THE QUALITY OF SUGAR CRYSTALS AND THEIR STORAGE STABILITY
|
|
|
- Sheila Beasley
- 5 years ago
- Views:
Transcription

1 Conference on Technical progress in the sugar industry organized by Polish Sugar Technicians Association on 12 and 13 May 2014 in Zakopane. THE QUALITY OF SUGAR CRYSTALS AND THEIR STORAGE STABILITY Mohamed MATHLOUTHI Association Andrew VanHook Reims, France


2 OUTLINE 1. Introduction 2. Quality of sugar crystals Regular shape of sucrose crystal Defects :Twins, Conglomerates - agglomerates Amorphous, dust, inclusions 3. Causes and consequences of sugar caking Definition of caking Seeding and Crystal quality Crystal growth and quality Washing in centrifugals Drying and conditioning 4. Moisture control and storage stability Moisture repartition in the crystal Water vapor sorption isotherm Prevention of caking 5. Conclusion
3 Introduction
4 - White sugar instability especially as regards caking, generally results from crystal defects and fines <0.2mm -The defects of sugar crystals are formed during the different steps of process: crystallization, drying, screening and handling which lead to dust formation -Breakage of sugar crystals generally originates from defects such as shape and size, agglomeration, inclusion and/or adsorption of impurities, amorphous state, -Water Vapor Sorption Isotherms and Image Analysis allow understanding of the origins of the lack of stability of white sugar during storage and to predict its prevention
5 Quality of sugar crystals
6 Quality of sugar crystals Regular shape of sucrose crystal obtained in pure solution: each face has a characteristic growth. In presence of impurities, some faces are blocked; other faces grow in needle or triangle shape REGULAR SHAPE

")
7 Quality of sugar crystals Formation of Twins at high supersaturation in presence of impurities TWINS (Type 2) TWINS (Type 3)



8 Quality of sugar crystals ABRASION Screening CONGLOMERATE In receiver Supersaturation > 1.2 Temperature decrease AGGLOMERATE In Pan boiler for high supersaturation


9 Quality of sugar crystals BREAKAGE Bucket elevator, Screw transporter

10 Quality of sugar crystals Re-crystallization AMORPHOUS sugar

 (B.S.")
11 CRYSTAL QUALITY: shape and size :sugar dust Sugar crystals (< 100 µm) (sugar dust from factory) single crystals (< 100 µm) (B.S. patent)




12 Quality of sugar crystals By heating in oven of crystals, inclusion can be revealed INCLUSION 196h 213h 290h 503h Breakage of the crystal at the level of the inclusion Cleavage of crystal
13 Quality of sugar crystals DUST FORMATION DURING DRYING SURFACE BEHAVIOUR OF SUCROSE CRYSTALS Drying at high temperature (>70 C) may generate a layer of amorphous sugar surrounding the crystals. Dust and broken crystals are more active in water adsorption than well formed separated monocrystals.

14 Quality of sugar crystals HANDLING - CONDITIONING Forces applied on sugar crystals during handling and conditioning induce fractures or particle breakage.
15 Causes and consequences of sugar caking
16 Definition of caking Sugar caking is a spontaneous phenomenon of adhesion of particles which change from free flowing behaviour to soft lumps in a first stage and then into agglomerated non flowing solid The major factors affecting the caking phenomenon are: The quality of sugar crystals (grain size distribution, surface defects, broken crystals, inclusion of impurities, ) Water content (total moisture, surface moisture, bound water) Equilibrium Relative Humidity (R.H. of air at equilibrium) Temperature of sugar after drying/cooling Gradient of Temperature and R.H. in the bag or the silo
 Solide Air Solide Eau B- funicular step C- capillary step E R H Eau d) Eau Solide D- drop")
17 WATER ADSORPTION AND CAKING Schematic steps of lumping a) Air Eau A- Pendular step Solide b) c) Solide Air Solide Eau B- funicular step C- capillary step E R H Eau d) Eau Solide D- drop step


18 CAKING OF CRYSTALLINE WHITE SUGAR Pendular step 1 mm Air Syrup Solid 0% < ERH< 44%

19 CAKING OF CRYSTALLINE WHITE SUGAR Funicular step Liquid bridge 500 µm Liquid Solid Air 44% < ERH < 75%

20 CAKING OF CRYSTALLINE WHITE SUGAR Capillary step Solid Syrup Solid bridge 75% < ERH < 85%


21 CAKING OF CRYSTALLINE WHITE SUGAR Drop step 500 µm Syrup surrounding crystals Liquid Solid ERH> 85 %
22 Causes of Caking The main causes of caking are related to crystal quality: The risk of caking is minimized when sugar crystals have a regular shape and size with CV < 30% and fines (<0.2mm) less than 1% To obtain these conditions of crystal quality the work starts in pan boiler All steps of crystallization in pan boiler are important to optimize especially for : SEEDING CRYSTAL GROWTH
23 SEEDING AND CRYSTAL QUALITY
24 SEEDING AND CRYSTAL QUALITY Theoretically = the number of seed particles (dm 10 µm) is equal to the number of final crystals with size Dm Direct seeding by slurry injection: Requirements for seed slurry - Supersaturation around 1.15 (to prevent false grain or dissolution) - Optimised mechanical stirring of slurry if speed is : - high enough to prevent melting in overheated zones - low enough to avoid fine crystals formation Magma seeding : production of magma (Dm 100µm) and seeding of the different vacuum pans with magma - Adjustment of magma quantity in function of final crystal size Automatic control of magma seed cooling Quality of crystals (low CV) depends on quality of seeding crystals


25 SEEDING AND CRYSTAL QUALITY Quality of seeding crystals Breakage : Seed Defects : Twins and conglomerates
26 SEEDING AND CRYSTAL QUALITY DISPERSING AGENT ETHANOL: Abandoned : because T b =78.5 C ebullition yields vapour which leads to seed loss during evapocrystallisation ISO-PROPANOL: T b = 85 C (no loss by evaporation) - good dispersion (2 kg sugar/4 L iso-propanol) with easy settling - better grinding yield in Ditmar (2h instead of 3) POLYETHYLENE GLYCOL: used to replace isopropanol because of regulation issues. Proves to be a better disperser. Less decantation. RESULTS obtained with PEG 300: Homogeneous seed crystals 10 µm (very slow settling)


27 SEEDING AND CRYSTAL QUALITY Quality of seed slurry PHOTOS OF SLURRY WITHDIFFERENT DISPERSING AGENT ISO-PROPANOL Polyethylene glycol PEG 300
28 SEEDING AND CRYSTAL QUALITY The seed magma preparation installation Seed magma cooling crystallizer Magma receiver Single stage seed magma preparation (Braunschweig process): Seed magma cooling crystallizer - Seed magma receiver External heat exchanger Pan boilers seeding circuit
29 SEEDING AND CRYSTAL QUALITY temperature and supersaturation during seed magma preparation
30 SEEDING AND CRYSTAL QUALITY Results of optimised seed magma preparation Seed magma preparation optimized : Crystal content: 20.6 % Temperature: 27.5 C MA: 76 µm CV: 32 No coarse crystals anymore Aggregate level less than 20% Improved final product grain size distribution CV: % fines (< 0.20 mm) < 1%
31 SEEDING AND CRYSTAL QUALITY Evolution of seed particles in vacuum pan : Formation of conglomerates CAUSES : High level of syrup supersaturation at seeding Insufficient Agitation or too high Agitation (> 286 rpm) Insufficient Proportion of seed slurry Low dispersion of seed particles CONSEQUENCES : Increase of ash in sugar Difficulty of sugar drying SOLUTION : Adding of non ionic surfactant (~0.1%) Improvement of slurry quality and Agitation
32 CRYSTAL GROWTH
33 Optimal growth at constant supersaturation Supersaturation trend 1:increase ( = 1.15) for footing; 2: stabilization for seeding; 3: decrease by adding water (thinning and dissolution of fines); 3-4:GROWTH:at constant supersaturation ( = ); 4-5: decrease during massecuite final Brixing.
34 CRYSTAL GROWTH AND QUALITY During growth, a rough surface can be transformed into a flat crystal face with inclusion of mother liquor inclusions

35 CRYSTAL GROWTH AND QUALITY Explosion of vapour bubbles at crystal surface promotes the inclusion of mother liquor



36 CRYSTAL GROWTH AND QUALITY During growth, the presence in mother liquor of impurities induces modified crystal shapes Dextran Invert Sugar
37 WASHING IN CENTRIFUGAL
 Constant Quality of massecuite")
38 WASHING IN CENTRIFUGAL AND QUALITY 1. Optimal Loading Constant Speed Constant load (position of sensor) Constant Quality of massecuite (consistancy) All optimisation parameters depend on layer thickness constancy

39 WASHING IN CENTRIFUGAL AND QUALITY 2. Pre-washing After removal of runoffs from crystal surface Massecuite layer color changes from «brown to clear yellow» Speed ~350 rpm ( if lower : re-appeance of brown color with repelled wahing water) Adapted to the type of centrifuge Duration of pre - washing Duration of washing Coloration / Brix
40 WASHING IN CENTRIFUGAL AND QUALITY Speed rpm 910 rpm 850 rpm Optimum Washing (position in cycle - Results) 1150 rpm 1100 rpm 1030 rpm 980 rpm EU Pts Coloration Ash Total Cycle duration
41 WASHING IN CENTRIFUGAL AND QUALITY Conclusion The Volume of water used depends on massecuite characteristics Compacity (mother liquor viscosity + % crystals) Grain size distribution Excess of wahing water does not improve sugar quality and contributes to increase processing cost For example, 1 kg water in excess represents 1 kg of sugar lost ( Brix = 50) Sugar Quality for a given volume of washing water varies in function of : Position in time during centrifugal cycle (optimum depends also on centrifugal type) Path of water between washing device crystals and efficacy of
42 DRYING AND SCREENING


43 DRYING SCREENING AND CRYSTAL QUALITY Rotary Louvre dryer - principle of operation Moist sugar Exhaust air Dry air Nearly fluidised-bed conditions Dry sugar
44 DRYING SCREENING AND CRYSTAL QUALITY What makes the process of sugar drying different from water evaporation from a film of pure water? Partial pressure of water above the syrup film depends on syrup composition (variable due to drying!) Mass transfer resistance of the syrup film (absent for pure water!) Crystallization of sugar from syrup Possibility of formation of amorphous sugar.
45 DRYING SCREENING AND CRYSTAL QUALITY Formation of amorphous sugar crust MECHANISM Rapid evaporation from the outer layers of the syrup film Insufficient rate of water diffusion through the inner layers of the syrup film CONSEQUENCES High supersaturation of syrup near the interface Formation of an amorphous sugar crust at the interface Water trapped within the syrup film A dramatic decline of the rate of drying

")

46 DRYING SCREENING AND CRYSTAL QUALITY Crystal of sugar and syrup film in the dryer Amorphous layer (once formed) Crystal Syrup film Hot air Initially, for typical industrial conditions, 3-4 µm



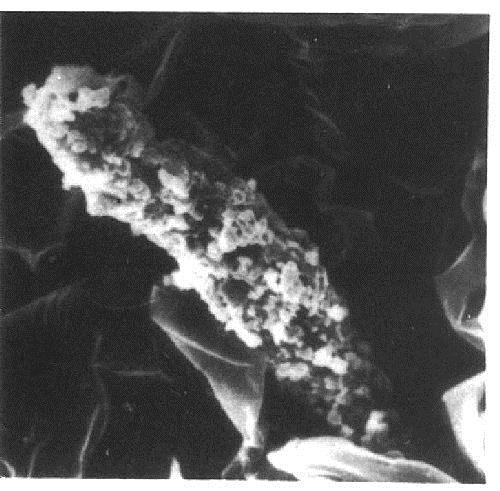
47 Quality of sugar crystals DUST FORMATION DURING DRYING Crystals are covered by sugar dust. These dust particles are composed of amorphous sugar : short time high temperature drying is at the origin of dust formation. Also abrasion during screening
48 Moisture control and storage stability


49 MOISTURE IMPLICATIONS IN STORAGE STABILITY WATER IN AND AROUND SUGAR CRYSTAL Syrup sucrose Syrup Water Air Moisture Crystal sucrose Included water
50 MOISTURE IMPLICATIONS IN STORAGE STABILITY WATER IN AND AROUND SUGAR CRYSTAL 0,0 5 0, ,0 4 Included water Surface water 0, ,0 3 0, ,0 2 0, ,0 1 0, ,9 0,8 5 0,8 2 0,7 5 0,5 8 0,4 4 0,3 3 eau t o t al e 5, , , , , , , WATER ACTIVITY eau d e su r f ac e 5, , , , , , , eau in c l u se 0, , , , , , , included water content is almost constant and surface water increases with increased water activity
51 WATER SORPTION ISOTHERM OF CRYSTALLINE SUGAR



52 CRYSTAL QUALITY Amorphous sugar hygroscopicity Roth D. (1976)

53 CRYSTAL SIZE DISTRIBUTION AND WATER VAPOR SORPTION 1 0,9 Water content (g/ Kg M.S.) 0,8 0,7 0,6 0,5 0,4 0,3 0,2 > 800 m Fraction m < 250 m 0,1 0 0,3 0,4 0,5 0,6 0,7 0,8 0,9 Aw < 250 µm µm µm > 800 µm
 10 C 35 C")
54 EFFECT OF TEMPERATURE ON WATER SORPTION ISOTHERMS (Crystalline sugar) 10 C 35 C
55 EFFECT OF TEMPERATURE ON WATER SORPTION ISOTHERMS (Crystalline sugar) dp T = 9 C (DT = 1 C) dp T =13.5 C (D= 1.5) Tdp = 18 C(D= 2) Tdp = 23 C (D=2) Tdp= 27 C(D=3) Tdp =31 C(D=4 )
56 CRYSTAL QUALITY and STABILITY: hygroscopicity of milled sugar Teneur en eau (g/100g M.S.) Manufactory crystals 70 % 21 %Milled Single crystals HRE % sucre Référence microcristaux(< 250 µm) 21% de broyés sucre Référence microcristaux(< 250 µm) < 250 µm (sucre standard) 70% de broyés < 250 µm (sucre standard)
57 CONTROL AND PREVENTION OF CAKING
58 CONTROL OF FLOWABILITY Flow rate Friability Angle Angle of repose Cohesion : Jenike cell Microscopical observations

59 FRIABILITY ANGLE DEVICE
60 FRIABILITY ANGLE <0.25 mm Angle de friabilité << <<0.8 >0.80 mm Aw < 0,25mm 0,40mm< < 0,50mm 0,50mm< < 0,80 mm > 0,80 mm
 by Drying to low moisture content (Surface moisture <")

61 METHODS FOR PREVENTION OF CAKING Storage at appropriate temperature and R.H. Stabilisation of sugar moisture and temperature maturation ( 4 6 days) by Drying to low moisture content (Surface moisture < 1/3 total moisture) Maintaining the lowest proportion of fines possible ( < 1%): Fine particles and amorphous responsible of caking Avoid gradients in silo (layers with different quality: moisture, color, size, )
62 CONCLUSION
63 CONCLUSION STABILITY OF WHITE SUGAR DEPENDS ON CRYSTAL QUALITY CRYSTALS QUALITY depends on seeding conditions: - Supersaturation 1.15 (no false grain or dissolution) - Optimised stirring of slurry and homogeneous dispersion CRYSTALS QUALITY if growth at constant supersaturation Minimize defects and control size distribution (CV < 30%) Optimisation of washing in centrifugal: - Elimination of ash easier than coloration - Optimising of washing water quality and quantity
64 CONCLUSION DRYING AND SCREENING CONDITIONS OPTIMISED: - Drying temperature not too high ( ~ 65 C ) - Minimize amorphous and dust formation - Avoid crystal breakage, abrasion, CONTROL AND PREVENTION OF CAKING: Temperature and R.H. (water vapor sorption curves) Sugar flowability Maturation in silo Homogeneous quality (MA CV)


65