A.S. Kiran 1, V. Desai 2, Narendranath 2 and P.G. Mukunda 1. R G g
|
|
|
- Flora Hicks
- 5 years ago
- Views:
Transcription
1 International Journal of Mechanical and Materials Engineering (IJMME), Vol.6 (2011), No.2, EVOLUTION OF MICROSTRUCTURE AND HARDNESS OF AL-SI FUNCTIONALLY GRADED MATERIAL CAST THROUGH CENTRIFUGE TECHNIQUE USING HYPEREUTECTIC AND EUTECTIC AL-SI A.S. Kiran 1, V. Desai 2, Narendranath 2 and P.G. Mukunda 1 1 Mechanical Engineering Department, NMIT, Bangalore, India, Mechanical Engineering Department, NITK, Surathkal, India, kiranaithal_s@yahoo.co.in Received 13 November 2010, Accepted 25 January 2011 ABSTRACT Functionally Graded Materials (FGMs) are a new class of inhomogeneous materials wherein the composition and the microstructure is varied to alter the material property within a component. The present study is to fabricate a Functionally Graded Al-Si in-situ material and to characterize. Al-Si alloys with 17wt%Si (hyper eutectic) and 11.7wt%Si (eutectic) have been used to fabricate Al- Si FGMs by centrifuge casting process. The microstructural characteristics and hardness profiles of these FGMs have been evaluated. The study shows the structure of Al-Si samples produced by this method show Hyper eutectic through Eutectic to Hypo eutectic structure along their depth. It also reveals that hardness of the sample and the silicon content decrease steeply along the depth of the sample. Keywords: Functionally Graded Material, Microstructure, Centrifuge, Hardness, Volume Fraction. 1. INTRODUCTION Functionally Graded Materials (FGMs) are a new class of inhomogeneous materials, whose composition and microstructure continuously vary. In conventional composites, the reinforcements or constituent phases are evenly distributed thereby the properties on an average will be uniform. However in FGMs, the composition and microstructure vary smoothly in space and the properties and performance thereby vary from one end of the specimen to the other. Kawasaki (1997) has shown that the Functional gradient can be tailored to the specified service conditions, thus ensuring the best response of the system. Due to the gradual variation of composition and microstructure, it avoids an abrupt interface and gives smooth transition of properties from one side to the other avoiding any local stress concentration. Birman (2007) reported that in order to use FGMs in structural and functional applications a suitable fabrication technique is needed that makes possible to produce the microstructural and compositional gradient with a high degree of reproducibility. Thus FGMs can meet functional performance requirement that vary with location within a work piece such as turbine component, rocket nozzle, medical implant, tool inserts and optical devices. Kiebact (2003) summarized that of late a lot of attention is being paid to the research on FGMs 275 production techniques through: Powder metallurgy, Deposition techniques, Centrifugal Casting, Electromagnetic separation etc. But these processing techniques have their own drawbacks regarding cost and limitations of methods. This technique used for producing FGM is very effective, low cost and it can produce solid shapes when centrifugal casting can produce only hollow axis symmetric shapes. Al-Si cast alloys exhibit high wear resistance, corrosion resistance, high strength to weight ratio, excellent cast-ability which led to its drastic developments in the field of automotive industry especially for tribological applications. Sakar (1975) has shown that, the improvement in tribological properties can be attributed to the graded distribution of second phase particles in the matrix. Clarke and Shivanath (1977) have shown the wear resistance improved as the content of the Si increased in hypereutectic and eutectic Al-Si system. Basavakumar (2007) reported that grain refinement has resulted in better wear resistance in Al-Si system. Zhang (2009) used an ultrasonic field to produce a FGM from melt. Author characterized the Al-Si FGM for hardness and Wear. Melgarejo (2006) and Watanabe (1999) reported on the gradual particle size distribution in the FGM fabricated by centrifugal solid particle method.. In the present work, using centrifuge processing technique, Al-Si alloy melt was solidified under a definite centrifugal force. The functionally graded alloys of Al-17wt%Si and 11.7wt%Si were then characterized for microstructure and hardness along the length of the cast (along the axis). 2. PRINCIPLE Figureure. 1 shows the setup used to produce the castings. In this process the centrifugal force magnitude G is given by the equation (1), 2 R G g Where R is the radius of the arm in meters, ω is the arm rotational speed in rad/sec and g is the acceleration due to gravity. This G plays an important role in positioning the reinforcement during solidification. FGMs with ex-situ and in-situ reinforcements can be (1)
2 processed by this technique. When particle-containing slurry is subjected to centrifugal force, two distinct zones, one with enriched and the other with depleted of particles are formed, separated by an intermediate graded zone. Watanabe (2002) reported that the extent of particle segregation and relative locations of enriched and depleted particle zones within the casting are mainly dictated by the relative densities of the particle and liquid, teeming temperature, melt viscosity, cooling rate, particle size and magnitude of centrifugal acceleration. The lighter particles segregate towards the axis of rotation, while the denser particles move away from the axis of rotation. The particles such as SiC, alumina and zircon in Aluminum alloy system will settle away from the axis, while the lighter Si, graphite, mica will drift towards the axis. In this work the forced segregation of hard in-situ Si particles towards the upper regions (towards the axis) of the casting by centrifugal forces provides a unique approach to production of the FGMs. This region has higher Surface Hardness and Wear resistance in the cast, while retaining high levels of toughness in the rest of the regions. such process which helps in producing different morphologies of the microstructure in different regions of the casting. 3.2 Casting technique The equipment used to cast is a modified version of the centrifugal casting process based on centrifuge technique. This machine mainly consists of an arm wherein a mold is allowed to swing at one end and the other end is provided with a counter weight. This arm is centrally mounted on a motor shaft of 0.5 HP capacities. The alloy is melted in a resistance furnace and poured into the metal mold located at one end of the arm. Then the arm is rotated at a known speed. A charge of 150gms of material is used in each experiment. The process parameters are shown in Table I. The cast FGMs are cylinders of 42mm diameter and 42mm tall. Table 1 Process parameters Teeming Temperature (Tm) C Rotational Speed rpm. Figureureure 1. Centrifuge casting setup In the solidification of hypereutectic Al-Si melt, primary Si particles are formed from the melt at the temperature below the liquidus. Primary Si particles move in the direction opposite to the direction of the G force as the density of the Si is less than that of liquid aluminum. 3. EXPERIMENTAL DETAILS 3.1 Material The Al-Si alloy is a well known casting alloy with low thermal expansion coefficient, good corrosion resistance and improved mechanical properties over a wide temperature range. These properties have led to the applications of Al-Si in automotive industry. In this study, Al-Si alloys with 17wt%Si (Hyper Eutectic) and 11.7wt%Si (Eutectic) melts are investigated. The mechanical properties of Al alloys are very strongly influenced by their poly-phase microstructure. Thus by changing the morphologies of dendritic α-al, eutectic Si particles and other intermetalics that are present in the microstructure, the mechanical properties can be changed; Watanabe's Centrifuge casting process is one Characterization The specimens were cut along the length through the centre of the cylindrical block. These specimens were polished by the standard metallographic methods. The microstructures of the specimens were investigated. The silicon volume fractions were manually measured. Brinell hardness was measured along the polished surface of the specimen to find the hardness profile. The indentations were carried out using steel ball 5mm diameter at a load of kg. 4. RESULT AND DISCUSSION 4.1 Microstructures Optical Micrographs of the cast Al-Si FGM are shown in the Figures 2 and 3. The cast FGM using hypereutectic alloy shows polyhedral shaped primary silicon crystals in a matrix consisting of the fine eutectic mixture at the upper region. FGM fabricated at 89.42G has shown an excellent Silicon content gradient in the casting. At the upper surface, 22% of pro-eutectic Si is found in a eutectic matrix while towards the lower region it altered to hypoeutectic showing fine α, Al dendrites with interdentritic eutectic and no primary silicon. Sharma (2005) has shown that increase in the silicon content would increase the hardness and wear resistance. The cast FGM using eutectic melt shows a few primary Si of nearly 4% at the upper region in a matrix of eutectic structure cast at 89.42G. This FGM also shows a gradation from hyper eutectic to hypo towards the lower region (away from the axis). The mid region consists of plate shaped particles of Al (α) in a eutectic matrix. These thin plates are isolated and not connected with each other. The plates are distributed randomly in the eutectic matrix. The lower region is seen with hypoeutectic having dendrites of coarse primary in a fine eutectic matrix. The structure is shown in Figure 3.





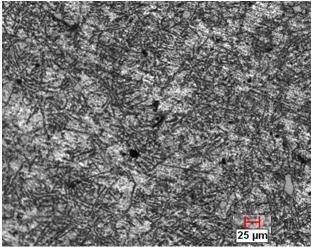
3 Figure 2a Upper region showing Hyper Eutectic in the FGM cast of Al-17wt%Si melt Figure 3a Upper region showing primary Si-Hyper Eutectic in FGM the cast using Al-11.7wt% Si Figure 2b Mid region appearing Eutectic in the FGM cast of Al-17wt%Si melt Figure 3b Mid region showing Eutectic region in FGM the cast using Al-11.7wt% Si Figure 2c Lower region looking clearly Hypo Eutectic in the FGM cast of Al-17wt%Si melt Figure 3c Lower region showing Hypo Eutectic in FGM the cast using Al-11.7wt% Si 277

4 4.2 Hardness Figure 4 shows the distribution of primary Si along the depth for both the centrifugally cast Al/Si FGM s at 400rpm. From the graph it is evident that a steep Si gradient along depth is achieved. FGM formed at 400rpm for hypereutectic alloy has shown a significantly improved gradient in microstructure with primary Si at the upper region of the cast. Primary Si of about 22 vol.% is found at the upper region and this continues to gradually decrease in its % and becomes zero. 4% of primary Si is found for FGM fabricated at 400 rpm for Eutectic alloy. Primary Si is a strengthening phase in Al Si alloy, so the hardness is mainly affected by the content of primary Si. Figure 6 shows the distribution of primary Si from the upper region of the cast. It clearly shows that the G forces have played significantly in pushing the Si to the upper region. The primary Si in Al-17wt%Si is up to a depth of 15mm and in Al-11.7wt%Si the primary Si is up to a depth of 4mm. Figure 4 Distribution of primary SI in percentage from Upper region. The hardness of the FGM sample, as shown in Figure 5, decreases from upper to lower region, which agrees well with the microstructure variation and the Si distribution. Specimen cast at 400rpm for hypereutectic alloy has exhibited maximum hardness (79±1 BHN) at the upper surface. The gradient in hardness from the upper to lower is also seen (79±1 to 48±1 BHN). The hardness of the FGM sample cast at 400 rpm using eutectic alloy has shown a good gradient of 59±1 to 45±1 BHN. Figure 5 Variation of Hardness of FGM 278 Figure 6 Distribution of Si from Upper region (Depth of Hyper eutectic region from upper surface) 5. CONCLUSION A graded structure has been obtained for both the FGMs cast using Al-17wt%Si and Al-11.7wt%Si melts. The FGM cast using Al-17wt%Si has yielded a hardness of 79±1 BHN at the upper region and 48±1 BHN at the lower region. The FGM cast using Al-11.7wt%Si has yielded a hardness of 59±1 BHN at the upper region and 45±1 BHN at the lower region. The primary Si found at the upper region in Al-17wt%Si is 22% and for Al- 11.7wt%Si is 4%. This casting procedure has yielded better results compared to other techniques. REFERENCES Basavakumar, K.G Influence of grain refinement and modification on dry sliding wear behavior of Al- 7Si and Al-7Si-2.5Cu cast alloys. Journal of Materials processing Technology 186: Birman, V Modeling and analysis of functionally Graded Materials and Structures. Transactions of the ASME 60: Clarke, J. and Sarkar, A.D Wear characteristics of as-cast binary aluminum-silicon alloys. Wear 54: Kawasaki, A Concept and P/M Fabrication of functionally Gradient materials. Ceramics International 23: Kiebact, B Processing Techniques for Functionally Graded Materials. Materials Science and Engineering A, 362: Melgarejo, Z Wear resistance of a functionallygraded aluminum matrix composite. Scripta Materialia, 55: Sarkar, A. D Wear of aluminum-silicon alloys. Wear 31: Sharma, R Influence of Silicon (wt.%) and heat treatment on abrasive wear behavior of cast Al-Si-Mg
5 alloys. Materials Science and Engineering A 408: Shivanath, R Wear of aluminum-silicon alloys. Br. Foundryman 70: Watanabe, Y Wear behavior of Al-Al 3 T composite manufactured by a centrifugal method. Metallurgical and materials transactions A 30: Watanabe, Y Particle size distributions in functionally graded materials fabricated by the centrifugal solid particle method. Composites Science and Technology 62: Zhang, Z Study on the preparation of Al-Si functionally graded materials using power ultrasonic field. Materials and Design 30: