Solder powder This powder is a globular form, and has very little surface oxidization. Such is the case with all ECO-solder paste products from Senju Metals. This picture shows type-5(15-25um) as a reference -2
3 characteristics Items Solder Powder Test method /Remarks Alloy Composition Melting Temperature Powder Shape Powder size/distribution Type Activity Halogen Surface Insulation Resistance (40C90%RH,168hr) Ag3.0-Cu0.5-Sn:Balance Solidus: 217 o C Peak: 219 o C Liquidus: 220 o C FLUX Spherical 15 ~ 25um (Standard) RO L1 0.01%under/Flux Over 1.0E DSC SEM SEM & Laser method J-STD-004 J-STD-004 Titration method Electro-migration Resistance (85C85%RH Bias DC45V, 1000hr) Over 1.0E+9 No visible migration Copper mirror test Fluoride Test PASS PASS Solder Paste JIS Z 3197 JIS Z 3197 Viscosity 100Pa.s Thixotropic Index Flux Content Slump in Heat Tackiness Tackiness time Copper plate corrosion test Validity (unopened, keep in cool:0 ~ 10C) % 0. 7mm Max. 1.0N Over 24h/1.0N PASS 6 months JIS Z 3197 JIS Z ** number of this table is for reference -3
4 About Name of product Product considered Environment Type of Solder Alloy Type of Flux Lot No. Lot No. B0101-E31 Product Year(A:2004 B:2005 C:2006) Product Day(01,Jan) Daily Product Lot Number stability of viscosity Viscosity (Pa.s) / 10rpm, 25C Time w/continuous measuring (hours) Equipment: Malcom-PCU viscometer This product has little change from the first stage, and its printing characteristics are stable over a long period of time. -4
5 Tackiness and Tackiness time Tackiness (N) thickness:200um thickness:150um Time after printing (hr) Tackiness and Tackiness time Test conditions: Equipment: Rhesca, Tackiness tester Immersion speed: 2.0mm/s Press time: 0.2s Press load: 0.49N Test speed: 10.0mm/s Environment:25 50%RH Paste tackiness and tack time are important characteristics influencing the component loading in high-speed placement (PCB) type of equipment. Tackiness time especially affects the defect rate (missing component, tombstone etc.) after pausing for machine maintenance. LFAC19 has higher initial tackiness and longer tackiness over time after printing. Tackiness and Tackiness time under the humidity environment Tackiness (N) %RH(Room condition) 30 90%RH Time after printing (h) -5
 Stencil")



6 Solder Ball Solder ball test () Stencil thickness:150um Preheat: sec Peak temp.:235 (above sec) Initial After 8hrs After 2hrs After 24hrs After 4hrs -6
7 Recommended reflow temperature profile Senju s recommended reflow temperature profile for is shown below. On the PCB, a difference of temperature occurs according to differences in heat capacity of parts on the assembled PCB. However, it is ideal that all soldering points on the PCB reach the following recommended zones and times. In addition, soldering characteristics may vary depending on reflow oven specifics, PCB mounting, and loading components. Performing a check evaluation is recommended. TEMP (C) Pre-heating area B Heating rate 2 ~ 3 C/sec C D Reflow area 150 Heating rate 2 ~ 4 C/sec A 100 Our recommended equipment for reflow: SAI-3808 (Air convection type) SNR-725 (For Nitrogen) Recommendation Value at each point A: soak start: B: soak end: A-B: soak time: 150~ ~200 90±30sec C: Peak temp.: D: time above 220 (solidus line) 230~250 30~60sec The use of nitrogen improves soldering. -7
 Melting")

")


8 Reflow-ability Standard M705 paste (25~36um) Melting behaviour aperture:280um thickness:120umt preheat:180~200 /120sec peak:240 (above sec) Standard M705 paste (15~25um) Wet-ability Wetting and Dewetting () Stencil thickness:150um Preheat: sec Peak temp.:235 (above sec) -8

")
")
")


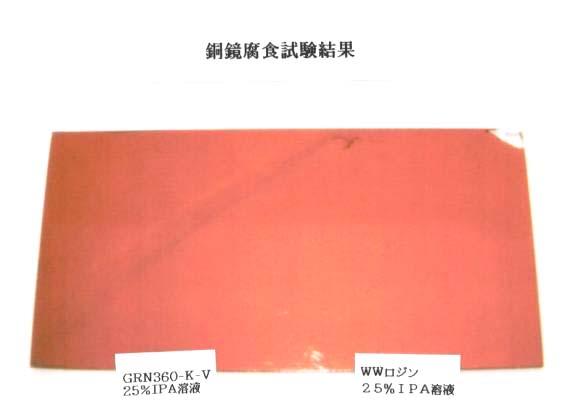
9 Reliability Copper Corrosion Test (JIS Z 3197) Initial (blank) Initial () After 72hrs at 40 90% (blank) After 72hrs at 40 90% () Copper Mirror Test (JIS Z 3197) Fluoride Test (JIS Z 3197) Blank LFAC19 LFAC19 ブランク -9

 Applied Voltage: 45V 1.0E+15 1.")


10 Reliability 1.0E+17 Migration test Test condition: 40 90%RH,85 85%RH Measuring Voltage: 100V(In chamber) Applied Voltage: 45V 1.0E E+13 SIR(Ω) 1.0E E E E %RH 40 90%RH 1.0E+03 Initial Initial 24H 96H 168H 250H 500H 750H 1000H Room temp in Humidity chamber 40 90%RH after 1000H Non-Migration 85 85%RH after 1000H Non-Migration -10
11 Storage stability Viscosity monitoring results with Storage time (Initial ~ over 6 months) 150 Viscosity (10rpm/Malcom) 100 Kept in Cool (0-10C) Storage time (days) Quality and stability over long periods of time are characteristics required to make paste material workable. Especially in the case of irregularities in production and other operation variables. In addition, the guaranteed shelf life for this paste is six months in syringe and refrigerated storage condition (0-10 degrees C). -11