Developments in Rail Welding London Underground Marc Clarke Technical Lead for Rail Welding
|
|
|
- Maximilian Charles
- 5 years ago
- Views:
Transcription

1 Developments in Rail Welding London Underground Marc Clarke Technical Lead for Rail Welding


2 The past The present The future
3 Introduction We are welding track more than ever before. We have improved on the standard of track welding being delivered. We undertake more in-house final weld inspections. We are constantly developing our track welding Technical Specifications. We are approving and utilising the latest welding processes and equipment available.
4 Historic welding documents

5 Technical Specifications



6 Aluminothermic welding processes Thermit GB s long life crucible

7 Thermit GB s long life crucible
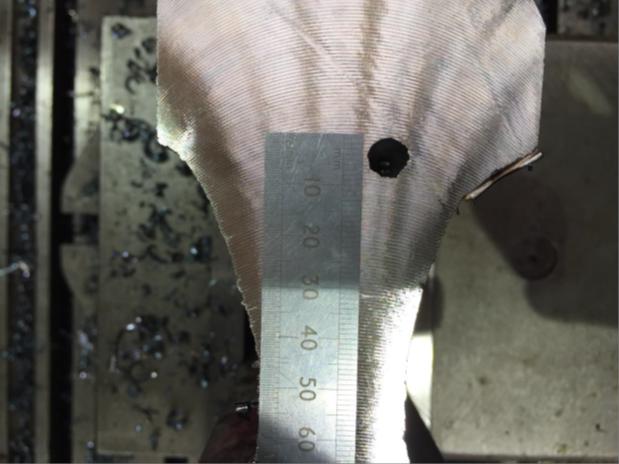
8 Porosity in Thermit GB standard gap welds



9 A reduction in this! Weld cast April 2007, found fractured during a routine patrol in January 2013


10 Arc welding equipment Lighter, more compact & the latest technology


11 Battery power packs & lightweight arc welding machines Power Pack 2500: The complete system, consisting of a battery module coupled to an inverter module Battery module : The lower part of the power pack, containing the battery, on/off switch and display. Provides a DC output to the inverter module. Inverter module : The upper part of the power pack which converts the DC from the battery module into an AC power output for powering other plant. SIP Weldmate T203 : The portable arc welding unit, SIP Weldmate T203 arc inverter welder.


12 Flux cored arc welding equipment Why FCAW? Continuous wire feed, the welder doesn't need to stop to change electrodes Larger deposition rates due to the ability to weave up to 20mm Consumable compatibility when arc welding premium grade rails


13 Diesel grinding machines Thermit GB GP4000d Geismar MP12d


14 BOC s Genie oxygen cylinder More Gas More Portable More Intelligent In 2014 the Genie oxygen cylinder was introduced to the industry. Welding suppliers have seen around a 25% saving in gas wastage. This is because of the pressure information screen located on the cylinder. If the information screen shows 30% welders know that there is enough gas to complete two thermic welds. With the old BR type cylinders welders would return sometimes half full cylinders.



15 335HP Premium grade rails 400HT Flash butt weld To approve the products we have to be able to weld them! Aluminothermic Premium to Premium grade Premium to R260 grade Propane and Acetylene fuel gas processes Process manual update Arc MMA FCAW


16 Phased array ultrasonic flaw detection equipment
17 Phased array ultrasonic flaw detection equipment The Sonatest equipment is an advanced ultrasonic tool which is being proposed for use on London Underground to inspect running rails for rail defects, predominantly those that are currently undetectable using already approved methods. The equipment measures the internal volumetric condition of an aluminothermic weld. The equipment is currently being tested for accuracy, fixed parameters are being set for ease of use. With a view to roll out as part of the final weld inspection of aluminothermic welds. Once approved for use it will flip the current weld inspection criteria on its head.
18 Enhanced cooling Thermit GB This development is well under way flat bottom testing is complete, LU has requested that Thermit complete bull head rail testing too. The prototype equipment that was presented used water to mist onto the weld, however the final version maybe air. The combination of the gull wing shear blades and the mist spray cooling of the Thermit welds has been demonstrated to save up to 15 minutes over natural cooled welds. A series of test welds are being sectioned and examined to check the microstructures of the welds and the condition of the HAZ to confirm that the welds are fully pearlitic and that no martensite is present.


19 Enhanced cooling Thermit GB Standard weld trimmer & blades


20 Enhanced cooling Thermit GB Modified gull wing blades Prototype spray misting equipment

21 Enhanced cooling Thermit GB



22 Aluminothermic rail head repair processes


 up to 160mm long, full")
23 Aluminothermic rail head repair processes Single repair (isolated defects) up to 75mm long, full head width, up to 25mm depth Double repair (wheel burns) up to 160mm long, full head width