Forming Review Questions
|
|
|
- Ashlee Melissa Miller
- 5 years ago
- Views:
Transcription

1 Forming Review Questions
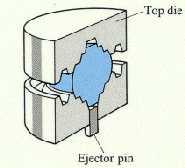
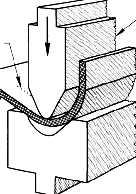
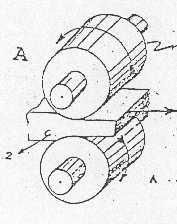
2 Forming Page 2 Using sketch only, describe each of the following: Free Forging Die forging Coining Flat rolling Shape rolling Indirect extrusion Direct extrusion Impact extrusion Wire drawing
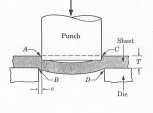
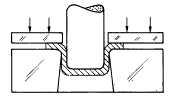
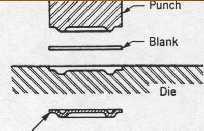
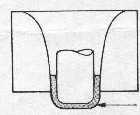
3 Page 3 Shearing Piercing Blanking Deep drawing bending spinning Press forming



4 Identify each of the following Forming Process Page 4
5 Page 5






6 Assign a proper Process to produce each of the following products Page 6


7 Page 7
8 Multiple Choice Exams 1 Page 8 Put the right answer No. in front of the no of the correct answer Structural section such as rails, angles, I-beams are made by (a) Hot rolling (d) hot extrusion (b) hot drawing (c) Hot piercing (e) Hot spinning (f) any one of the above 2-..a process changes the volume of material being processed. (a) shaping (b) metal cutting (c) turning (d) extrusion 3- A two high rolling mill consists of two rolls which rotate (a) At the same speed and in the same direction (b) At the same speed but in opposite direction (c) At different speed and in the same direction (d) At different speeds and in the opposite direction 4- Long wires are made by the.. process (a)drawing (b)extrusion (c) rolling (d)piercing (c)punching (d)drawing (c)blanking (d)reaming 5- Production of contours in flat blanks is called (a)blanking (b)piercing 6- Holes in sheet metal can be produced using (a)drilling (b) piercing 7- The operation of cutting a cylindrical hole in a sheet of metal by the punch and the die is called (a) Shearing (b) piercing (c) punching (d) Blanking (e) perforating (f) none of the above 8-.. process changes the volume of material being processed. (a) Forging (b) metal cutting (c) forming (d) extrusion 9- The movement of extrusion product is in the direction opposite to that of the deforming force (a)direct (b)forward (c) wire drawing (d)impact 17
9 Page 9 10 Long I section manufactured by (a)rolling (b)die forging (c)free forging (d)flat rolling 11- In a four high rolling mill, the diameter of backing up rolls is.. the diameter of working rolls. (a) equal to (b) smaller than (c) larger than 12- The parts of circular cross-section which are symmetrical about the axis of rotation are made by (a) Hot forging (b) hot spinning (d) hot drawing (c) Hot extrusion (e) Hot piercing (f) any one of the above 13- Extrusion (a) Is extensively used for making blots and nuts (b) Is used for reducing the diameter of round bars and tubs by rotating dies which open and close rapidly on the work (c) Is used to improve fatigue resistance of the metal by setting up compressive stresses in its surface (d) Consists of pressing the metal inside a chamber to force it out by high pressure through an orifice, which is shaped to provide the desired form of the finished part 14- Wire is fabricated by the following process (a)drawing (b)extrusion (c) rolling (d)piercing 15 Coining is the operation of (a)die forging (b)extrusion (c)free forging (d) piercing 16- Flash is exported during (a) free forging (b)die forging (c)coning (d)extrusion 17- Structural section such as rails, angles, I-beams are made by (a) Hot rolling (d) hot extrusion (b) hot drawing (e) Hot spinning (c) Hot piercing (f) any one
10 Complete the following statements 1. P a g e 10 processes changes the volume of material being processed. 2. Blanking involves.. 3. In an indirect extrusion process, the material flows in a direction Cutting flat sheet metal to shape and size cutting a portion of the blank but leaving small connection. 6. The closed die forging differs than the free forging in. 7. The flash is produced in case of closed die forging because 8. The force required in cold forging is than that in hot forging. 9. The temperature is in case of cold working, and.. in case of hot working. 10. Indirect extrusion refers to while direct extrusion refers to
11 Compare between each of the following: P a g e 11 Free Forging Die forging Direct Extrusion Indirect Extrusion Piercing Blanking Shearing Drawing
12 P a g e 12 Deep Drawing Spinning Die casting Die forging Die Forging Press forming Give the reasons of each of the following: Flash exportation in die forging Using two rolls which rotates in the same speed in opposite directions in flat rolling Extrusion process can not be used in producing product made from thermosetting polymers
13 P a g e 13 Discuss the correctness of the following statements. ( State true of false, then describe the reasons in detail) Flash is exported in die forging Flat rolling does not affect the thickness of the deformed material Forward extrusion deforms the material in liquid state Structural section such as rails, angles, I-beams are made by forging in the direction opposite to that of the deforming force in direct extrusion The diameter of the punch in deep drawing is larger than the die diameter In shearing, round punch should be used Deep hole in thick metal is usually produced using piercing