Dottorato di Ricerca in Ingegneria Elettronica, Automatica e del Controllo dei Sistemi Complessi
|
|
|
- Godwin Heath
- 5 years ago
- Views:
Transcription
1 Dottorato di Ricerca in Ingegneria Elettronica, Automatica e del Controllo dei Sistemi Complessi Multisensor Data Fusion for the Control System of an Arc Welding Robot Filippo Bonaccorso Tutor Prof. G. Muscato

2 RAPOLAC clusters expertise and resources from 8 participants, including 4 SMEs and 4 universities. The partners are drawn from member states of EU and one other country, Argentina, and includes specialists in the areas of part manufacturing, microstructural analysis, modelling and control, and environmental specialists.
3 OUTLINE RAPOLAC SMD PROCESS WELDING EXPERIMENTAL TEST BED USER INTERFACE

4 INTRODUCTION RAPOLAC is focussed on the Shaped Metal Deposition (SMD) process which is ideal for use in prototype production as well as in manufacturing, eliminating the need for tooling and shortening development lead-times. It uses no tooling and has low to zero harmful emissions. RAPOLAC will carry out research on process automation and will concentrate on documenting and controlling the material properties through the development of process models. Process parameters will be developed for many materials and the cost and environmental
5 SMD PROCESS
6 SMD INTRODUCTION Shaped Metal Deposition (SMD) is a near-net shape prototyping system patented by Rolls-Royce, licensed to the University of Sheffield and operated in collaboration with Footprint Tools. The process allows complex parts to be built directly from the CAD The process allows complex parts to be built directly from the CAD model with minimum finishing. The system creates components from the base up in a layer-wise fashion, depositing weld material without the need for tooling. Complex parts can be made with improved material properties, and it is possible for hybrid components to be created. The main uses of SMD are one off parts, rapid prototyping, repair and complex or hybrid components.
7 SMD INTRODUCTION Real Part Experimental Deposition Process

8 SMD INTRODUCTION Arc Welding Robot Layer by Layer Deposition Up to Desired Shape
9 SMD INTRODUCTION The innovative aspect of the SMD process consists of reversing the production philosophy actuated up to now, by the traditional manufacturing methods, such as machining, where the material is removed from the work piece to obtain a desired final shape. Drawbacks: Large waste of material in scraps Large prototyping time High energy required. All this costs increase depending of the material used.

10 SIMPLE DEPOSITIONS
11 WELDING


12 TIG WELDING Vx 2D Heat Diffusion Equation Rosenthal s (1938) Simplified Solution Z-axis Decreasing the Current Workpiece Travel Speed and Current affects the Welding pool width affects the Workpiece final thickness Increasing the Travel Speed
 The amount of material injected (WF) The Arc Current I The Arc")
13 TIG WELDING The layer height h is affected by the spatial distribution of the material deposited. So it depends on: The Travel speed (TS) The amount of material injected (WF) The Arc Current I The Arc Length
14 EXPERIMENTAL TEST BED
15 CONTROLLER KEY PARAMETERS Production Time Desired Shape Desired Mechanical Properties of the final work piece CONTR ROL Amperage Wire Feed Rate Travel Speed Step Height SMD PROC CESS 1) Torch Height from the Bead 2) Bead width and height 3) Welding Pool Shape

16 PROCESS FEEDBACK CCD Camera LIGHT VOLTAGE SOUND Workpiece Thermal Camera Torch Height from the Bead = Arc Length Weld pool geometry = Bead Width and Height

17 CONTROLLER KEY PARAMETERS Kuka Robot Bead width and height Microphone Ethernet Torch Height from the Bead NI LabVIEW Real Time Target RS 485 DeviceNet Protocol Tig Welder Welding Pool Dimensions IR Sensors Amperage Wire Feeder Rate Travel Speed Step Height Arc Length Torch position Temperature Profiles CCD Camera Thermal Camera RS 232 / RS 485 / Firewire/ USB 2.0 Sensors Feedback
18 USER INTERFACE

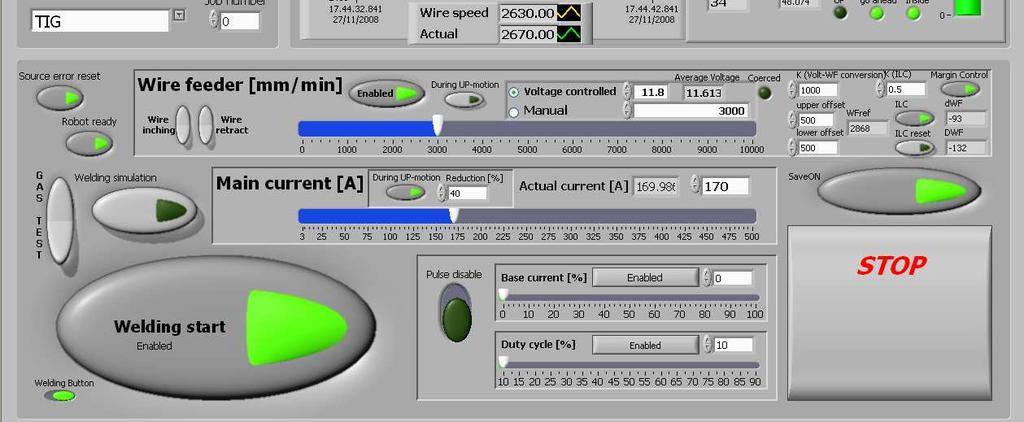
19 USER INTERFACE
20 STATUS MONITOR
21 WELDING SETTINGS
22 SENSORS INTERFACE



23 INIT TAB



24 POSITION TAB



25 SOUND TAB



26 IR-SENSORS TAB






27 IMAGE PROCESSING Arc-Length Masuring Trough Image Processing L Z-axis Webcam Workpiece
28 IMAGE PROCESSING Arc-Length Mesuring Trough Image Processing
29 IMAGE PROCESSING Welding-pool Geometry Measuring Trough Image Processing



30 IMAGE PROCESSING Video Camera Thermal Camera PassBand filter, CWL : 610nm
31 CONCLUSION Each module is identified as an elementary unit or as a virtual machine that communicates with the other modules to assure a good process control. Several algorithms were designed and developed to obtain this result. The proposed interface has been adopted in many different trials to get the best working conditions and the tuning parameters for the controller. The interface has been also really useful to monitor the process during the experiments, allowing to check in real time most of the parameters and to monitor the outputs.
32 PUBLICATIONS PATENT about a control method for arc welding deposition process (in progress) Welding Process Control for Rapid Manufacturing : Two Different Approaches Using Tin and Stainless Steel G. Muscato, G. Spampinato, L. Cantelli, ISR09 A Closed Loop Welding Controller for a Rapid Manufacturing Process G. Muscato, G. Spampinato, L. Cantelli, EFTA08 Control of Welding for Rapid Manufacturing: Two Cases Study F. Bonaccorso, C. Bruno, L. Cantelli, D. Longo, G. Muscato, G. Spampinato, SIDRA08
33 THANKS