Phosphating on Ferrous and Aluminium Alloys. Reference : D. B. Freeman, Phosphating and Metal Pre-treatment, Industrial Press Inc, New York, 1986.
|
|
|
- Marilynn Baldwin
- 5 years ago
- Views:
Transcription
1 Phosphating on Ferrous and Aluminium Alloys Reference : D. B. Freeman, Phosphating and Metal Pre-treatment, Industrial Press Inc, New York, 1986.

2 Objectives of Phosphating Pre-treatment of metals before painting to enhance adhesion of paints To increase corrosion resistance


3
4 General Process Degreasing Activation Phosphating (Post-treatment)
5 Basic Chemistry
6 Orthophosphoric Acid H 3 PO 4 (Orthophosphoric acid) is tribasic acid. - Three replaceable hydrogen atoms - The values of the dissociation constant at 25 C. H 3 PO 4 H 2 OP H + K 1 = 0.71 x 10-2 H 2 OP 4 - HPO H + K 2 = 7.99 x 10-8 HPO 4 2- PO H + K 3 = 4.80 x 10-13
7 Univalent Metal Phosphates Primary NaH 2 PO 4 ph 5.6 Secondary Na 2 HPO 4 ph 8.3 Tertiary Na 3 PO 4 ph 11.9
8 Divalent Metal Phosphates Primary M(H 2 PO 4 ) 2 Secondary MHPO 4 Tertiary M 3 (PO 4 ) 2
9 Zinc Orthophosphates 1. Diacid primary phosphate : Zn(H 2 PO 4 ) 2.2H 3 PO 4 2. Primary phosphate dihydrate : Zn(H 2 PO 4 ) 2.2H 2 O 3. Secondary phosphate monohydrate : ZnHPO 4 H 2 O 4. Secondary phosphate trihydrate : ZnHPO 4.3H 2 O 5. Tertiary phosphate tetrahydrate : Zn 3 (PO 4 ) 2.4H 2 O Only 4 and 5 are stable. Tertiary phosphate tetrahydrate natural mineral, Hopeite Tertiary phosphate tetrahydrate is normally precipitated on neutralization of dilute zinc primary phosphate solution
10 Manganese Phosphate Manganese primary phosphate : Mn(H 2 PO 4 ) 2 Secondary phosphate trihydrate : MnPO 4.3H 2 O Tertiary phosphate : Mn 3 (PO 4 ) 2 Secondary-tertiary phosphate : Mn 3 (PO 4 ) 2.2MnHPO 4.5H 2 O
11 Iron Phosphate Ferrous phosphates Primary phosphate dihydrate : Fe(H 2 PO 4 ) 2.2H 2 O Secondary phosphate monohydrate : FeHPO 4.H 2 O Tertiary phosphate octahydrate : Fe 3 (PO 4 ) 2.8H 2 O, natural mineral, Vivianite Ferric phosphates Primary phosphate : Fe(H 2 PO 4 ) 3 Tertiary phosphate : FePO 4 insoluble, except in acid solutions
12 Heavy Metal Phosphating An electrochemical phenomenon in which dissolution of the metal occurs at the microanode area and discharge of hydrogen followed by hydrolysis and precipitation of insoluble phosphates takes place at the micro-cathode area.
13 Formation of Crystalline Phosphate Coating Depends on solubility characteristics of phosphates Typical metal phosphates : Fe phosphates Mn phosphates Zn phosphates Primary phosphates soluble in water Secondary phosphates unstable/insoluble Tertiary phosphates insoluble
14 Mechanism complex, but depends on basic equilibrium Primary phosphate (soluble) <-> Tertiary phosphate (insoluble)
15 Dissociation of heavy metal primary phosphate solution 3M(H 2 PO 4 ) 2 -> 3MPO 4 + 3H 3 PO 4 (1) 3MHPO 4 -> M 3 (PO 4 ) 2 + H 3 PO 4 (2) 3M(H 2 PO 4 ) 2 -> M 3 (PO 4 ) 2(s) + 4H 3 PO 4 (3) Hydrolysis reaction higher ph : reactions (1), (2), (3) shifted left to right Higher T : reaction (3) shifted left to right
16 Reaction of Phosphoric acid and Metal Substrate, M 1 (metal substrate) : M 1 + 2H 3 PO 4 <-> M 1 (H 2 PO 4 ) 2 + H 2 (4) M 1 = metal substrate / metal being coated M 2 = another metal in bath solution Without taking into account the formation of mixed salts, basic salts and double salts, the following salts can be present : In solution : (M 1 )(H 2 PO 4 ) 2, (M 2 )(H 2 PO 4 ) 2 In the coating : (M 1 )HPO 4, (M 2 )HPO 4, (M 1 ) 3 (PO 4 ) 2, (M 2 ) 3 (PO 4 ) 2
17 Role of Free Phosphoric Acid Hydrolysis equilibrium depends on the concentration -> greater at lower concentration. Free phosphoric acid is consumed in (4), shifting (1) to (3) to the right. Free phosphoric acid must always be present to repress hydrolysis and keep bath stable, i.e. reactions (1) to (3) to the left. Degree of dissociation increases with rising temperature -> more phosphoric acid is necessary to prevent precipitation throughout the bath. Insoluble secondary and/or tertiary phosphate is deposited at the metal-solution interface and chemically bound, and some as sludge. If too much free phosphoric acid is present in the bath, it will take longer to be neutralized at the interface and more metal will be dissolved by reaction (4).
18 Zinc Phosphate Coating 3Zn(H 2 PO 4 ) 2 <-> Zn 3 (PO 4 ) 2 + 4H 3 PO 4 2Zn + 4H 3 PO 4 -> 2Zn(H 2 PO 4 ) 2 + 2H 2 2Zn + Zn(H 2 PO 4 ) 2 -> Zn 3 (PO 4 ) 2 + 2H 2
 (hopeite) + FeHPO 4 + 3H 3 PO 4 + H 2 (Van Wazer, 1958) Zn(H 2 PO 4 ) 2 -> ZnPO 4 - + H 2 PO 4 - + 2H + Fe + 2ZnPO 4 - -> Zn 2 Fe(PO 4 ) 2 + 2e - (at anodic area) (Cupr and Pelikan, 1965) Zn")
19 Zinc Phosphating on Ferrous Alloys 3Zn(H 2 PO 4 ) 2 + 2Fe -> Zn 3 (PO 4 ) 2 (insoluble) + 2Fe(H 2 PO 4 ) 2 (soluble) + H 2 Fe + 3Zn(H 2 PO 4 ) 2 + 2H 2 O -> Zn 3 (PO 4 ) 2.4H 2 O) (hopeite) + FeHPO 4 + 3H 3 PO 4 + H 2 (Van Wazer, 1958) Zn(H 2 PO 4 ) 2 -> ZnPO H 2 PO H + Fe + 2ZnPO 4 - -> Zn 2 Fe(PO 4 ) 2 + 2e - (at anodic area) (Cupr and Pelikan, 1965) Zn 2 Fe(PO 4 ) 2.4H 2 O (phosphophyllite) presents together with Hopeite (Cheever, 1967).
20 Diagrammatic representation of zinc phosphating on ferrous alloys

21
22 Steps of Phosphating on Steel (Ghali and Potvin, 1972) Electrochemical attack of steel Amorphous precipitation Crystallisation and growth Crystal reorganization (Dissolution-reprecipitation process may occur whereby phosphophyllite at the coating-solution interface transforms to hopeite.)
23 Potential-Time Relationships During Steps of Phosphating
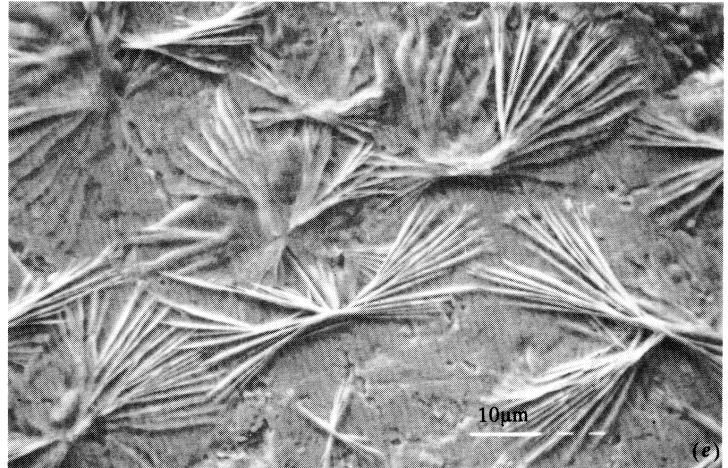
24 SEM Micrographs of Spray Zinc Phosphate Coating on Cold-rolled Steel








25
26 Accelerators Phosphating reaction tends to be slow owing to polarization caused by hydrogen evolution in cathodic area. Some form of acceleration must be employed. Means of accelerating can be divided into 3 classes : 1. Addition of heavy metal salts : Cu, Ni 2. Addition of oxidizing agents 3. Physical means
27 Copper and Nickel Accelerators Small amounts of Cu added as a soluble salts greatly increases the speed of reaction. Plating-out of traces of metallic copper gives additional cathodic areas. Too much copper in the solution must be avoided to prevent the formation of a complete displacement coat of metallic copper instead of the desired phosphate coating.
28 Copper and Nickel Accelerators Nickel salts have a similar effect, but possibly with different mechanism. Nickel affects precipitated insoluble phosphates in their nascent colloidal form. Excess nickel has no deleterious effect. Nickel additions can enhance the corrosion resistance of the coating.
29 Oxidizing Accelerators The most important class comprising oxidizing or depolarizing accelerators They react with hydrogen and prevent polarization of the treated metal. Most commonly employed accelerators : Nitrates, nitrites, chlorates, peroxides and organic nitro-compounds -> alone or in various combinations. Restricted use only to zinc phosphate systems, since they may cause side-effect in other systems.
30 Nitrate Acceleration Used in zinc and manganese phosphate baths, alone or in combination with other accelerators. With high nitrate concentration and high temperature, some nitrate will autocatalytically reduced to nitrite the solution will be Fe-free by oxidizing the iron to insoluble ferric phosphate -> so called nitrite/nitrate-accelerated. Nitrate-accelerated processes usually operate over the temperature range o C.
31 Chlorate Acceleration First practical bath was patented by Darsey (1940) Effective over quite a wide range, % in the bath. Applied almost exclusively in Zn phosphate systems as it is incompatible with Fe phosphate and may also oxidize Mn in solution. Corrosive and has undesired reduction products, mainly chloride.
32 6H 2 + 2NaClO 3 -> 2NaCl + 6H 2 O 6Fe(H 2 PO 4 )2 + NaClO 3 -> 6FePO 4 (insoluble) + 6H 3 PO 4 + NaCl + 3H 2 O Overall reaction Coating 3Zn(H 2 PO 4 ) 2 +4Fe + 2NaClO 3 -> Zn 3 (PO 4 ) 2 + 4FePO 4 +2NaCl + 6H 2 O Sludge (Chlorate + Sodium metanitrobenzene sulphonate has found considerable favour.)
33 Peroxide Acceleration Hydrogen peroxide is probably the most powerful accelerator. Applicable only to zinc phosphate systems Added continuously to maintain effective concentration of about 0.05 g/l H 2 O 2 Oxidation of ferrous phosphate by peroxide leads to the formation of phosphoric acid : 2Fe(H 2 PO 4 ) 2 + H 2 O 2 -> 2FePO 4 + 2H 3 PO 4 +2H 2 O
34 Nitrite Acceleration Added as sodium nitrite Another powerful accelerator, effective at low concentration ( g/l) Nitrite and Fe 2+ can coexist as ferrous nitroso complex, Fe(NO) 2+. Nitrate can form by atmospheric oxidation. Wide use for zinc phosphate solutions at low temperature. Disadvantage : instability, toxic nitrous fumes
35 Acceleration by Organic Nitro-compounds on large-scale use Nitroguanidine Advantage : non-corrosive Disadvantages : slightly soluble does not control the build-up of Fe 2+ high explosive - Sodium metanitrobenzene sulphonate more solutble less powerful than nitroguanidine
36 Physical Acceleration Mechanical agitation some accelerating effect in immersion baths Spray Coatings are formed more rapidly than by immersion/dip. For a given thickness, coatings can be formed at lower temperature. Fresh solution is always presented to the metal surface, whereas, in immersion processing, the solution adjacent to the metal surface may become depleted in some ions. Forcible spraying can remove loosely adhered solid material that ma be left on the work after degreasing. Forcible spraying can prevent the formations of bubbles on the metal surface, which may result in pinholes in the coating. Ferrous iron can be oxidised by atmospheric oxygen on spraying. -> Ferrous phosphate solutions cannot be sprayed.
37
38 Electrical Acceleration Direct current by making the work as cathode and alternative current can accelerate complete coating. The advent of chemcial accelaration results at least as good could be achieved without the use of electricity and the process fell into disuse.
39 Alkali Metal Phosphating (Lightweight Iron Phosphating) Solutions contain only acid phosphates of Na, K or ammonium no heavy or coating metal ions. The systems have been used for iron substrates. The coatings vary in appearance blue and grey are generally regarded as being amorphous or fine-crystalline structure. Optimum ph = (ph = for heavy metal phosphating) Coatings consist of a mixture of iron phosphate and iron oxide 36-60%FePO 4 was quoted.
40 Acceleration in Alkali Metal Phosphating Mechanism of coating formation in alkali metal primary phosphate is different from that of heavy metal phosphating. Alkali metal orthophosphates are all water-soluble -> no hydrolysis equilibrium between them. Oxidizing accelerators, particularly chlorates, bromates, nitrates and organic nitro-compounds are frequently employed with alkali metal phosphate processes, but their role is much less vital, particularly for spray application where sufficient acceleration may be provided by atmospheric oxygen. Accelerated system results in a large number or crystal nuclei for heavy metal phosphating, but, for alkali metal phosphating, the thickness of the amorphous layer is increased.
41
42 Mechanism in Alkali Metal Phosphating Machu (1963) 2Fe + 4NaH 2 PO 4 + 2H 2 O + O 2 -> 2Fe(H 2 PO 4 ) 2 + 4NaOH (as in heavy metal phosphating) 2Fe(H 2 PO 4 ) 2 + 2NaOH + O -> 2Fe(PO 4 ) 2 + 2NaH 2 PO 4 2Fe(H 2 PO 4 ) 2 + 6NaOH + O -> 2Fe(OH) 3 + 2NaH 2 PO 4 + 2NaH 2 PO 4 + 2Na 2 HPO 4 + H 2 O 2Fe(OH) 3 -> Fe 2 O 3 + 3H 2 O Sludge-free, all insoluble products go into the coating. Jenkins and Freeman (1963) Fe + 2NaH 2 PO 4 + O -> FeHPO 4 + Na 2 HPO 4 + H 2 O 2Fe + 3O -> Fe 2 O 3 Gebhardt (1968) Fe 3 (PO 4 ) 2.8H 2 O (Vivanite) during growing process Dring in air induce additional formation of magnetite Fe 3 O 4
43 Some Characteristics of Zinc Phosphate Coatings
44
45
46 P ratio Miyawaki, Okita, Umehara and Okabe (1980) P ratio = (Phosphophlyllite)/(Phosphophlyllite + Hopeite) P was the highest with dip application and low ratio Zn:PO 4 in the bath.
47 Factors affecting composition of zinc phosphate coatings on steel 1. Methods of application : spray, dip, etc. 2. Type and degree of agitation 3. Bath chemistry Ratio of Zn:PO 4 Other metal ions
48 Coating Completion assessed in a number of ways : 1. Gas ceasing 2. Coating weight time curve 3. Potential measurement 4. Microscopic examination
49
50


51
52 Zinc Phosphate Processes for Paint Bonding : An Example of Applications
53 Steps in Immersion Processing Alkali Cleaning Rinsing Pickling (optional) Rinsing Phosphate coating Rinsing Chromate coating (post-treatment) Drying
54 Orthodox Immersion Processing Nitrite/nitrate-accelerated processes are most commonly employed. Condition Accelerator : nitrite Coating weight : g/m 2 Coating type : Zinc phosphate Operating conditions : Dip, 5-15 min., o C Control parameters Total acid : ml Free acid : 6-10 ml Accelerator : 2-3 ml Tank materials : mild steel Remarks : coating weight and crystal structure are very much affected by pre-cleaning method -> tends to give coarse coatings after strong alkali cleaning or acid pickle without refining pre-dip, requires regular nitrite additions.
55 Calcium-modified Immersion Processing Coat-refining agents Organic refining agents : limited effect Calcium -> mixed zinc calcium phosphate (Scholzite, Zn 2 Ca(PO 4 ) 2.2H 2 O Smoother than normal zinc phosphate coating Unaffected by pre-cleaning Condition Accelerator : nitrite Coating weight : g/m 2 Coating type : Calcium modified zinc phosphate Operating conditions : Dip, 2-5 min., o C Control parameters Total acid : ml Accelerator : ml Tank materials : mild steel Remarks : refined coatings after alkali or acid cleaning without refining pre-rinse. Particularly suitable for one-coat finishes. Requires regular nitrite additions.

56
57 Spray Processing Typical Spray Zinc Phosphate for Paint Bonding Conditions Accelerator : nitrite Coating weight : g/m 2 Coating type : Zinc phosphate Operating conditions : Spray, 1-2 min., o C Control parameters Total acid : ml Free acid : ml Accelerator : (no information) Tank materials : mild steel Remarks : (no information)
58 Spray Processing Multimetal Spray Zinc Phosphate for Paint Bonding Nickel and simple and/or complex fluorides are added. used in automotive industry, where significant amounts of galvanized steel are employed. widespread in USA Conditions Accelerator : nitrite Coating weight : g/m 2 Coating type : Zinc phosphate Operating conditions : Spray, 1-3 min., o C Control parameters Total acid : ml Free acid : (no information) Accelerator : ml Tank materials : mild steel, stainless steel for longer life Remarks : -
59 Spray Processing Low-temperature Spray Zinc Phosphate for Paint Bonding Manganese is added. used in UK and Italy Conditions Accelerator : nitrite Coating weight : g/m 2 Coating type : Zinc manganese phosphate Operating conditions : Spray, 1-2 min., o C Control parameters Total acid : ml Free acid : ml Accelerator : 3-4 ml Tank materials : mild steel Remarks : low temperature, low stain
60 Spray Processing Spray Zinc Phosphate for Paint Bonding for Closed-loop Operation NaOH used as neutralising agent for hydrogen peroxide system leads to accumulation of Na ions in the bath. Zinc carbonate is used instead. Conditions Accelerator : hydrogen peroxide Coating weight : g/m 2 Coating type : Zinc phosphate Operating conditions : Spray, 1-2 min., o C Control parameters Total acid : ml Free acid : ml Accelerator : 3-4 ml Tank materials : mild steel, stainless steel for longer life Remarks : can be incorperated in closed-loop ststem to give total recycling of rinse water and no liquid effluent
61
62 Spray Processing Spray Zinc Phosphate for Paint Bonding Low stability of nitrite -> Chlorate + Sodium metanitrobenzene sulphonate Conditions Accelerator : Chlorate/metanitro-benzene sulphonate Coating weight : g/m 2 Coating type : Zinc phosphate Operating conditions : Spray, s, o C Control parameters Total acid : ml Free acid : ml Accelerator : (no information) Tank materials : mild steel, stainless steel for longer life Remarks : (no information)
63 Spray Processing Low temperature Spray Zinc Phosphate for Paint Bonding Conditions Accelerator : Chlorate/metanitro-benzene sulphonate Coating weight : g/m 2 Coating type : Zinc phosphate Operating conditions : Spray, s, o C Control parameters Total acid : ml Free acid : ml Accelerator : (no information) Tank materials : mild steel, stainless steel for longer life Remarks : may contain fluoride and nickel for treatment of galvanized steel and limited quantities of aluminium.
64 Electropaint Anodic systems Cathodic systems
65 Anodic electropaint fluoride-containing phosphate process helped to smooth out the finish After 1970, anodic electropaints based on epoxy resins For steel as anode : Primary reaction : Electrolysis of water H 2 O -> H + + OH - 2(OH) - -> H 2 O + O 2-2O 2- -> O 2 + 2e - Secondary reaction : Coagulation of resin and dissolution of substrate (R-COO) - (soluble) + H + -> R-COOH (insoluble) Fe -> Fe e - 2(R-COO) - + Fe 2+ -> (R-COO) 2 -Fe
66
67
68 Scab blistering and filiform corrosion are particular forms of cosmetic corrosion in anodic electropaint. Phosphate coating ( g/m 2 ) can achieve the standard salt spray test for 240 to 360 hours exposure. Use of chromate post-treatment and dry-off temperature above 100 o C tends to have a favourable effect on salt spray performance, but less marked for polybutadiene-based pains.
69
70 Cathodic electropaint Japan and Europe led the change to cathodic primers for higher standards of corrosion protection. Primary reaction : Electrolysis of water H 2 O -> H + + OH - 2H + + 2e - -> H 2 Secondary reaction : Coagulation of resin Some dissolution of substrate does occur.
71 Advantages of cathodic over anodic deposition Better throwing power Better salt spray performance (up-graded from hours with anodic systems to hours) Reduced susceptibility to cosmetic corrosion Better performance on steel that has not been pre-treated.
72 Disadvantages of cathodic over anodic deposition Higher stoving temperatures Increased need for corrosion-resistant plant as a result of lower operating ph Problems with low rupture voltage on certain zinc-coated steels More stringent pre-treatment requirement
73 Phosphate coating as pre-treatment for electropaint Trend to full dip Zinc phosphate coatings formed by immersion are superior that those obtained by spray methods. Immersion leads to higher content of phosphophyllite than hopeite. Amorphous iron compounds may also present leading to favourable characteristics, not only the presence of phosphophyllite. Ideal coating weight for cathodic paint lies between g/m 2. Nickel and zinc phosphating with a high ratio Ni:Zn results in a mixed nickel zinc phosphate, Zn 2 Ni(PO 4 ) 2.4H 2 O was also developed.


74



75